Ambo73
-
Compteur de contenus
120 -
Inscrit(e) le
-
Dernière visite
Récompenses de Ambo73
")





-
 @hyoti, Merci ! ça vient bien de ça! J'ai fait la modif et la vitesse est bien remontée à 140mm/s ce qui est le maxi pour mon PETG... Bon, reste à vérifier effectivement que les couches ne s'écroulent pas trop à cette vitesse. Je vais bien surveiller tout cela. Jamais j'aurais imaginé ça et pourtant, maintenant que tu me l'as dit, je comprends bien. Je me suis tellement cassé la tête pour trouver l'origine du pb en ne cherchant que dans le profil machine et pas dans le profil filament... Comme quoi, l'expérience ça compte... Il y a tellement de paramètres à maitriser. Merci mille fois encore Bonne soirée. Cordialement.
@hyoti, Merci ! ça vient bien de ça! J'ai fait la modif et la vitesse est bien remontée à 140mm/s ce qui est le maxi pour mon PETG... Bon, reste à vérifier effectivement que les couches ne s'écroulent pas trop à cette vitesse. Je vais bien surveiller tout cela. Jamais j'aurais imaginé ça et pourtant, maintenant que tu me l'as dit, je comprends bien. Je me suis tellement cassé la tête pour trouver l'origine du pb en ne cherchant que dans le profil machine et pas dans le profil filament... Comme quoi, l'expérience ça compte... Il y a tellement de paramètres à maitriser. Merci mille fois encore Bonne soirée. Cordialement. -
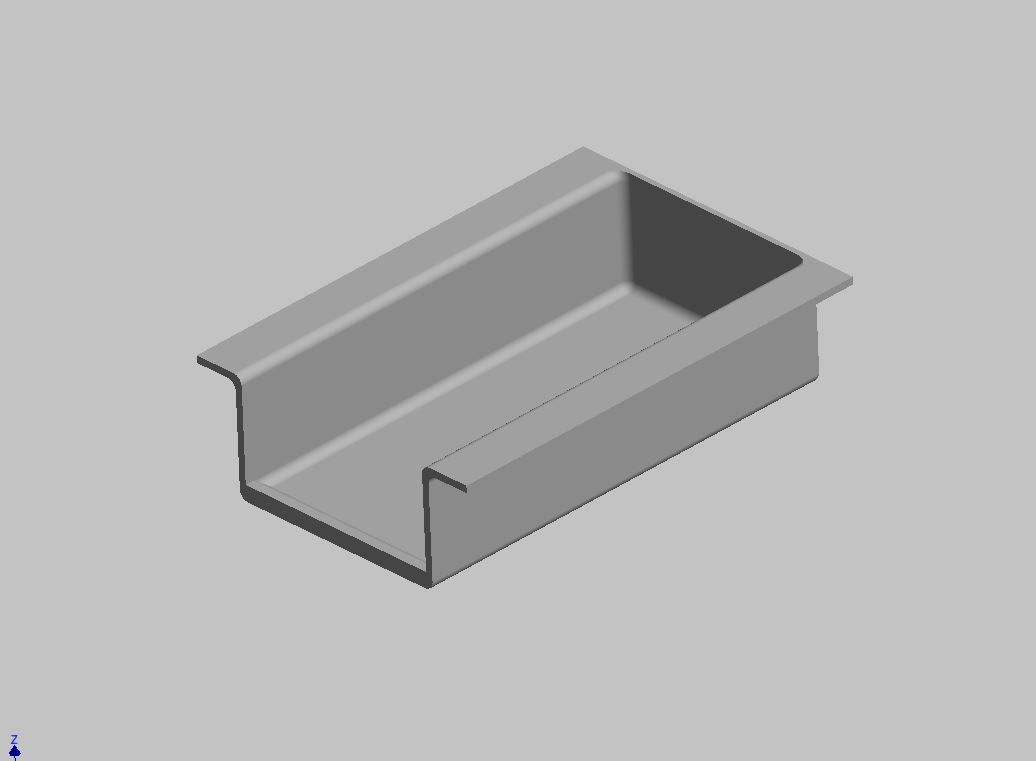
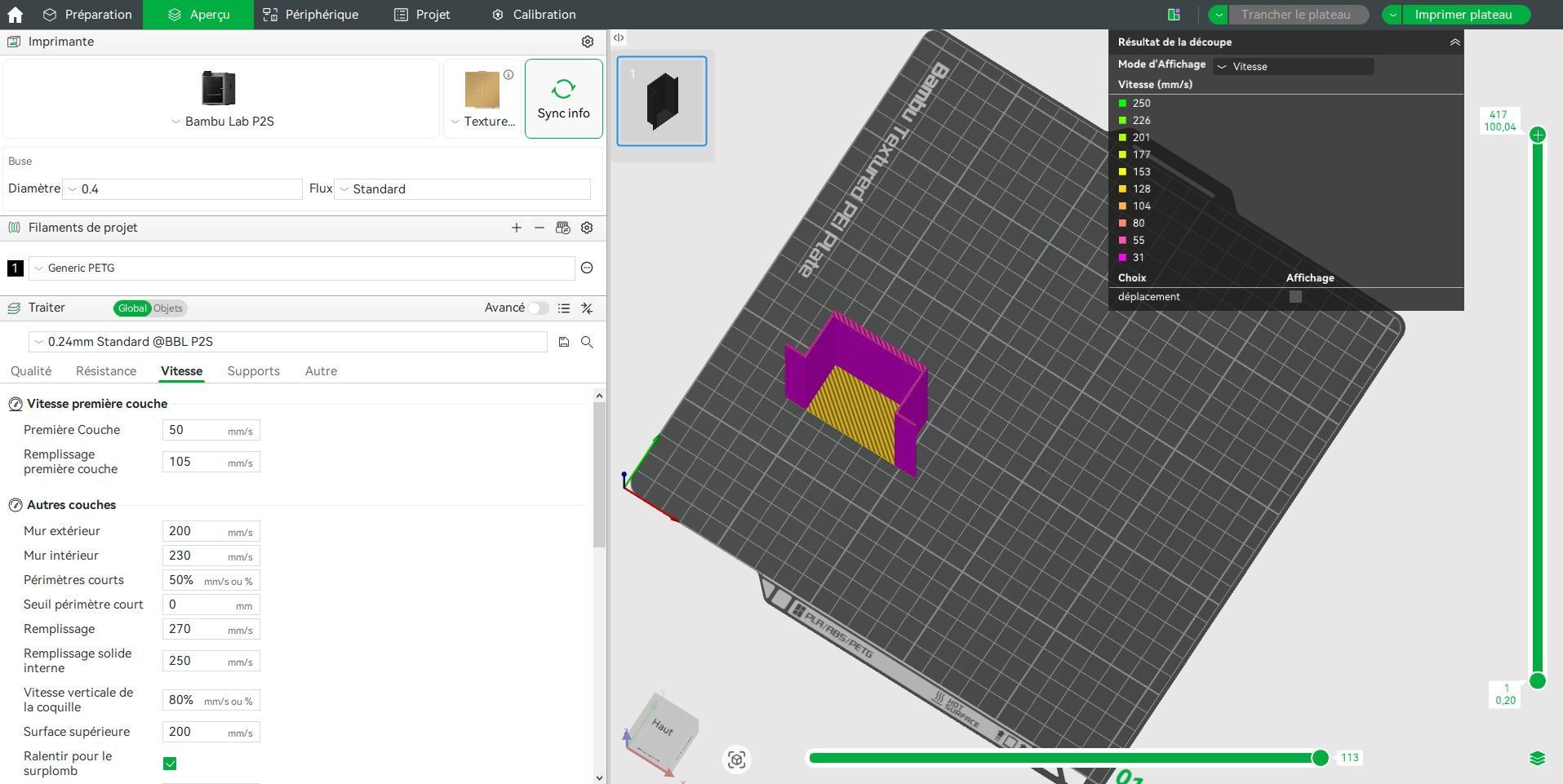
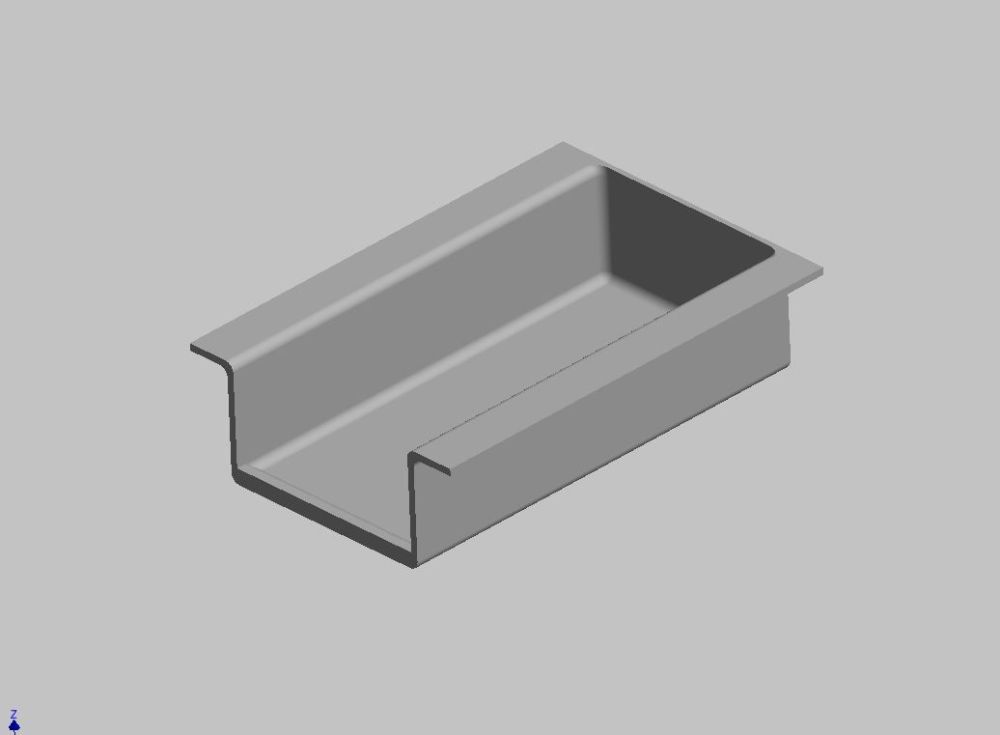
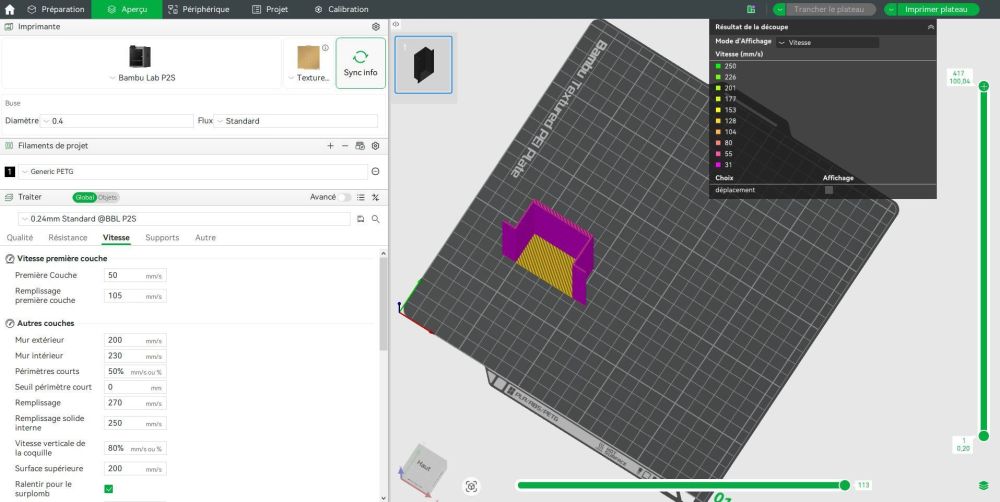
Bonjour, Je possède une Bambu P2S et j'utilise Bambu Studio comme slicer. je rencontre un pb que je n'arrive pas à expliquer. Je souhaite imprimer la pièce montrée en PJ. C'est une espèce de boite 50x100x25 avec des parois en ép 1.6 mm. Dans Bambu Studio, je dispose la pièce verticalement (h 100mm). Je règle mes paramètres comme d'habitude (avec lesquels j'obtiens généralement des impressions de qualité) Une fois le tranchage fait et visualisé, je découvre un temps d'impression très long (1h10 env). En faisant afficher les vitesses graphiquement, je vois que la vitesse d'impression des parois verticales est très basse (31 mm/s) (voir 2ème PJ) alors que les vitesses paramétrées sont bien plus hautes (200mm/s). J'ai essayé à ce stade du tranchage avec différents autres profils basiques de Studio, différentes matières basiques aussi et c'est toujours pareil. Pourquoi cette vitesse si basse alors que sur des grosses pièces, ça imprime à une vitesse très élevée (couramment 200/250mm avec du PLA , 150/200 mm/s avec du PETG). Là, ça annonce 31 mm/s. En fait, j'ai déjà rencontré ce problème lors d'impressions du même type genre tube, toujours avec des parois fines. Pour d'autres pièces de petites dimensions Est-ce quelqu'un peut m'expliquer cela? Y a t-il un paramétrage spécial du slicer à faire ? Merci d'avance pour vos suggestions.
-
Oui mais avec l'AMS2, le nouveau chargement de fil fait ce travail automatiquement, non? D'ailleurs à ce sujet, j'ai découvert que le chargement de filament, et la purge initiale qui s'en suit, se faisait toujours à température élevée , 250/255°, quelle que soit la matière. Et ça marche nickel. Dire que je passais du temps à utiliser du fil de nettoyage pour passer du PLA au PETG, et vice-versa, sur mon U30p....
-
@pascal_lb Ah, OK. Je n'avais pas fait attention à ce qui se passait en fin d'impression. Je viens de faire une impression courte et effectivement, j'ai bien constaté ce que tu dis. Ce qui m'a perdu, c'est que le levier est actionné plusieurs fois dans la phase d'initialisation et que la tête ne va jamais à son contact. Je comprends donc maintenant l'intérêt de couper le fil en fin d'impression. C'est de pouvoir rembobiner le fil avec une coupe franche alors que l’extrémité du fil est toujours dans la buse. Ainsi, pour une prochaine introduction du fil, l'extrémité sera nickel. C'est bien ça? Merci pour cette info très intéressante.
-
Merci @pleinair37 et @jcjames_13009 pour vos interventions. Je ne m'attendais pas du tout à ces réponses. Pour moi, beaucoup de choses sont nouvelles sur cette machine par rapport à mon ancienne U30P.... Comme je l'ai dit dans mon post initial, ce levier n'est actionné que pendant la phase d’initialisation de la machine, plus précisément lors de l'initialisation du zéro X et Y il me semble. Le cycle est le suivant: - initialement, la traverse se trouve en position max AR . La tête, elle, se trouve au droit de la purge. - la traverse se déplace vers l'AV, et quand elle arrive au niveau du levier, elle le pousse et l'escamote. Elle s'arrête juste après, le levier reste escamoté. Ce n'est donc pas la tête qui pousse le levier. - la tête se déplace vers la droite jusque vers la butée puis revient en position médiane - la traverse revient en position max AR. Pendant ce déplacement, lorsque la traverse repasse devant et dépasse le levier, ce dernier se remet en position sortie - et ce cycle recommence deux ou trois fois, avec à chaque fois, escamotage, puis retour en position sortie du levier. Une fois le cycle d'initialisation terminé, le levier s'escamote jusqu'à la fin de l'impression. Ce levier ne pousse donc pas le levier du cutter puisque la tête ne rentre jamais en contact avec lui. Voilà, c'est ce que j'ai constaté et j'avoue ne pas comprendre à quoi ça sert. Éventuellement, je peux faire une petite vidéo pour que vous voyiez mieux.
-
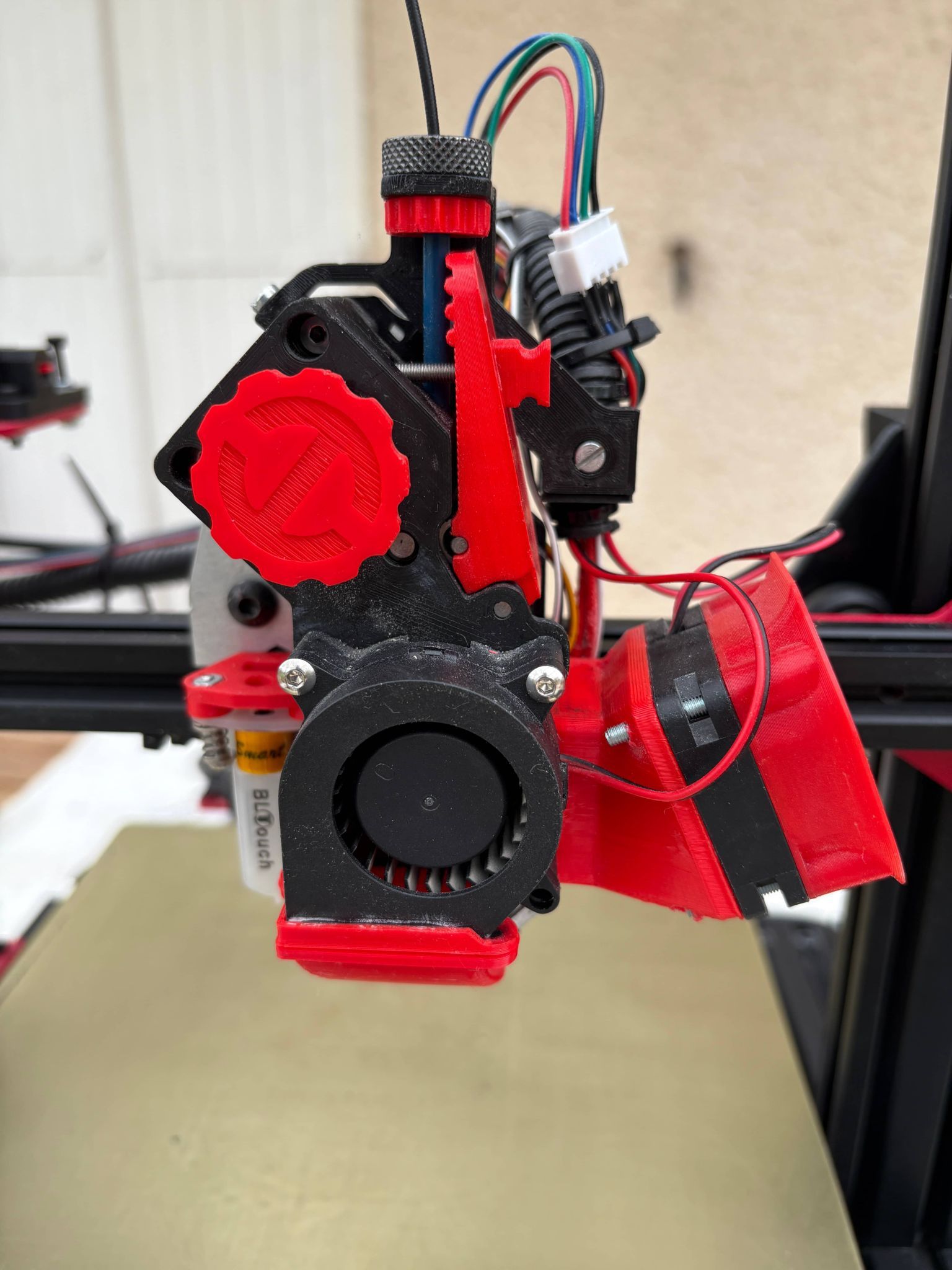
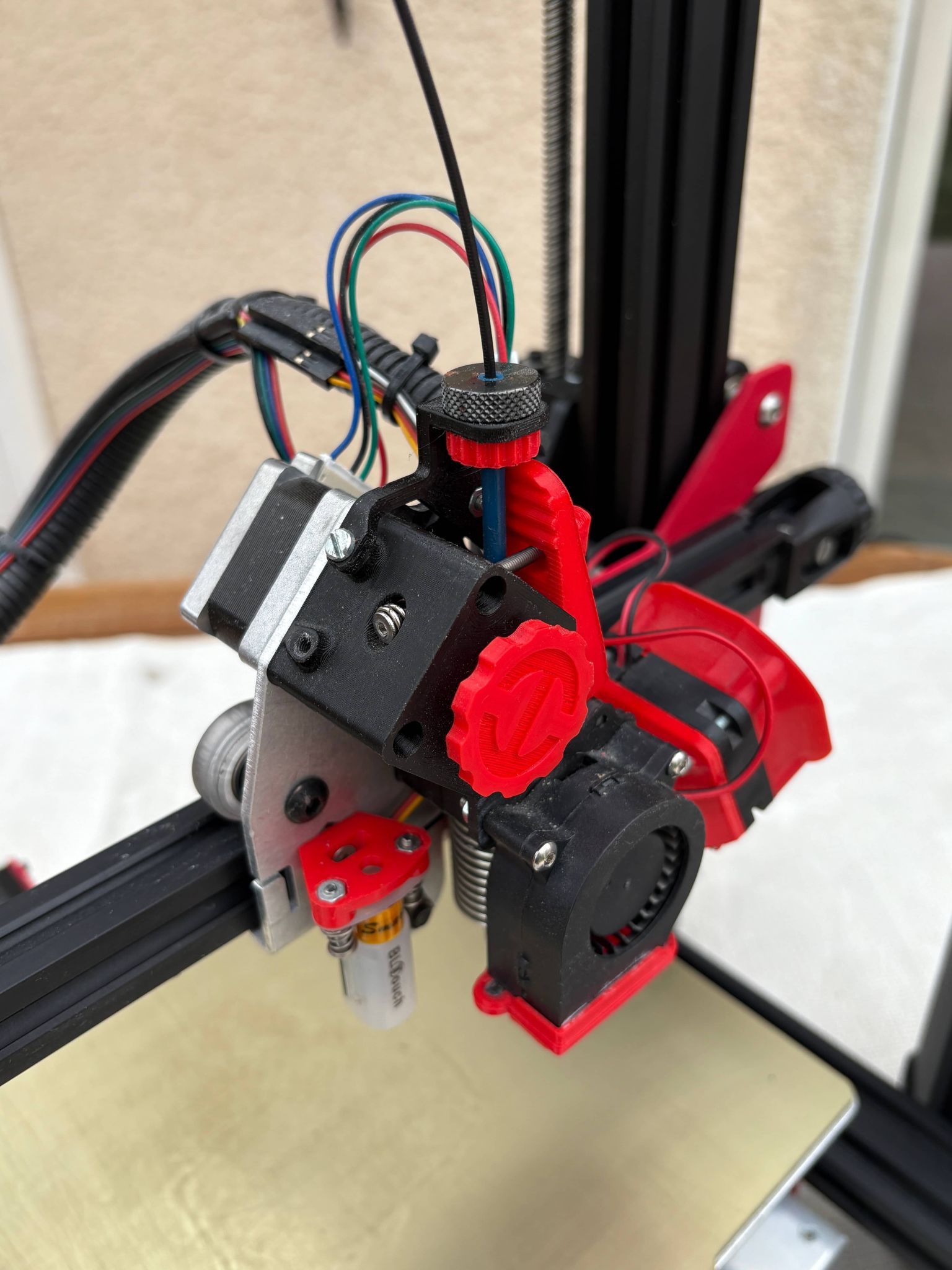
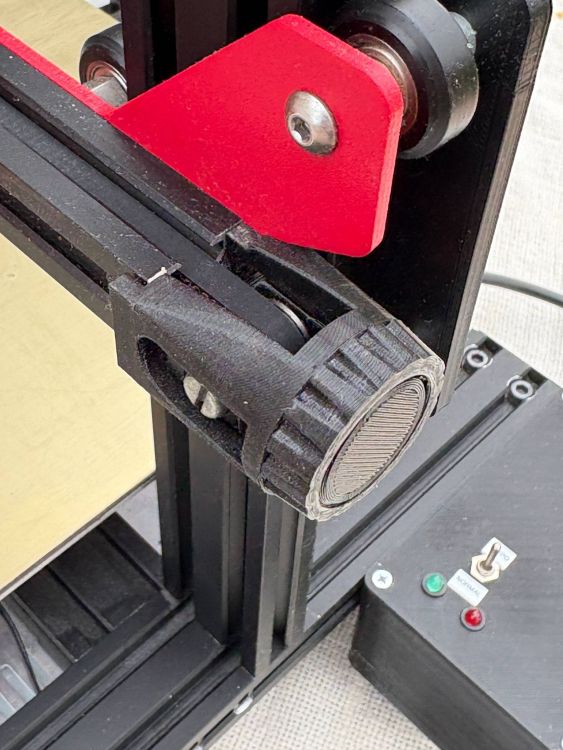
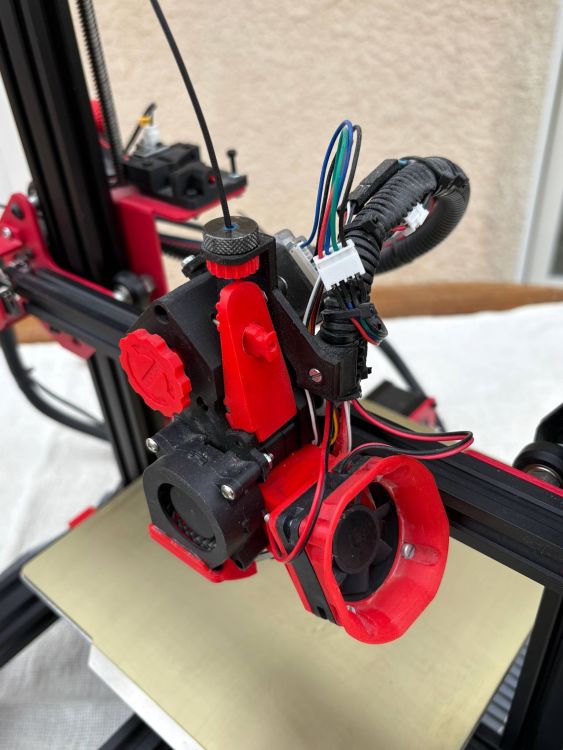
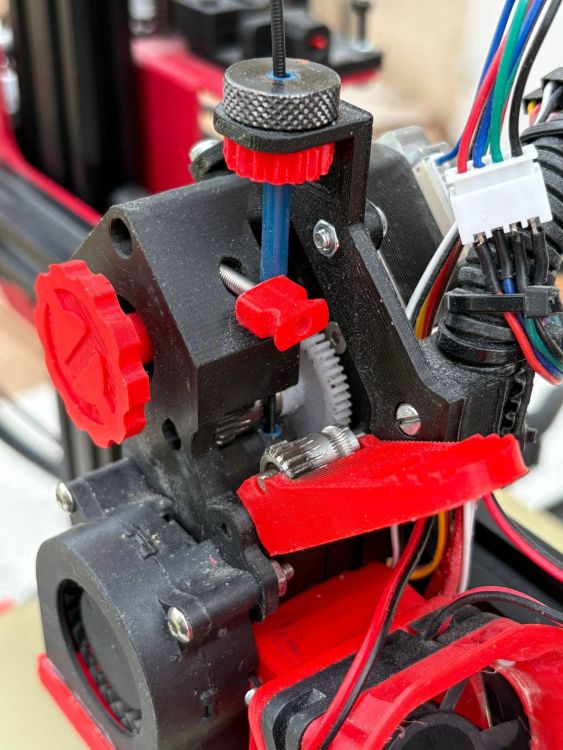
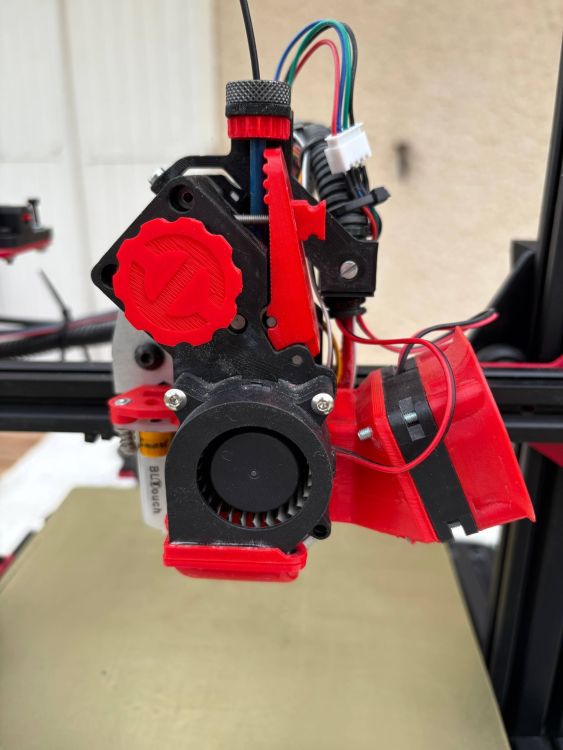
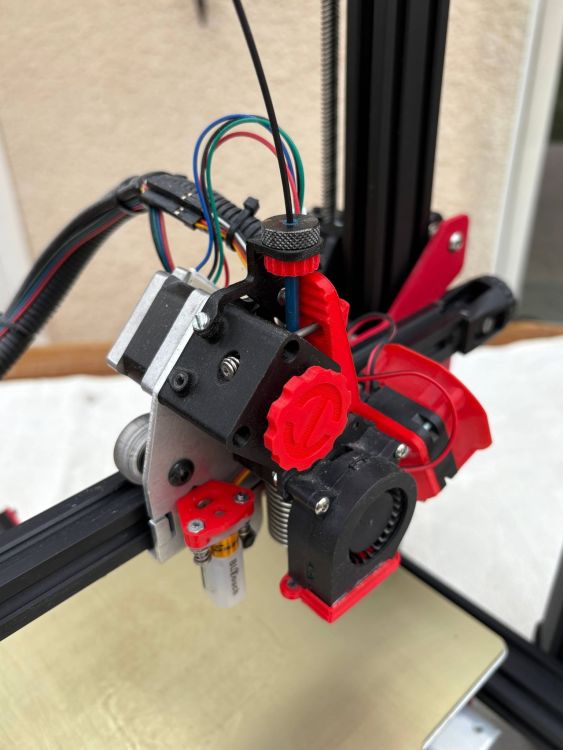
Bonjour, je suis depuis peu l'heureux propriétaire d'une Bambu P2S et c'est vraiment une machine géniale. J'ai une question technique, juste pour comprendre. Il y a un petit levier (voir la photo) qui est actionné, lors de la phase de préparation, chaque fois que la traverse Y se déplace vers l'avant. C'est surprenant car ça fait un bruit assez fort. Mais ma curiosité est titillée. A quoi sert ce levier?

-
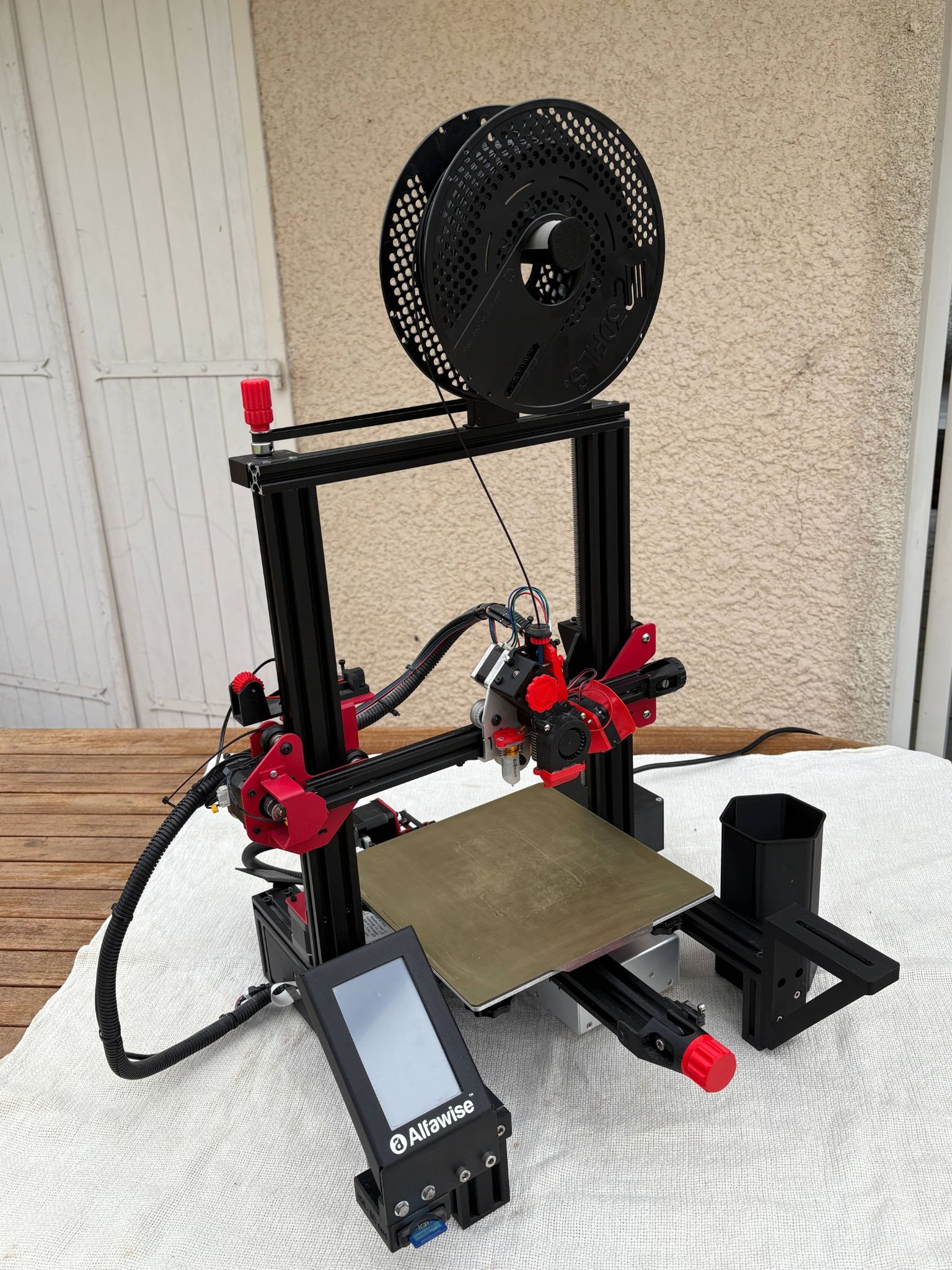
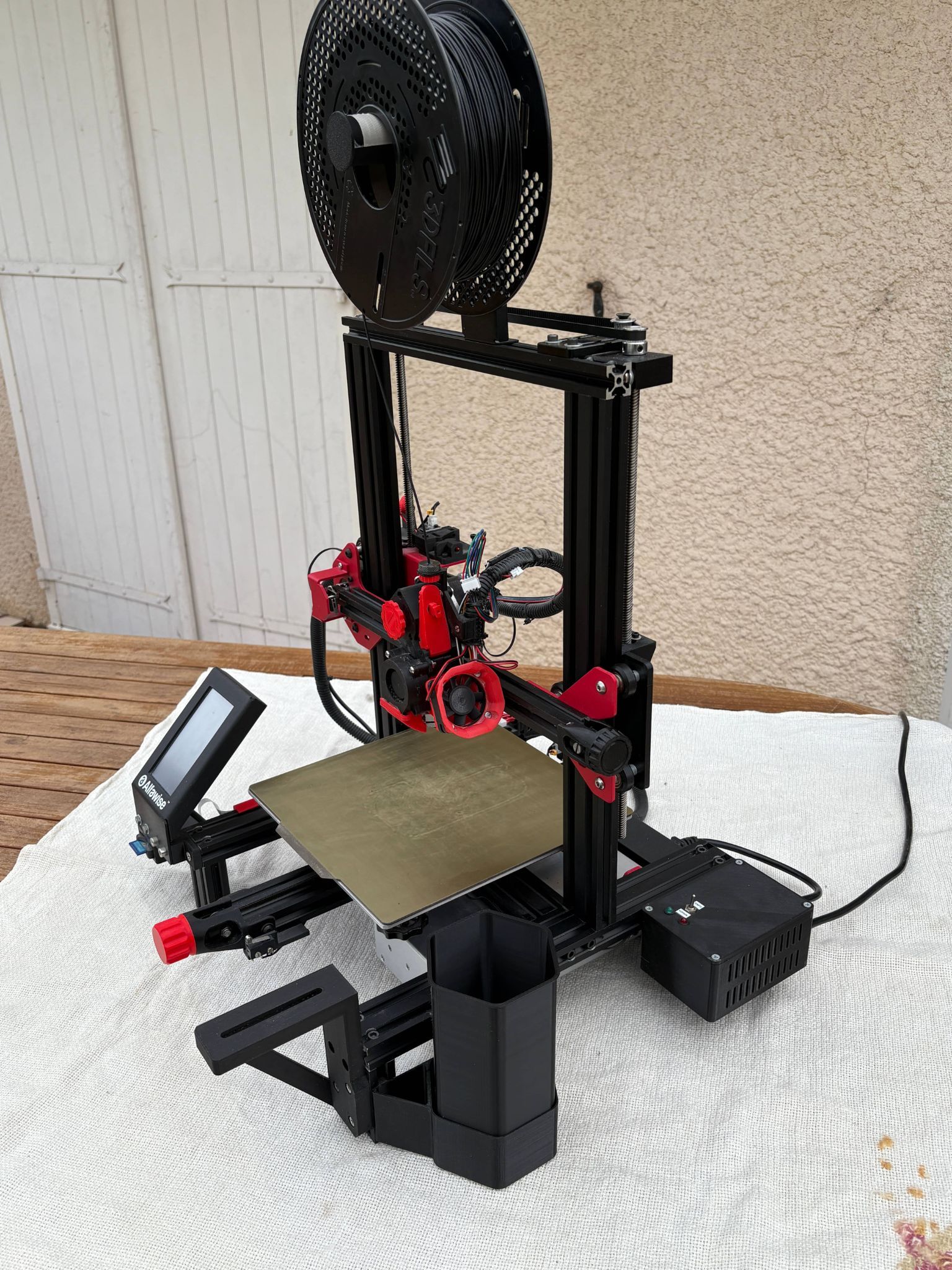
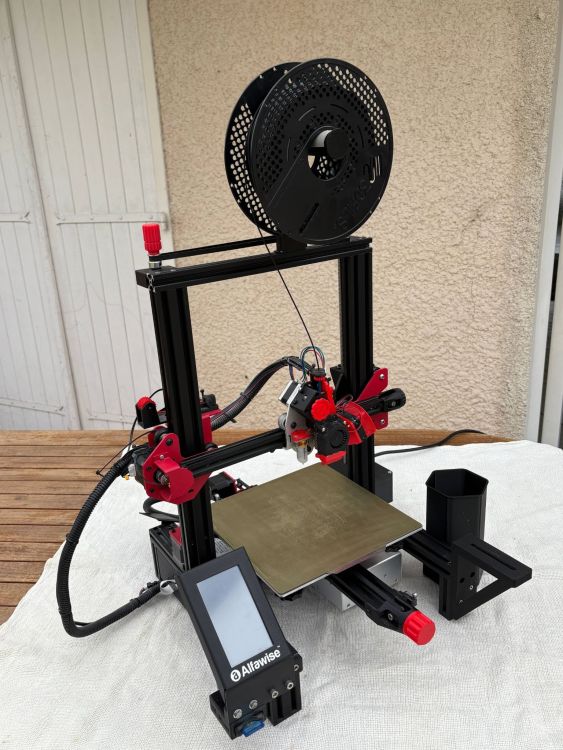
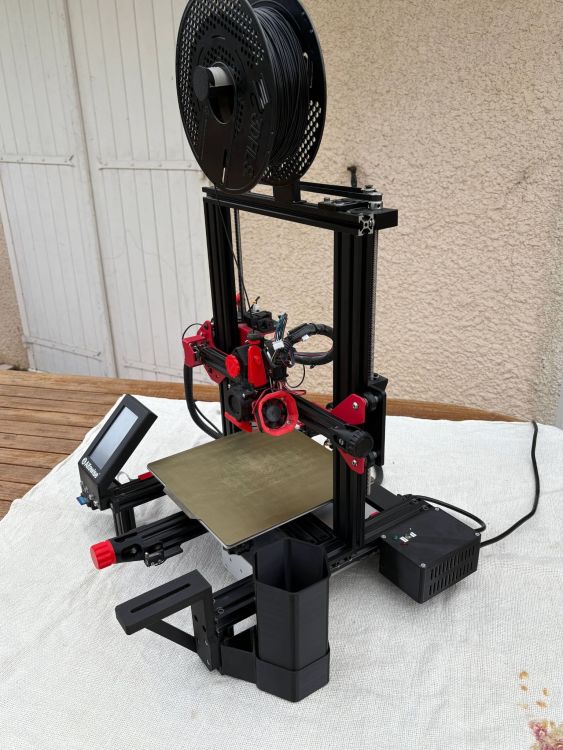
Voici les photos de la machine





-
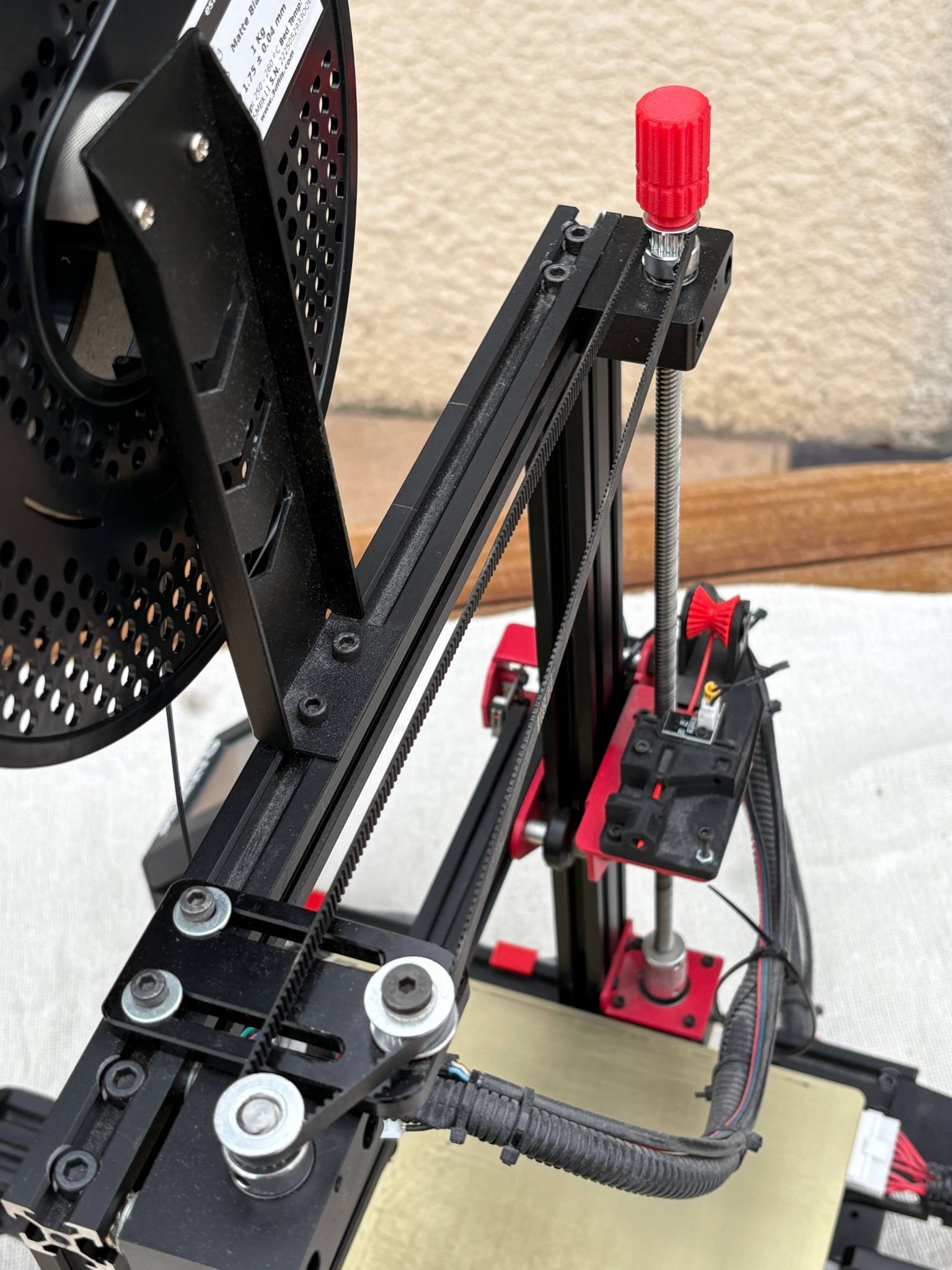
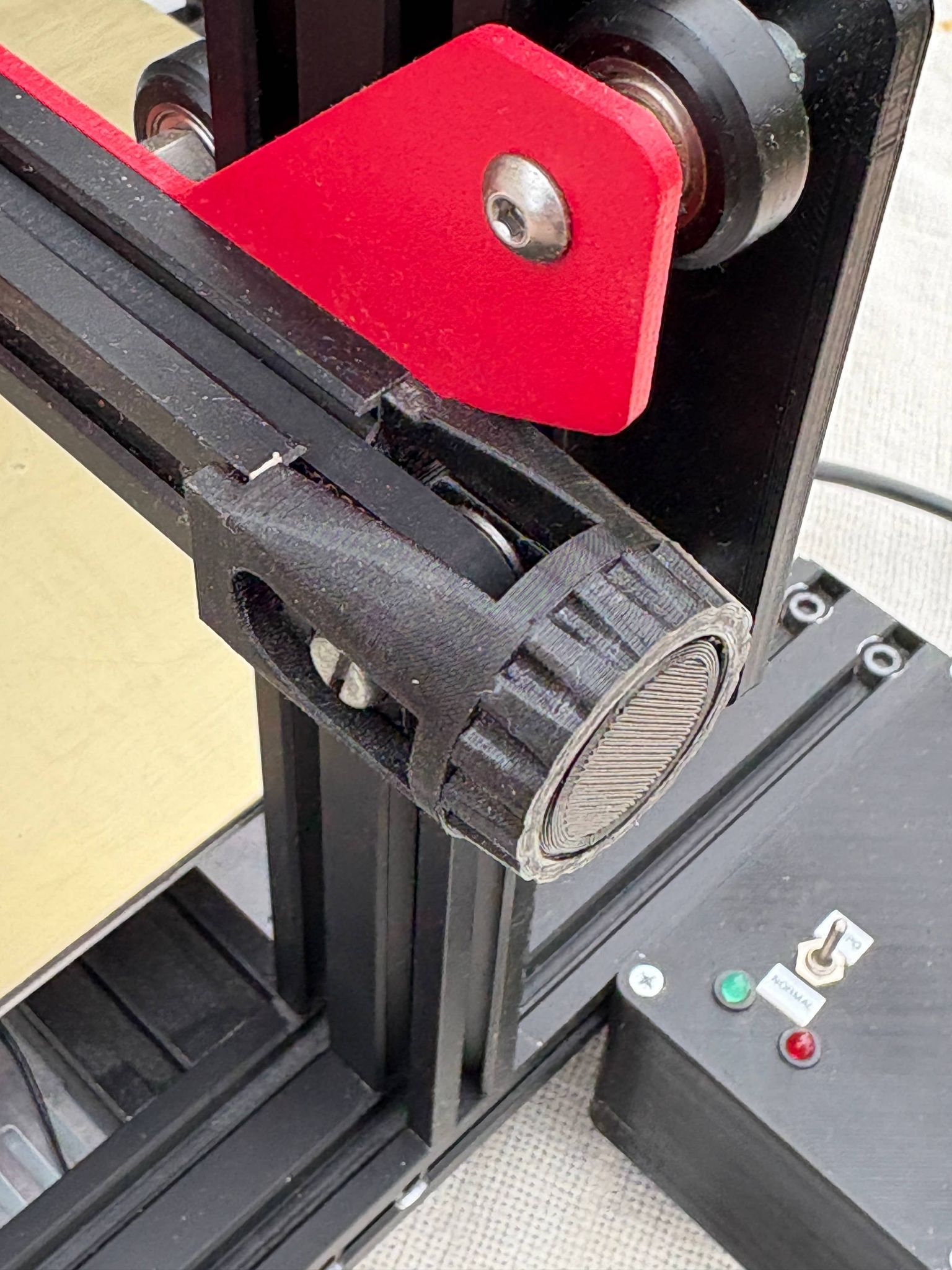
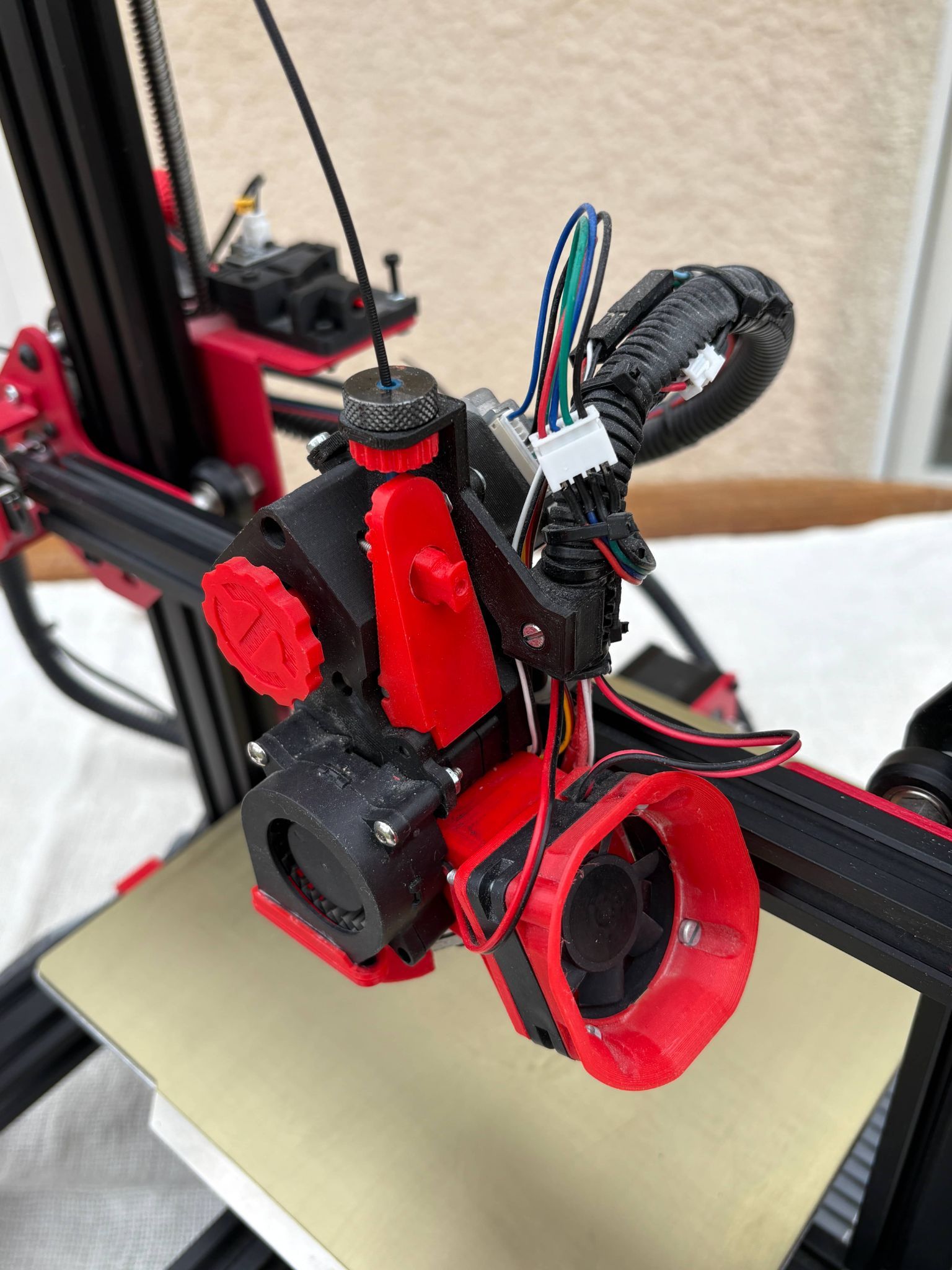
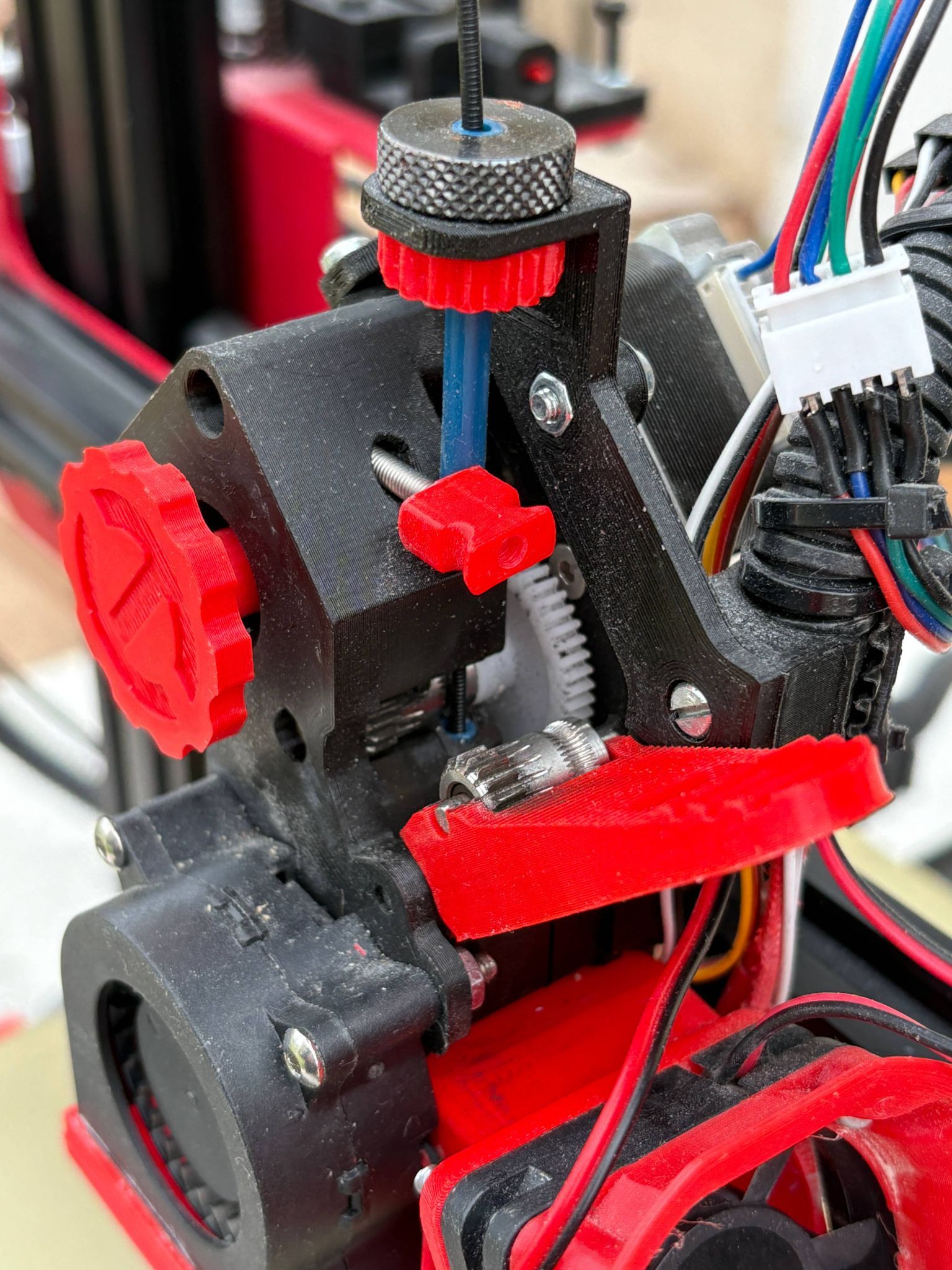
Si ça peut intéresser quelqu'un, je vends mon Alfawise U30pro. Je m'en sépare car je l'ai remplacée par une imprimante neuve plus récente. Elle est en parfait état et fonctionne très bien. Les impressions sont de bonne qualité. Je l'ai achetée en novembre 2019 et j'y ai apporté pas mal de modifications et évolutions: palpeur BLTouch extrudeur direct-drive XTRUDER (très léger) ensemble heat-break full metal/radiateur de type E3DV6 réglage de tension des courroies par bouton moleté remplacement port micro-SD (trop fragile) par port SD normal double vis pour l'axe Z synchronisées par courroie boitier pour l'extinction automatique de l'imprimante en fin d'impression (de ma fabrication, avec micro-controleur ATiny45) courroies X et Y changées très récemment galets X et Y polycarbonate plateau magnétique avec plaque PEI souple de chez ENERGETIC_3D (adhérence optimale des pièces) Avec en plus, plusieurs pièces détachées, neuves pour la plupart: plaque PEI ENERGETIC_3D neuve heatbreak bi-metal TRIANGLE_LAB neuf 2 buses laiton 0.4 neuves 2 radiateurs E3Dv6 blocs de chauffe (1 neuf, 1 usagé) cartouche de chauffe + capteur de temp 24V neuf galets divers (2 neufs en polycarbonate + 7 d'origine en POM, peu servi) ventilateurs divers 30mm et 40 mm diverses pièces d'origine Alfawise (moteur PAP extrudeur et câble associé, extrudeur en pièces détachées, chariot X et accessoires, etc...) diverses autres pièces Je propose le tout pour 60€. A enlever de préférence sur place (près de Bordeaux). Je reste à votre disposition pour tout renseignement complémentaire.
-
Oui sur la P2S, c'est pareil, ça ne palpe que dans l'environnement de la pièce. J'essaierai ça mais comme tu dis, ça va tellement vite, l'intérêt est moindre. J'ai fait plusieurs tests d'impression et c'est vraiment nickel et très rapide. Là, j'ai lancé un bicolore, pour voir. Bonne nuit à tous.
-
@pascal_lb et @pleinair37, salut les printeurs, oui, c'est exactement ça qu'il fallait faire. Ça marche nickel, excellente qualité et ça dépote... Je sors d'une U30pro à laquelle je m'étais habitué, basique malgré toutes les améliorations que j'avais apportées. Quand je lançais une impression, 15s après ça commençait à imprimer. Là, avec tous les contrôles avant impression qu'il y a, ça met un certain temps pour se lancer et surtout le comportement est étrange avec des bruits parfois inquiétants... C'est pour ça que j'arrêtais le process à chaque fois craignant de la casse... Merci bien de m'avoir fait profiter de votre expérience. Je vois que je m'étais endormi sans voir les évolutions énormes de ces machines assez fantastiques. En même temps, je ne regrette rien. J'ai appris beaucoup avec mon ancienne machine. Bonne soirée.
-
Bonjour, Je viens de tenter une première impression avec ma toute nouvelle Bambu P2S combo mais ça ne se passe pas bien. Pourtant, toute la procédure de mise en route s'est bien passée. En particulier la phase d'étalonnage, plutôt déroutante et longue, s'est bien déroulée. J'ai mis en place une bobine de fil Bambu PLA basic dans l'AMS2pro. Tout s'est bien passé. Est arrivé le moment de lancer une première impression et là ça ça ne va plus. Je sélectionne un modèle préenregistré (3D BenchyBoat bien sûr) et j'appuie sur IMPRIMER. La procédure de démarrage semble bien se passer. Le cycle de montée en température me semble malgré tout un peu bizarre. Il y a un premier palier à 170°. La buse vient palper le plateau. Ensuite la tête fait des déplacements et la température se met à monter jusqu'à 240° ! (alors qu'il s'agit de PLA) mais ça ne dure pas, elle redescend, marque un palier à 219/220°, puis encore des déplacements de tête (qui semblent servir à quelque chose mais je ne sais quoi) et là, la température se met à descendre, à descendre sans discontinuer... La tête pendant ce temps fait encore quelques mouvements. En urgence, je préfère alors arrêter le processus. J'ai fait plusieurs essais: avec une bobine non Bambu (avec réglage manuel des paramètres), en lançant l'impression depuis mon PC via le WiFi (avec un modèle que j'ai créé), en lançant un autre modèle préenregistré. Rien n'y fait, toujours le même dysfonctionnement. J'ai aussi tenté d'utiliser ORCA mais j'ai échoué à lancer l'impression. J'ai laissé tombé. Que se passe t-il ? Peut-être une manque de réglage de ma part ? Ou un bug, ce qui m'étonnerait étant donné le nombre d'utilisateurs satisfaits par ailleurs, ou un pb sur MA machine? Si quelqu'un a une idée, je suis preneur. Merci d'avance.
-
BAMBU STUDIO - personnalisation du nom de fichier .3mf
Ambo73 en réponse au topic de Ambo73 dans Paramétrer et contrôler son imprimante 3D
@JoOj, oui, je viens d'installer Orca et oui, c'est très très proche de Bambu_Studio. Effectivement, on trouve la possibilité de personnaliser le nom des fichiers générés et ça marche. @RFN_31 je me suis enthousiasmé un peu vite tout à l'heure car j'ai voulu tester la fonction et ça ne marche pas.... Bien qu'ayant accès à la modif du format (après avoir coché le mode "développeur"), les modifs ne sont pas prises en compte lorsque j'exporte le fichier. Exemple du format personnalisé: {input_filename_base}_P2S_{filament_type[initial_tool]}_h{layer_height}_{print_time}.gcode J'ai testé ce même format dans Orca, et là ça marche. Dans Bambu_Studio, invariablement le nom du fichier est au format {input_filename_base}.gcode.3mf (le format de base est {input_filename_base}_{filament_type[0]}_{print_time}.gcode). Pourquoi ? As-tu une idée? -
BAMBU STUDIO - personnalisation du nom de fichier .3mf
Ambo73 en réponse au topic de Ambo73 dans Paramétrer et contrôler son imprimante 3D
Merci @RFN_31, c'est parfait. Je pense que les développeurs de Bambu Studio auraient pu mettre cette fonction par défaut. Ça éviterait pour les "découvreurs" du slicer de trop psychoter... En tout cas, l'utilité du forum est une fois de plus démontrée. Merci encore. Bonne journée. -
BAMBU STUDIO - personnalisation du nom de fichier .3mf
Ambo73 en réponse au topic de Ambo73 dans Paramétrer et contrôler son imprimante 3D
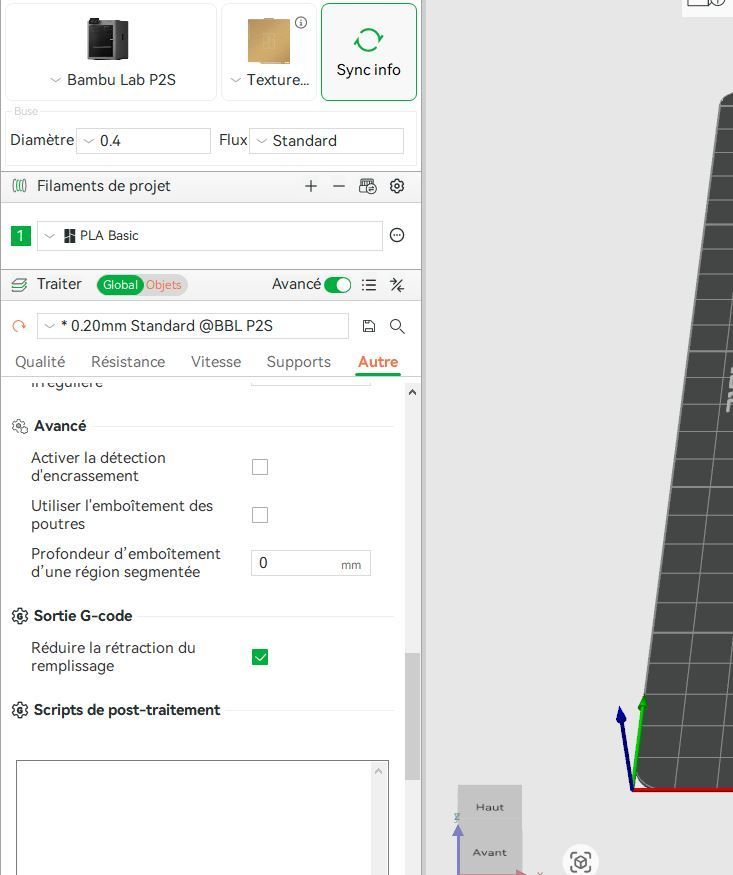
Bonjour @JoOj, merci de ton intervention. Est-ce que Orca gère le AMS2 pour le multicouleur? Dans mon Bambu Studio, je ne trouve pas la rubrique "format du nom de ficher" dans "SORTIE G-CODE" (voir la capture d'écran ci-jointe). C'est bizarre. Il n'y a que "réduire la rétractation du remplissage".... Est-ce que ta capture d'écran vient bien de Bambu Studio? Quelle version?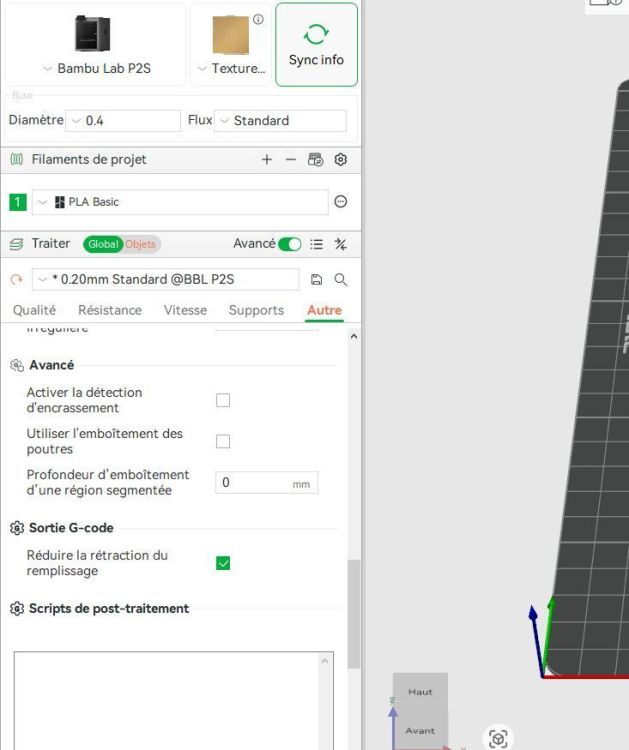
-
Bonjour, Je viens d'acquérir une P2S Combo et comme slicer, j'utilise Bambu Studio v2.3.0.70. J'étais jusqu'à présent habitué à utiliser CURA ou PRUSA SLICER (sur une AlfaWise U30pro) et je fais donc mes premiers pas avec Bambu Studio. La prise en main est assez facile, assez proche PRUSA. Est-il possible de personnaliser le nom du fichier qui est enregistré après avoir fait le tranchage avec des paramètres comme cela est possible dans CURA ou PRUSA, par ex: [input_filename_base]_[printing_filament_types]_[perimeter_speed]_ [first_layer_height]_ [layer_height]_[fill_density]_[total_weight] _tps [print_time].gcode ? Merci pour votre aide.