2cv001
-
Compteur de contenus
482 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par 2cv001
-
FreeCAD est très bien, mais c'est comme à chaque fois que l'on change de logiciel, il y a un investissement personnel à faire. Bon là aussi, il y a beaucoup de tuto en particulier pour débuter. Ce que j'adore dans freecad, outre le coté paramétré très développé, est que l'on peut programmer dedans très facilement, se faire des macros etc. (Python), mais bien sûr pas obligé, la plupart ne le font pas. Très ouvert en fait.
-
Ca devient vraiment au point notre "workflow" d'impression ! Tu n'est pas en freeCAD par hasard ? Car là aussi, j'ai un bon "workflow".
-
Supports trop durs à enlever
2cv001 en réponse au topic de indiana dans Paramétrer et contrôler son imprimante 3D
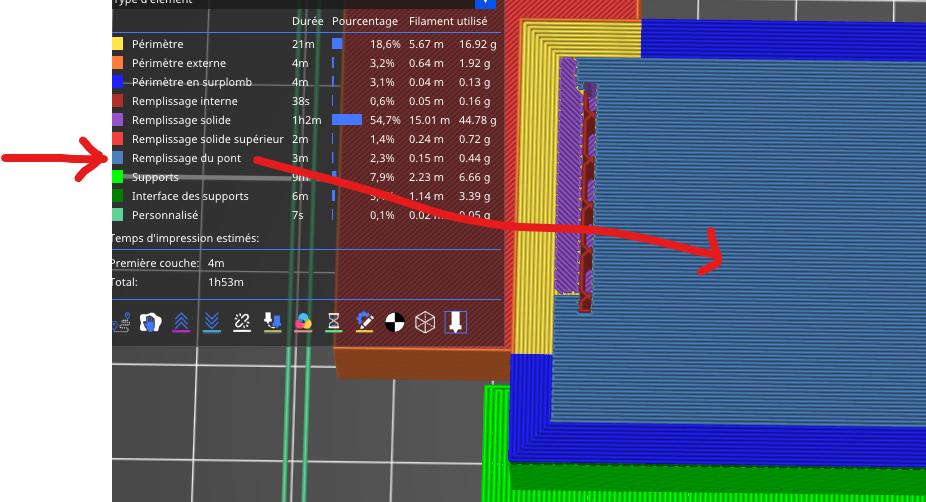
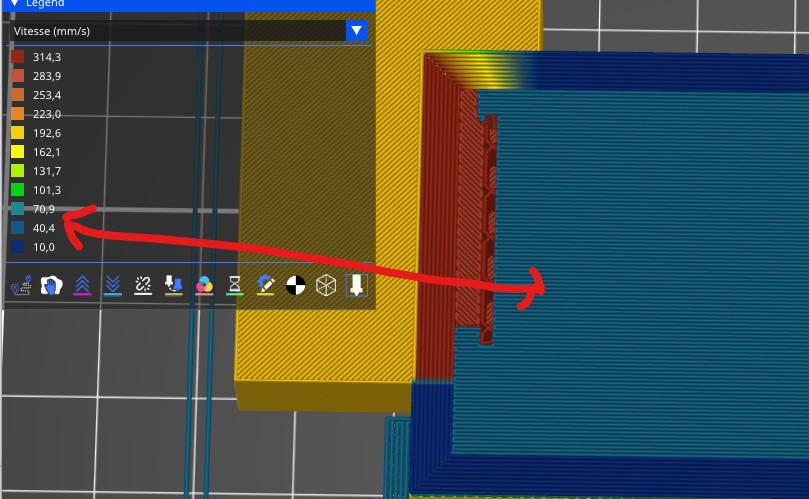
Oui, ventilo à 100% Non, pas vraiment vitesse réduite. Pour le réglage de la vitesse, je fais confiance à ce qu'elle se calcule à partir de la vitesse volumétrique maximale Donc ici : 16 ce qui d'après ce que j'ai compris n'est pas tant que cela. J'avais fait une impression test qui me permettait d'aller sensiblement plus loin. Pas essayé d'agir directement sur la vitesse. Tu fais comment ? Tu passes par la vitesse volumétrique maxi ? Pour le pont : c'est une couche, une seule, que le slicer place en première couche de la pièce au dessus du support. Ce sont des lignes jointives. C'est un peu (un peu seulement) un pont car dessous, on a un petit vide (le décalage en z dont on a déjà parlé et qui sert à ce que le support ne colle pas à la pièce) @Allain-D Toujours pour les ponts, on est à 40.4 mm/s et toi ?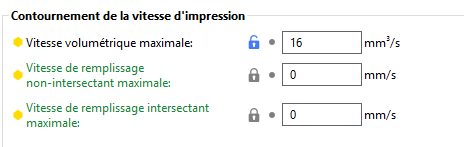
-
Supports trop durs à enlever
2cv001 en réponse au topic de indiana dans Paramétrer et contrôler son imprimante 3D
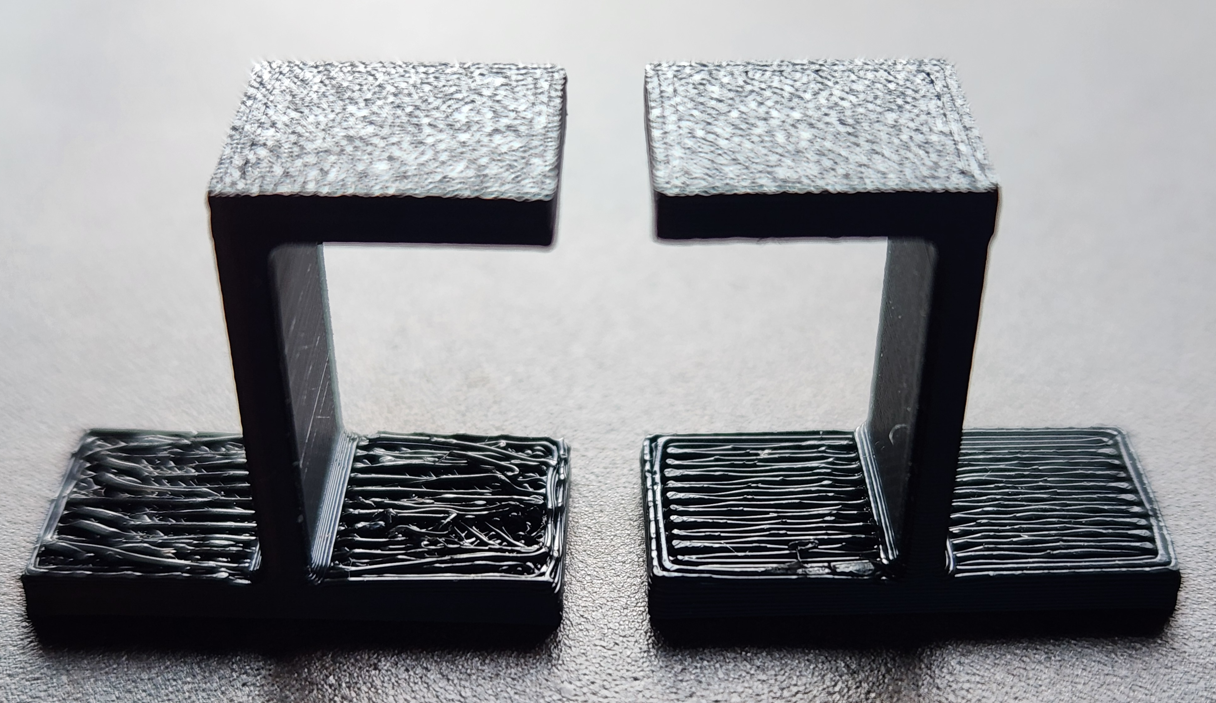
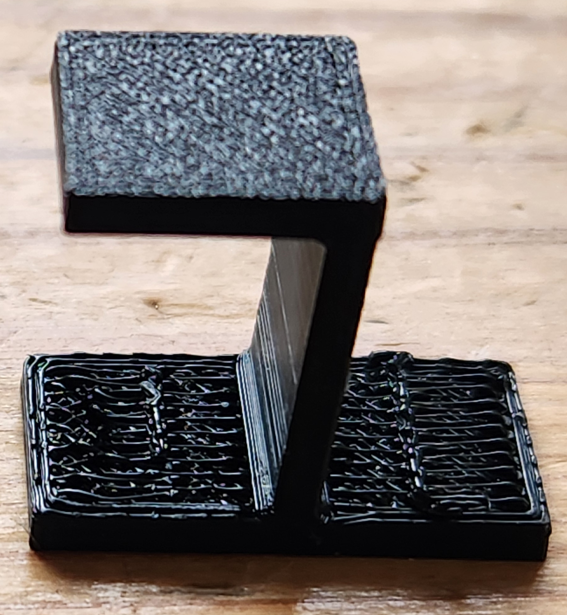
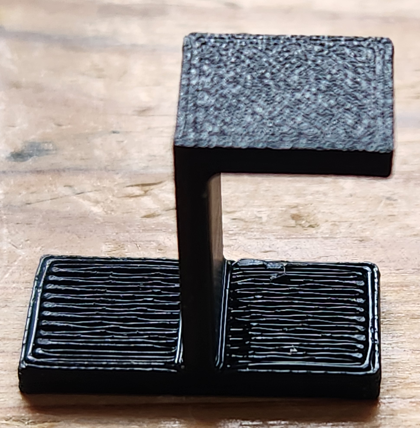
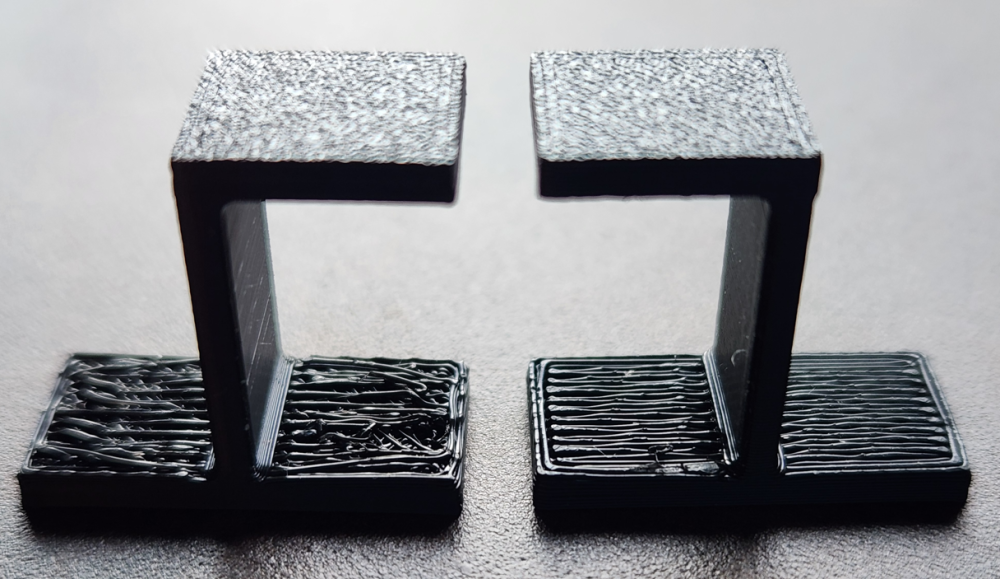
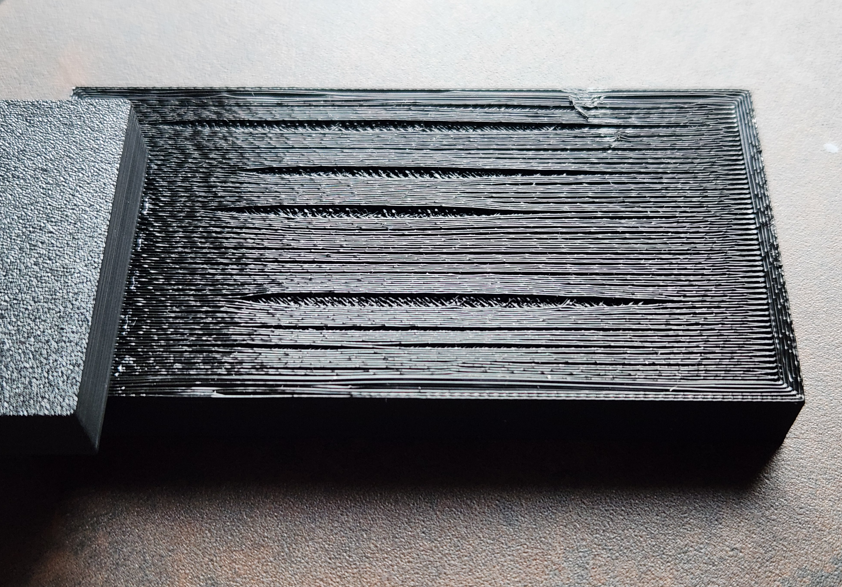
Bien, on va pouvoir comparer nos essais. En non arborescent, avec 0.2 on arrive à retirer le support mais en le cassant. en 0.1 non. J'ai testé en couche d'épaisseur 0.12 et 0.2, pas sur que ça joue, pas vraiment vu de différence. La sous face n'est pas parfaite. Pour bien des cas, ce ne sera pas acceptable. Photo donc en support normal, 3 couches d'interface supérieure et inférieure 0.2 en distance z du support sup et inf Une expérience en arborescent avec une longueur maxi de pont de 10 mm. distance z du contact sup et inf : 0.2 Sous face pas top. Pas acceptable. En arborescent, il ne fait pas de couche d'interface supérieure Du coup, j'ai testé avec 5 mm au lieu de 10 mm et ça me donne ceci : C'est mieux, mais pour moi toujours pas acceptable. A voir tes photos et donc tes branches, je pense que tu es plus près des 5mm que des 10mm Du coup, j'ai refais un essai avec (3 couches) et sans interface, et donc en normal (pas en arborescent). Toujours avec 0.2 en distances Z. A gauche, sans interface, à droite avec. Le avec interface est quand même nettement mieux. Un nouvel essai avec une pièce nettement plus grande (environ 10 cm). De mémoire écart en z de 0.17 Le problème est que les fil du pont (première couche au-dessus de l'interface) ne se tiennent pas bien entre eux et du coup, pas acceptable. comme pour les autres photos, ce que l'on voit est la sous-face. Ce qui est rageant, est que la couche supérieure du support est elle très belle.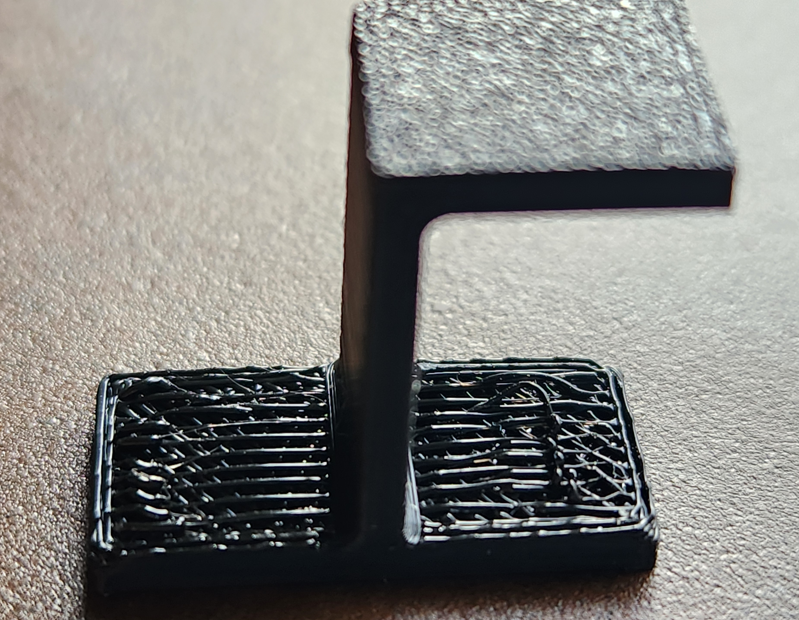
-
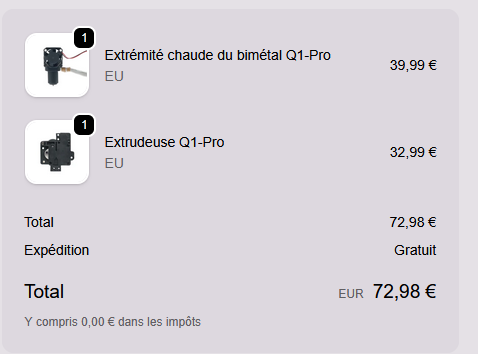
J'ai effectivement déjà acheté des pièces chez eux, mais en sélectionnant EU. Ca date de mars 2025. Je vois sur la facture qu'il n'y a pas de frais de transport (commande de 72.98€) Et je n'ai pas reçu de facture de douane. Je viens de vérifier, si on coche bien EU (mais tout n'est pas dispo en EU), c'est bien expédié depuis l'EU donc sans taxe, et à partir d'une certaine somme le transport est gratuit. Avant de mémoire 8€ Le site : visiblement pour l’Europe : https://eu.qidi3d.com/fr
-
Supports trop durs à enlever
2cv001 en réponse au topic de indiana dans Paramétrer et contrôler son imprimante 3D
Je viens de faire un essai avec 0.3 au lieu de 0.2, et ça devient plus facilement détachable (sans cassé le support; mais j'ai bien compris que casser en deux le support est normal, mais je pousse le bouchon). Par contre, du coup, et c'est normal, l’aspect est pas top en sous face: on voit nettement les fils du pont. Trop nettement. @Alain D. Étonnant que tu ne mettes pas d'interface. je vais testé, mais il me semble que j'avais déjà testé sur une autre pièce et je n'avais pas été satisfait. -
Perso, pas au même étage, je n'entends pas l'imprimante. Ce que j'ai oublié de dire, est que lorsque l"'impression est fini, je fais, en plus d'un message sur mon smartphone, sonner le téléphone filaire. Enfin seulement à des heures raisonnables
-
Supports trop durs à enlever
2cv001 en réponse au topic de indiana dans Paramétrer et contrôler son imprimante 3D
Je viens de tester l'exemple donné plus haut par @Alain D. pour @indiana et même avec les paramètres ci-dessous, très difficile de retiré le support du coté où il est coincé.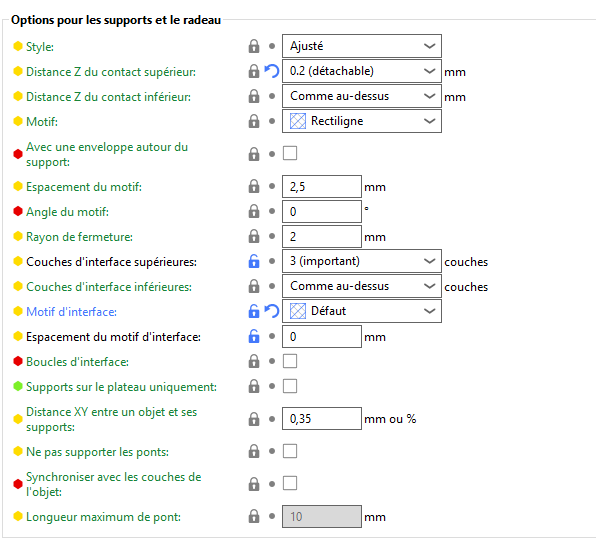
-
Tu ne fais pas un test de la température de la buse ? Perso, impression fini, je m'envoie un message qui me dit que l'impression est fini et si je veux éteindre l'imprimante (par défaut oui). Et du coup si oui, l’imprimante attend que la température de la buse fasse moins de 40°, vérifie qu'une nouvelle impression n'est pas en route, et coupe alors la prise. Et maintenant, suite à ton message, avant la coupure, un halt, une attente et une coupure de la prise.
-
Supports trop durs à enlever
2cv001 en réponse au topic de indiana dans Paramétrer et contrôler son imprimante 3D
Hâte de voir tes conclusions. Je me cherche encore un peu sur le sujet des supports. Et j'avoue que j'avais point de problème avec ma CR10 / Cura qu'avec maintenant ma Qidi Q1 pro / Qidislicer. -
Supports trop durs à enlever
2cv001 en réponse au topic de indiana dans Paramétrer et contrôler son imprimante 3D
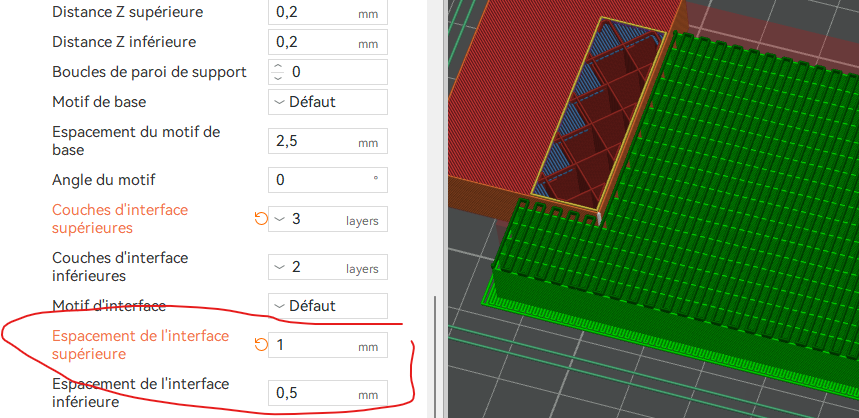
Oui oui, 1mm c'était juste pour bien montrer l'effet dans la copie écran. Moi, je mets 0 Attention, ce dont je parle là, ce n'est pas l'épaisseur d'une couche, c'est la distance entre les lignes d'interface. Bien voir justement les différences entre les deux copie écran.
-
C'est sûr que l'IA, il faut savoir ne pas le croire, mais des fois, il ne dit pas que des bétises. Bon là, ça m'étonnait. Intéressant, donc sensiblement plus élevé que ce que j'ai actuellement, je vais faire des essais. Moi, plutôt 15 mm3/s et 220°C monter la température permet forcément d'augmenter le débit max. Il va falloir que je refasse des essais.
-
Pas de tel addon dans jeedom, j'attaque l'imprimante via des requète ou du mqtt. Voir le tuto que j'avais fait :
-
Intéressant tout ça. Ha tiens, on peut éteindre les leds par une commande ? Tu fais quel type de commande ? Sinon, le HALT, par ssh ? Depuis jeedom, j'ai pu le faire par un ssh (plugin jeedom) mais pas réussi à le faire par php
-
Supports trop durs à enlever
2cv001 en réponse au topic de indiana dans Paramétrer et contrôler son imprimante 3D
Ici Et pour comparer : Ca permet d'avoir des sous-faces de meilleure qualité.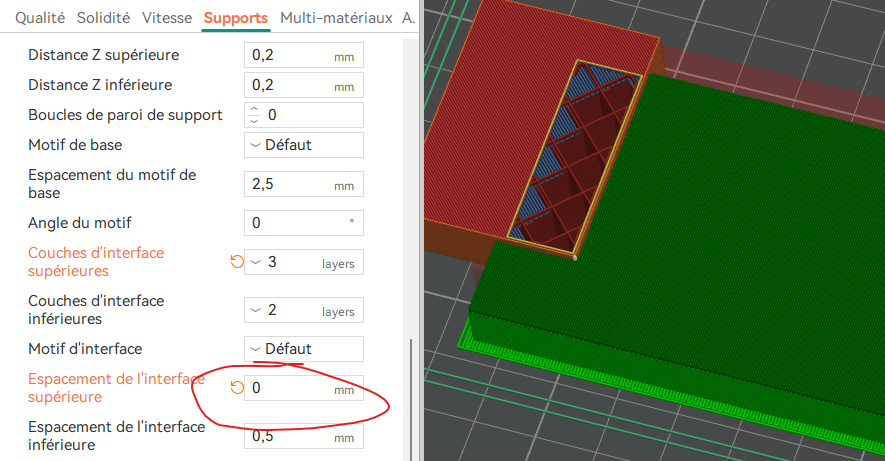
-
Supports trop durs à enlever
2cv001 en réponse au topic de indiana dans Paramétrer et contrôler son imprimante 3D
Pardon, pas l'espacement du motif, mais l'espacement du modif d'interface.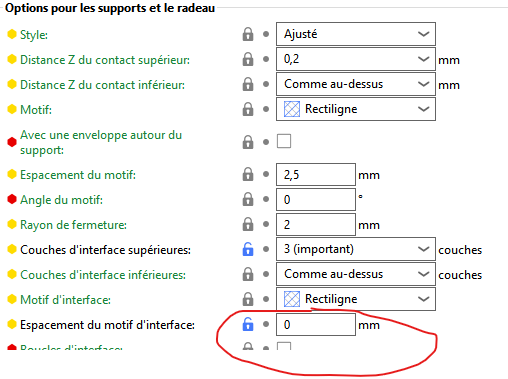
-
Faire un sudo halt avant de couper le courant ne peut pas faire de mal. A condition de laisser suffisamment de temps entre les deux. Je pense que je vais ajouter ce "halt"
-
Logiciels de tranchage
2cv001 en réponse au topic de safran dans Paramétrer et contrôler son imprimante 3D
Bonjour, Pour une Q1 pro, orcaslicer est mieux que qidislicer ? -
Supports trop durs à enlever
2cv001 en réponse au topic de indiana dans Paramétrer et contrôler son imprimante 3D
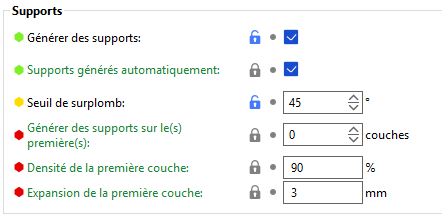
Effectivement, comme tu l'as fait, augmenter l'espace z. Perso, 0.2 mini, mais ça doit dépendre de plein de facteurs, donc essais à faire. Je joue aussi, pour la qualité et la facilité de retrait sur l'espacement du motif de base : je le mets à 0 En fait, je suis comme toi à trouver que c'est parfois difficile de retirer les supports. Pas assez de recul sur le sujet, mais j'ai l'impression qu'au moins dans certains cas, mettre 3 au lieu de 2 couches d'interface facilite l'arrachage car on a un truc plus solide sur lequel tirer, mais ça reste à vérifier.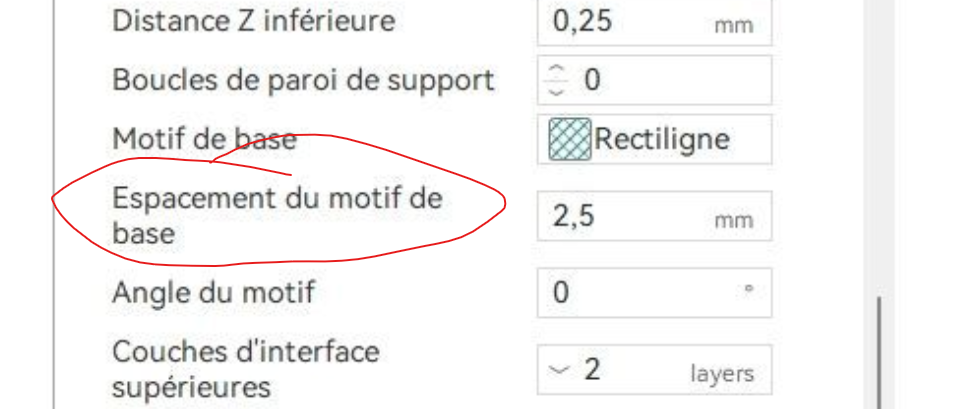
-
Bonjour, Par curiosité, j'ai interrogé CHAT GPT sur les réglages adaptés à la Q1PRO pour du PLA grossiste 3D. En insistant sur le coté "soudure" des couches entre alles. <mon étonnement : il préconise, pour cette imprimante, une ventilation de 40% en stipulant que c'est spécifique aux imprimantes QIDI car leur blower est très puissant. Qu'en pensez-vous ? Délire de l'IA qui va cherché ses sources n'importe où ou réalité que j’ignorai ? Par curiosité, sa réponse entière : Réglages recommandés (basés sur retours utilisateurs + Qidi Q1 Pro) Voici les valeurs qui fonctionnent le mieux en pratique pour du PLA Grossiste3D sur une Qidi Q1 Pro : Température 220 °C (idéal pour la cohésion inter‑couches) 215 °C si tu veux un peu plus de détail 225 °C si tu montes en vitesse volumétrique Ventilation 30–50 % sur Qidi (leur blower est très puissant) 100 % = trop froid → délamination Vitesse volumétrique 12–14 mm³/s OK à 220 °C 8–10 mm³/s si tu restes à 205–210 °C Hauteur de couche 0.16 mm → parfait Si tu veux un lien utile malgré tout Les guides généraux PLA restent pertinents pour comprendre les principes : Guide complet PLA (Tricky Circuit) Réglages optimaux par type de filament Guide PLA Francofil Ils ne parlent pas de Grossiste3D, mais les principes sont valables. Au passage, vous avez quoi comme vitesse volumétrique pour du PLA ?
-
Bonjour, J'arrive un peu tard mais je donne mon témoignage : Comme ci-dessus : je n'ai jamais utilisé la clef USB. Elle est branchée directement sur le réseau. Aucun problème avec l'antivirus (celui de windows. J'étais aussi assez étonné du fait qu l'on l'éteigne sauvagement, car à l'intérieur c'est un linux. J'ai l'habitude des raspberry pi. Pour ces derniers, il faut les éteindre proprement. Cela dit, ça fait un an que je l'ai, je l’éteins donc sauvagement et jamais de problème. Jamais entendu parlé non plus sur le forum de quelqu'un qui a eu un problème. Tu peux toujours te faire un script qui ferait un "sudo halt". Perso je l'allume et l'éteint via une prise commandé (domotique). L'imprimante s'éteint automatiquement lorsque la température de la buse est suffisamment redescendu après une impression, je pourrais faire un "halt" avant, mais bon, jamais eu de problème. Sinon, très content de ma Q1pro.
-
freecad Intégrer les paramètres d'impression dans un fichier FreeCAD
2cv001 en réponse au topic de 2cv001 dans Dessiner / modéliser en 3D
Pour les curieux, ou ceux qui pratiquent FreeCAD et qui cherchait un flux un peu plus cool et rapide entre FreeCAD et le slicer, vous aureay plus de détails en allant voir ici : https://github.com/2cv001/3D_printer_3mf_workflow Malheureusement pour l"instant en anglais. -
freecad Intégrer les paramètres d'impression dans un fichier FreeCAD
2cv001 en réponse au topic de 2cv001 dans Dessiner / modéliser en 3D
Tiens, ce serait intéressant de lister les solutions pour arriver à une super précision et donner les précisions que l'on arrive à atteindre. En tous cas, je suis intéressé par le sujet. Dans un autre sujet ? (ou dans celui là...) -
freecad Intégrer les paramètres d'impression dans un fichier FreeCAD
2cv001 en réponse au topic de 2cv001 dans Dessiner / modéliser en 3D
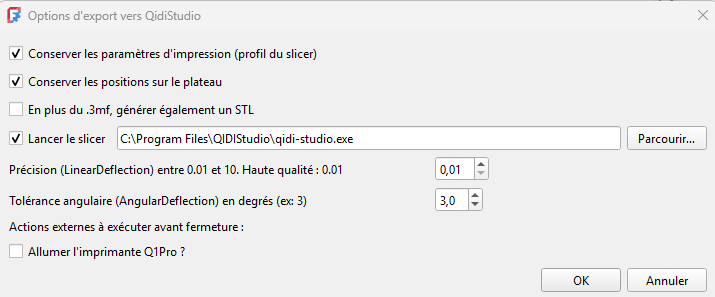
Tu penses à quelles ajustements ? QidiStudio, a comme base Orca Slicer,et si j'ai bien compris, les paramètres de l’impression sont les mêmes (ou presque ?) Bambu studio est aussi de la même famille. La macro doit être compatible ou facilement rendu compatible car ce n'est pas elle qui gère les paramètre d'impression. Elle se contente de reprendre, recopier toute la partie paramètre de l'imprimante du fichier 3mf généré par le slicer, sans analyse, interprétation ou autre. C'est bien dans le slicer que l'on gère les paramètre d'impression. Je fais effectivement un grand nombre d’ajustements dans le slicer pour d'une part, avoir la solidité requise, ou au contraire sa légèreté, mais aussi pour avoir une très bonne précision. Certains outils ont besoins du 1/10 (+- 0.05 mm ) et du coup, je change de nombreux paramètres que je dois rentrer à chaque fois que je réimprime l'objet. Avec la macro, pas besoin de les entrer de nouveau. Ils arrivent avec le fichier 3mf. -
freecad Intégrer les paramètres d'impression dans un fichier FreeCAD
2cv001 en réponse au topic de 2cv001 dans Dessiner / modéliser en 3D
En fait, j'ai tout un tas de fichier FreeCAD de pièces ou outils. https://www.thingiverse.com/2cv001/designs Il m'arrive régulièrement de devoir en réimprimer avec souvent quelque modifs (j'améliore au fur et à mesure des besoins). Pour déterminer les valeurs qui vont bien, par exemple pour la solidité (certains s'utilisent en tapant ...), je fais pas mal d'essais. Je notes les principales valeurs des résultats (épaisseur des parois...) et du coup, je dois les entrer de nouveau. Avec le 3mf, ces paramètres d’impression sont dans le même fichier que la géométrie. Rien à noter, pas de risque d'oublier de noter un des paramètre, c'est la certitude d'avoir les bons paramètres, pas besoin de vérifier. C'est le but des fichier 3mf, sauf que pour l'instant Freecad fait le boulot à moitié vu qu'il n'est pas capable de garder les paramètres d’impression d'un 3mf en ne changeant que la partie géométrie. C'est ce que fait la macro.