
Chercher dans la communauté
Résultats des étiquettes.
-
Bonjour,. Je suis tenté par cette nouvelle version de ce trancheur mais je voudrais savoir si il est possible de l'utiliser hors connexion, surtout en cas de coupure internet. Je voudrais aussi savoir ce qu'en pense les utilisateurs. Merci Diiity
-

simplify3d EFFET FUZZY SKIN AVEC SIMPLIFY3D ( ?? )
Johnny Dos Passos a posté un sujet dans Discussions sur les logiciels 3D
Salut a tous, Comment configurer Simplify3D pour obtennir des parois rugueuses du type « Fuzzy Skin » sur une impression 3 D ? J'aimerais savoir notamment s'il est possible d'obtenir une rugosité intérieur à celle du Petit Ours que je vous envoie en exemple ? Je trouve plein d'exemple de parametrages pour CURA mais rien pour Simplify3D... Merci d'Avance
-

simplify3d Une Alternative à Flashprint ?
Oikos a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous, Bonjour voilà maintenant 3 ans que nous avons dans notre FabLab une flashforge Creator 3 Pro. Je voulais savoir si il y aurait une alternative au slicer d'origine car il est tout simplement trop limité. Je suis preneur de toute bonne infos même des solutions payantes, car là je désespère. Merci pour vos réponses -
Bonjour, J'ai un tranchage bizarre sur une pièce en TPU que je vous joins. J'ai essayé pas mal de config, y compris en PLA normal, le problème est le même. J'ai essayé de le réparer avec netfabb, idem. Je vous joins aussi le fichier FFF et le STL Merci pour votre aide Diiity U20lemien TPU.zip RCK07.stl
-
Bonjour, J'ai suivi les tutos de symplifi 3D pour imprimer avec les deux extrudeurs de la tenlog mais malgré tout lorsque je fais préparation à l'impression et que lance le print le slicer m'indique 0 en temps de print et ça ne fonctionne pas. j'ai vraiment suivi tout à la lettre je ne vois pas pourquoi j'ai même réinstallé le slicer 2 fois ....
-
Bonjour, La première couche de mon cône est bizarre, pourtant au niveau du dessin que j'ai fait avec solidworks il n'y a rien qui puisse faire apparaitre ce défaut. J'ai essayer avec d'autre cônes que j'ai aussi dessiné, je n'ai pas ce problème. Avez vous une idée du défaut? Je vous jointe une capture ainsi que le stl. J'imprime essentiellement avec simplify3D Merci d'avance. Diiity PS: J'ai trouvé le souci, c'est la largeur de la première couche qui est de 140%, apparemment incompatible avec l'épaisseur de la cloison de 1mm, une buse de 0.4mm. J'ai donc augmenté la l'épaisseur de la cloison à 1.2mm ou diminuer la largeur de la première couche à 100% voire 110% cone.STL
-
Bonjour, Je cherche un tutorial en français pour Simplify3D. Un tutorial que l'on peut imprimer du genre PDF. Merci cameleon
-

simplify3d Simplify vs Makerbot 5th Gen
mac ito a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour j’ouvre ici un nouveau sujet pour évoquer le paramétrage de S3D en vue d’imprimer avec une Makerbot 5th Gen. Je centraliserais ici toute les remarques ou questions que je pourrais avoir autour de se combo histoire de rendre le sujet pertinent et de ne pas éparpiller les infos en créer de multiples micros sujets. J’ai installer Simplify le we dernier, cela n’a pas été plug and play, d’autant que le profil stock est obsolète. J’arrive aujourd’hui à obtenir des résultats disons encourageants, c’est plutôt positif surtout après Makerbot Print qui pour moi est un calamité surtout pour un logiciel constructeur. C’est étonnant qu’il soit aussi peu fiable et autant truffé de bug mais passons, dorénavant je vais me concentrer sur S3D. Au plaisir. -
 Salut la communauté, J’espère que ça va pour vous ! J’ai un petit souci sur mes prints et malgré mes réglages je n’arrive pas à m’en sortir, Les surfaces extérieures sont brutes non recouverte, comme sur la photo jointe (on voit toujours les croisements de fil à +/-45)mais pas de surface au dessus lisse Je suis avec : - Sidewinder X2 - Une buse de 0.4mm - PLA de marque esun Mat - Température bed 70°C - Température buse 212°C - Vitesse de 67mm/s - 2 couches supérieures et inférieures - Hauteur de couche 0.2mm - Chevauchement contour 45% - Remplissage 40% - Slicer Simplify3D J’ai également calibré mon extrudeur et ajuster le débit mais rien ne change (débit de 101.3%) mais rien n'y fait, j'ai toujours des lignes comme sur la photo de ma réalisation, Auriez-vous des conseils à me donner ? Merci d’avance
Salut la communauté, J’espère que ça va pour vous ! J’ai un petit souci sur mes prints et malgré mes réglages je n’arrive pas à m’en sortir, Les surfaces extérieures sont brutes non recouverte, comme sur la photo jointe (on voit toujours les croisements de fil à +/-45)mais pas de surface au dessus lisse Je suis avec : - Sidewinder X2 - Une buse de 0.4mm - PLA de marque esun Mat - Température bed 70°C - Température buse 212°C - Vitesse de 67mm/s - 2 couches supérieures et inférieures - Hauteur de couche 0.2mm - Chevauchement contour 45% - Remplissage 40% - Slicer Simplify3D J’ai également calibré mon extrudeur et ajuster le débit mais rien ne change (débit de 101.3%) mais rien n'y fait, j'ai toujours des lignes comme sur la photo de ma réalisation, Auriez-vous des conseils à me donner ? Merci d’avance

-
 Bonjour Le temps de prévisualisation d'impression est faux depuis un moment. Au début l'écart été mineur 30 minute pour 3h d'impression mais maintenant pour 8h d'impression prévues, l'imprimante va mettre 12h ce qui est très gênant pour s'organiser. J'ai aussi remarquer que, lorsque l'impression est lancé, au début le premier pourcent met presque 30 minutes pour passer à 2 idem pour le temps d'impression (pour une impression de 8h soient 460 minutes). J'ai aussi chronométrer le temps d'une minute sur simplify. Résultat 1min30 pour 1min sur le logiciel. Quelqu'un auait-t-il les mêmes problèmes ? Merci
Bonjour Le temps de prévisualisation d'impression est faux depuis un moment. Au début l'écart été mineur 30 minute pour 3h d'impression mais maintenant pour 8h d'impression prévues, l'imprimante va mettre 12h ce qui est très gênant pour s'organiser. J'ai aussi remarquer que, lorsque l'impression est lancé, au début le premier pourcent met presque 30 minutes pour passer à 2 idem pour le temps d'impression (pour une impression de 8h soient 460 minutes). J'ai aussi chronométrer le temps d'une minute sur simplify. Résultat 1min30 pour 1min sur le logiciel. Quelqu'un auait-t-il les mêmes problèmes ? Merci -

simplify3d pause pour l'insertion d'objet
diiity a posté un sujet dans Paramétrer et contrôler son imprimante 3D
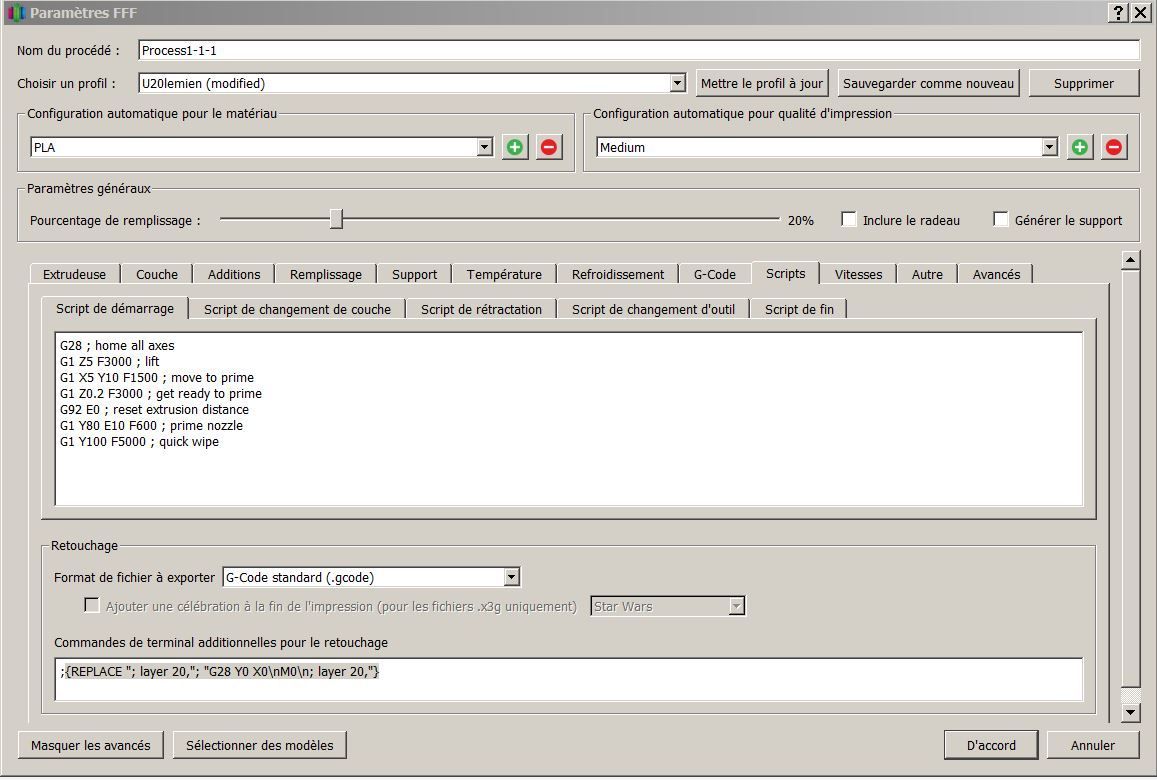
Bonjour,J'insère de temps en temps des objets dans mes impressions.J'intègre donc la commande {REPLACE "; layer 20,"; "G28 Y0 X0\nM0\n; layer 20,"} dans le bas de l'onglet "scripts", dans le champs"Le problème c'est qu'avec les coordonnées G28 Y0 X0, le plateau recule vers le fond je j'ai souvent des problèmes pour insérer mes objets.J'ai donc essayé de faire G92 Y200 X0 mais çà ne marche pas non.Quelle serait la bonne commande pour que mon plateau se place à l'avant de l'imprimante?MerciDiiity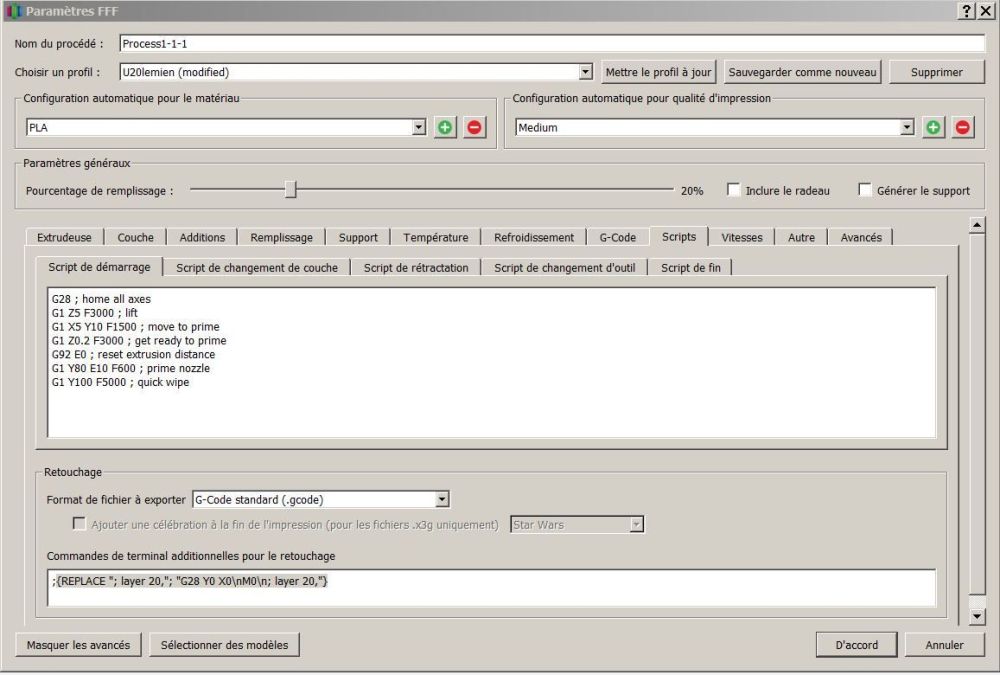
-
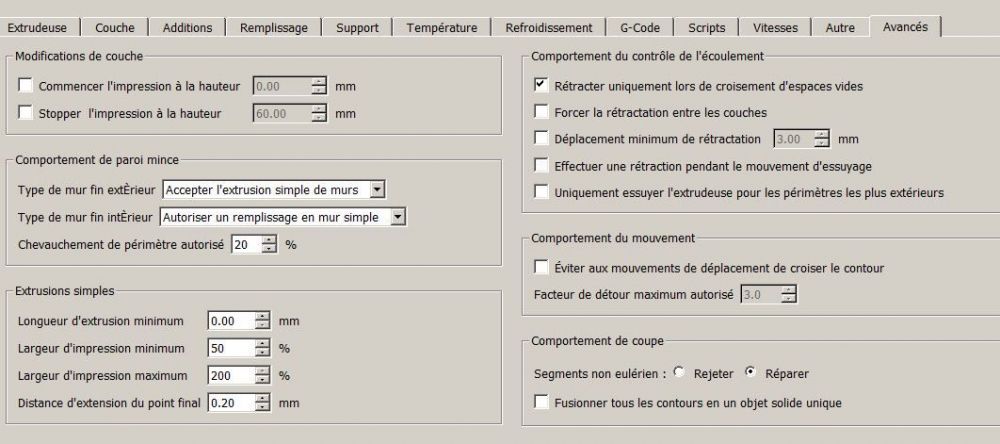
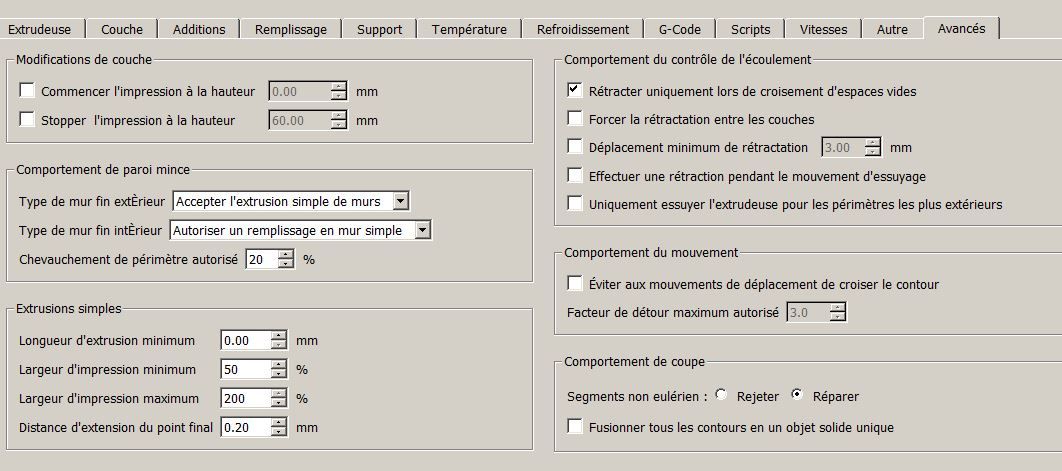
Bonjour, Je n'arrive pas à comprendre à quoi sert la partie "Extrusions simples" dans l'onglet "Avancés" de Simplify 3D. Pourriez vous expliquer? Diiity
-
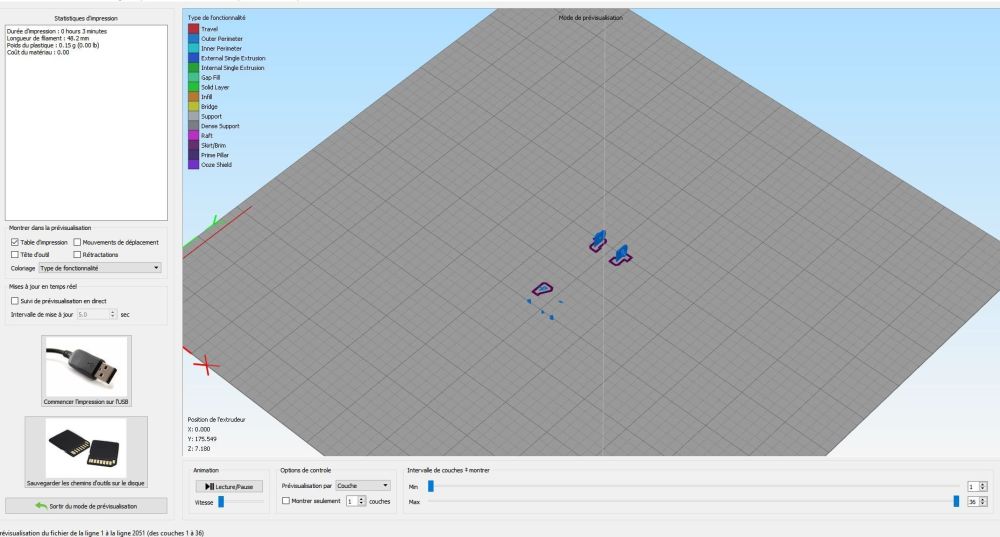
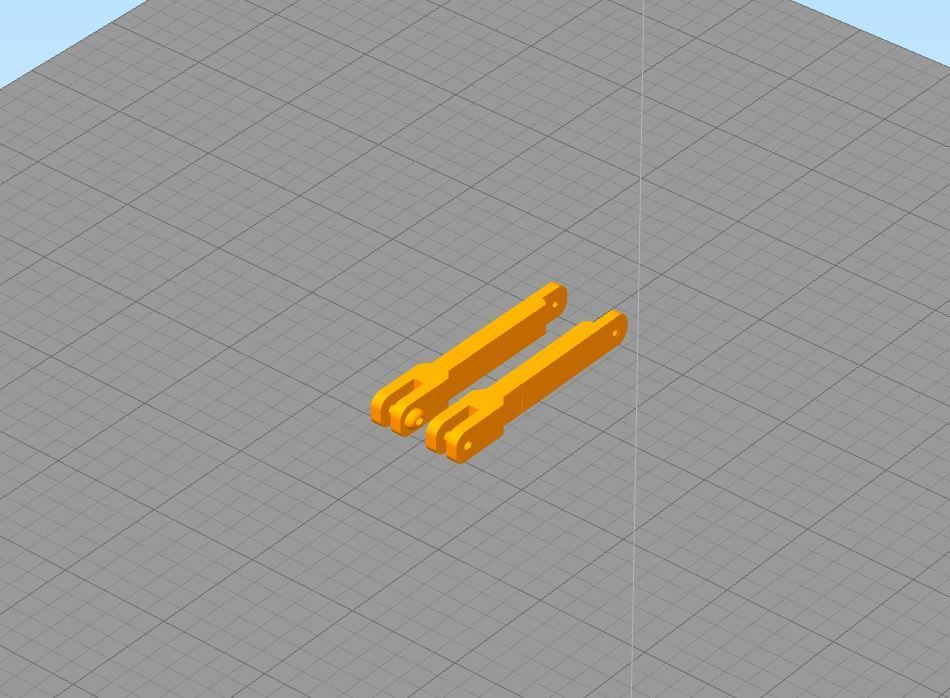
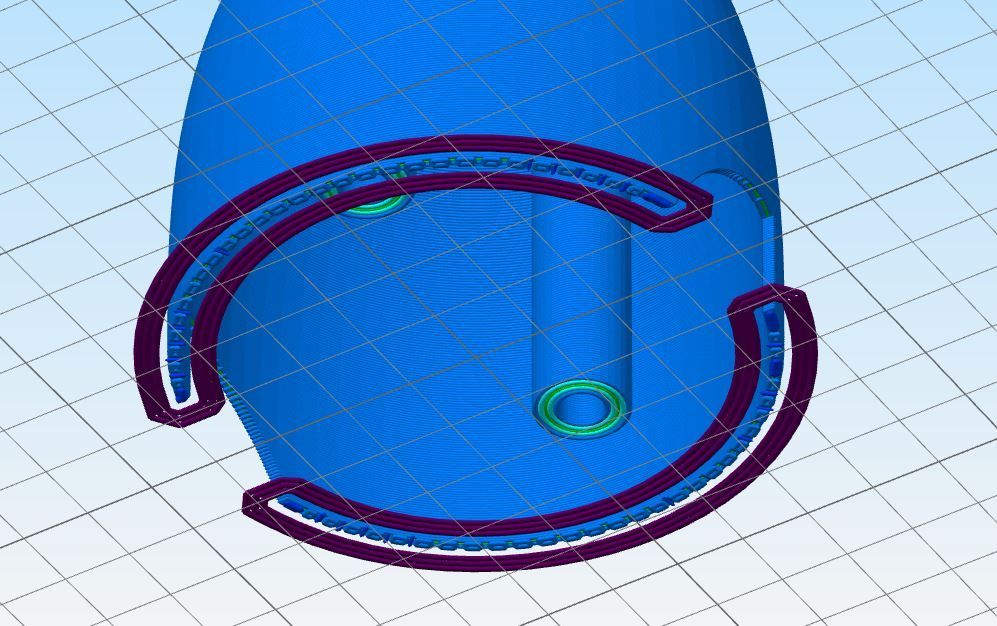
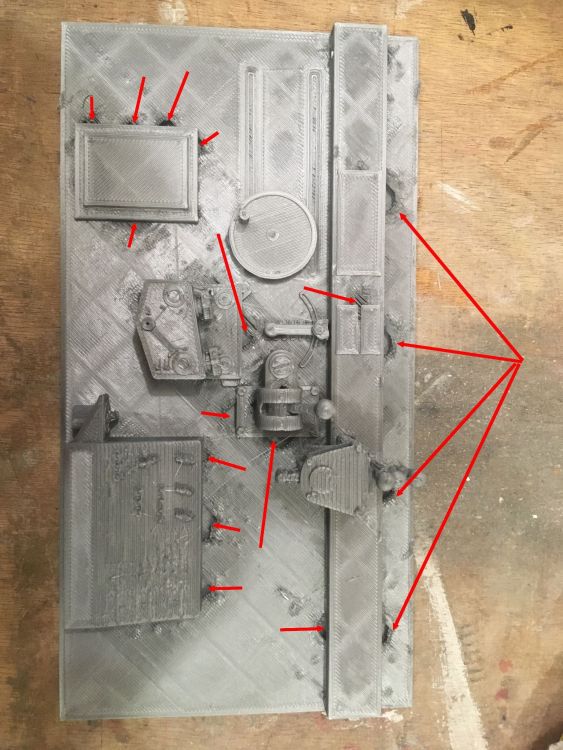
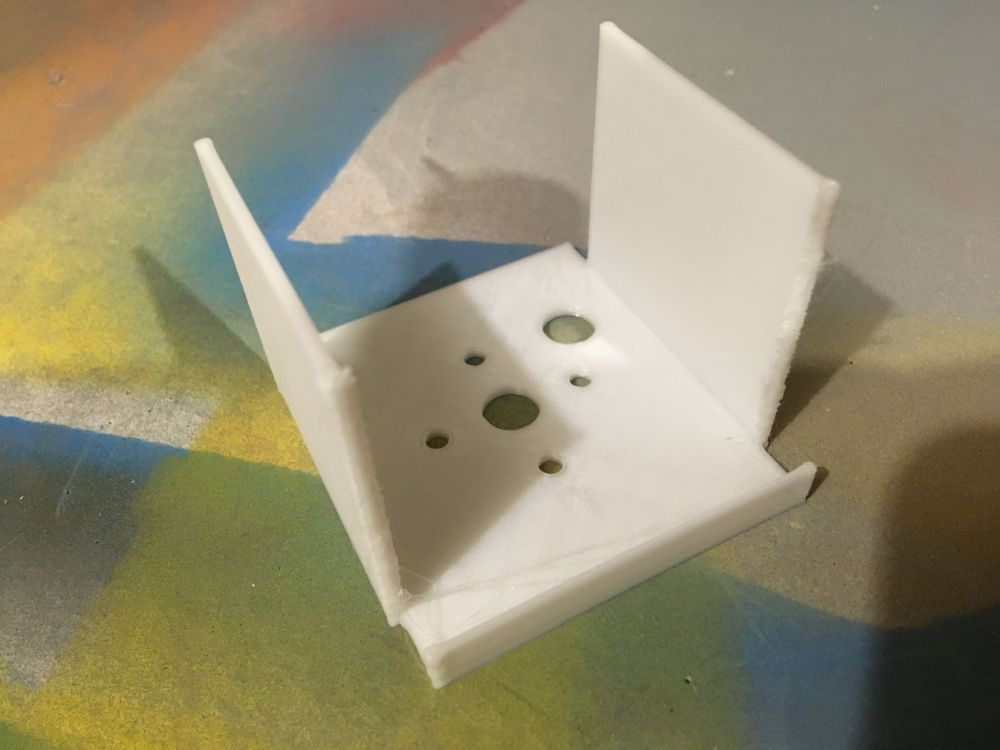
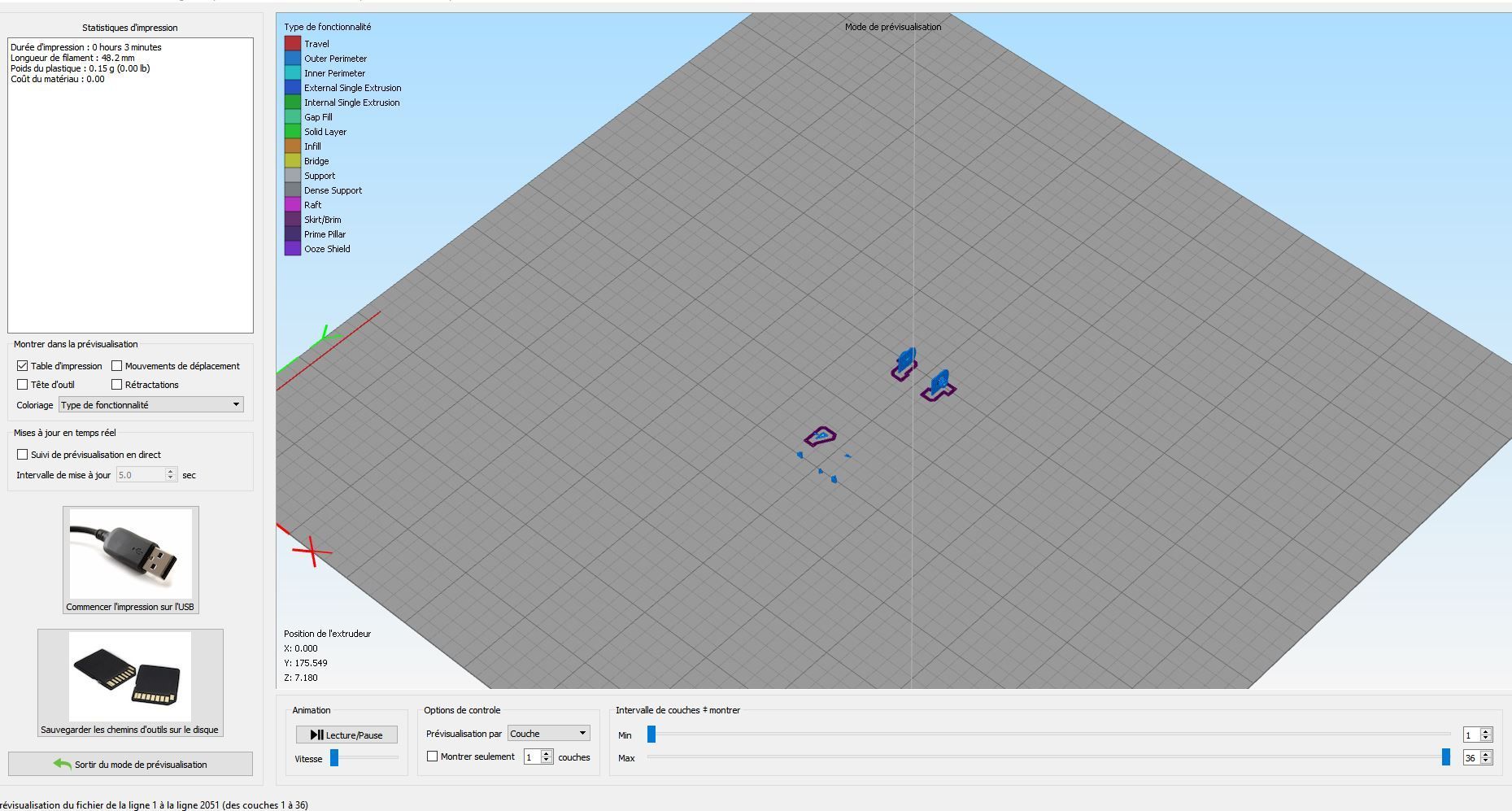
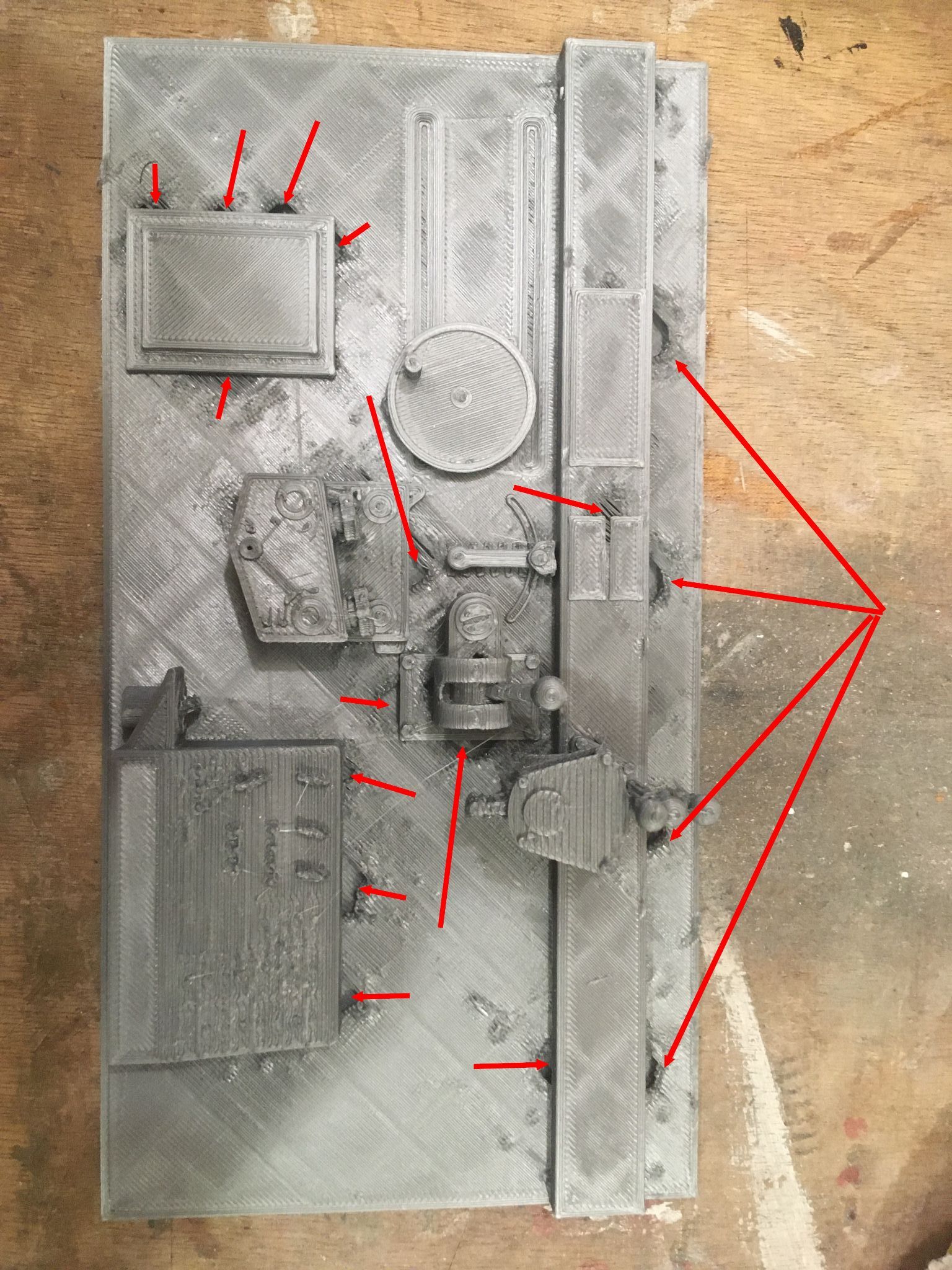
Bonjour Avec ma U20 marlin modifié en direct drive, j'ai imprimé des parois fines sans problème y compris des parties avec des remplissages. Sur cette dernière pièce, compliquée à imprimer, il se produit des trous à des emplacements où il ne devrait pas en avoir. J'utilise S3D dont je joins le fichier de fabrication ainsi que le stl. J'ai fait une impression à 5% de remplissage, c'est peut être pas assez Qu'en pensez vous? diiity left_side_cockpit.factory left_side_cockpit.stl

-

simplify3d Message d'erreur simplify 3d recurent
Caerulus a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonsoir, j'ai le message :Les paramètres de hauteur de couche et de largeur d'extrusion choisis résultent en un taux de remplissage inférieur à 1.2. je pense que cela vient du rapport entre le diamètre de la buse et de la largeur d'extrusion.Mais quelque soit la valeur de la largeur d'extrusion j'ai le message... Merci de vos lumières.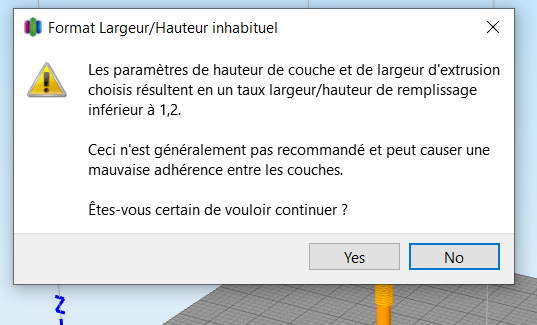
-
simplify3d points de départ avec simplify 3D
diiity a posté un sujet dans Discussions sur les logiciels 3D
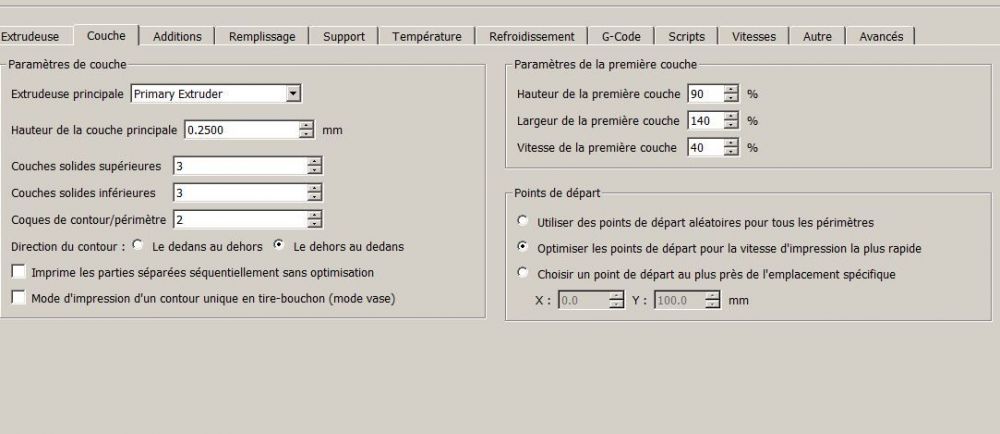
Bonjour, Il y a un champ qui permet de spécifier le point de départ des impressions de sorte à les avoir tous au même endroit. Ce champ est sous forme de coordonnées. Sur une pièce placée sur le bed, comment définir ces coordonnées? diiity -

simplify3d Configurer le "coût du materiaux" sur SIMPLIFY 3D
W-Studios a posté un sujet dans Discussions sur les logiciels 3D
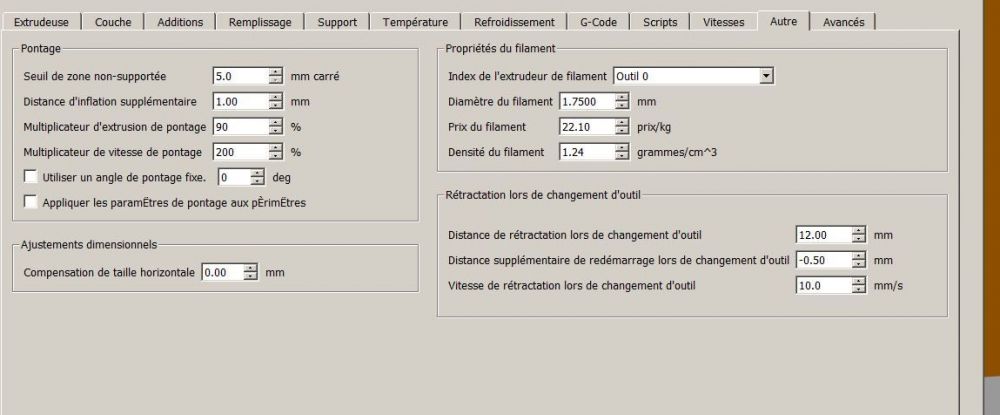
Salut a toutes et a tous ! Je fais appel à vos connaissances à propos du logiciel S3D. En effet je souhaiterais configurer la partie "coût du matériaux" afin que l'estimation soit plus exacte, cependant je ne trouve pas comment faire. Pour être plus précis je souhaiterais rentrer le prix de la bobine au KILO dans les paramètres afin que l'estimation soit plus précise. Mon S3D tourne sur iMac. L'imprimante est une Créality CR10S. Merci d'avance à ceux qui prendrons le temps de me répondre. Amicalement. Flo. -
 Bonjour, Je possède une Zortrax M200 qui fonctionne correctement avec son logiciel propriétaire Z-suite, mais ce dernier est assez limité... Grace a un gars motivé, il existe un outils qui permet de convertir du Gcode au format propriétaire Zcode et vis versa : https://www.stampa3d-forum.it/forums/topic/4107-zdump-is-dead-long-live-ztool/ Il a même créé un profil Simplify3d pour correspondre approximativement aux réglages Z-suite. J'ai légèrement revu le profil pour arriver à un résultat proche de Z-suite, mais malgré tout, je m'interroge sur un phénomène que je n'explique pas... Voici une impression avec Z-suite : Ici une impression d'un pouply avec les réglages du profil fourni pour match Z-suite : J'ai donc entrepris d'exporter le Zcode original pour tenter de comprendre les réglages de retraction... Je suis arrivé à un résultat meilleurs avec ceux ci : Avant/Après : Le résultat est bien meilleurs, malgré tout j'ai un effet bouloche que je n'ai pas avec Z-suite : Simplify3d à gauche / Z-suite à droite : Z-suite à gauche / SImplify3d à droite : Mes réglages Simplify3d : Je souhaite utiliser Simplify3d plutôt que Z-suite car il gère mieux le fait de ne pas utiliser de raft (j'ai un Z-sense avec plateau en verre) et je peux simuler une buse de 0,25 avec pour des petites impressions fines (cela fonctionne vraiment bien) Je précise également que ce phénomène expliqué ci-dessus est vraiment violent avec la bobine actuellement utilisée : Z-ABS bleue Avec d'autres bobines ABS de type Sunlu je n'ai pas remarqué ce phénomène de bouloche... Il faudrait que je relance une impression avec une autre bobine pour comparer. Merci pour vos conseils !
Bonjour, Je possède une Zortrax M200 qui fonctionne correctement avec son logiciel propriétaire Z-suite, mais ce dernier est assez limité... Grace a un gars motivé, il existe un outils qui permet de convertir du Gcode au format propriétaire Zcode et vis versa : https://www.stampa3d-forum.it/forums/topic/4107-zdump-is-dead-long-live-ztool/ Il a même créé un profil Simplify3d pour correspondre approximativement aux réglages Z-suite. J'ai légèrement revu le profil pour arriver à un résultat proche de Z-suite, mais malgré tout, je m'interroge sur un phénomène que je n'explique pas... Voici une impression avec Z-suite : Ici une impression d'un pouply avec les réglages du profil fourni pour match Z-suite : J'ai donc entrepris d'exporter le Zcode original pour tenter de comprendre les réglages de retraction... Je suis arrivé à un résultat meilleurs avec ceux ci : Avant/Après : Le résultat est bien meilleurs, malgré tout j'ai un effet bouloche que je n'ai pas avec Z-suite : Simplify3d à gauche / Z-suite à droite : Z-suite à gauche / SImplify3d à droite : Mes réglages Simplify3d : Je souhaite utiliser Simplify3d plutôt que Z-suite car il gère mieux le fait de ne pas utiliser de raft (j'ai un Z-sense avec plateau en verre) et je peux simuler une buse de 0,25 avec pour des petites impressions fines (cela fonctionne vraiment bien) Je précise également que ce phénomène expliqué ci-dessus est vraiment violent avec la bobine actuellement utilisée : Z-ABS bleue Avec d'autres bobines ABS de type Sunlu je n'ai pas remarqué ce phénomène de bouloche... Il faudrait que je relance une impression avec une autre bobine pour comparer. Merci pour vos conseils ! -
simplify3d imprimer une figurine avec simplify3d
diiity a posté un sujet dans Discussions sur les logiciels 3D
Bonjour, Je voudrais imprimer un pilote pour un de mes avions RC avec ma U20. J'ai trouvé un stl qui me convient mais je n'arrive pas à avoir un bon rendu. Avez vous un profil FFF à me conseiller pour du PLA? Le stl en question est celui ci-joint mais réduit à 30% Diiity PILOT_.rar -

simplify3d Contrôler le gCode pas à pas
Carlu2B a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, Savez-vous s'il existe un moyen de contrôler le gCode pas à pas, au fur et à mesure de son exécution ? Merci -

simplify3d Simplify + bltouch script
Lesaint9 a posté un sujet dans Discussions sur les logiciels 3D
Bonjour à tous, petite question aux pros, jai une ender 3 et j’attend la livraison de mon bl touch. J’ai vue des TUTOs où ils disent d’ajouter un script. Pour cura j’ai trouver sans souci, mais rien de concluant pour simplify, j’ai fait une recherche ici avant de poster mais soit j’ai mal chercher soit je suis une buse (fort possible ;)). Vous auriez des infos pour moi svp? Os utilise simplify à la place de cura? Car pour la gestion des supports c’est infiniment plus simple! merxi merci merci, -
simplify3d blob dans les angles
diiity a posté un sujet dans Paramétrer et contrôler son imprimante 3D
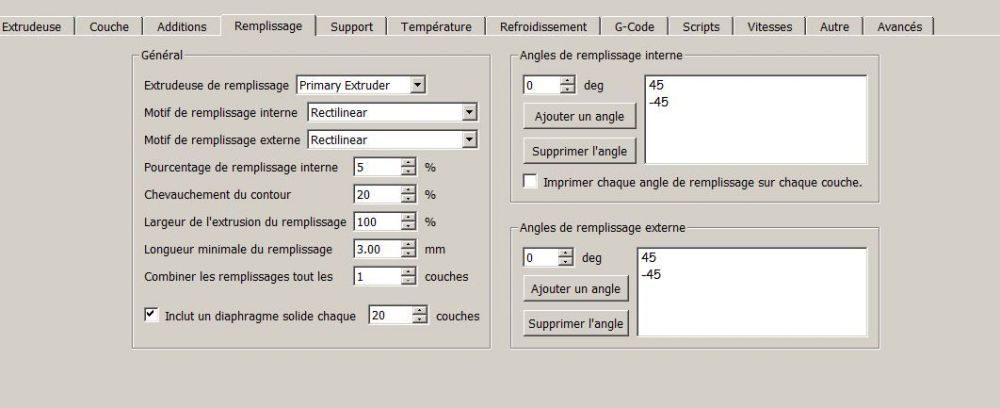
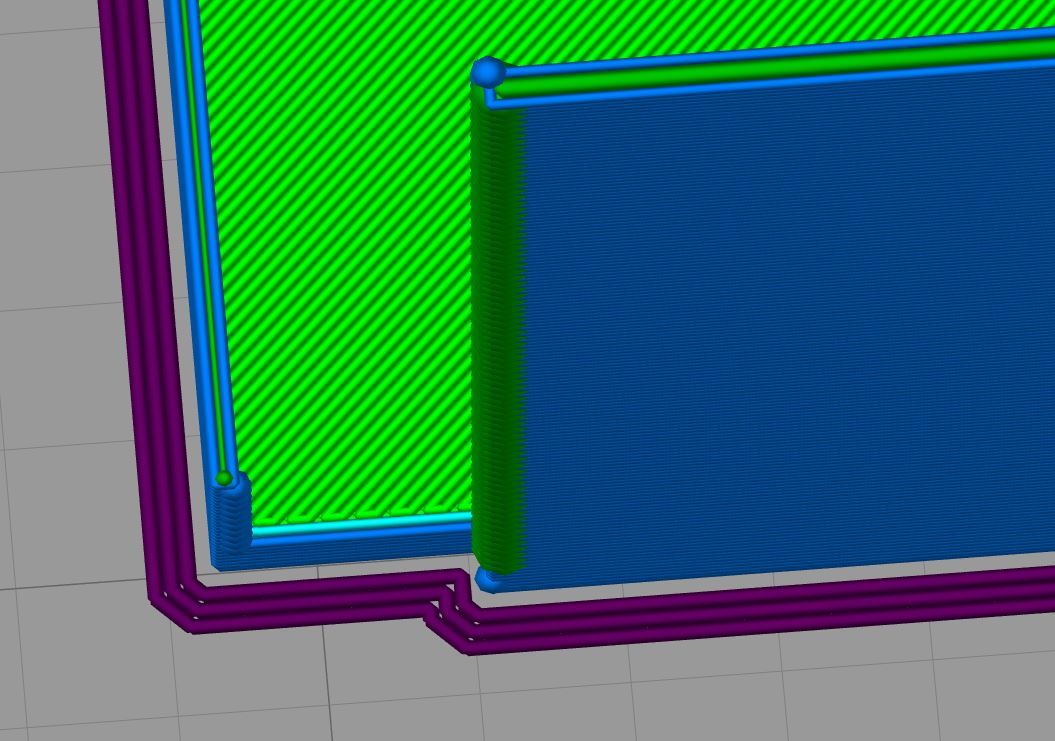
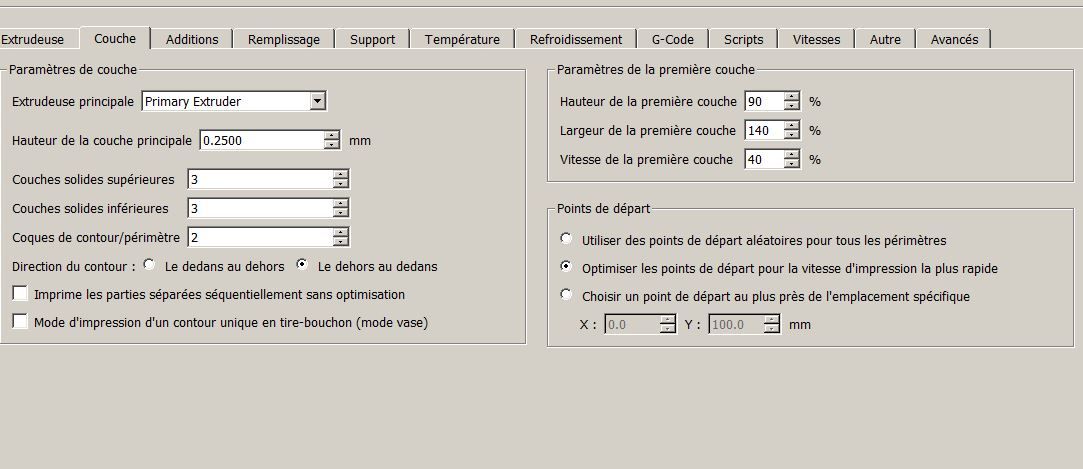
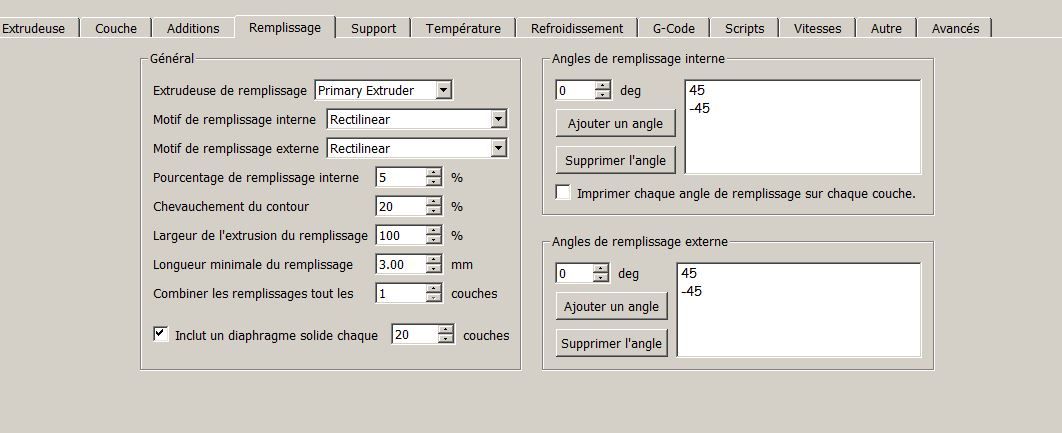
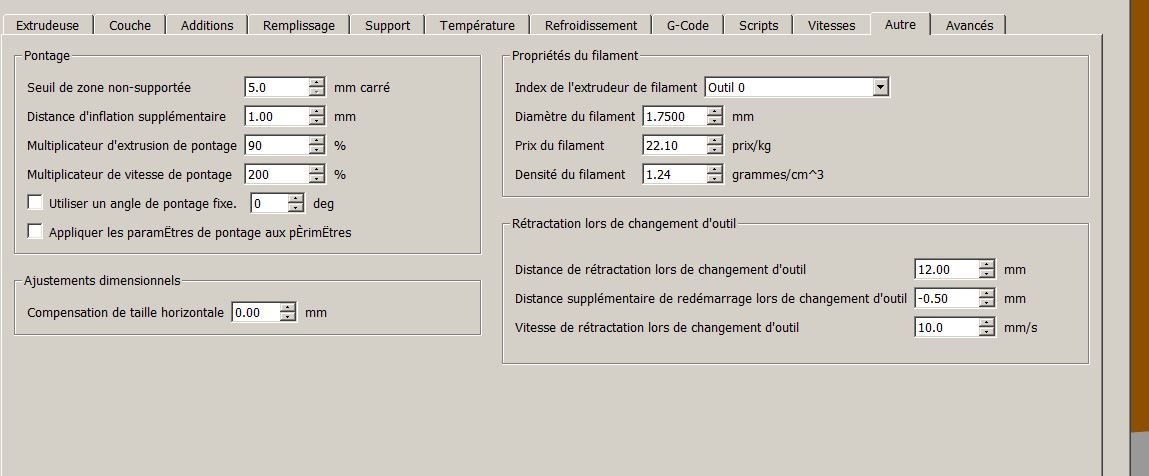
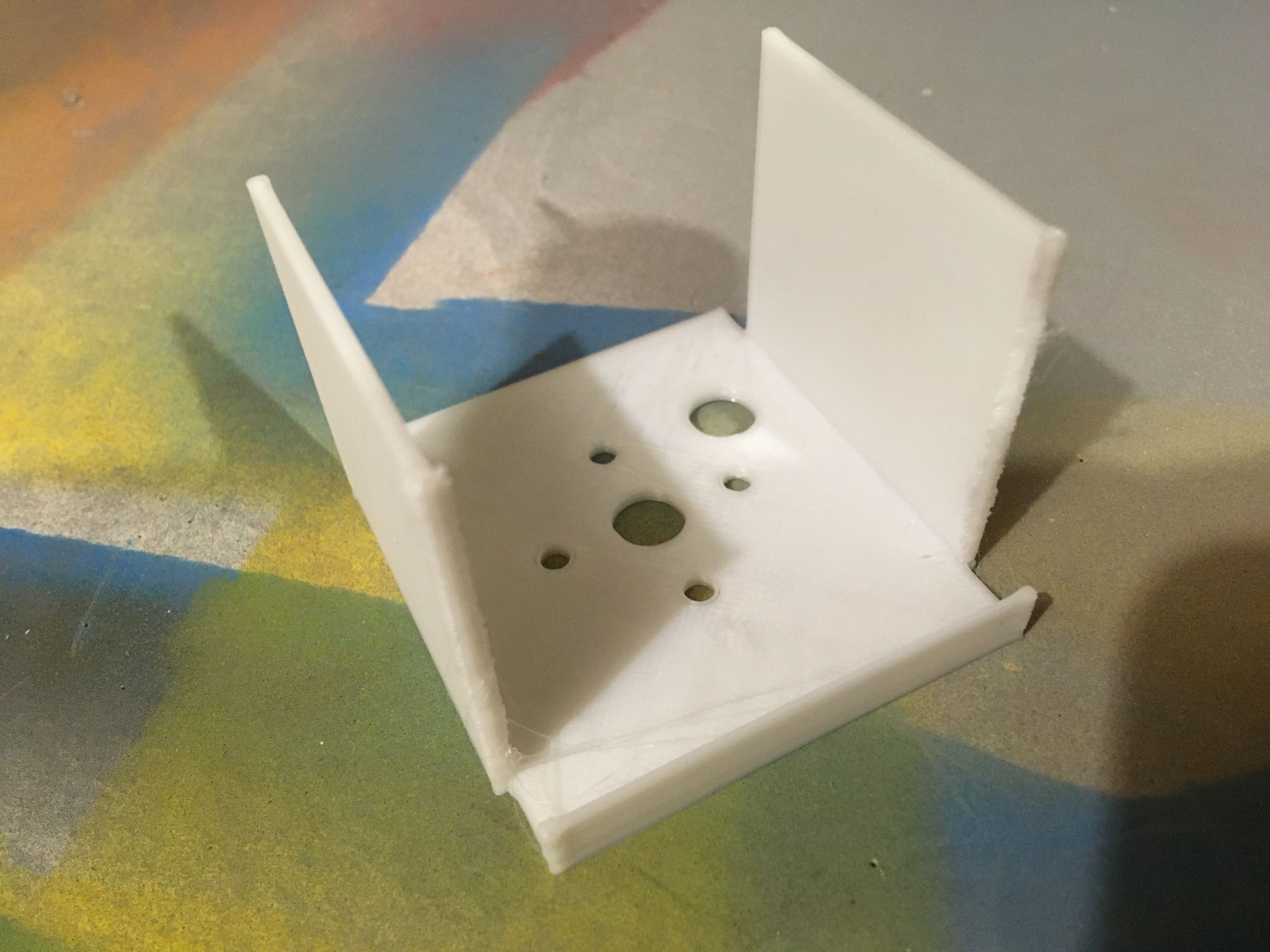
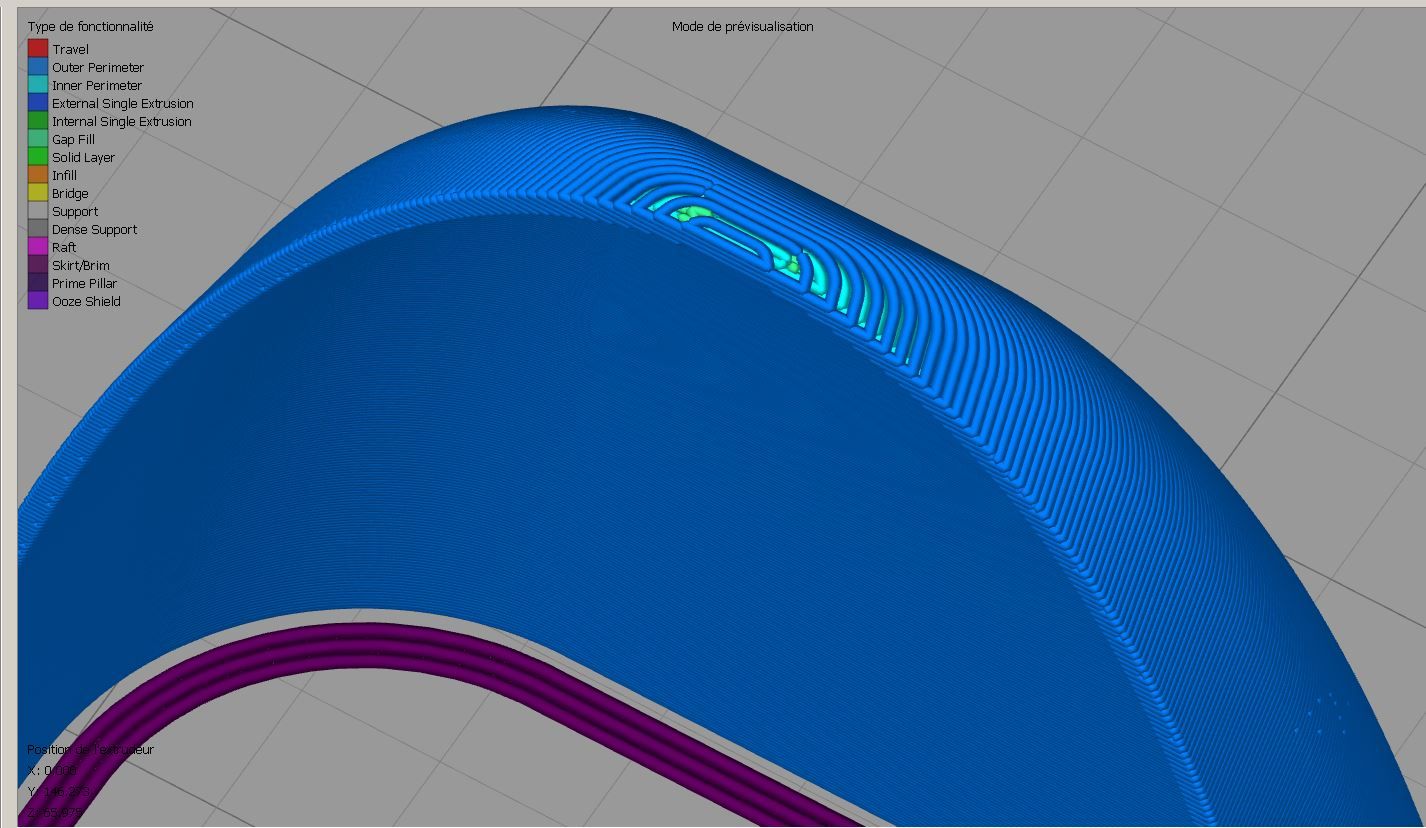
Bonjour, Je ne comprends pas, je n'arrive pas à supprimer les blobs dans les angles, notamment sur des parois fines. Je vous joins ma config en images avec le défaut en premier lieu et la photo en réel à la fin.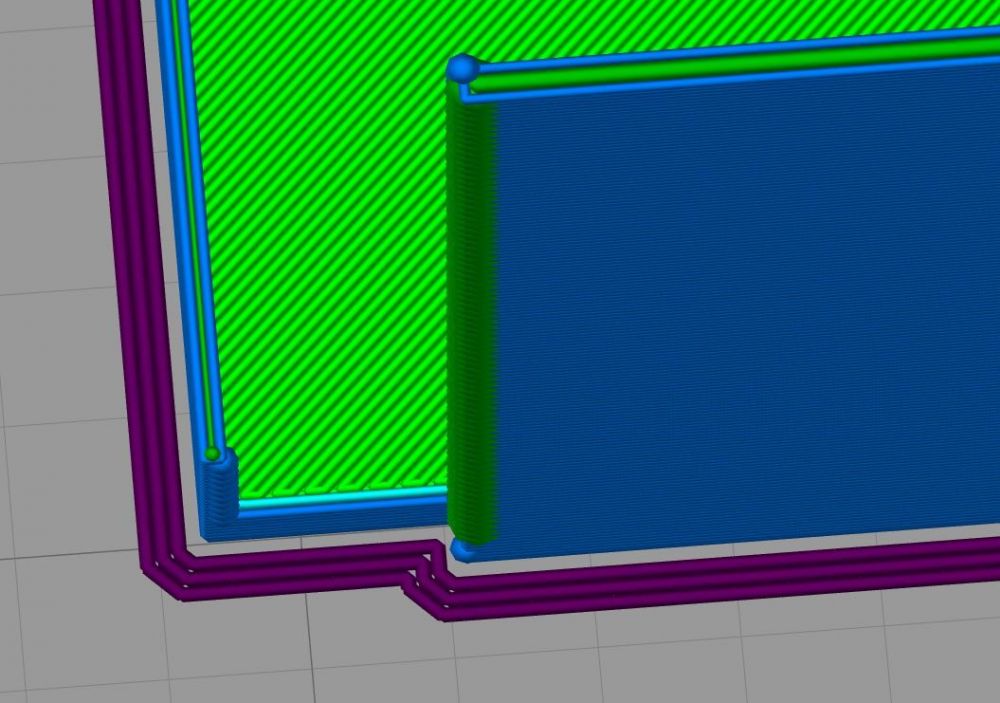
-
simplify3d pièce fine mal fermée
diiity a posté un sujet dans Paramétrer et contrôler son imprimante 3D
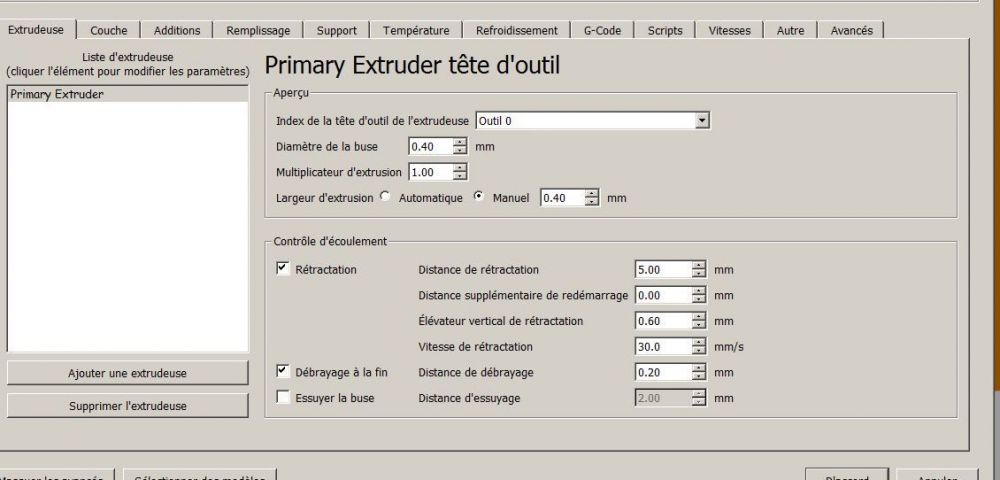
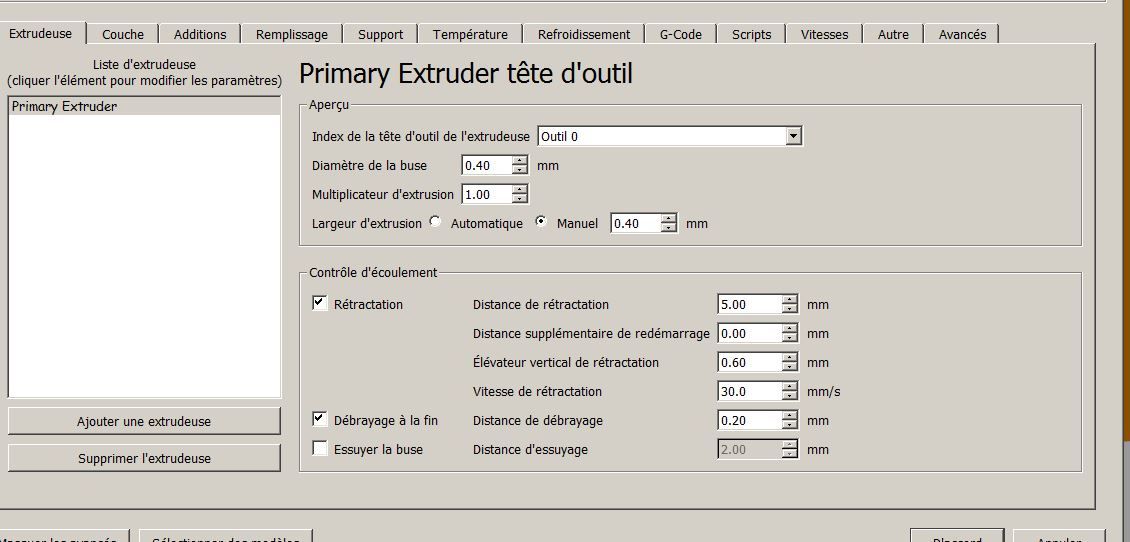
Bonjour, Le titre n'est pas très évocateur mais la capture en dit plus, je n'arrive à configurer simplify 3d pour avoir la pointe de cette coque mieux fermée. Qu' en pensez vous? Voici les paramètres: buse 0.4 multiplicateur d'extrusion 1 hauteur de couche 0.2 remplissage 10% température 215° et 60° vitesse 40mm/s extrusion simple de mur extérieur remplissage en mur simple intérieurs diiity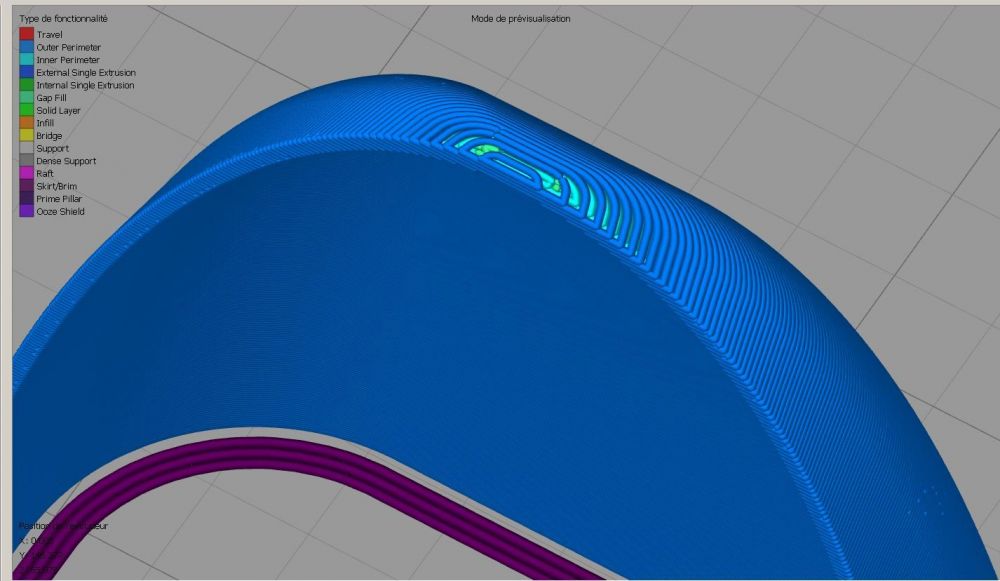
-
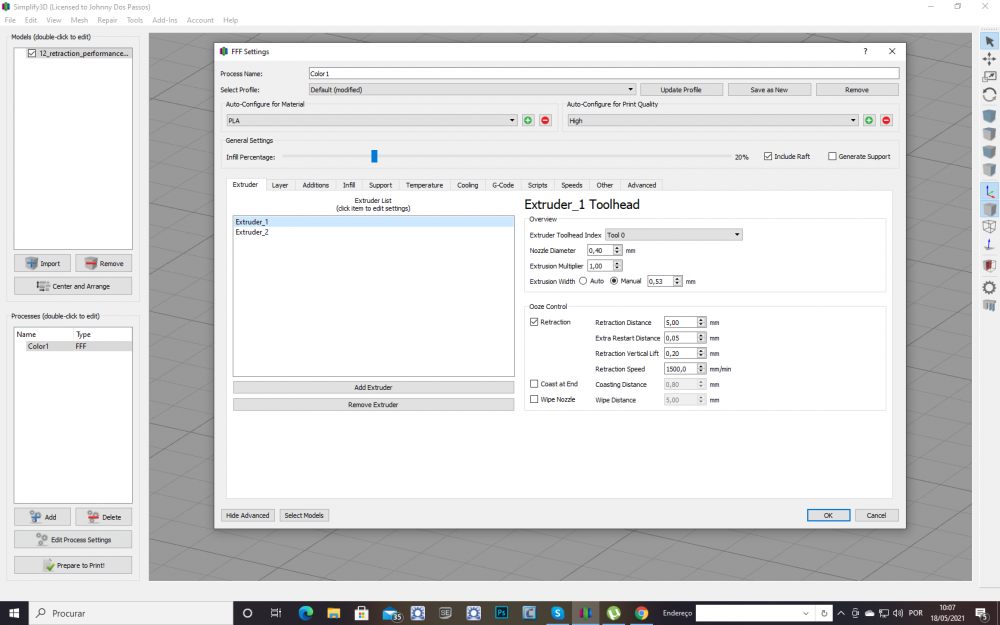
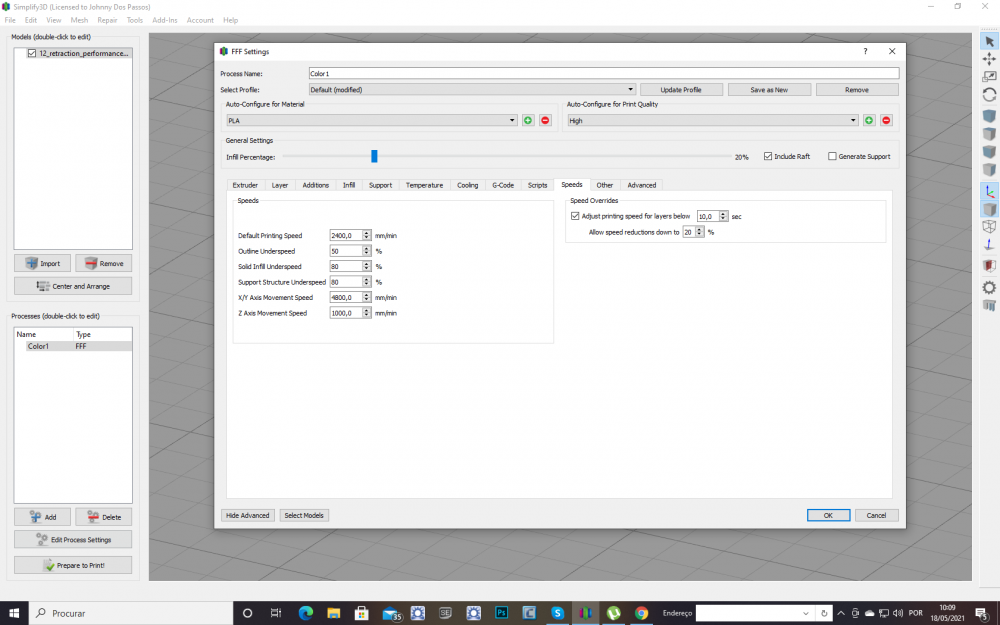
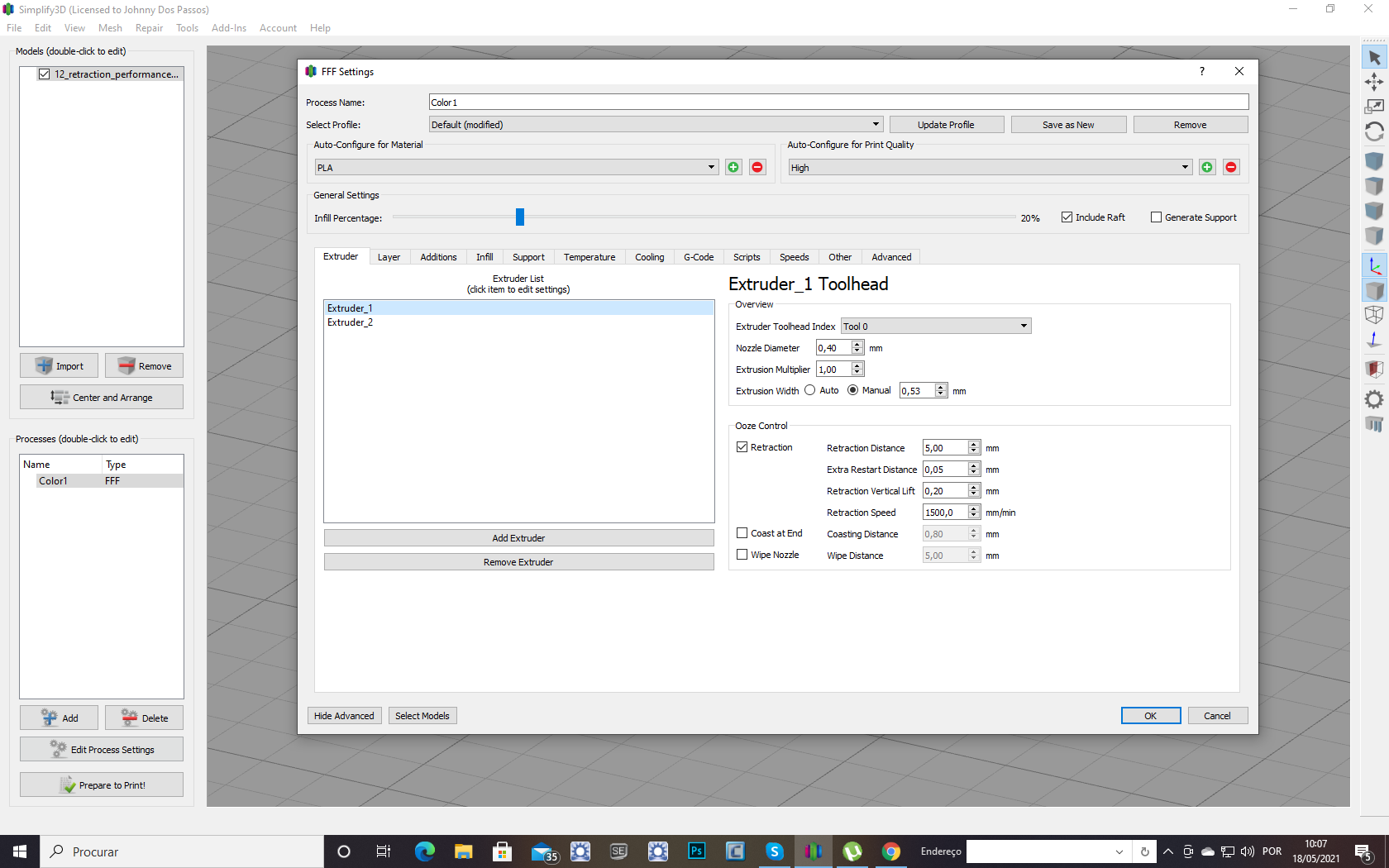
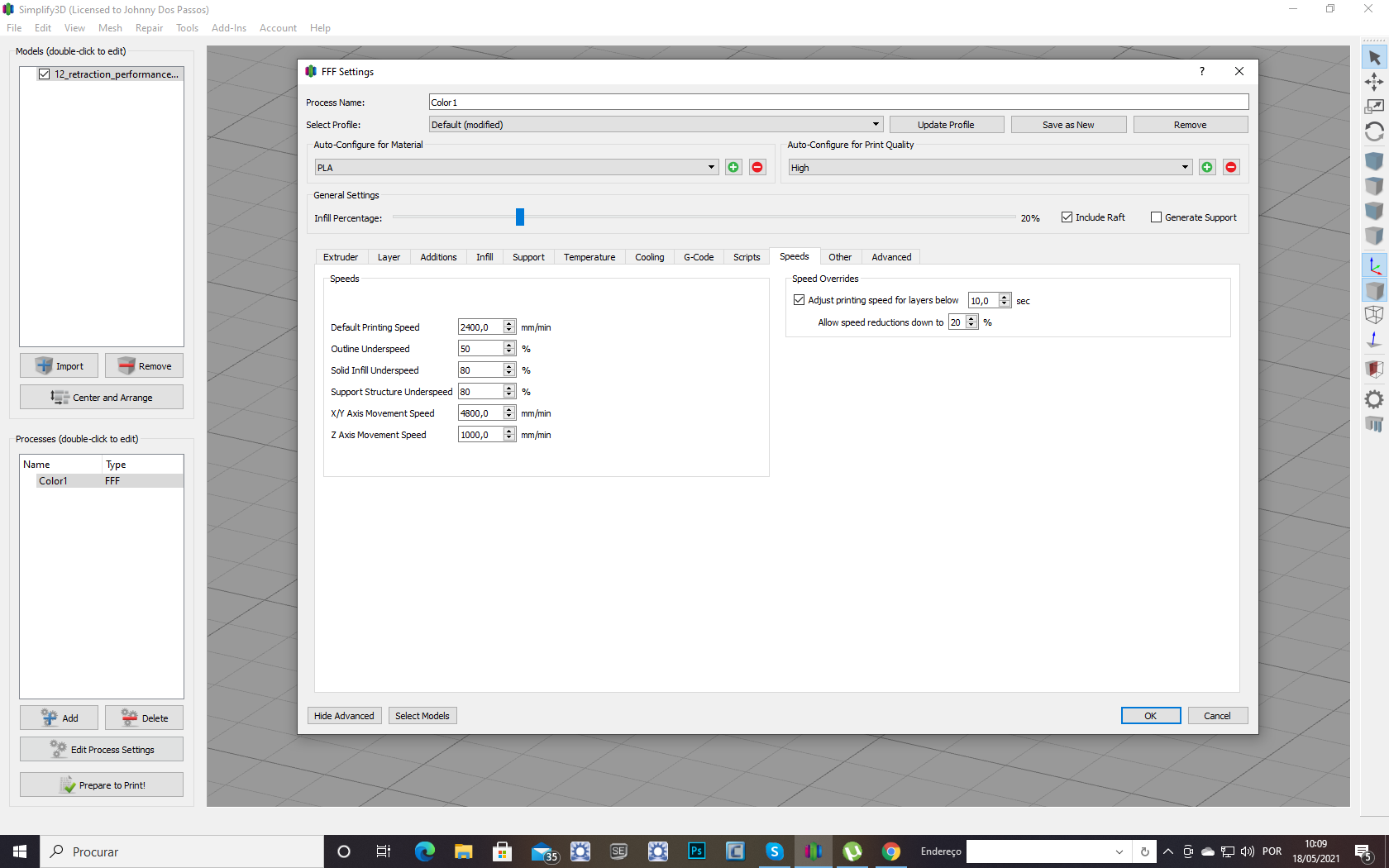
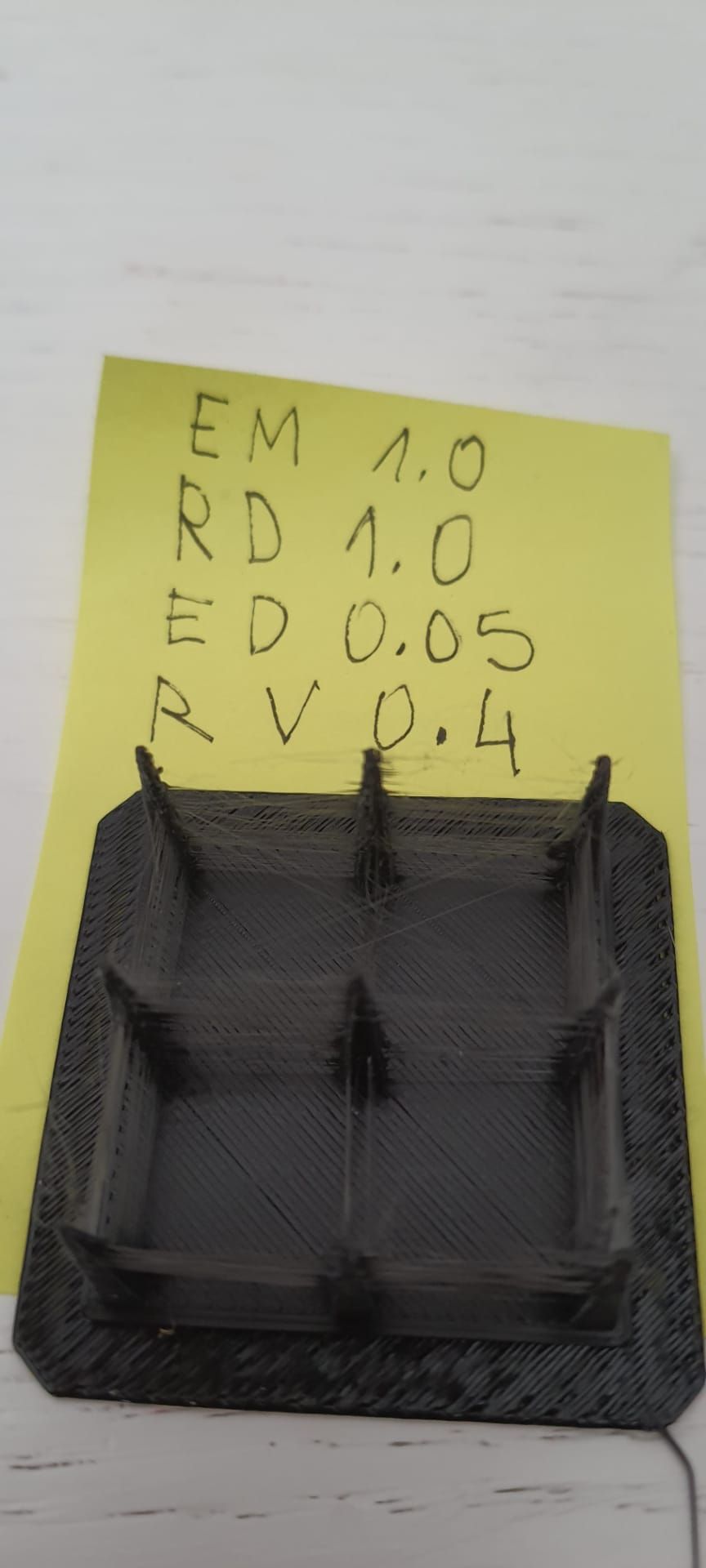
Bonjour a tous, J'essaie depuis hier de régler les paramètres de rétraction de mon imprimante pour eviter le Stringing _ Oozing mais je dois rater un coche parce que les symptômes sont les mêmes à chaque tentative !! ( 0.2 mm - 15 mm !! ) Alors j'imagine bien sûr que je dois modifier un autre paramètre mais lequel ? La vitesse ? La temperature ? Merci

-
simplify3d OBJET + RAFT = DECOLLER ( S3D )
Johnny Dos Passos a posté un sujet dans Paramétrer et contrôler son imprimante 3D
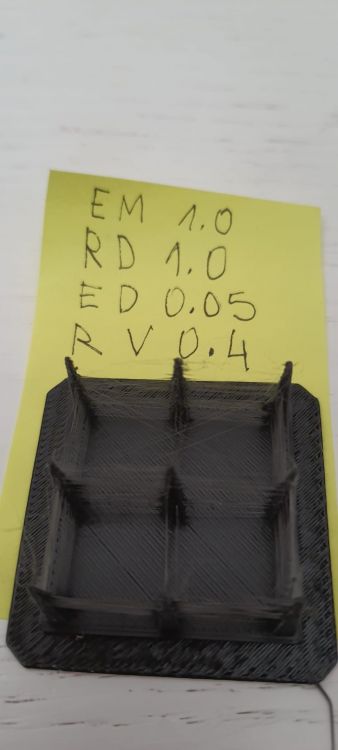
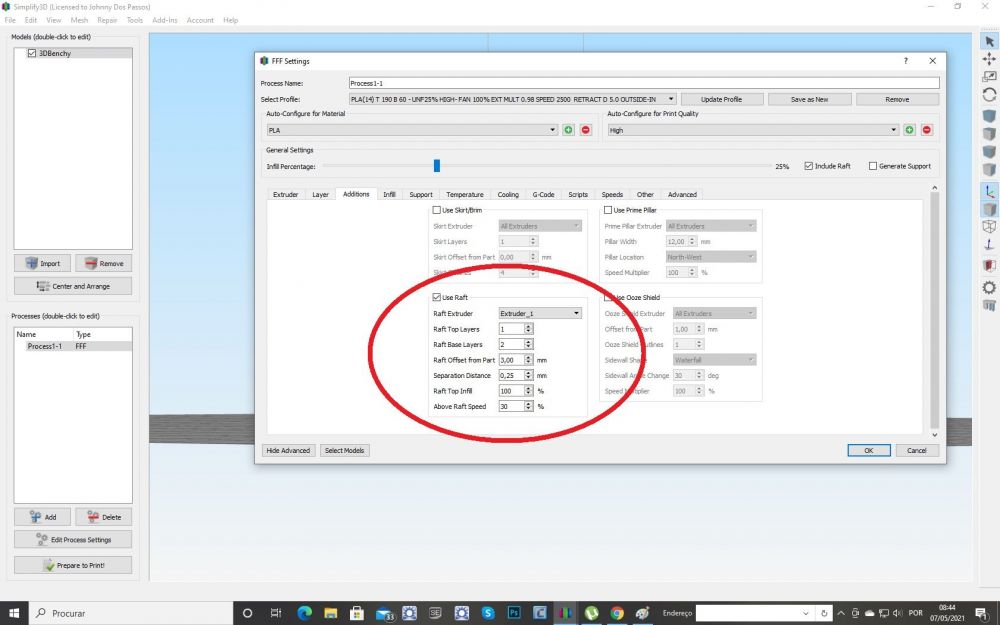
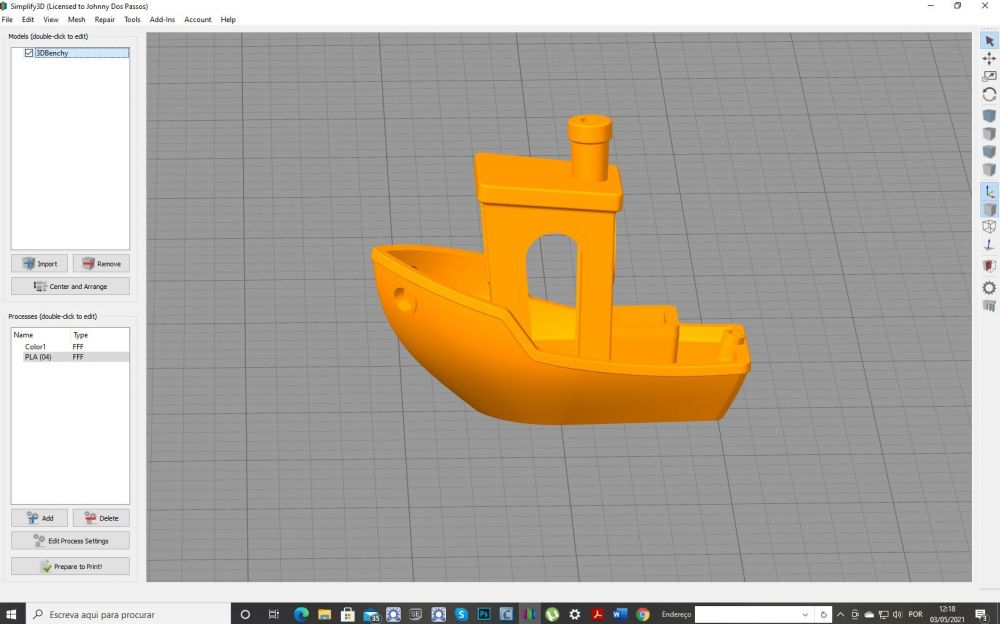
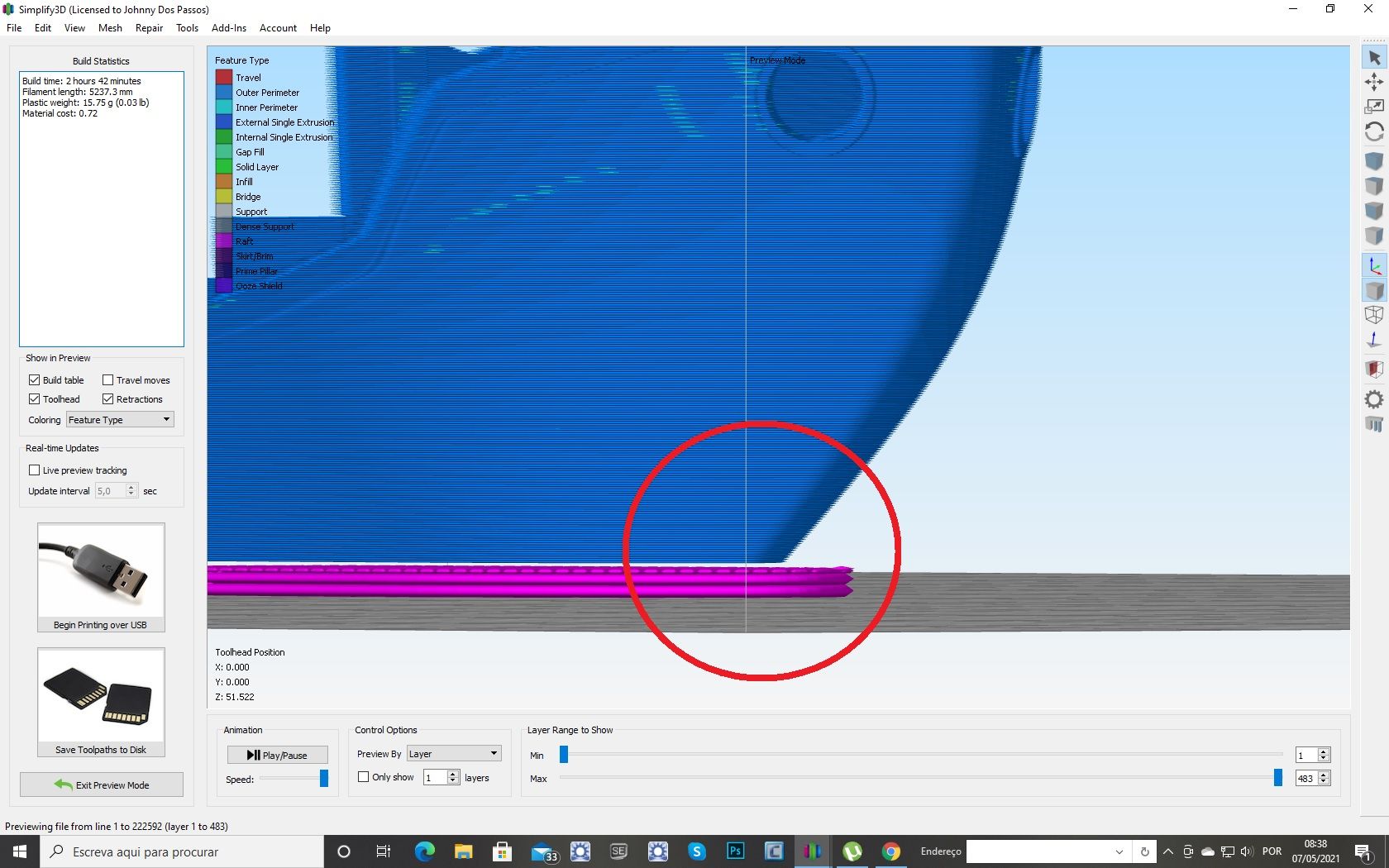
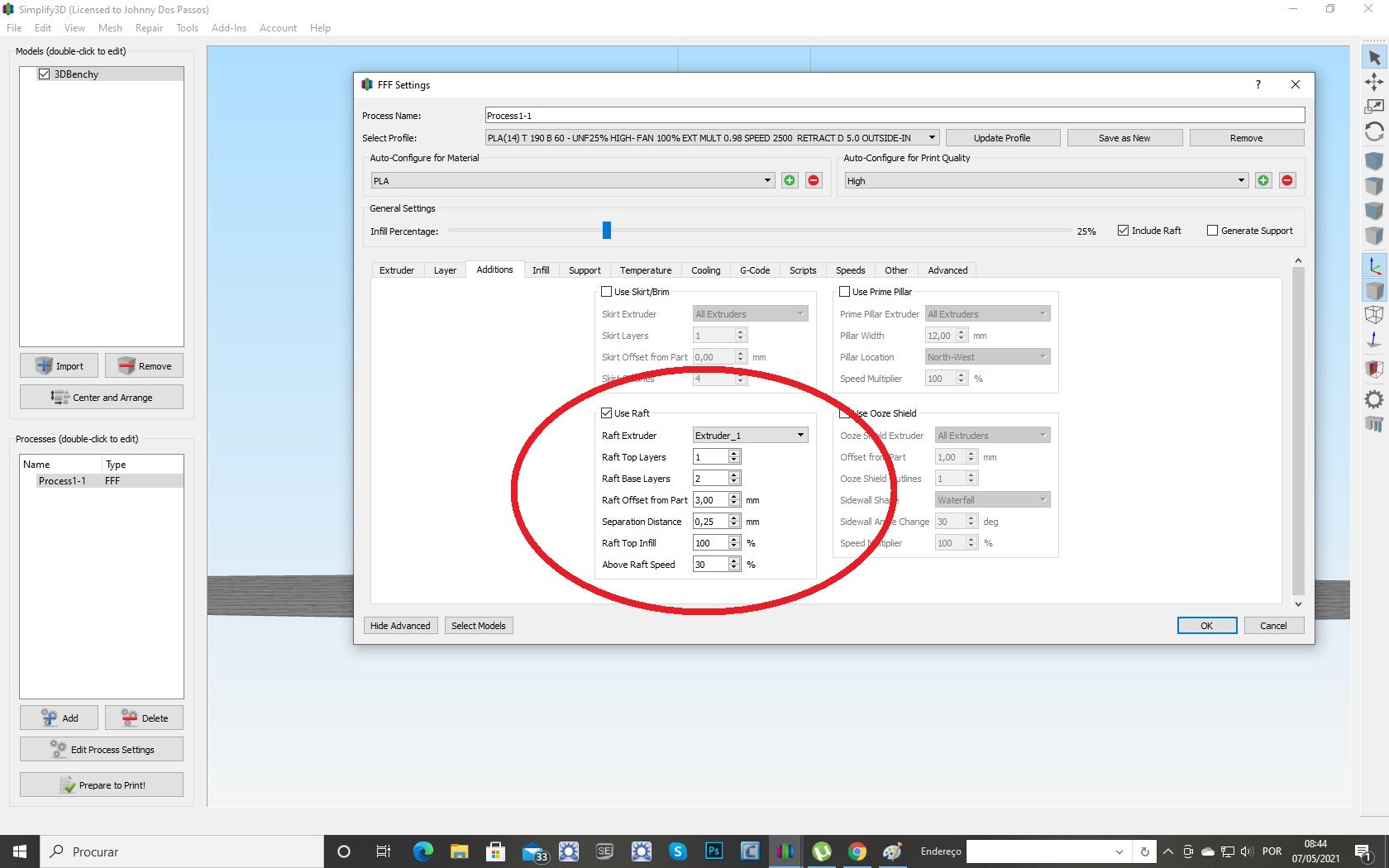
Salut a tous, Comme le témoigne mon image plus bas, J'ai un « petit » probleme avec mon 3DBenchy et mon RAFT ! Est-se que l'espace blanc qui est visible dans S3D est normal ou au contraire indique bien qu'il manque une couche pour unir les deux objets ? Savez vous quel paramêtre est a l'origine de cette faille ? Merci beaucoup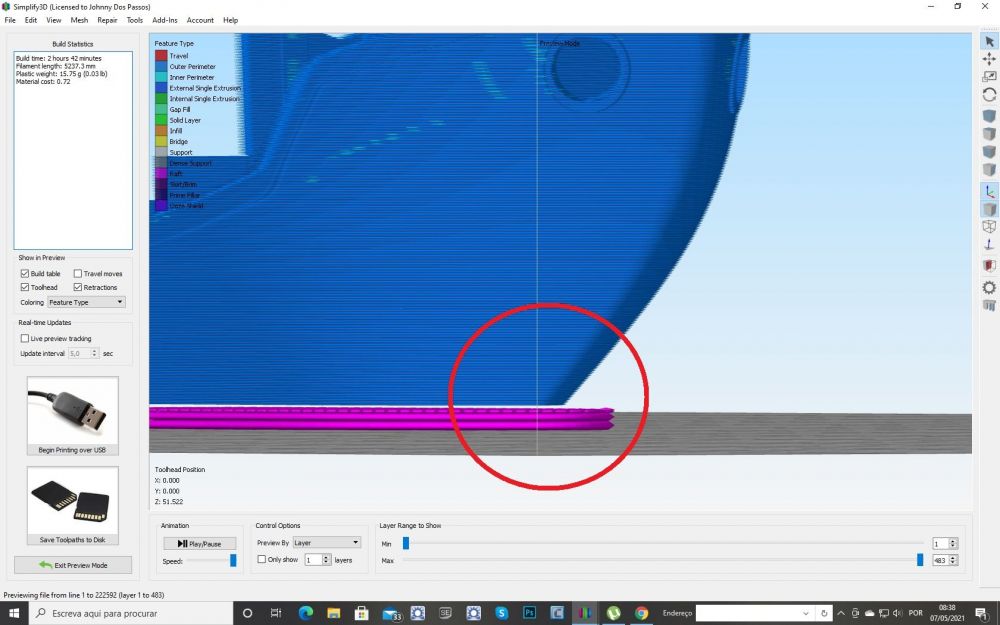
.thumb.jpeg.44a96e3a0a79e12f25f17b003d380ae4.jpeg)
.thumb.jpeg.d116f916d87e65c1ec2cd27f3833459a.jpeg)

-
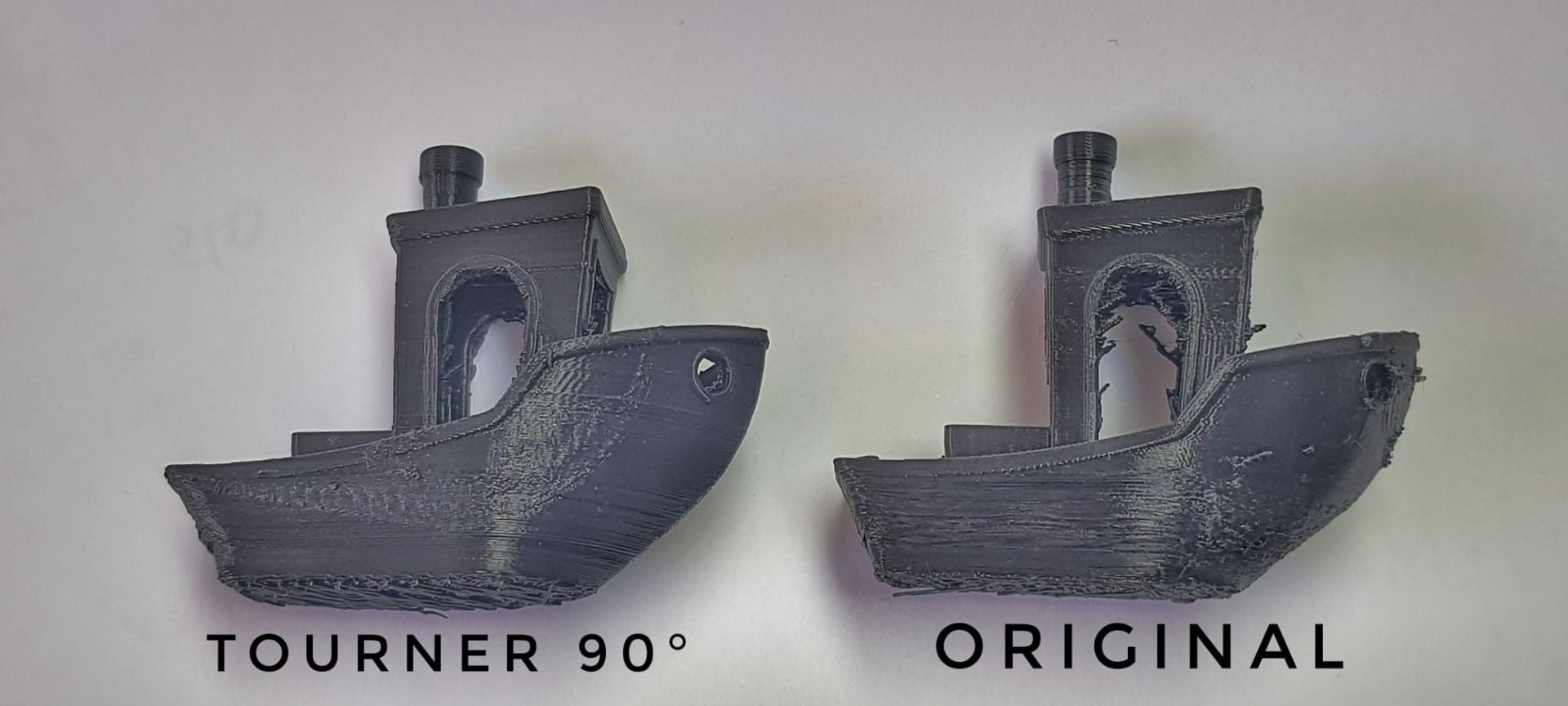
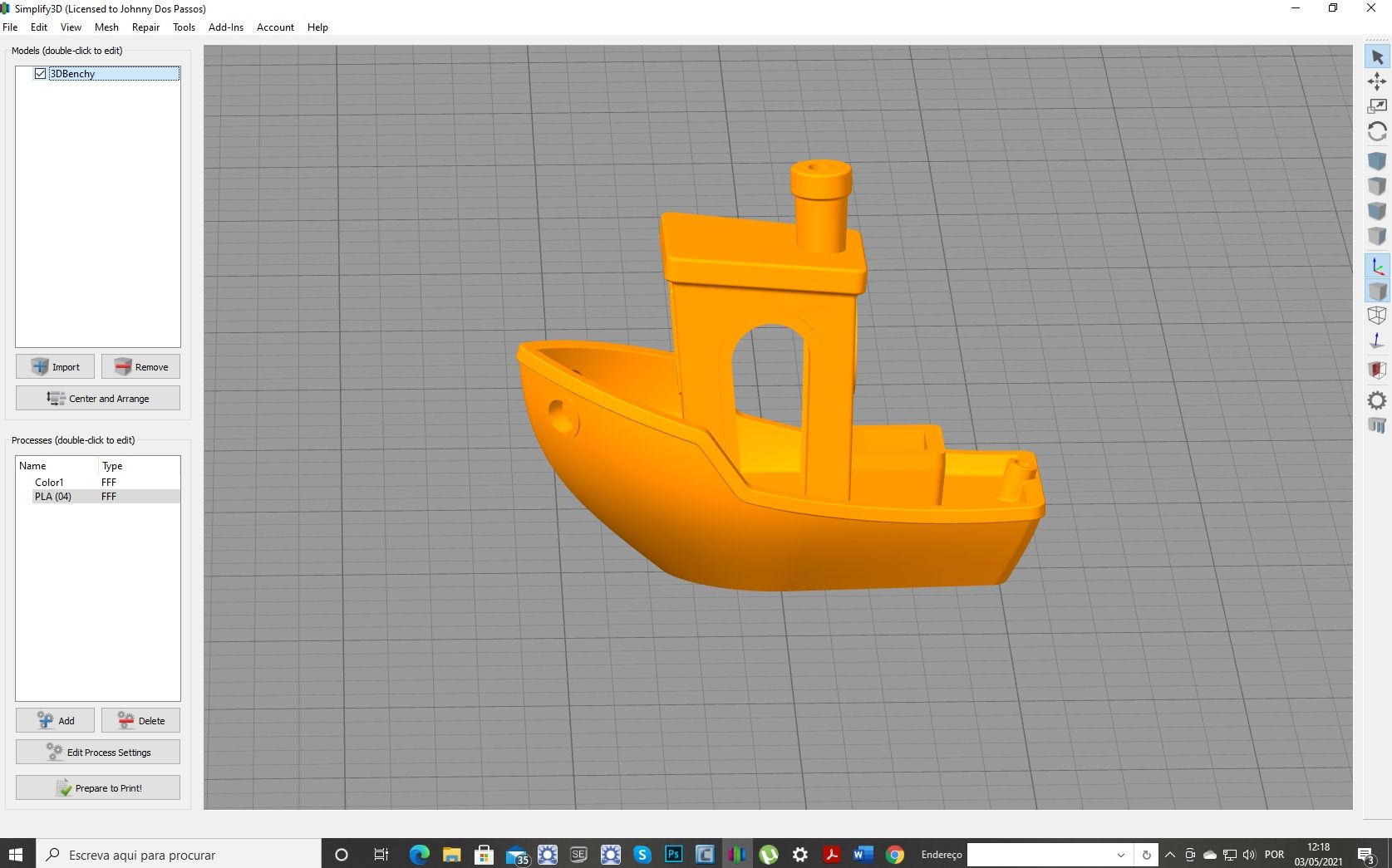
Bonjour à tous, Après avoir effectué mes premiers tests sur mon imprimante Creatbot DE PLUS voici le résultat obtenu avec le fameux 3dbenchy.Comme vous pouvez le constater plusieurs problèmes son apparus. J'imagine par exemple que le système de refroidissement soit à l'origine de ce " dégoulinement " sur une des faces de la coque... J'ai tourner le modèle à 90 degrés sur la plate-forme pour voir si cela avait une influence sur le résultat final : Pas terrible ! ....Bref, D'après vous quels sont les paramètres que je dois modifier autant sur l'imprimante autant sur simplify3d ?Merci d'avance Mes réglages :MATERIEL PLATEMPERATURE 235 BED 50COOLING 60%UNFILL 65%PRINT QUALITY : MEDIUMEXTRUSION MULTIPLIER 0.90

.thumb.jpeg.74c3a25a7c4e2db98aa87429ebc272c1.jpeg)
.thumb.jpeg.f197d4b36bc0faf91d0817af56946d59.jpeg)
.thumb.jpeg.d7cee19a0ead1c0c4908436b3aa741a8.jpeg)
.thumb.jpeg.2ac78746fdb53c8e9e06d200c18aab8b.jpeg)






.jpeg.936def999515972b9e67f2e57cab41c8.jpeg)
.jpeg.8a5051eb53cd2615cfa4b55a43c55a68.jpeg)

.jpeg.7d02ef43094b0f8dbe599b560351819c.jpeg)
.jpeg.d7f5307bbe6b82a8450820179fd6587e.jpeg)
.jpeg.e576b1b6e2e50b59cb1900622d3cf367.jpeg)
.jpeg.ddc0ba3f1ce716b3deb6104a564966fe.jpeg)
