mac ito
-
Compteur de contenus
45 -
Inscrit(e) le
-
Dernière visite
Récompenses de mac ito
")





-

simplify3d Simplify et sa gestion des vitesses
mac ito en réponse au topic de mac ito dans Paramétrer et contrôler son imprimante 3D
@fdorful la réponse du support S3D à la question s'il sera possible un jour de gérer individuellement les vitesses de l'infill et des périmètres intérieurs. Hello mac, The development team is aware of this, but I cannot guarantee a fix in the future. The infill and interior perimeter speed cannot be specifically controlled. The infill will always print at the default printing speed, and inner perimeters will always print at a percentage of the outer perimeter speed. Regards, ~Simplify3D Support -
simplify3d Simplify et sa gestion des vitesses
mac ito en réponse au topic de mac ito dans Paramétrer et contrôler son imprimante 3D
Et je ne comprend pas qu'il soit pas possible d'avoir quelque chose du genre. Merci pour le PDF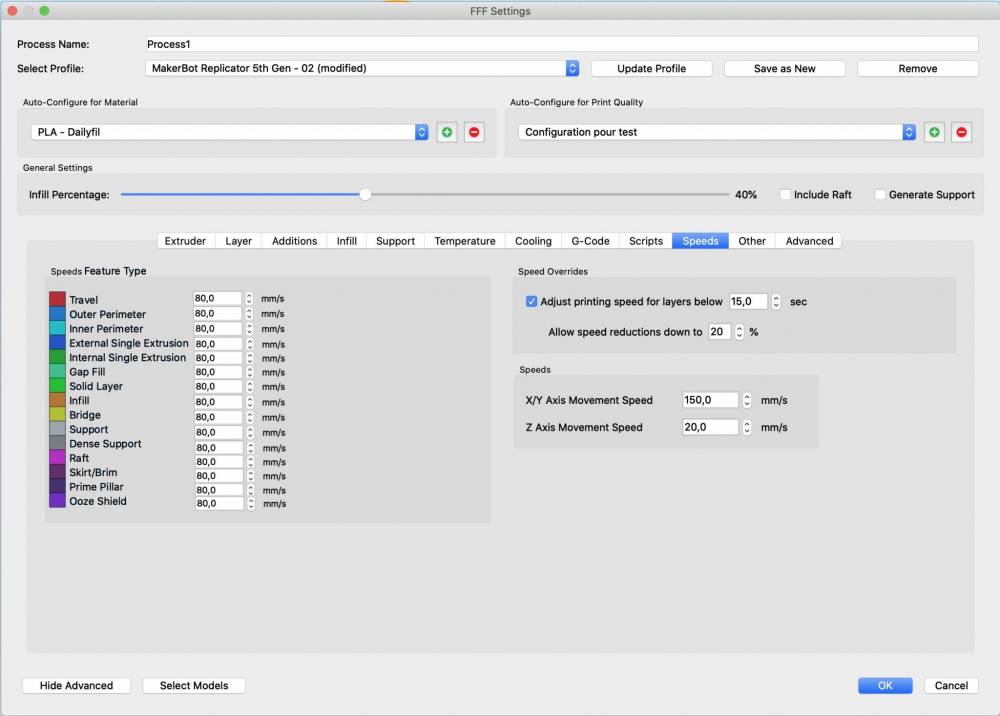
-
simplify3d Simplify et sa gestion des vitesses
mac ito en réponse au topic de mac ito dans Paramétrer et contrôler son imprimante 3D
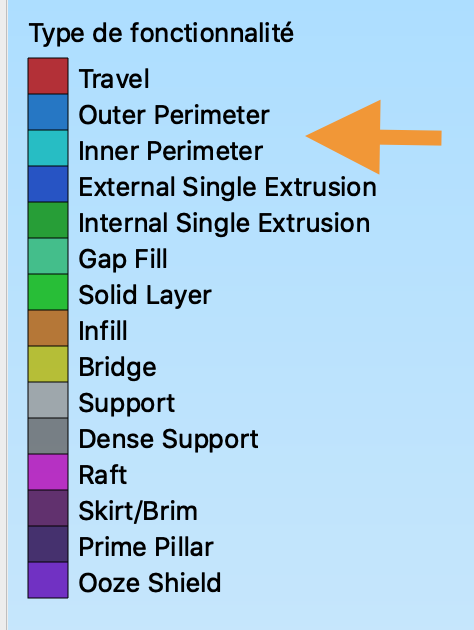
S3D fait très bien la distinction entre périmètre extérieur, intérieur et couche dessus / dessous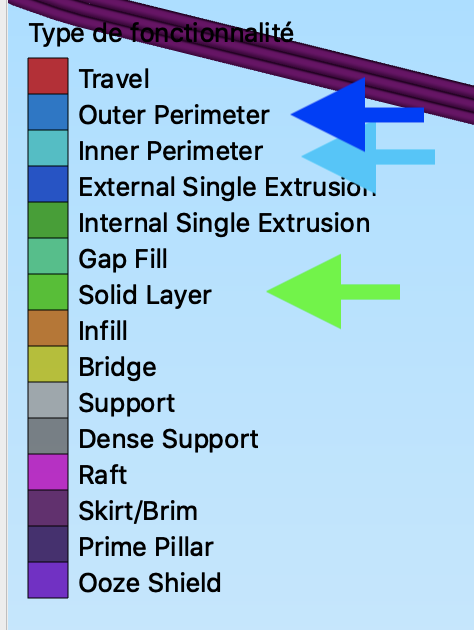

-
simplify3d Simplify et sa gestion des vitesses
mac ito en réponse au topic de mac ito dans Paramétrer et contrôler son imprimante 3D
-
simplify3d Simplify et sa gestion des vitesses
mac ito a posté un sujet dans Paramétrer et contrôler son imprimante 3D
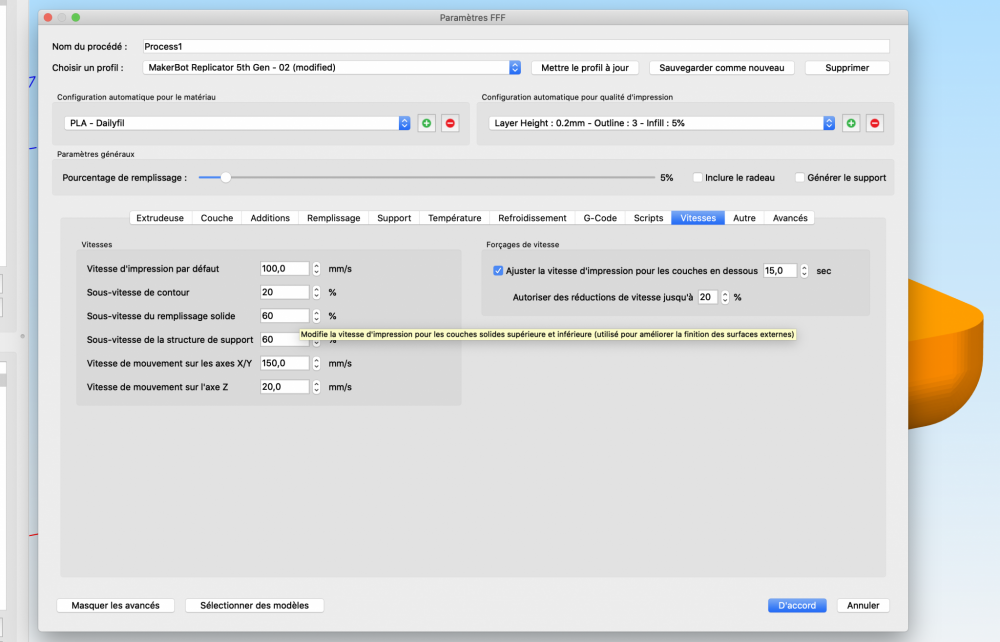
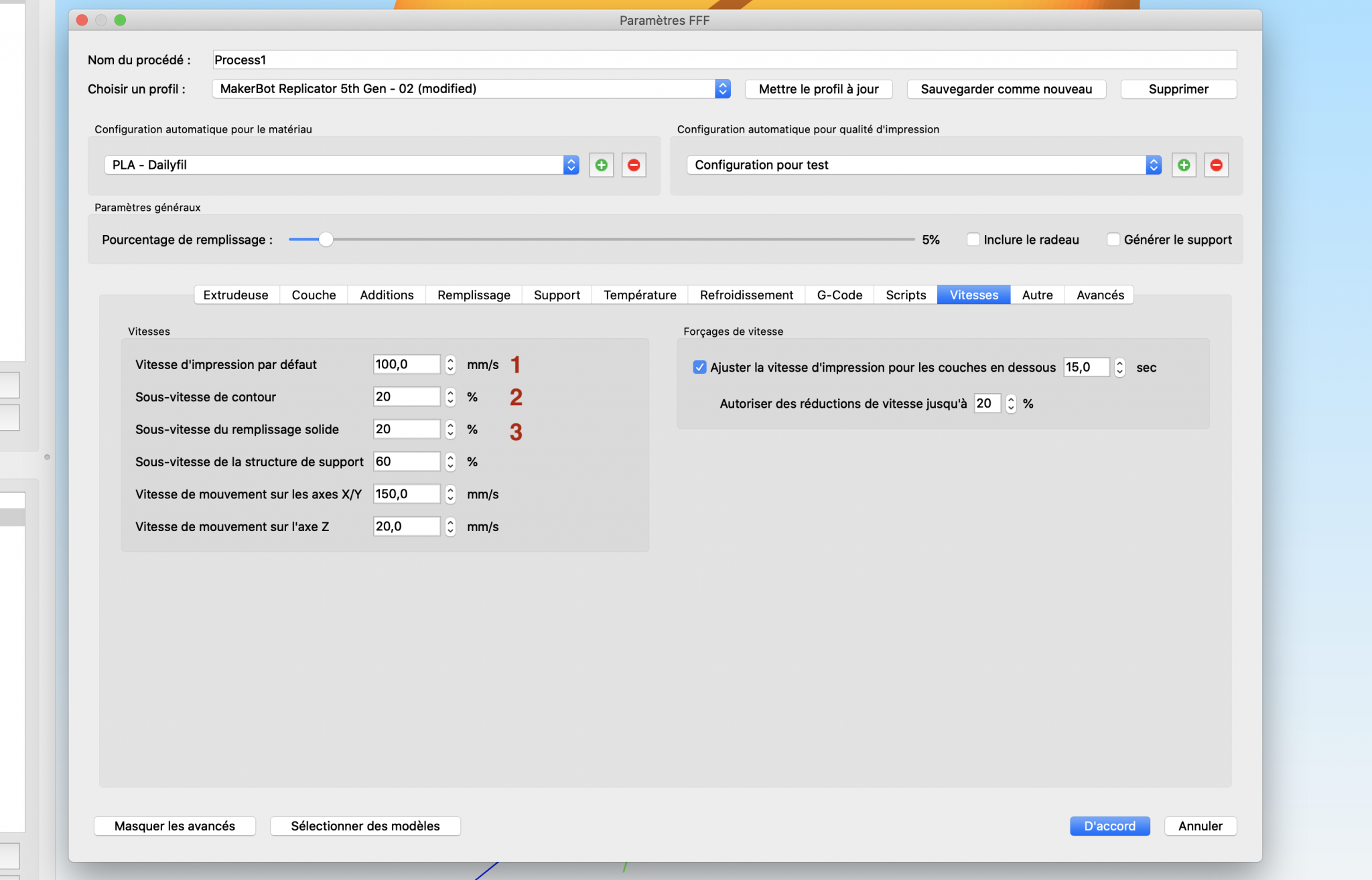
Bonsoir, J'ouvre ce post pour avoir vos avis et essayer de comprendre la logique de simplify vis à vis de sa gestion des vitesses. Plus j'avance dans l'exploration de ce slicer plus il me rend fou. Je ne comprend pas qu'il ne soit pas possible de gérer individuellement les vitesse de chacune des fonctionnalités (périmètre est, int, infill, Solid layer). En plus de cela, pourquoi ne pas avoir toutes les vitesse en mm/s plutot que de devoir passer des calculs de pourcentages. J'ai une pièce simple a faire qui pourrait etre programmée proprement ( a l'aide de configuration auto) en quelques clic, au final je me retrouve a devoir faire des calculs et des procédés avec, j'ai l'impression, un risque de modifier malgré moi mon profil, tout ça pour à la fin avoir quelque chose qui n'est pas maitrisé et vraiment contraignant à peaufiner. Je ne comprends pas non plus d'ailleurs que les procédés se règle avec des hauteurs en mm et non avec un nombre de couches Pour illustrer mes propos voici mon problème, je voudrais que les périmètres intérieurs soit imprimés quasi aussi lentement que celui de l'extérieur mais si je paramètre l'ensemble en ce sens c'est aussi tout le infill qui sera imprimer a cette vitesse? non? Quelle est la logique a adopter? Soit ( et c'est tout à fait possible ) j'ai raté un truc gros comme un camion soit ce soft est tout simplement illogique pour moi. merci de m'avoir lu et à ceux qui prendrons le temps de me répondre.
-
simplify3d Simplify vs Makerbot 5th Gen
mac ito en réponse au topic de mac ito dans Paramétrer et contrôler son imprimante 3D
En tout cas merci @fdorful pour tes commentaires, cela m'as permis d'y voir plus clair. -
simplify3d Simplify vs Makerbot 5th Gen
mac ito en réponse au topic de mac ito dans Paramétrer et contrôler son imprimante 3D
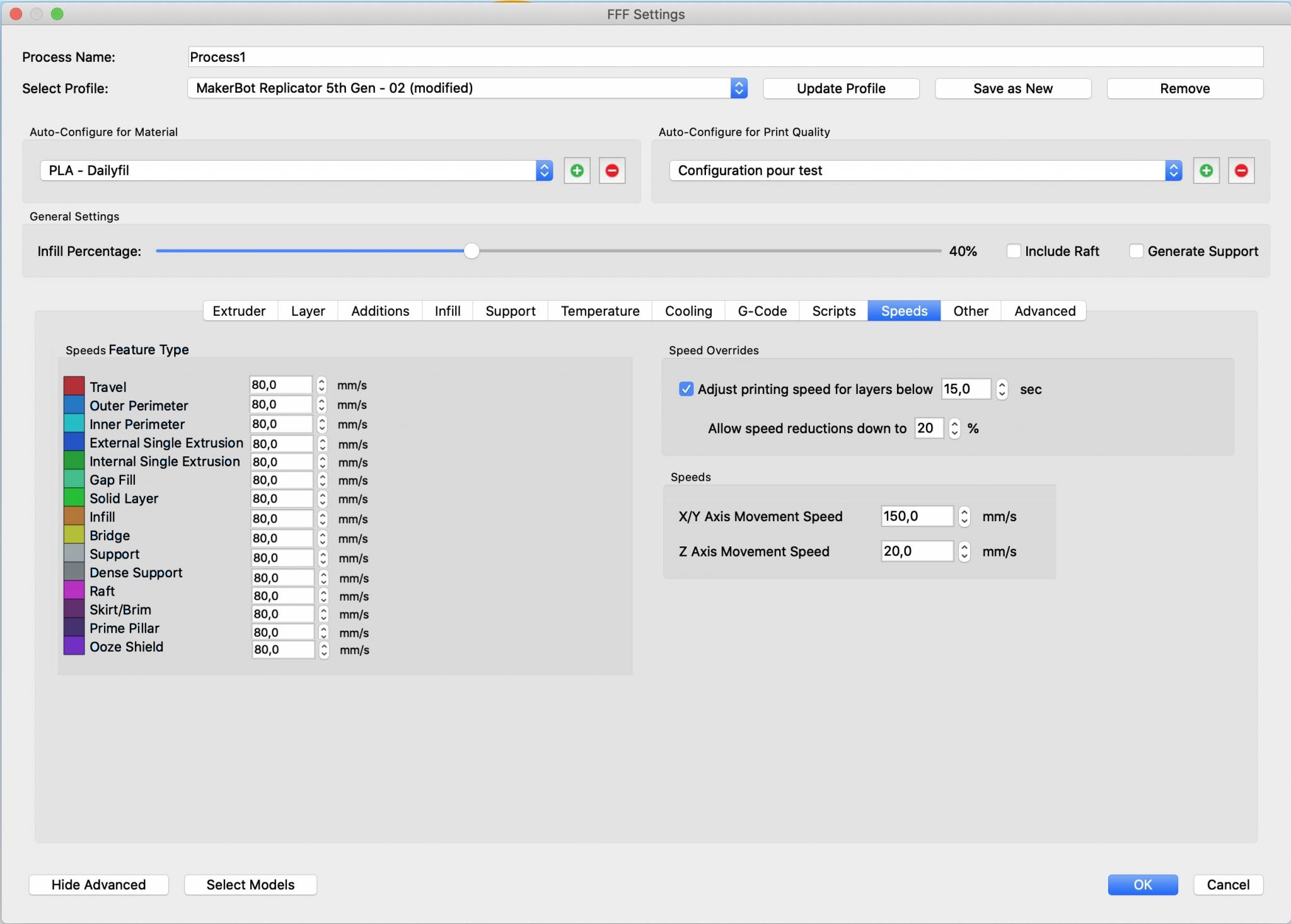
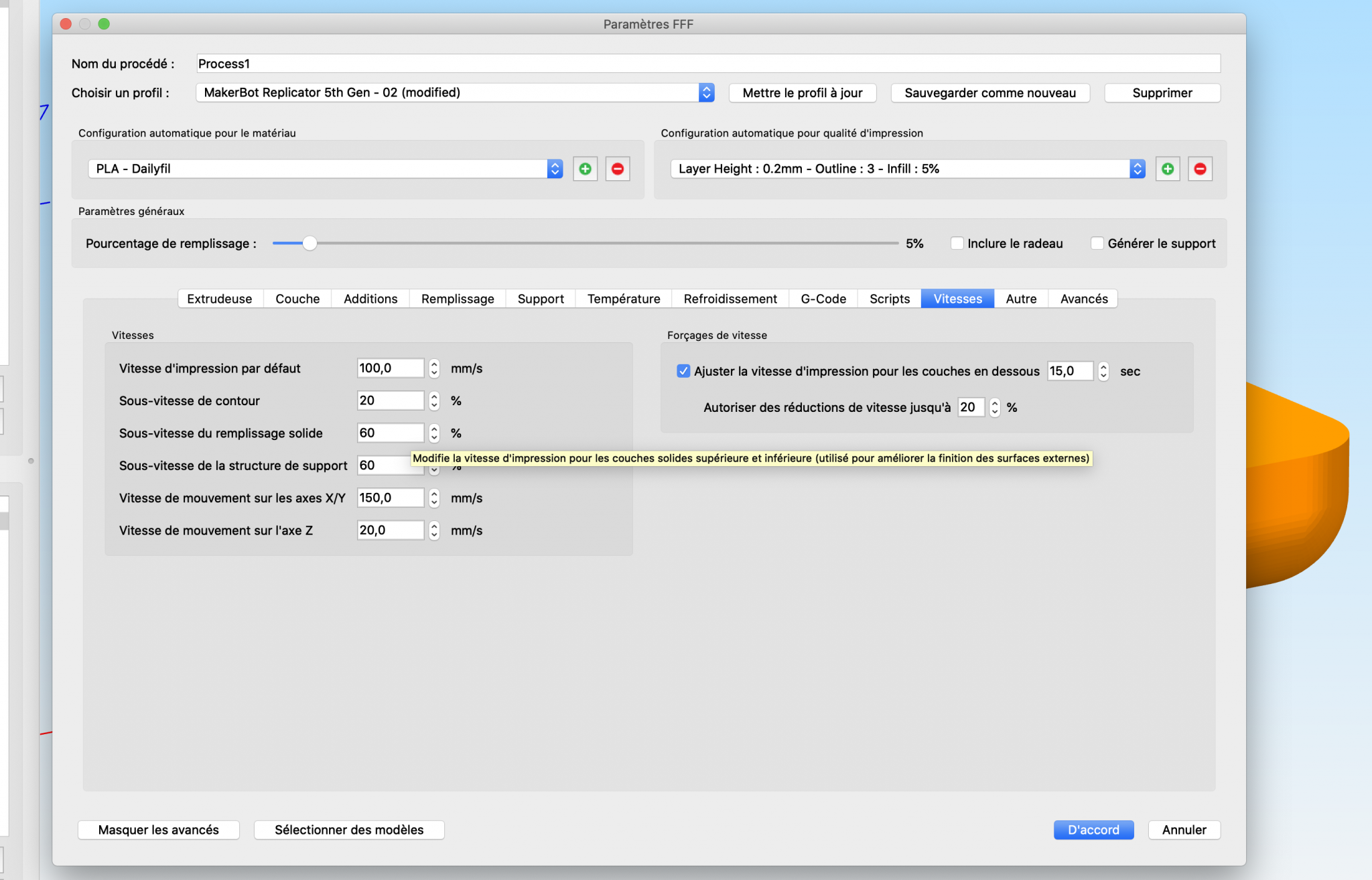
@fdorful je viens de comprendre réellement comment fonctionne la gestion des vitesses et je ne sais pas pourquoi mais je pensais que le facteur "3" gérait à la fois le dessus dessous, l'infill et les périmètres intérieurs hors il ne gère que le dessus dessous. Du coup, après essais, j'en ai compris que l'infill et les périmètres intérieurs sont géré en auto par le facteur global "1". Je ne comprend pas pourquoi il n'y a pas 2 cellules de plus pour gérer manuellement c'est choix comme pour le 2 et 3. J'ai l'impression qu'il n'y a pas d'autre moyen que de gérer ça avec des procédés alors que cela aurait été tellement plus simple et productif de le gérer manuellement tout en ayant la possibilité de l'intégrer aux config autos.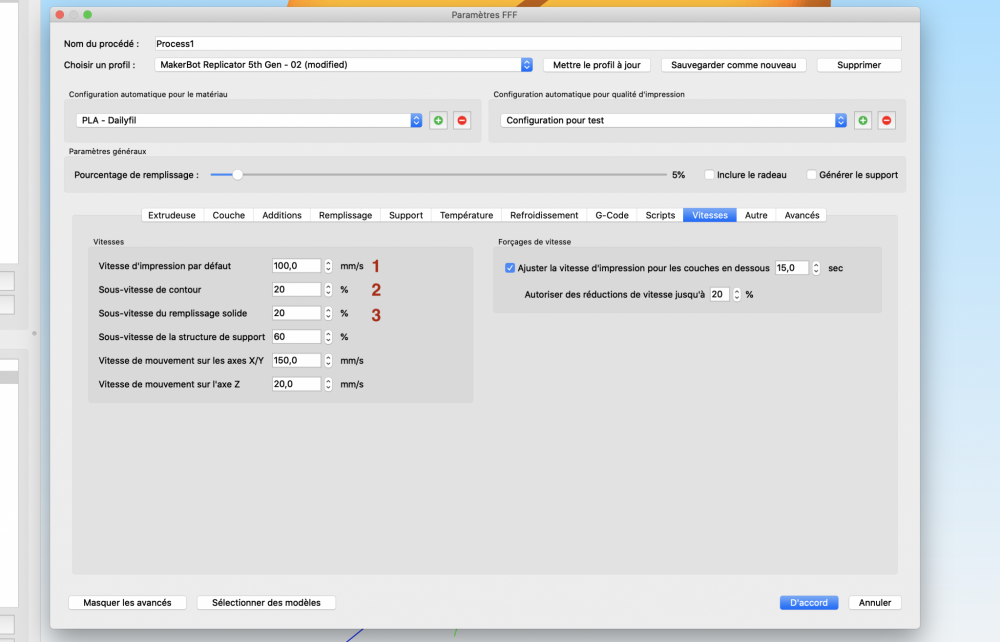
-
simplify3d Simplify vs Makerbot 5th Gen
mac ito en réponse au topic de mac ito dans Paramétrer et contrôler son imprimante 3D
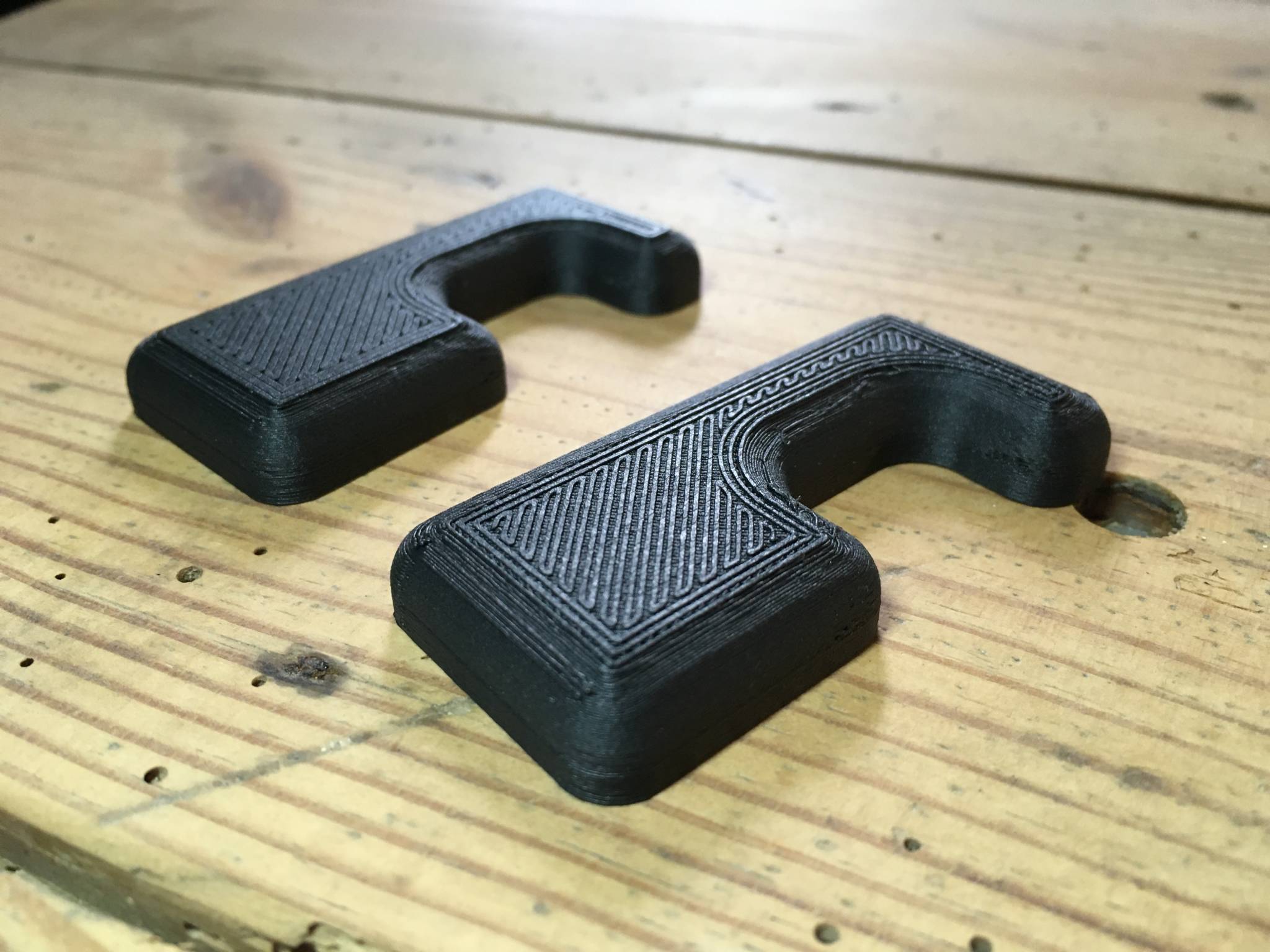
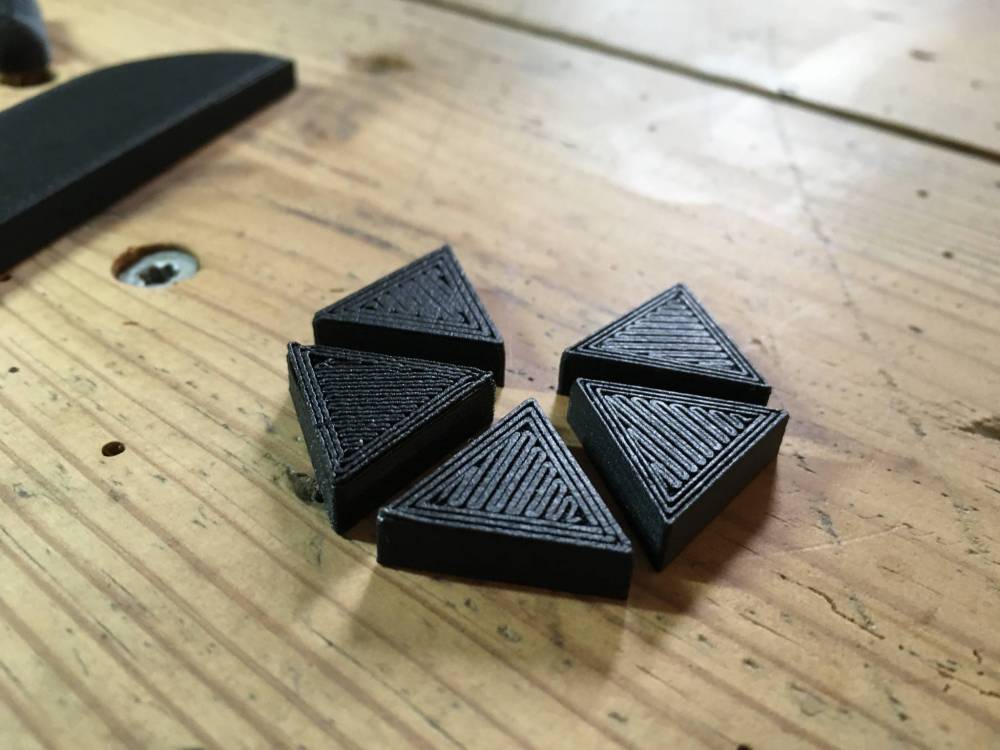
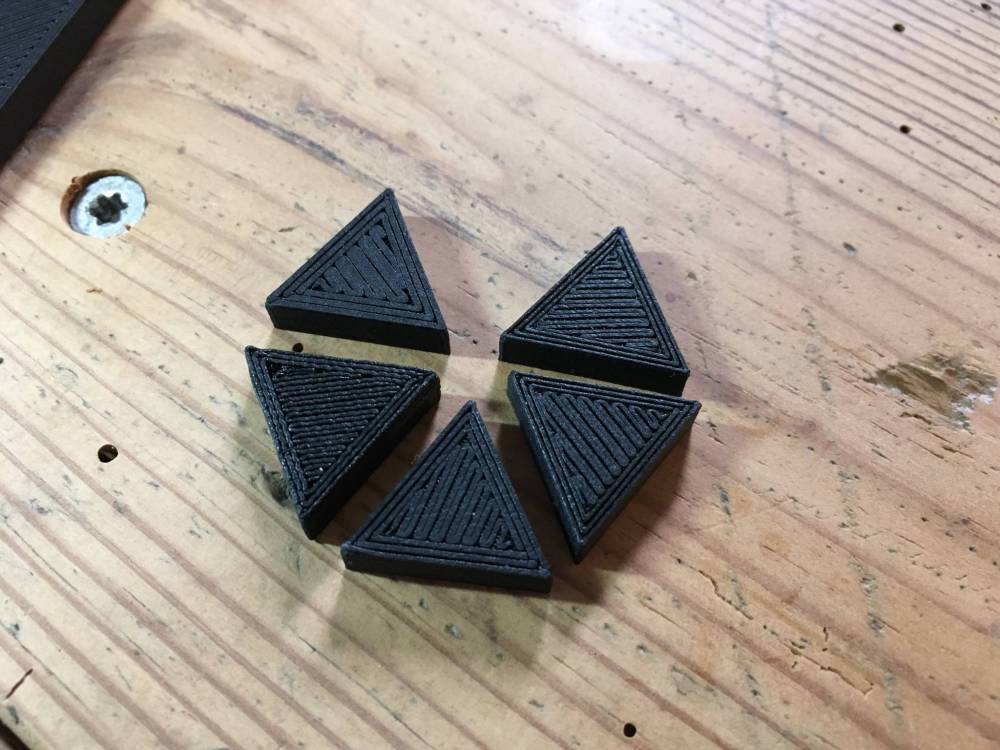
Le fait d'avoir aussi trouver le bon réglage à permis de supprimer l'effet bourrelé. Désolé pour la qualité c'est pas évident de prendre en photo du noir, et pourtant c'est du mat


-
simplify3d Simplify vs Makerbot 5th Gen
mac ito en réponse au topic de mac ito dans Paramétrer et contrôler son imprimante 3D
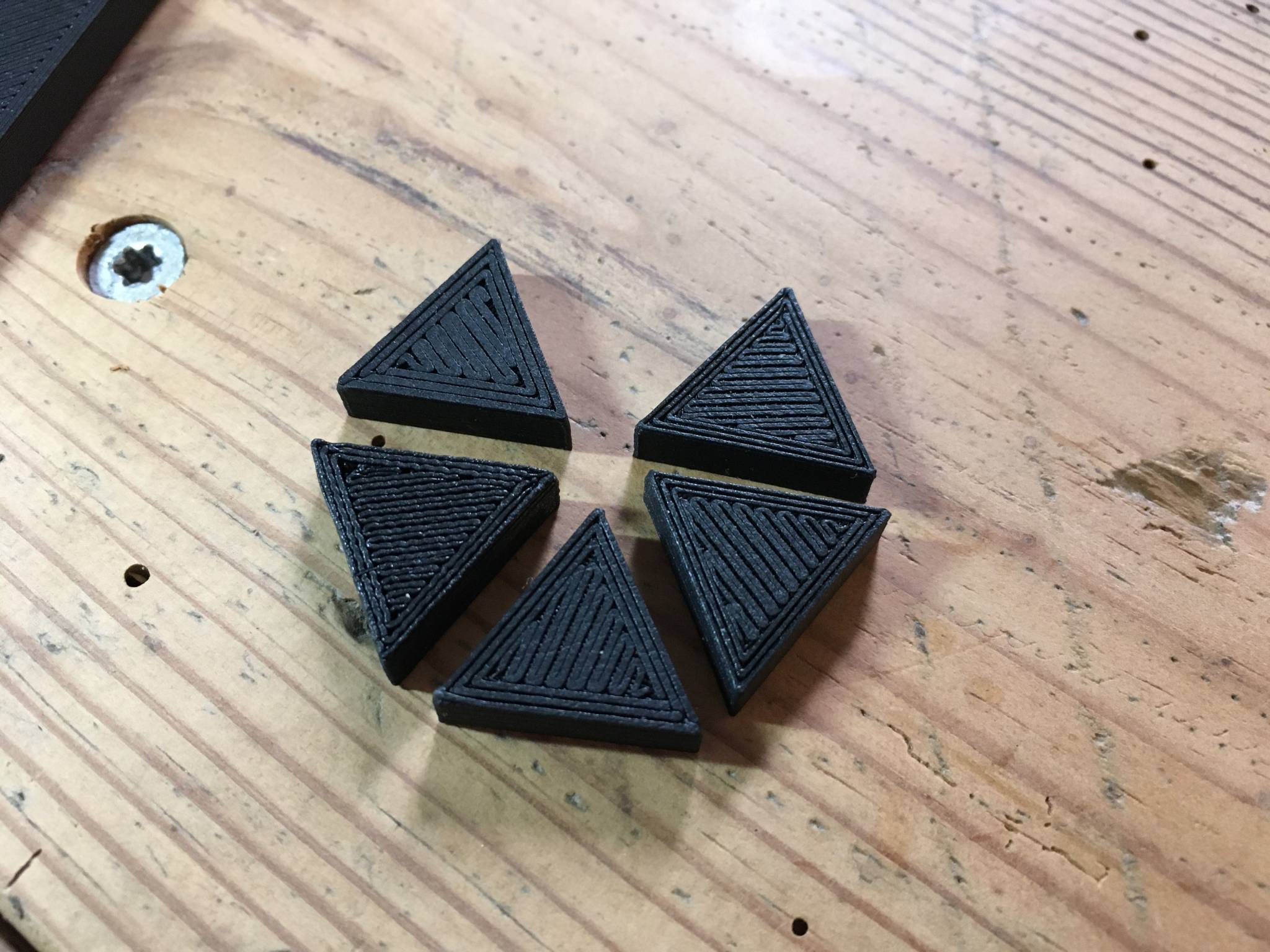
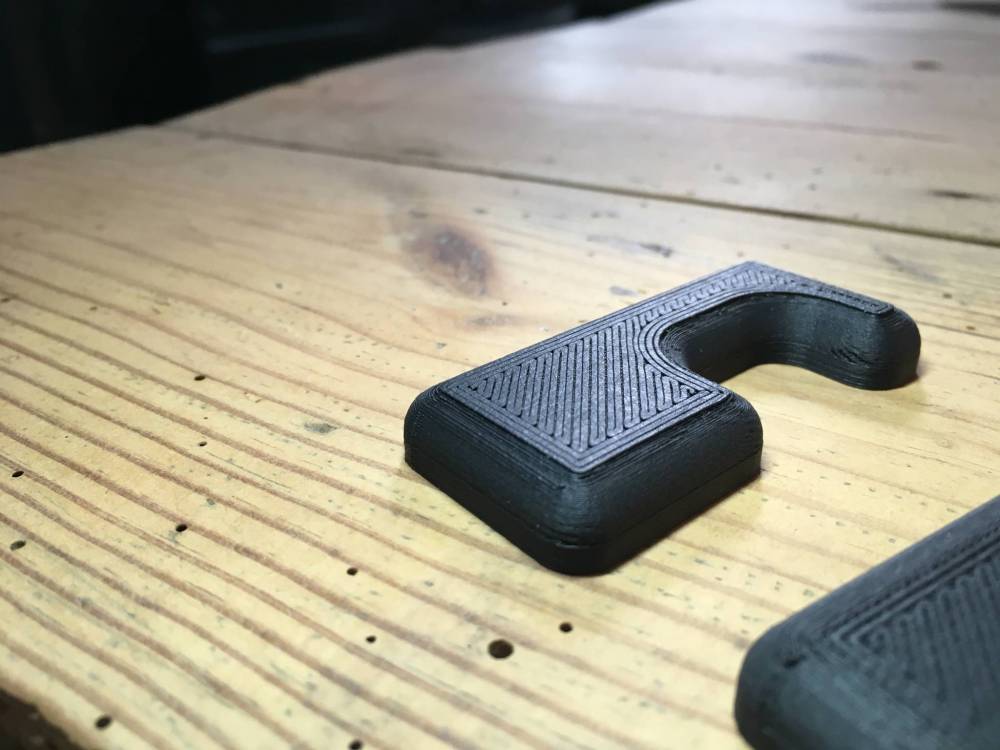
J'ai continuer mes essais et je suis arrivé quelques chose de correct, de maitrisable et surtout de répétable. Je ne sais pas pourquoi mais je n'avais pas été au delà de -0,30 lors des premiers essais mais il s'avère que la bonne valeur pour l'offset est -0,4/-0,45. A ça j'applique 110% pour la largeur et la hauteur de la première couche et j'obtiens un bon compromis entre adhérence et finition, le tout à 20 ou 30 mm/s. Pour l'aspect du rayon sur les premières couches j'ai aussi réussi a obtenir un meilleur résultat pour une épaisseur de couche de 0,2 en appliquant, comme évoqué plus haut une vitesse faible.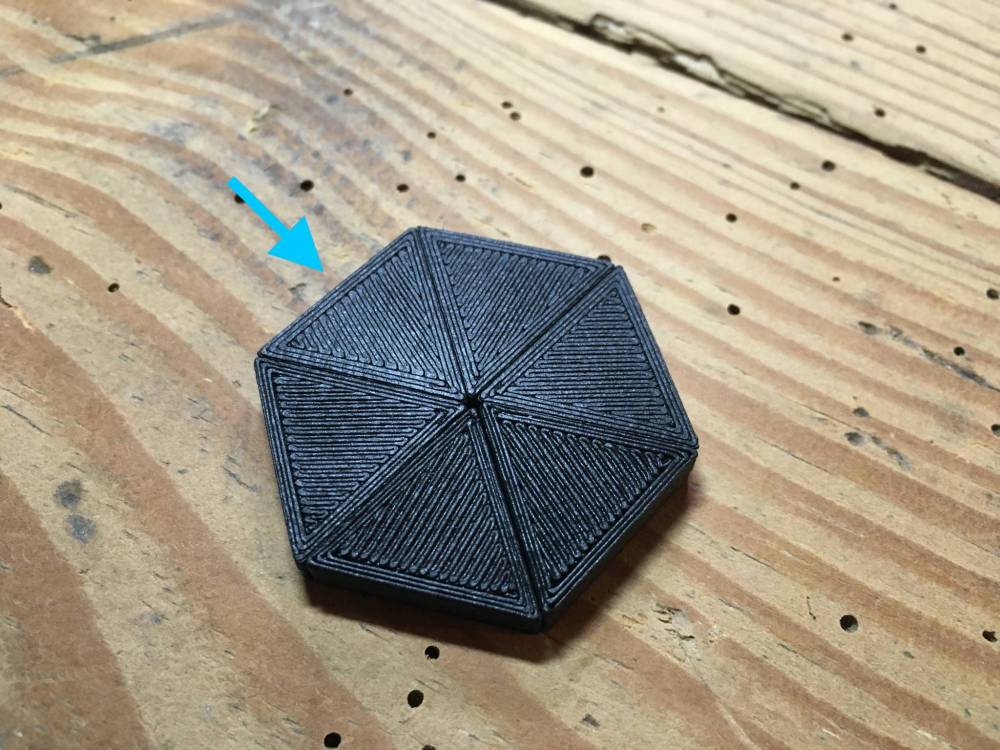



-
simplify3d Simplify vs Makerbot 5th Gen
mac ito en réponse au topic de mac ito dans Paramétrer et contrôler son imprimante 3D



-
simplify3d Simplify vs Makerbot 5th Gen
mac ito en réponse au topic de mac ito dans Paramétrer et contrôler son imprimante 3D



-
simplify3d Simplify vs Makerbot 5th Gen
mac ito en réponse au topic de mac ito dans Paramétrer et contrôler son imprimante 3D
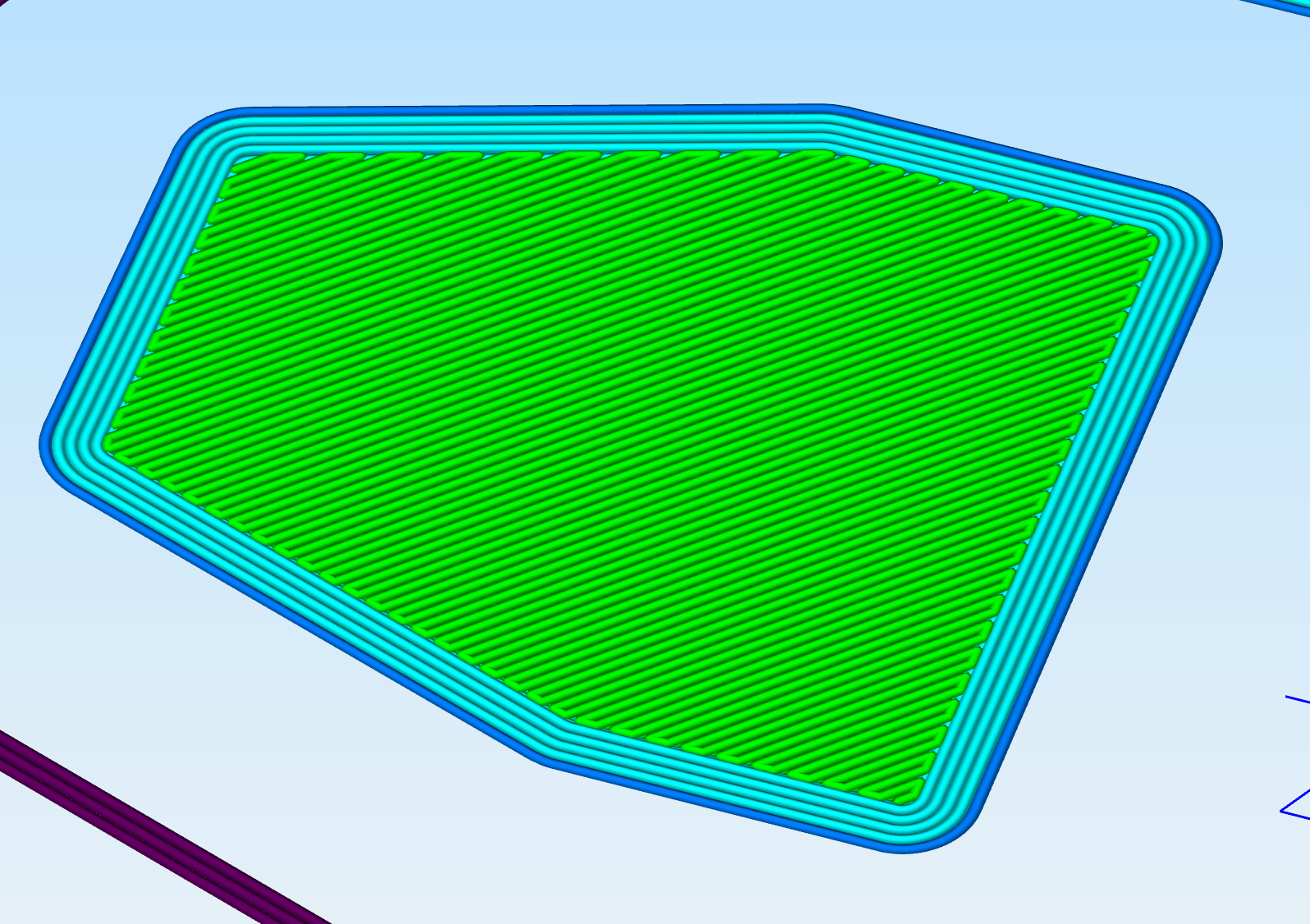
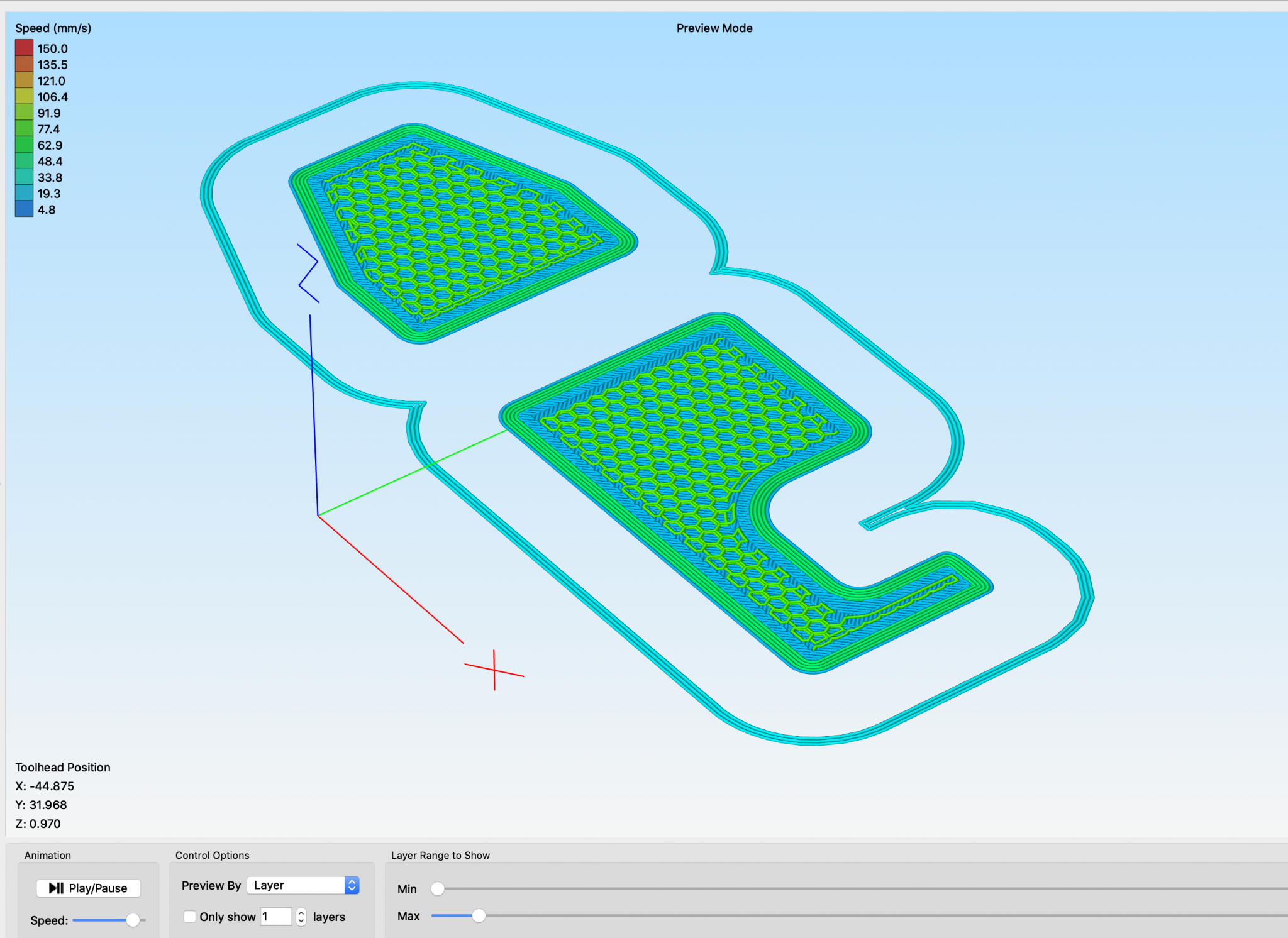
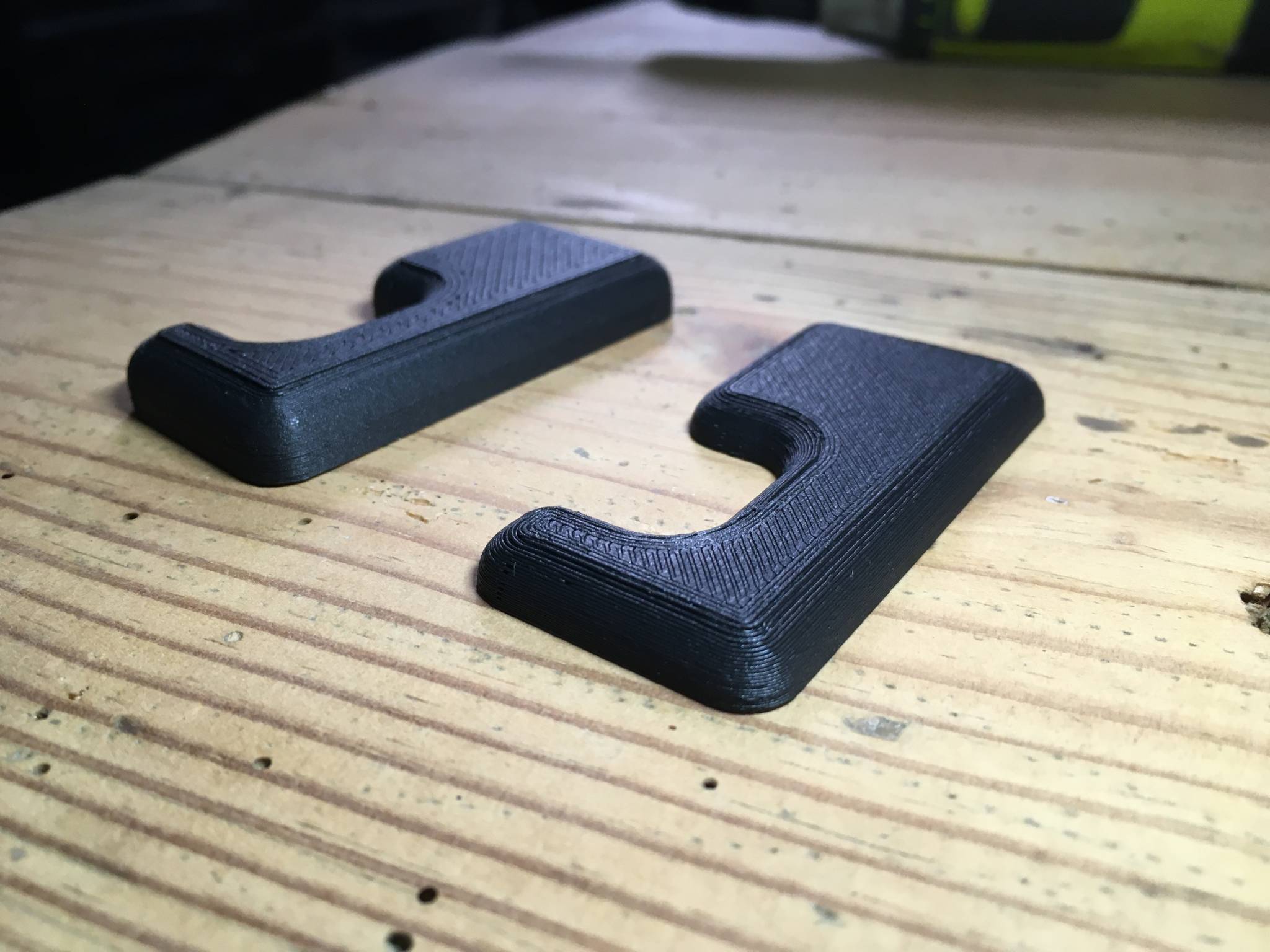
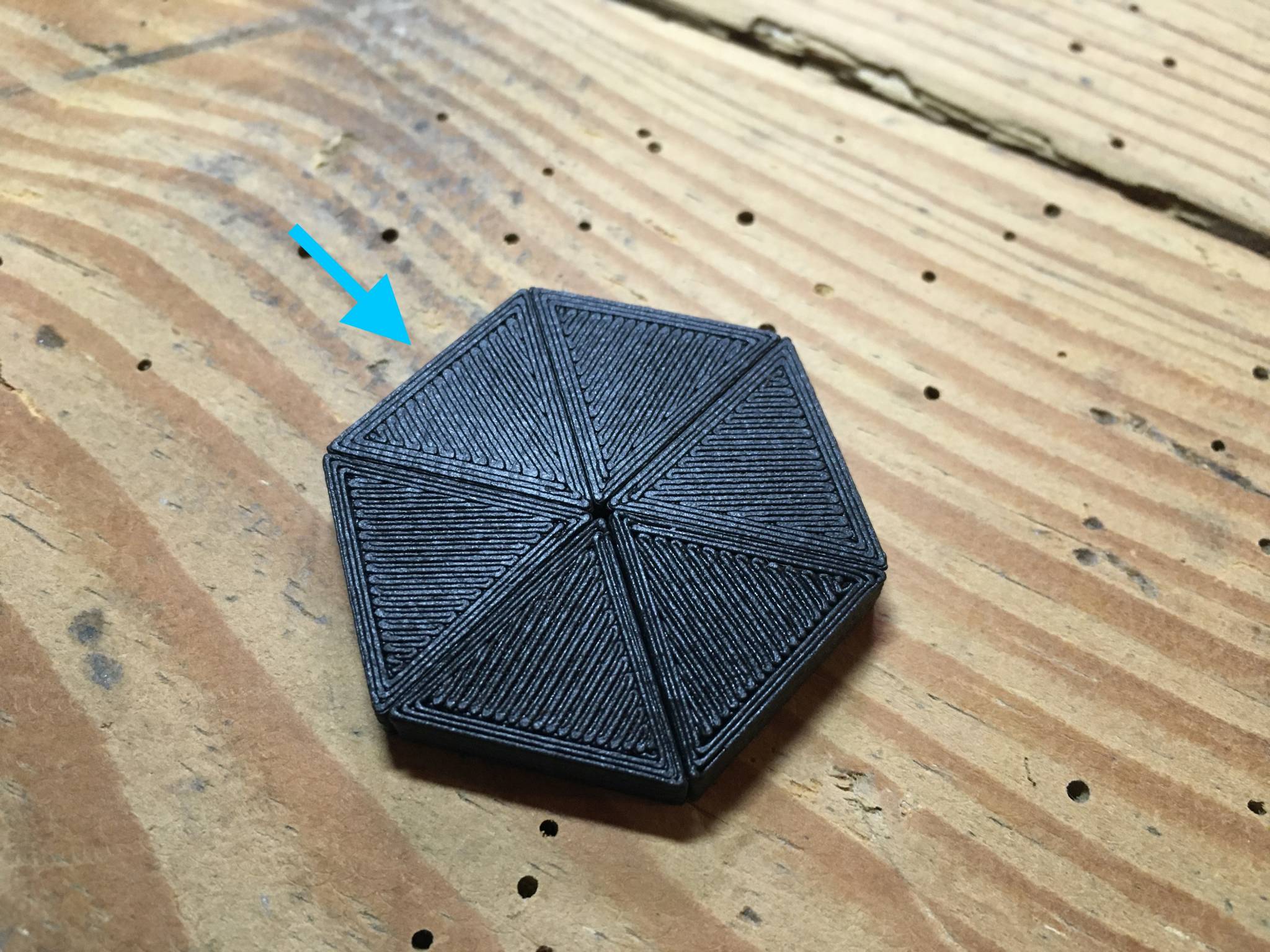
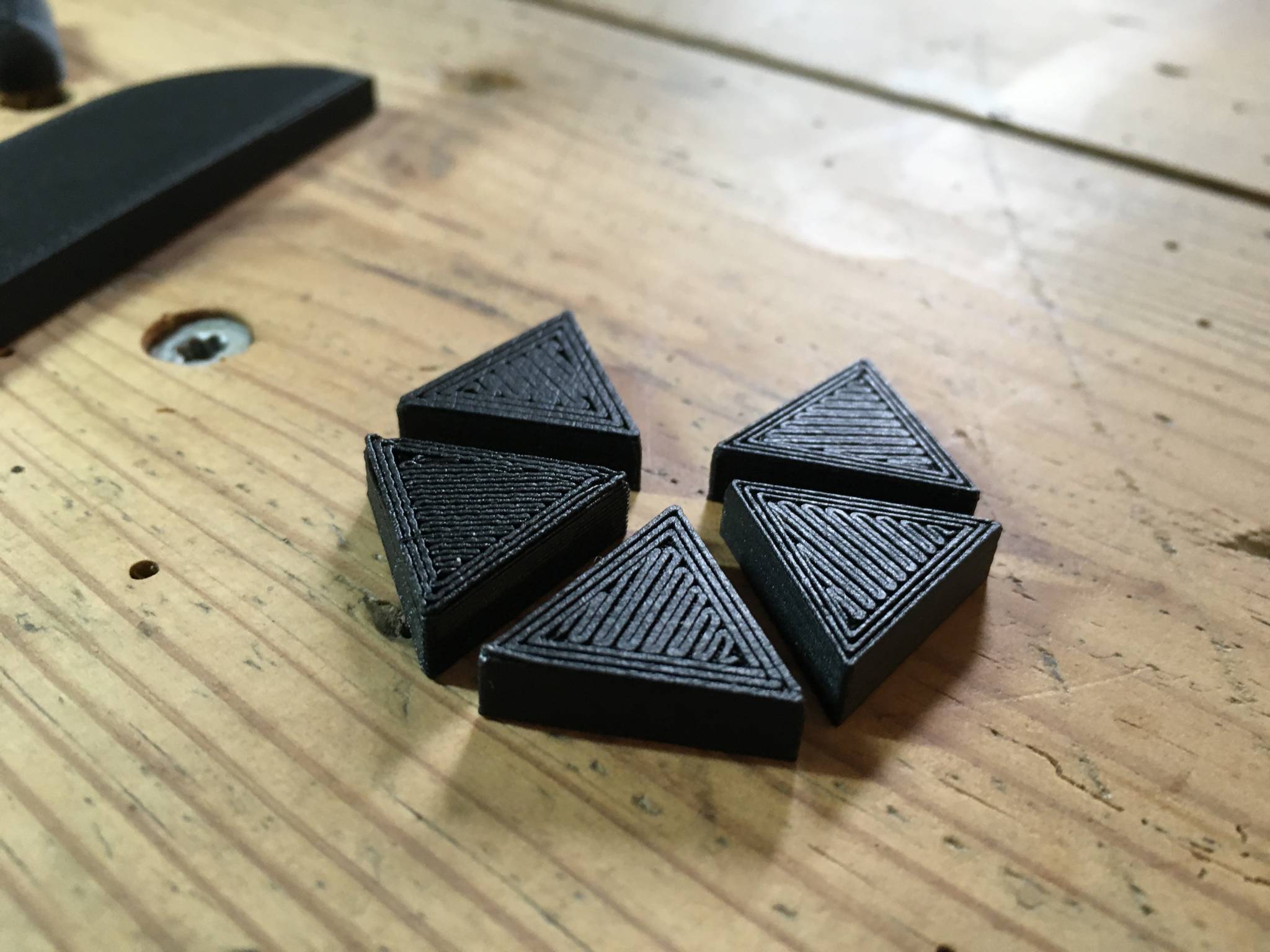
Essais de première couche. Voici un premier retour sur ce que je réussi à obtenir en jouant avec les 3 paramètres : - % hauteur de couche - % largeur de couche - G-Code Offset Z. Avec S3D il ne m'est pas permis de trouver le bon offset du fait de l'incompatibilité de mon imprimante avec le panneau de contrôle, j'y ai donc été à tâtons. Ce que je constate c'est qu'en laissant tout (les 3 paramètres cités ci dessus) à zéro S3D me dit que l'extruder se trouve à 0,2 et ça imprime dans le vide. Si je joue sur l'offset et le met à -0,10/-0,12 le filament se dépose sur le plateau mais pas assez pour adhérer. Si je j'augmente encore l'offset plus rien ne se dépose sur le plateau et le filament s'agglutine autour de la buse. J'en ai donc déduit que cela manquait de matière et qu'il fallait un plus gros débit, c'est donc à ce moment là que j'ai commencé à jouer avec les paramètres de %. En prenant comme point de repère d'être au plus proche de 0 dans S3D sur la position de l'extrudeur. J'ai testé de 120 à 150 avec un offset allant de -0,2 à -0,3 et j'obtiens ce que l'on voit sur les photos ci jointes. En soit cela est positif car les pièces adhèrent bien au lit, qui est froid, en revanche question rendu c'est assez variable, et suivant les réglages toutes les lignes ne sont pas bien "collées" entre elles. - Pensez vous qui est judicieux de jouer sur ces 2 paramètres de manière égale et de leur appliquer la même valeur? - Pour finir dès que je modifie les % j'ai un phénomène de "bourrelé" qui apparait, autant sur des pièces droites cela ne se voit peu autant quand il y a un rayon le phénomène est plus prononcé (voir photo avec la flèche) quel conseil pourriez vous me donner pour limiter ce phénomène?


-
simplify3d Simplify vs Makerbot 5th Gen
mac ito en réponse au topic de mac ito dans Paramétrer et contrôler son imprimante 3D
je comprend tout a fait l'utilité des process pour ce genre d'application, ce que je dit que c'est dommage que la valeur de vitesse ne soit pas paramétrable de manière indépendante pour chacun des critères. (infill, coque interne, dessus dessous) Je ne trouve pas cela logique de regrouper sous une meme valeur ces 3 critères qui ont des applications totalement différentes. Si ça avait été le cas tu aurais pu avoir un infill a 40 sur toute la boules et concentrer tes process sur la qualité des coques -
simplify3d Simplify vs Makerbot 5th Gen
mac ito en réponse au topic de mac ito dans Paramétrer et contrôler son imprimante 3D
a quoi cela sert-i d'ajouter des procédés si il n'y a qu'une seule valeur pour ces 3 critères (infill, coque interne, dessus dessous) -
simplify3d Simplify vs Makerbot 5th Gen
mac ito en réponse au topic de mac ito dans Paramétrer et contrôler son imprimante 3D
donc seul ce paramètre gère la vitesse de ces 3 critères et elle est donc identique pour tous? C'était dans le but d'améliorer la qualité en optimisant le temps, pour moi l'infill n'a pas besoin d'être imprimer aussi lentement que le contour