chc
-
Compteur de contenus
15 -
Inscrit(e) le
-
Dernière visite
Récompenses de chc
")





-
Quand cà veut pas, cà veut pas. Je retesté une dernière fois avec de l'Octofiber (Blanc / 190° / 0,1 mm (une tuerie, ce réglage, niveau finition) : Idem - Accrochage et pièce foirée. Du coup, je suis partie sur la solution de @lefresh http://www.thingiverse.com/thing:1313575 C'est en forgeant...
-
Non - A priori, Dago imprime en Octofiber la plupart du temps. Non - L'ensemble de la pièce est translucide. C'est pas mal, mais je m'attendais à avoir de l'opaque. Je vais voir avec le bleu ce que celà donne...
-
Bonjour, J'ai acheté mes première bobines de filo3d (orange et bleu foncé) - J'avais du Polyplus avant. A la première impression, je me rends compte que le orange est translucide et non pas mat et opaque. Toute la gamme Filo3d est comme celà? Merci
-
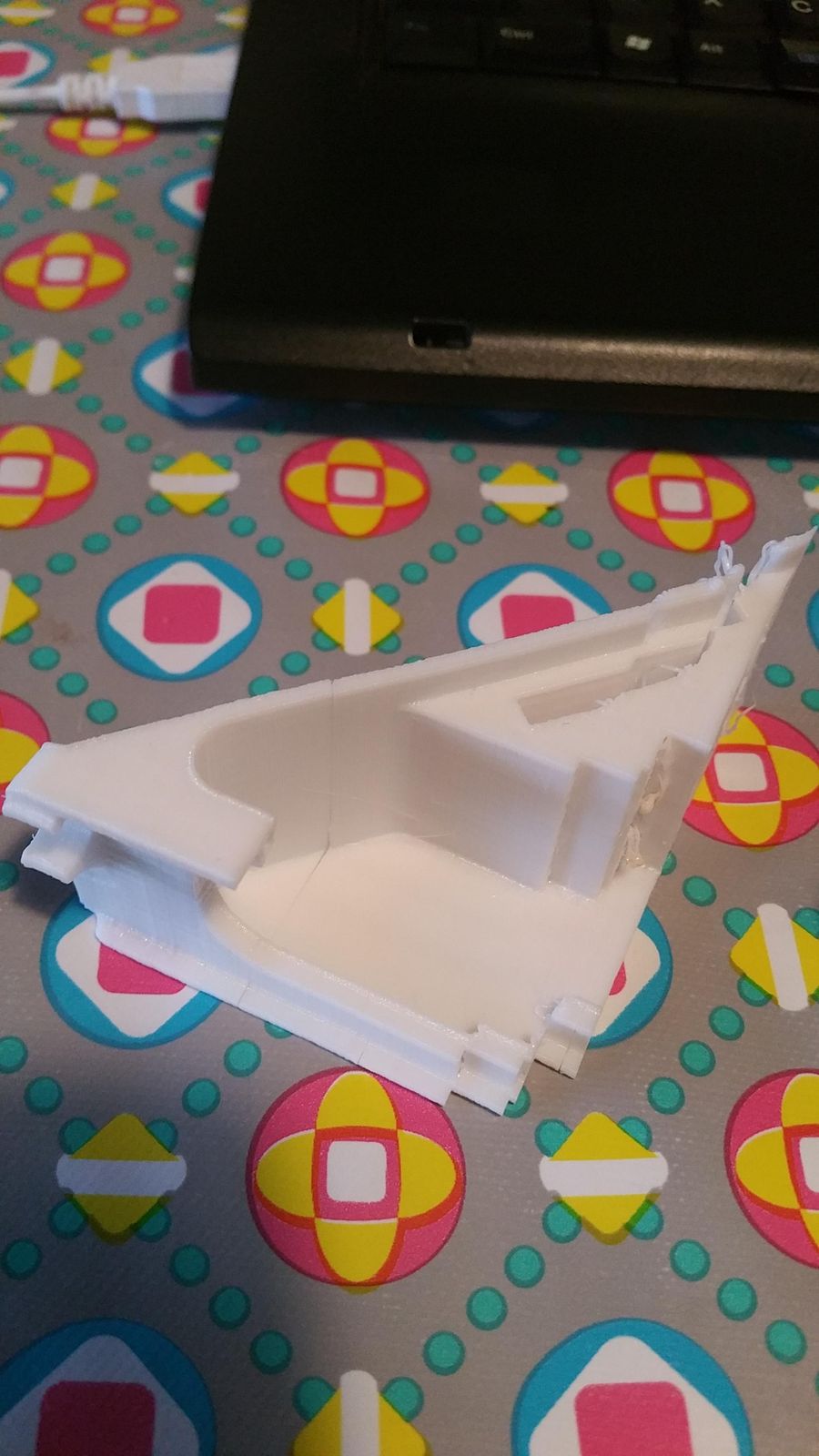
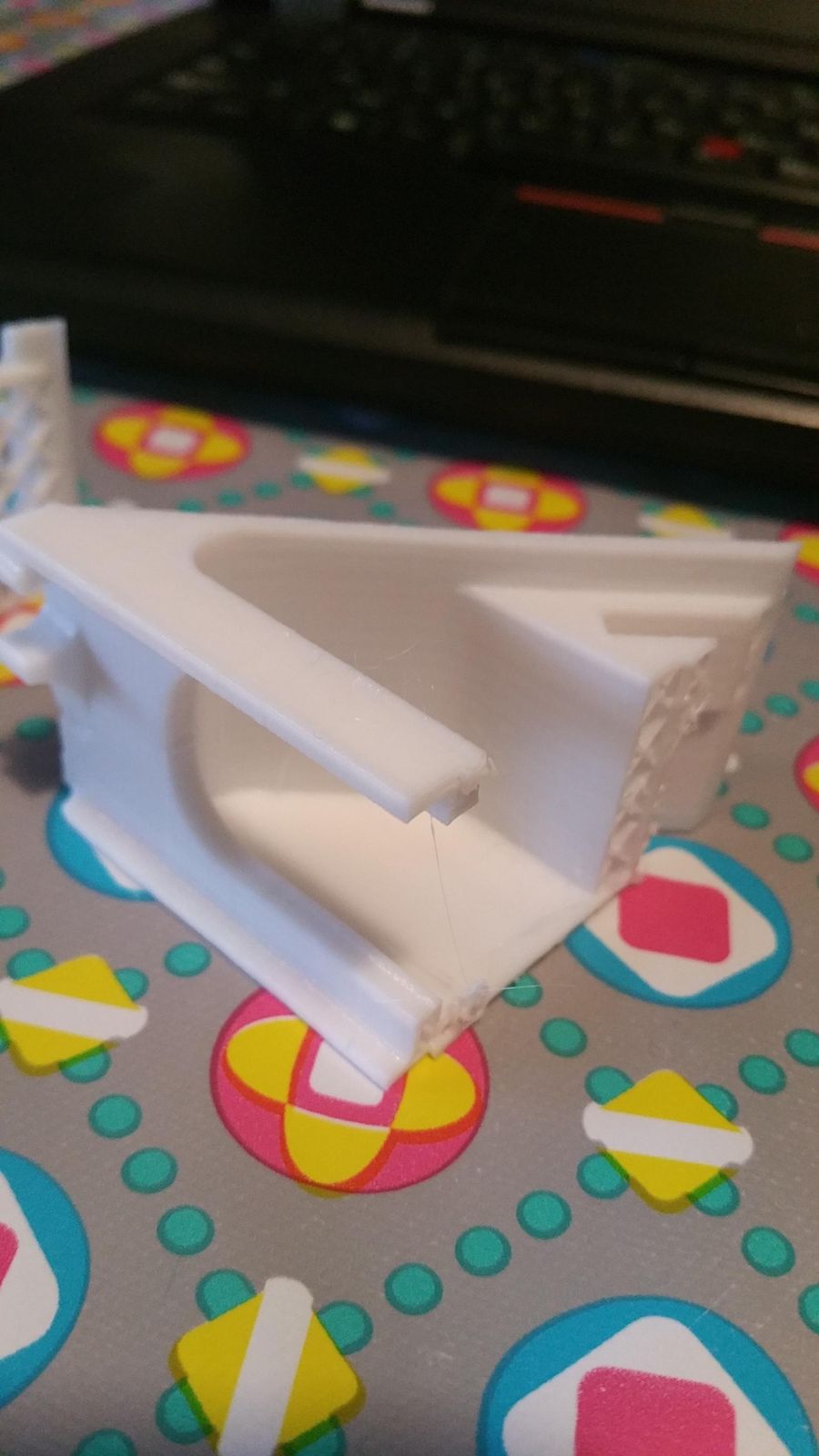
Bonjour @dragon-shark, J'ai retenté une 4ème fois l'impression de la pièce pour la Micro-SD. idem : ratage, mais j'ai compris pourquoi, en étant devant lors de l'anomalie. La pièce est orientée avec la pièce de renfort orientée selon l'axe des X. Le problème vient de l'orientation de la pièce (verticale) qui a tendance à se lever et basculer au fur et à mesure que la pièce monte . Le buse vient buter sur la pièce lors d'un déplacement et décale l'axe de X. Chez toi, tu l'as imprimé, orienté de quelle façon par rapport au à l'axe des X? Je vais essayer un test à plat, mais CuraBD ne me permet pas d'être à plat à 100%. Il reste incliné. Merci pour tes éléments.
-
Bonjour, Je suis petit joueur: j'ai pas essayé. D'autres personnes ont déjà imprimé du polyplus et résolu ce problème de couches qui collent mal entre elles? Je viens d'acheter du filo3d et de l'octofiber pour comparer les différents rendus d'impression.
-
Bonjour, Perso, avant chaque impression sur le buildtak, je le nettoie avec un sopalin et de l'alcool à 70°. Ça nettoie tout. Ça tient à mort.
-
3ème essai - Foiré pile poil au même endroit. J'avais graissé les axes /vérifié que les câbles n'accrochaient pas. Cà pourrait venir de Cura qui génère des erreurs dans le déplacement de l'axe?
-
Yep. J'ai aussi mis du Regg'lyss... C'est lubrifié.
-
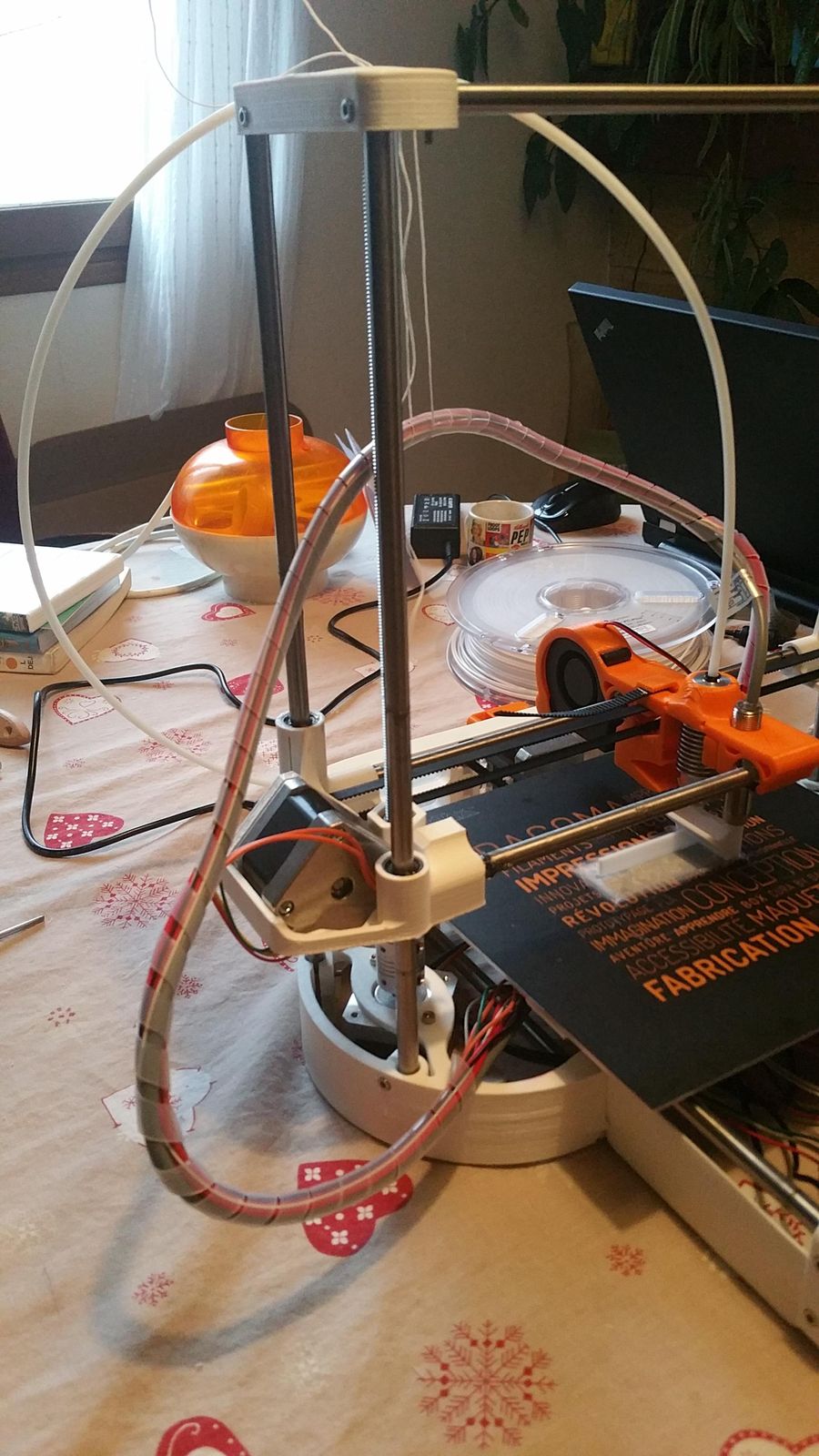
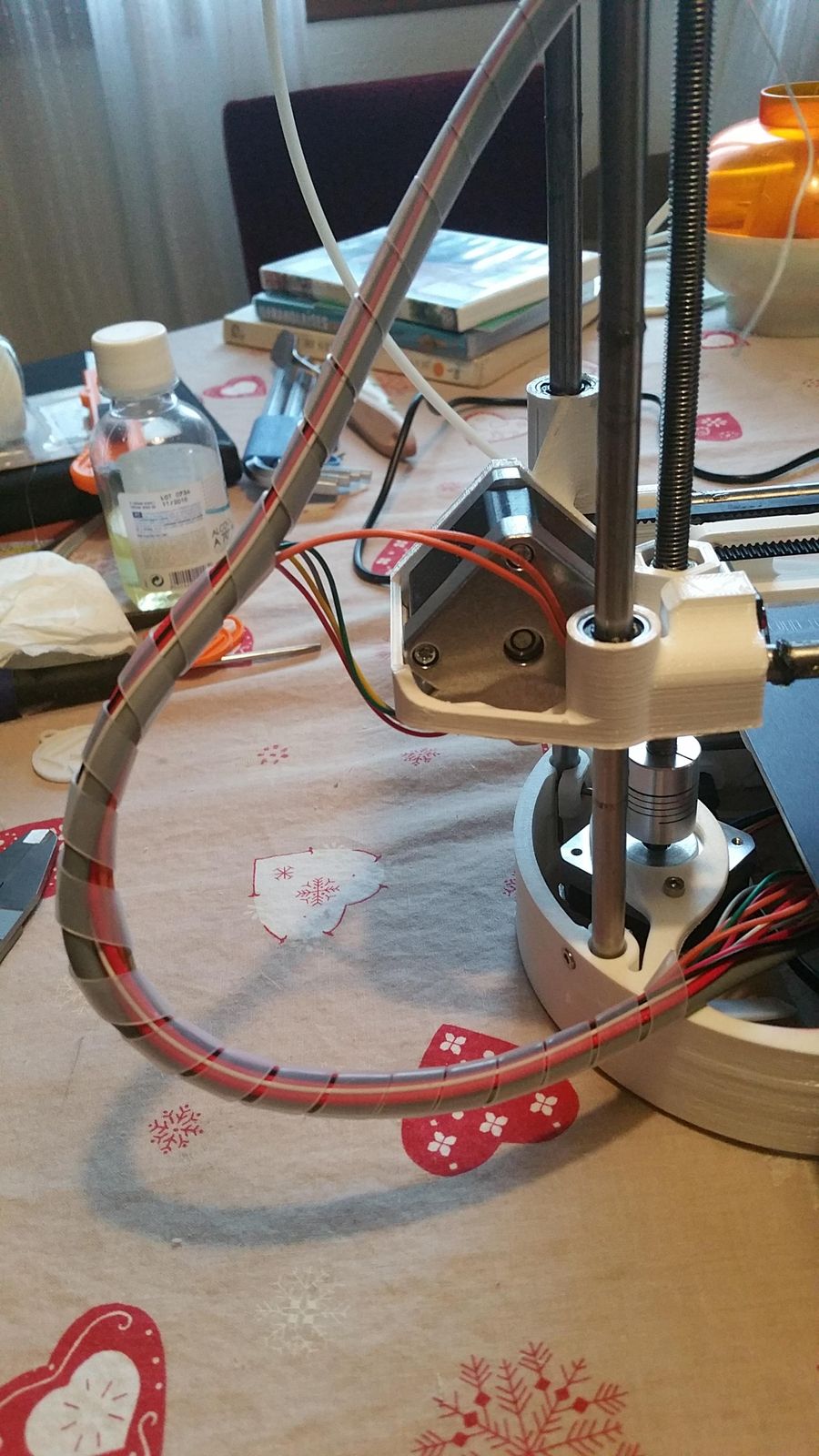
Bonjour, Je me soupçonne d'avoir solidarisé à tort, les câbles de la tête d'impression et du moteur des X. Je pense qu'il en résulte des points dur sur l'axe des X. Voici des photos de mon montage. Je suis preneur de photos du montage correct. Merci à tous.


-
J'ai relancé une 3ème fois. Je doit avoir un point dur sur les X, arrivé à une certaine hauteur (peut être les câbles qui accrochent) - A suivre.
-
Salut @dragon_shark, Tout d'abord, merci pour ton super boulot. J'ai un problème avec l'impression de l'extension pour la micro-usb. Je l'ai tenté 2 fois, mais en plein milieu, j'ai un décalage des X qui se fait, toujours au même endroit. Le premier coup, je me suis dit : c'est ma courroie des X qui est mal tendue. Effectivement. Je l'ai recalé. Le second coup : idem, décalage des X, exactement au même endroit. Ma courroie des X n'est pas déserrée. J'imprime avec du POLYPLUS / Vitesse Rapide / Sans Support A noter que c'est la première fois que j'imprime un objet qui dépasse la hauteur où apparaît le problème. Y p't être un souci mécanique. Une idée? Merci


-
Bonjour, J'ai découvert Dagoma dans l'émission Geek Inc. Coup de cœur, commande, montage, et c'est parti. Je suis basé dans l'Ouest Lyonnais. Passionné d'informatique et de bricolage, l'impression 3D réunie tout celà. C'est très prometteur.
-
Je le suis , mais je vais réfléchir à d'autres paramètres antiwarping, en attendant. Remarque, si la disco 200 explose, cà me permettra d'en remonter un seconde, et voir si j'arrive à tenir les temps de montage indiqués dans la doc
-
Dans la doc POLYMAKER : 250 à 270° pour du 1,75 mm Dans Cura, le POLYPLUS s'imprime à 210°
-
Bonjour, Dans la notice du filament POLYPLUS, le fabricantPOLYMAKER indique que pour profiter au mieux du filament (bonne adhésion des couches, éviter le warping,..) il faut débrancher le ventilateur des tête d'impression. Vous pensez que c'est jouable sur la Disco 200 ou je risque de tout cramer? Merci à vous tous.