Damss24
-
Compteur de contenus
77 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Damss24
-
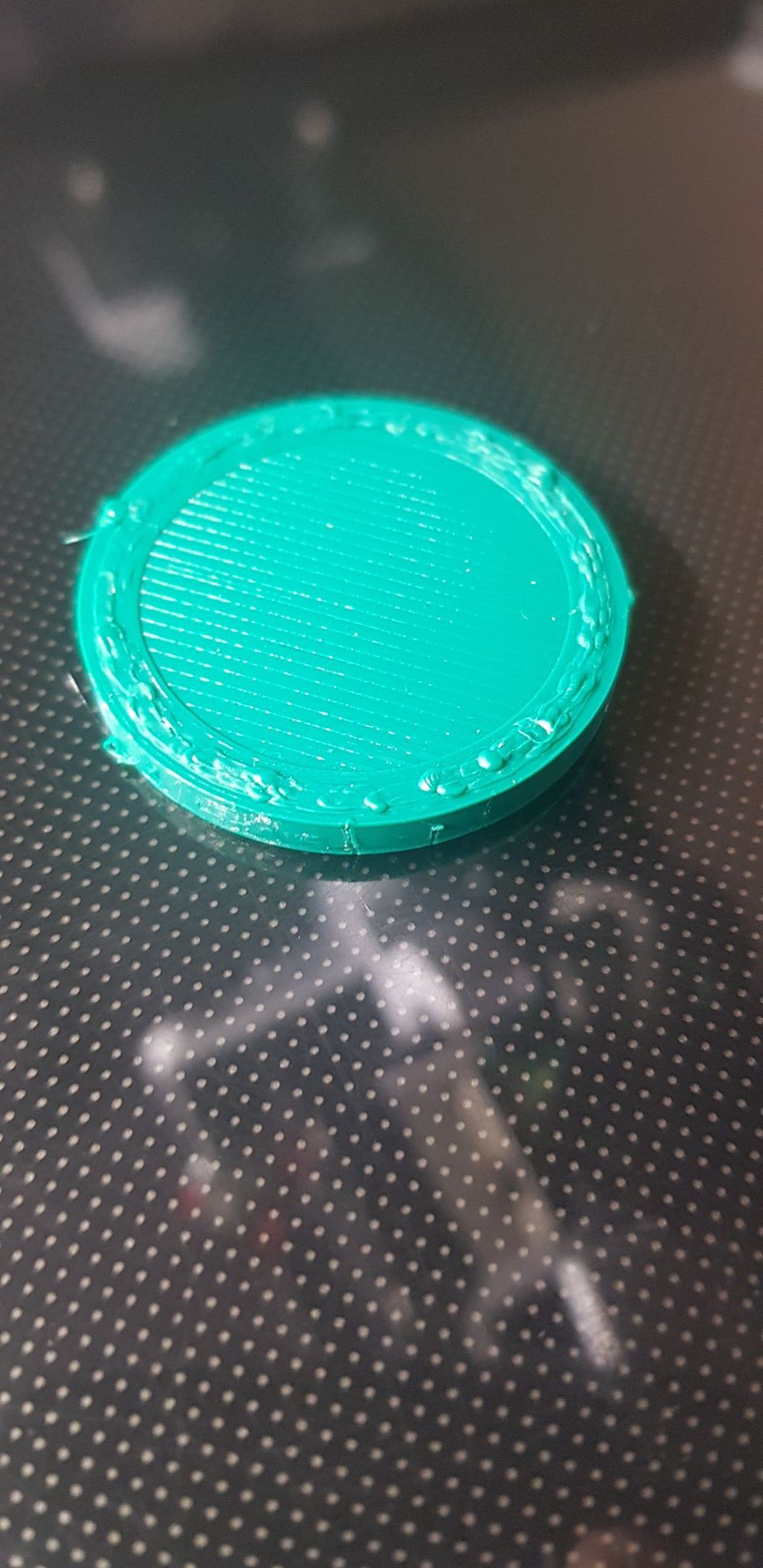
En cherchant la solution pour un autre défaut : Il s'avère que c'était le remplissage interne en Grid qui me posait problème. Je l'ai passé en Rectiligne et le cylindre à une surface beaucoup plus homogène et lisse. Il ne me reste plus que les coutures à essayer d'atténuer un peu si possible. PS : @fran6p C'est dommage que l'on ne puisse pas passer le sujet en résolu si il est trop ancien. Si tu as la possibilité de le faire, je t'en remercie...
-
Remplissage accroche buse
Damss24 en réponse au topic de Damss24 dans Entraide : Questions/Réponses sur l'impression 3D
C'était le remplissage interne en Grid qui me posait problème. Je l'ai passé en Rectiligne et comme il imprime un motif beaucoup plus simple et continue, le souci a disparu. -
Décollement pièces
Damss24 en réponse au topic de Rapetotor dans Entraide : Questions/Réponses sur l'impression 3D
J'avais ce souci et effectivement si la température du plateau est trop haute, ça peut contribuer au décollement. 60°C est une bonne température de plateau pour moi. En effet, il faut rester proche de la température de viscosité (là où le pla commence à se ramollir) qui avoisine les 50°C pour la plupart des pla. Ensuite plus aucun problème depuis l'utilisation d'un plateau en verre, dégraissage puis laque de marque repère d'intermarché. -
Remplissage accroche buse
Damss24 en réponse au topic de Damss24 dans Entraide : Questions/Réponses sur l'impression 3D
J'ai essayé de baisser le contour à 2 et dans un deuxième test de mettre le remplissage extérieur en concentrique mais bien que le problème soit amoindri, il est toujours présent. Il reste quand même du remplissage. Quand au chevauchement de remplissage, il est à 30%. Je n'arrive pas à trouver comment ne pas avoir de remplissage mais juste des lignes de coque. J'ai essayé de monter le nombre de coques de contour mais il garde un remplissage. -
Remplissage accroche buse
Damss24 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
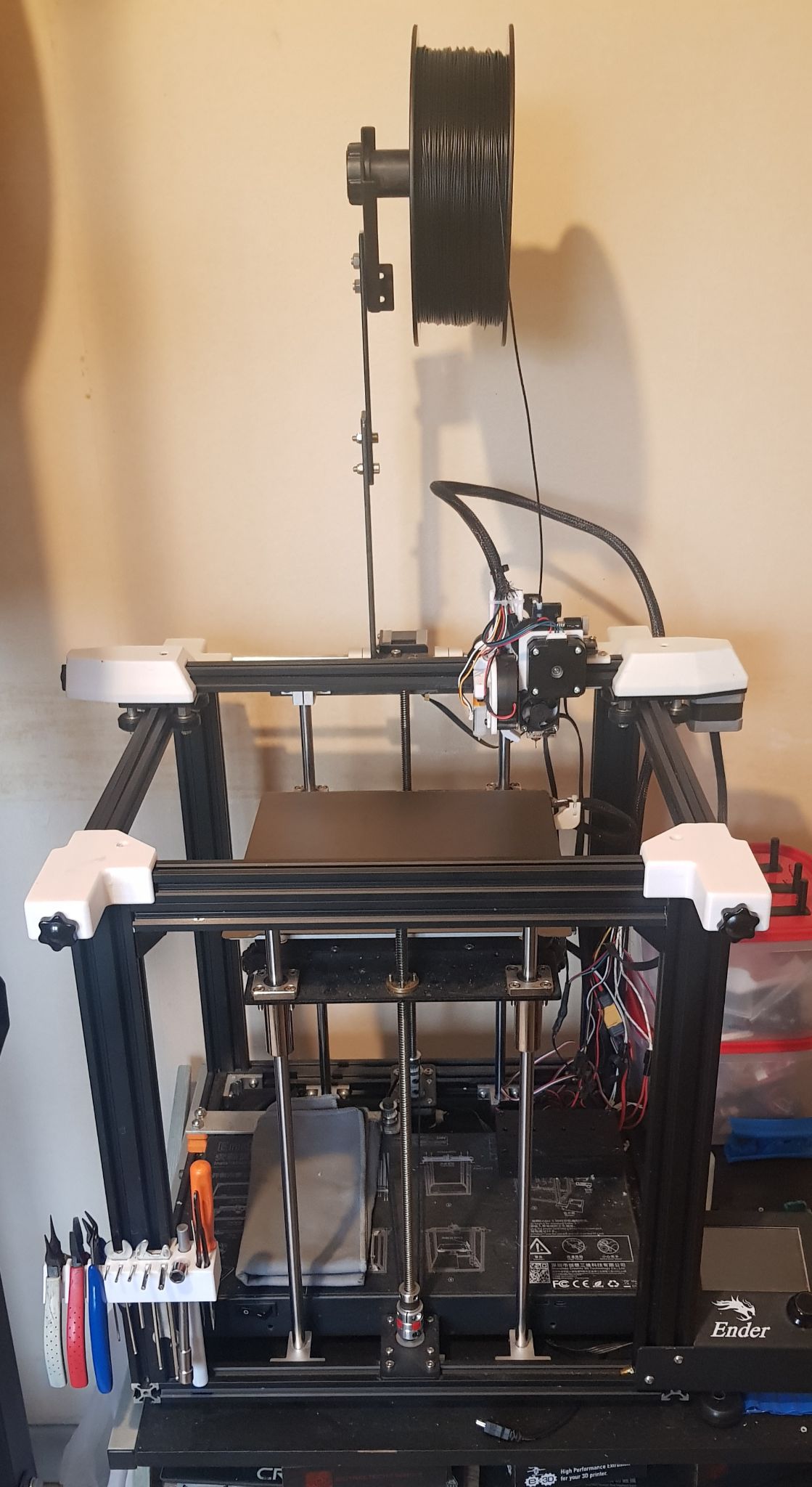
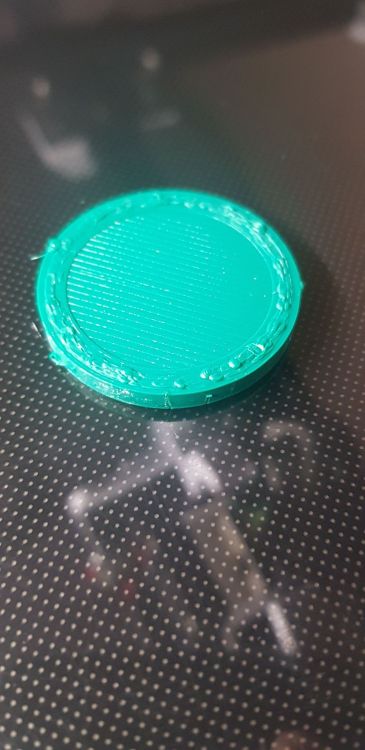
Bonjour à tous, Je suis équipé d'une Ender 5 en double Z sur laquelle j'ai monté une SKR mini E3 avec un ecran TFT35, un extrudeur Titan original et une hotend E3D V6 originale montés en direct Drive. Je viens demander l'aide de la communauté pour un souci de remplissage. En effet lorsque j'imprime la pièce avec simplify3d ci-jointe, le peu de remplissage déborde en hauteur, ce qui fait que lorsque l'imprimante imprime la couche suivante, la buse accroche. Je joins une photo de la pièce imprimée. On dirait qu'il y a trop peu de remplissage, ce qui fait que l'imprimante dépose trop de matière. Y a t-il un moyen de corriger ça hormis éviter le remplissage en ajoutant plus de coques extérieures ? Je précise que mon débit de l'extrudeuse et les steps/mm sont bien calibrés. Merci.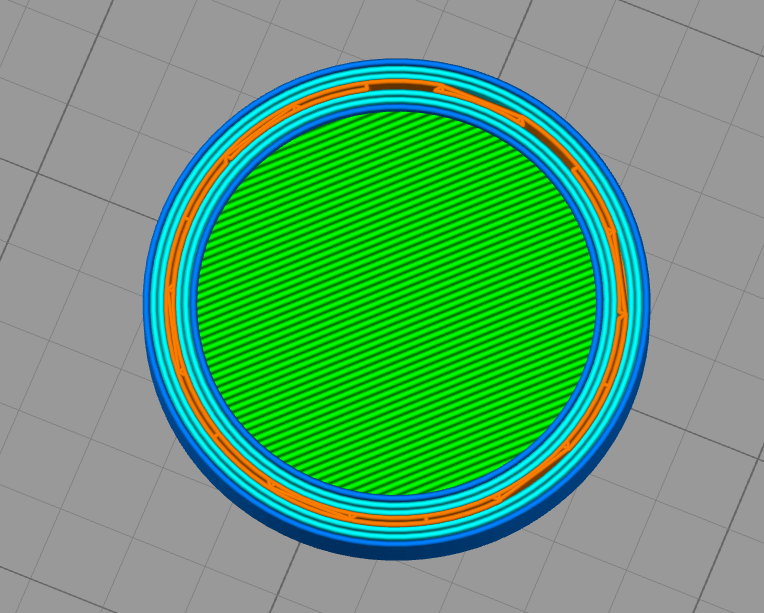
-
Choix de filament étanche et résistant aux frottements
Damss24 en réponse au topic de Damss24 dans Discussions sur les imprimantes 3D
@divers Je vais regarder plus attentivement ces blogs ,ça me semble intéressant. @fred5976 C'est pour contenir un liquide avec une viscosité semblable à de l'eau. En effet, ils vendent ça comme quelque chose de résistant aux frictions. a essayer... -
Presque 1 an plus tard, en voulant passer mon combo Titan + E3d v6 en direct drive, je suis par hasard tombé sur la solution sur le site d'e3d. https://e3d-online.zendesk.com/hc/en-us/articles/360018056057-Titan-Troubleshooting-Guide- En effet ma roue crantée était très légèrement désaxée à cause des 4 trous de fixation moteur sur ma plaque de support qui étaient mal alignés. Après avoir corrigé cela, plus aucun bruit Merci aux modos de marque cette réponse comme solution. @fran6p
-
@Christophe_c Je jetterai un œil à cette vidéo par curiosité mais j'avais justement des soucis avec la sauvegarde de l'impression via l'écran TFT35 qui me générait des blobs sur les parties arrondis d'un stl lourd. J'avais remarqué que l'imprimante marquait des pauses à l'endroit des blobs du sans doute à une saturation du buffer. Depuis j'ai désactivé le power saving dans le marlin et au niveau de l'écran. @fred5976 Effectivement je n'ai pas pensé à réactiver ces options dont je ne me sers plus depuis mon passage en direct drive. Je pensais plus à un problème de surextrusion et n'ai pas pensé que ça pouvait être comparable à des blobs. Pour les coutures, je sais que je ne les éliminerai jamais donc c'est plus ces épaisseurs sur le cylindre qui me gène. Je sais pas si je me montre mais j'ai aussi l'impression que le filament blanc de Esun est plus difficile à imprimer que les autres couleurs de la même marque.
-
Bonjour à tous, Je suis équipé d'une Ender 5 en double Z sur laquelle j'ai monté une SKR mini E3 avec un ecran TFT35, un extrudeur Titan original et une hotend E3D V6 originale montés en direct Drive. Après avoir corrigé un souci de points dur sur mes axes Z, j'ai encore un souci sur l'impression d'un cylindre. En effet, lors de le reprise arés une couture, mon PLA (Sunlu) à légèrement du relief juste aprés la couture et qui s'atténue une fois le tour complet fini. Je penche plus pour un problème d'extrusion mais celle-ci est bien calibrée en steps/mm et en coef d'extrusion pour ce filament. Je tranche avec Simplify3d. Y a t-il un moyen d'atténuer cela ou est-ce du à la qualité du filament ? Merci. Ender5 PLA+ Esun 0.4.rar

-
Vagues sur parois cylindre
Damss24 en réponse au topic de Damss24 dans Entraide : Questions/Réponses sur l'impression 3D
Il s'agissait bien d'un problème sur mes axes Z. Après avoir tout démonté et remonté en desserrant un peu les douilles à roulements linéaires pour leur permettre d'avoir un peu de jeu, j'ai pu faire en sorte qu'elles puissent glisser correctement et sans accroche le long des guides.
-
Choix de filament étanche et résistant aux frottements
Damss24 a posté un sujet dans Discussions sur les imprimantes 3D
Bonjour à tous, Dans le cadre d'un projet je recherche le meilleur type de filament pour 2 propriétés : L'un doit être étanche pour fabriquer des réservoirs et l'autre résistant aux frottements pour fabriquer une vis sans fin avec une pièce qui coulissera de haut en bas à l'aide d'un moteur. Cela pourra être bien sûr deux filaments différents. Quels seraient les meilleurs choix ? Merci d'avance pour vos réponses. -
Vagues sur parois cylindre
Damss24 en réponse au topic de Damss24 dans Entraide : Questions/Réponses sur l'impression 3D
Oui effectivement, celui de lundi a été imprimé seul au milieu du plateau. Il faudrait que je le réimprime sans ce deuxième axe Z pour voir si il ressort pareil. Non c'est bien une Ender 5 mais que j'ai pal mal upgradé. -
Vagues sur parois cylindre
Damss24 en réponse au topic de Damss24 dans Entraide : Questions/Réponses sur l'impression 3D
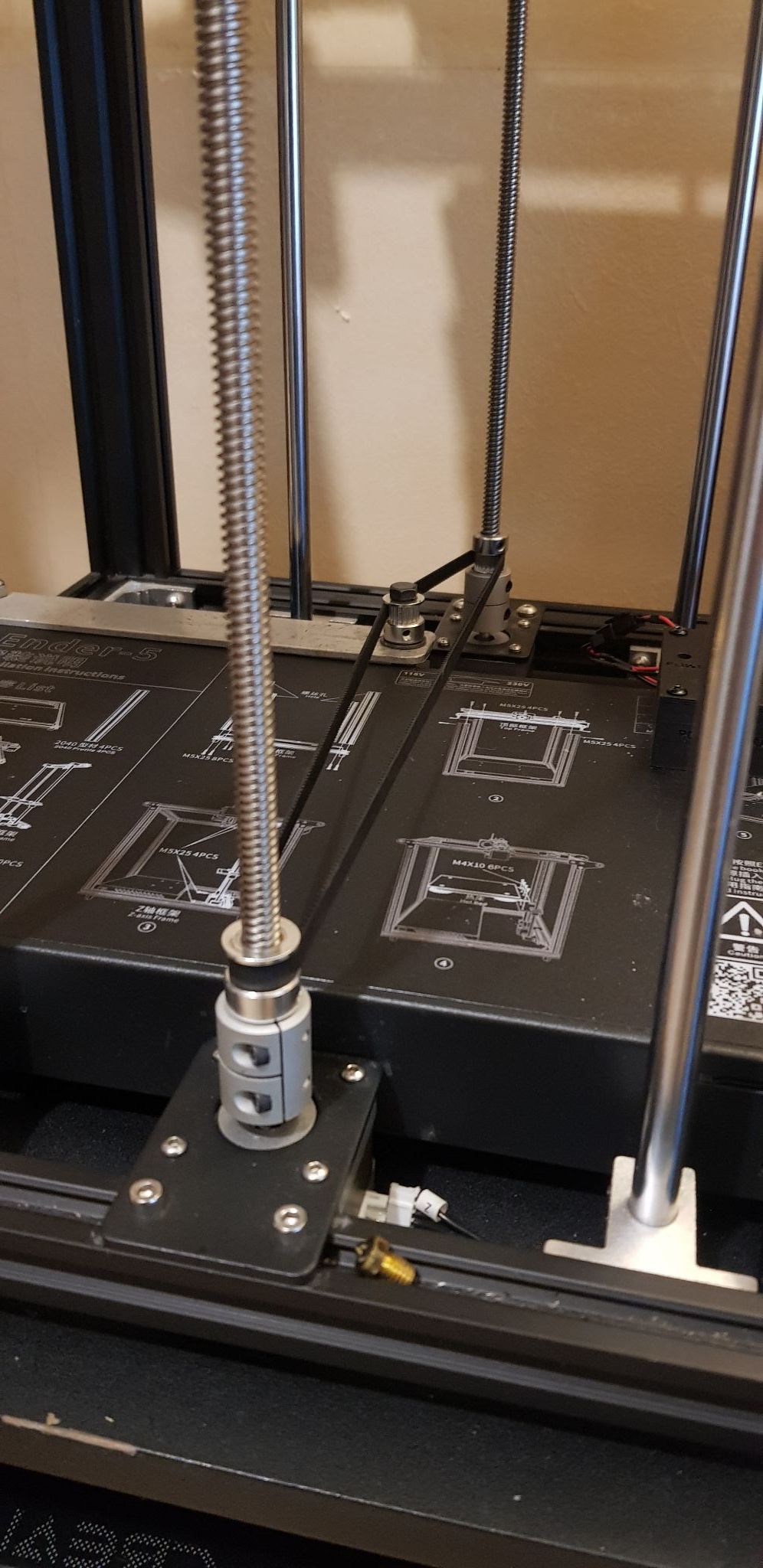
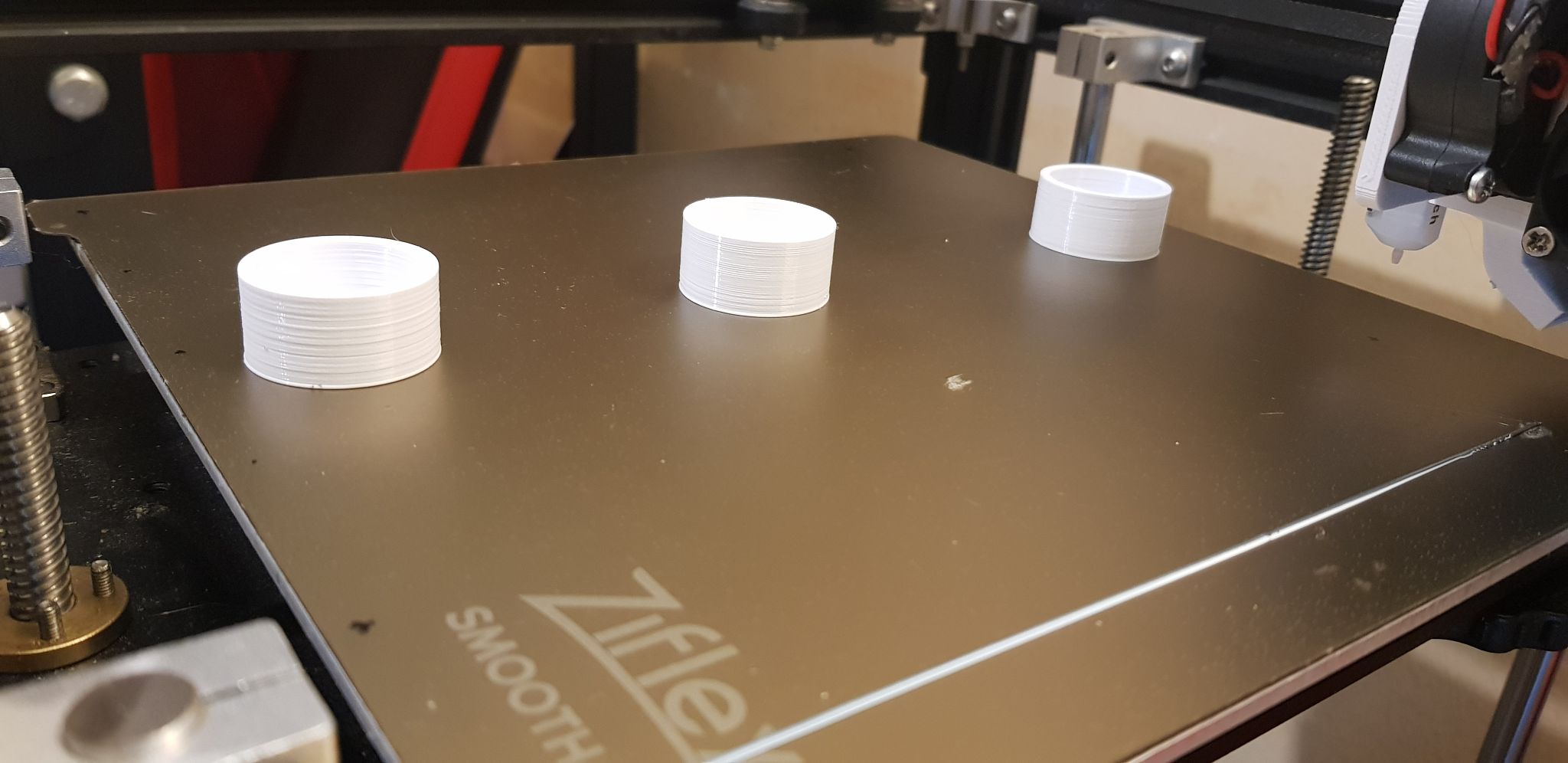
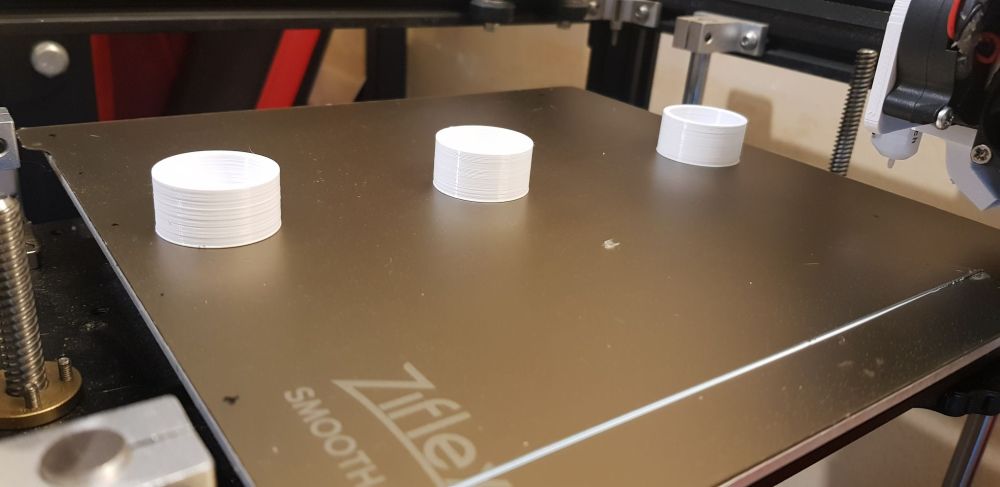
J'ai carrément enlevé tout l'ensemble du deuxième axe z et je retrouve des impressions pas parfaites mais meilleures sur les 3 cylindres. Maintenant il faut que j'arrive à comprendre pourquoi ce deuxième axe Z me pose problème en sachant que ce n'est pas à cause du deuxième moteur vu que je l'avais débranché et entrainé mon axe par une courroie. -
Vagues sur parois cylindre
Damss24 en réponse au topic de Damss24 dans Entraide : Questions/Réponses sur l'impression 3D
Alors effectivement après plusieurs tests, je penche aussi pour un problème mécanique. Je m'explique : j'ai imprimé 3 début de cylindre (hauteur 15mm) avec un proche de la vis trapézoïdale d'origine, un au milieu du plateau et l'autre proche de la vis trapézoïdale ajoutée. Celui du proche de la vis d'origine n'est pas impeccable mais c'est le meilleur. Puis plus on s'éloigne de cette vis d'origine, plus ça se dégrade. J'ai essayé de prendre une photo mais c'est difficile à voir. J'ai donc essayé de remettre ma courroie et réimprimer un test, puis de débrancher le second moteur pour que le premier moteur entraine les deux vis et refaire un test mais pas d'amélioration dans les deux cas. Pour répondre à ta question, les deux coupleurs sont rigides et les tiges filetées sont au pas de 2mm avec une avance de 4mm (évolution Creality)..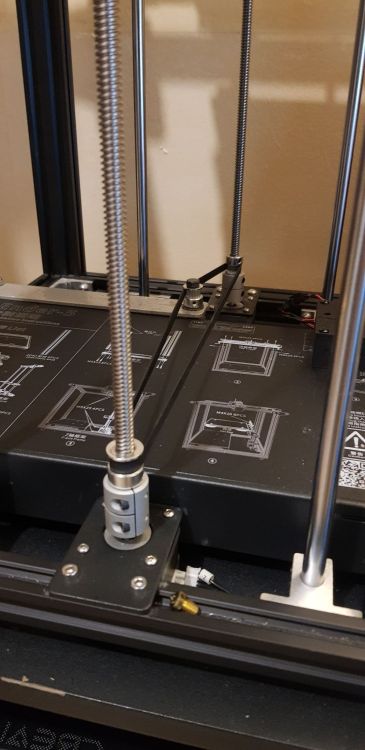
-
Vagues sur parois cylindre
Damss24 en réponse au topic de Damss24 dans Entraide : Questions/Réponses sur l'impression 3D
Salut, Le voici... Cylindre diamètre_20mm creux.stl Cylindre diamètre_20mm creux.gcode -
Vagues sur parois cylindre
Damss24 en réponse au topic de Damss24 dans Entraide : Questions/Réponses sur l'impression 3D
Pour le coef d'extrusion, je l'ai calibré en mesurant la paroi d'un cube donc elle est bonne. Après j'avais lu que c'est une valeur courante pour du PLA. Si c'était un problème d'extrusion, je pense que le benchy aurait lui aussi des défauts. Je vais essayer de me pencher sur l'axe Z ou plutôt les deux car j'avais ajouté un deuxième axe Z à l'époque. Sauf que je me servais d'une courroie pour synchroniser les deux alors que récemment j'ai rajouté un deuxième moteur. Exactement le même que le premier mais il subsiste peut-être une petite désynchronisation ? Je vais remettre mon deuxième axe z avec une courroie le temps de faire le test et je dirai ce qu'il en est. Merci d'essayer de m'aider en tout cas -
Vagues sur parois cylindre
Damss24 en réponse au topic de Damss24 dans Entraide : Questions/Réponses sur l'impression 3D
Oui bien sûr. Le voici... J'ai essayé avec une bobine noire Esun et le résultat et le même. J'ai du le compresser en zip car l'extension .fff n'est pas permise en pièce jointe. Ender5 PLA+ Esun 0.4.zip -
Vagues sur parois cylindre
Damss24 en réponse au topic de Damss24 dans Entraide : Questions/Réponses sur l'impression 3D
Salut, 30% de remplissage en triangle et 30% de chevauchement sur la coque -
Vagues sur parois cylindre
Damss24 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, Je demande une aide pour un problème que je n'arrive pas à résoudre... Je suis équipé d'une Ender 5 sur laquelle j'ai monté une SKR mini E3 avec un ecran TFT35, un extrudeur Titan original et une hotend E3D V6 originale montés en direct Drive. Lorsque j'imprime un cylindre de diamètre moyen (20mm ici) la paroi n'est pas lisse mais forme des vaguelettes. J'ai pris une photo mais c'est difficile à voir. J'ai touché pas mal de paramètres de mon slicer (simplify3d) mais rien ne change ! A côté de ça mes benchy sont pas mals. Petite précision : toutes mes pièces sont imprimées en 0,4mm Une idée ou une piste à creuser ? Merci de votre aide...

-
Remplissage ne jointe pas la coque
Damss24 en réponse au topic de Damss24 dans Entraide : Questions/Réponses sur l'impression 3D
J'ai trouvé mon problème ! Je n'avais pas changer mon facteur K du linear advance qui est passé de 0,4 (bowden) à 0.07 (direct drive) ! Jointures normales maintenant -
Remplissage ne jointe pas la coque
Damss24 en réponse au topic de Damss24 dans Entraide : Questions/Réponses sur l'impression 3D
Oui j'ai oublié de préciser que pour les tests, j'ai supprimé la rétractation mais rien ne change, pas même une petite amélioration. J'ai aussi refait un calibrage de l'extrudeur. J'ai aussi refait le test avec une bobine de PLA tout juste déballée. -
Remplissage ne jointe pas la coque
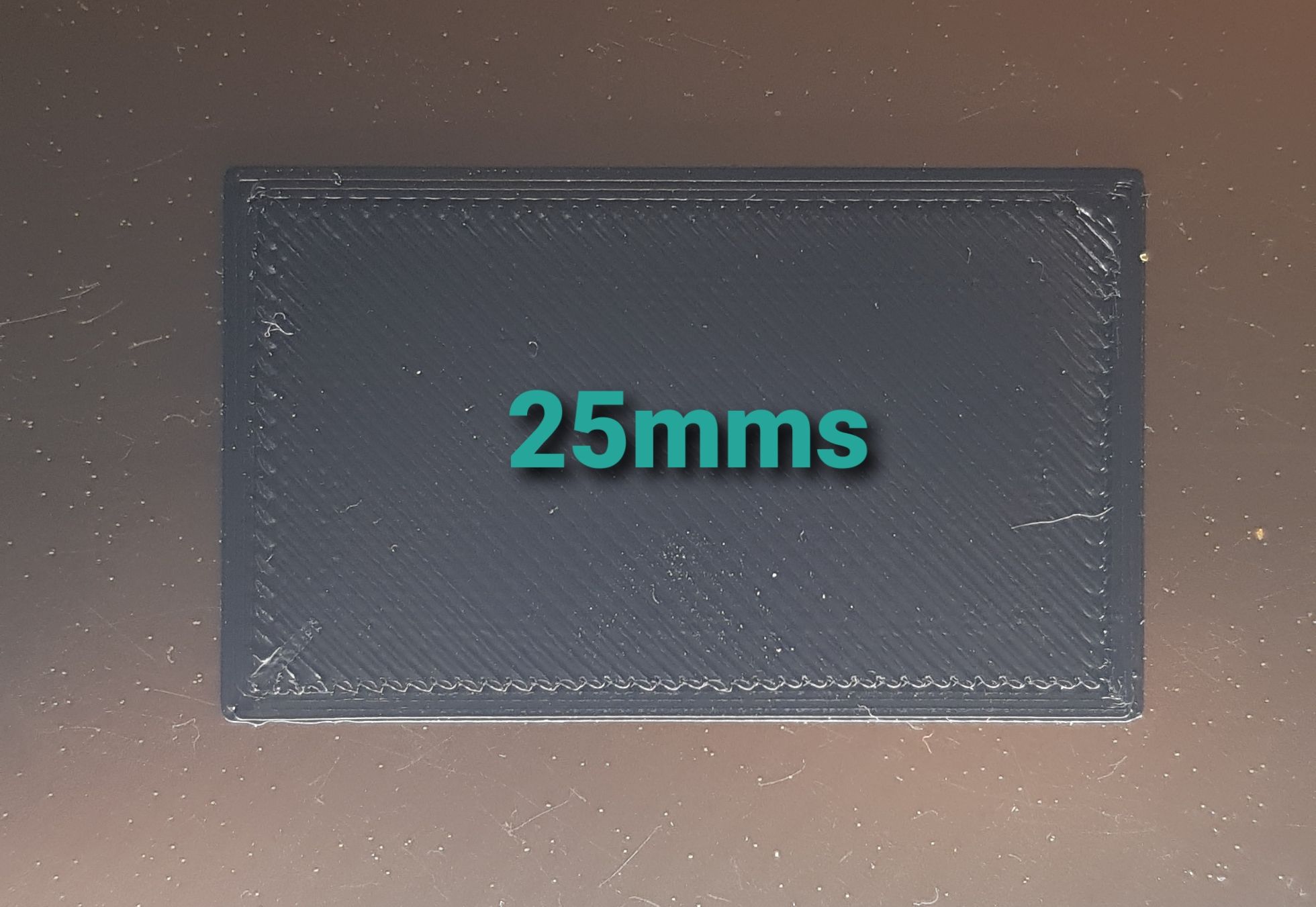
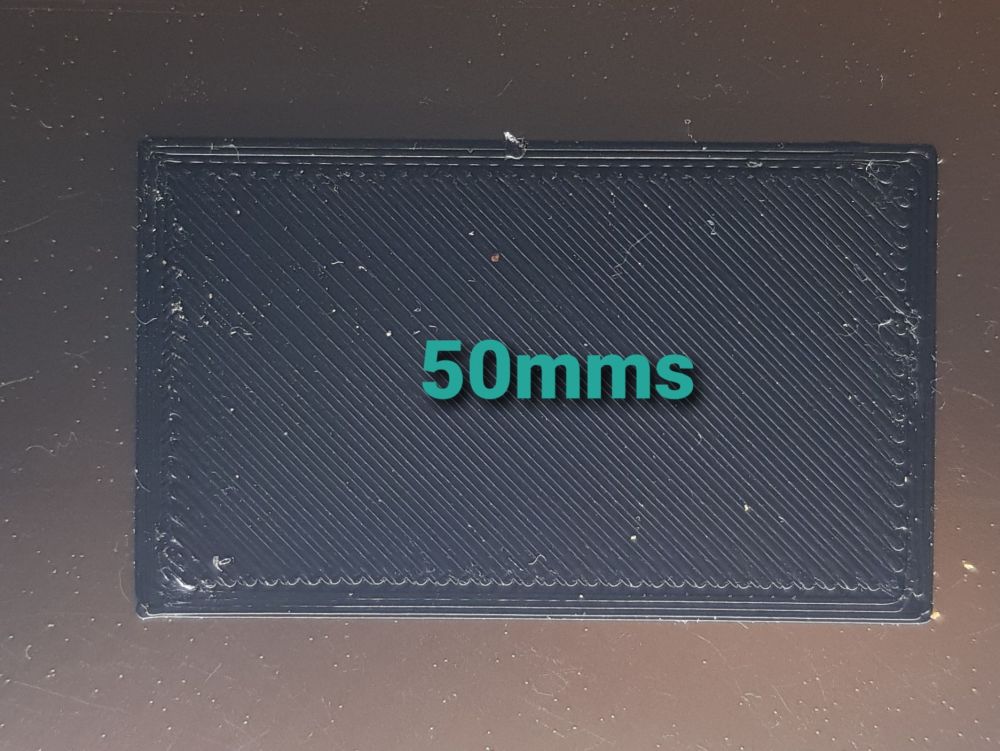
Damss24 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, Je demande une aide pour un problème que je n'arrive pas à résoudre... Je suis équipé d'une Ender 5 sur laquelle j'ai monté une SKR mini E3 avec un ecran TFT35, un extrudeur Titan original et une hotend E3D V6 originale. Depuis que je l'ai passé en direct drive, je me retrouve avec le remplissage qui ne jointe pas les bords comme on peut le voir sur les photos. J'utilise Simplify3d et si j'imprime à 25mms, je n'ai pas le problème ou moins. J'ai joué sur le pourcentage de débordement du remplissage sur la coque qui améliore le problème si j'ai 75-99% mais c'est du bricolage qui ne règle pas le problème à l'origine. Je précise que j'ai repassé ma config en bowden et avec un taux de débordement de 30% et une vitesse de 50mms pour tester et le problème disparait. Donc c'est bien lié au direct drive. On remarque aussi sur le cube xyz que les angles ne sont pas bien extrudés non plus. Chose que je ne retrouve également pas en bowden ou à 25mms. J'en conclus qu'il y a une sous-extrusion aux changements de direction. Ensemble Extrudeur-HotEnd trop lourd ? Trop d'accélération ? Voilà... Merci pour vos retours si vous avez une idée d'une piste à suivre.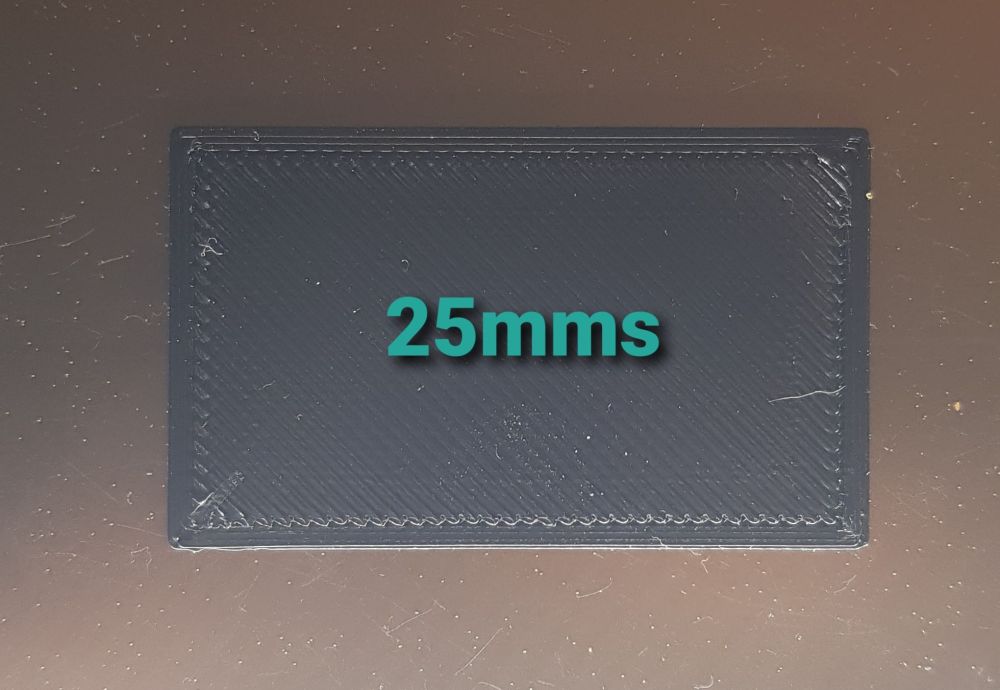

-
5mm à 25mm/s et -0,2mm en redémarrage. Pour du bowden bien entendu. Oui si je diminue, ça diminuera le bruit mais c'est le meilleur réglage que j'ai trouvé en qualité. Sinon j'ai installé un moteur plus petit vu que la démultiplication de l'extrudeur le permet et ça m'a fortement diminué le bruit même si ça reste audible.
-
J'ai essayé mais ça fait encore plus de bruit. Merci quand même pour l'info.
-
Blobs parties arrondi avec micro-pauses imprimante
Damss24 en réponse au topic de Damss24 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, En voulant upgrader mon écran TFT35, j'en ai profité pour désactiver la reprise) après coupure de courant au niveau du firmware de l'écran (je ne savais pas qu'elle existait et pensais que c'était celle du firmware de la carte mère qui fonctionnait). Pour rappel, l'impression fonctionnait bien par carte SD directement branchée sur la carte mère et pas depuis une clé usb branchée sur l'écran. Donc il s'agissait d'un problème de connexion écran-carte mère qui saturait. D'où les micro-pauses qui générait des blobs. J'avais conservé le gcode avec lequel j'avais eu ce souci et après réimpression de celui-ci je n'ai plus eu le problème. Donc je pense que c'est bien cette sauvegarde qui faisait que l'écran devait à la fois envoyer les instructions à la carte mère et en plus sauvegarder ce qui venait d'être imprimé sur la clé usb (saturation du bus ou du microprocesseur ?). Tout cela fonctionne dans la plupart des cas mais par sur les formes arrondies d'un gcode assez lourd. @joyeufetar essaie de ton côté pour voir si c'est aussi concluant afin de confirmer