CyprienS
-
Compteur de contenus
9 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil
566 visualisations du profil

Récompenses de CyprienS
")





-
Salut @pafpaf, Mon PLA est conseillé entre 215 et 230, j'ai essayé d'imprimer à 200, 210, 215, 220 mais le problème reste le même Tu es d'accord que l'état de surface devrais être correct même si je ne fais pas de top couche solide... Donc je ne comprend pas. Mon extruder claque de temps en temps, et j'ai donc essayé de démonter mon tube ptfe pour vérifier qu'il ne soit pas bouché, il ne l'était pas. J'ai retendu mes courroies, mais le problème persiste, c'est peut-être même pire. Vraiment je ne comprend pas
-
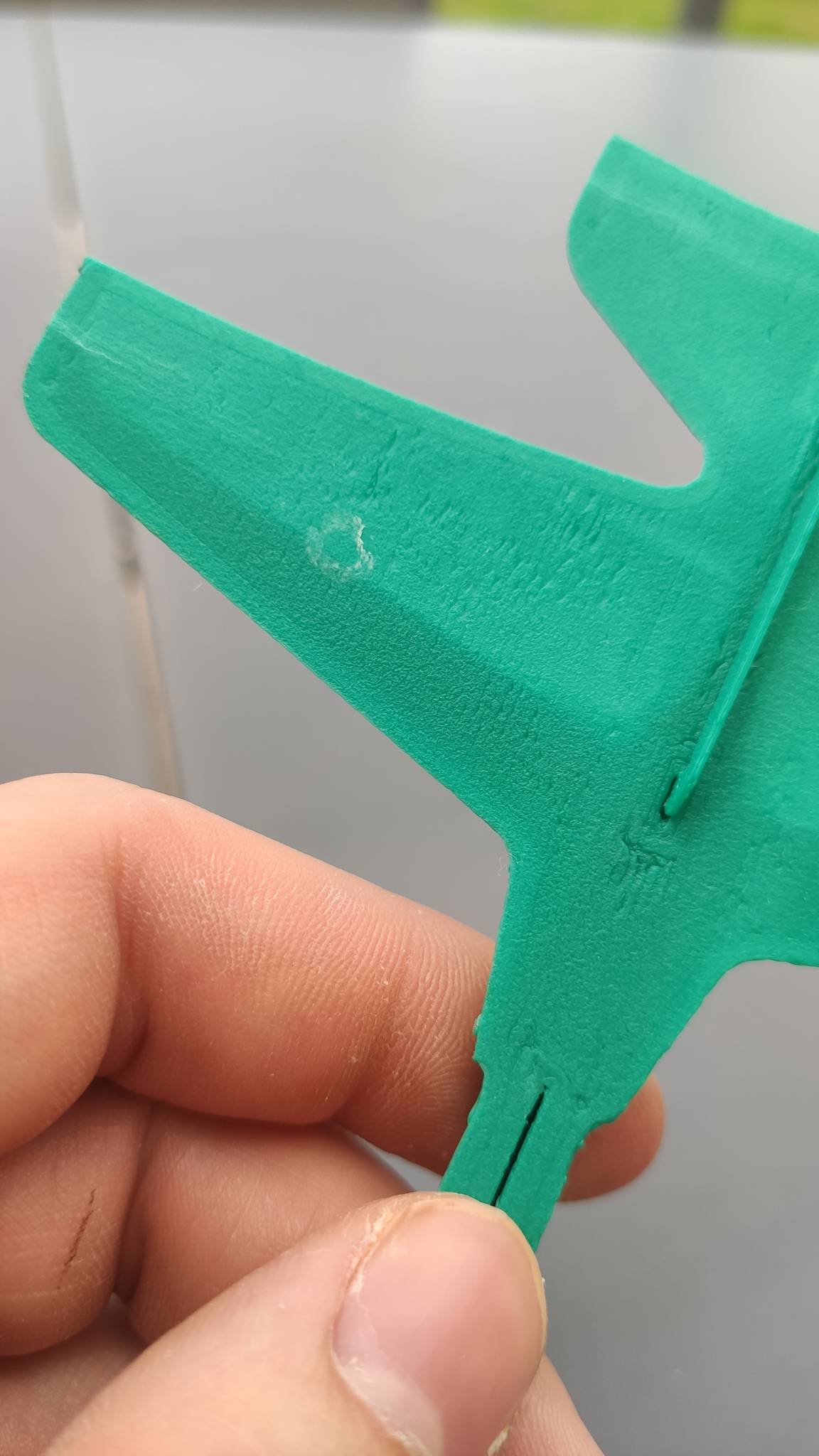
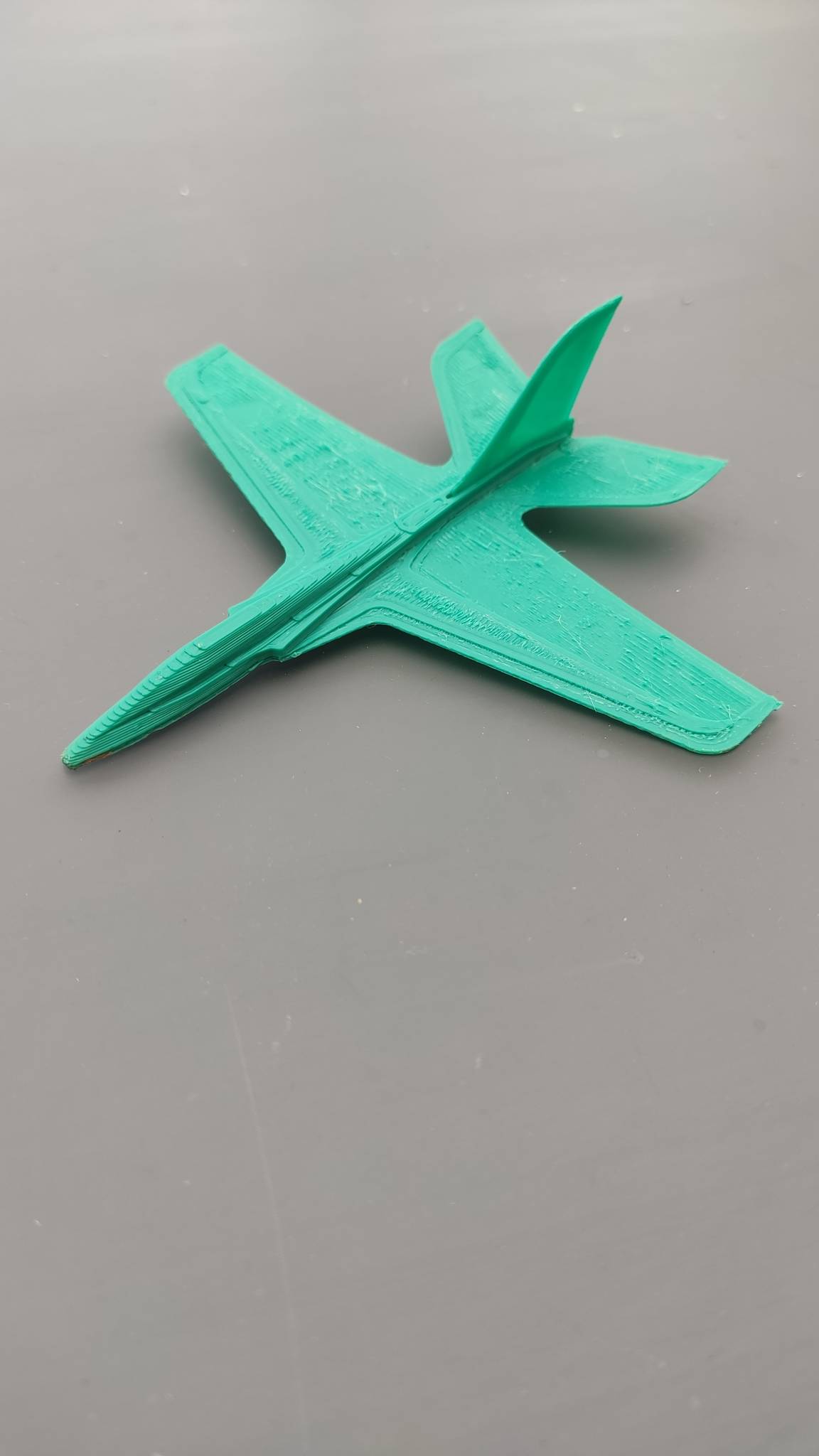
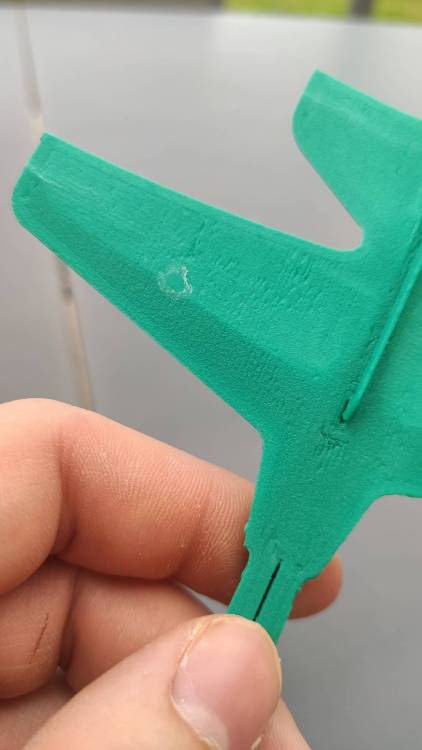
Salut tout le monde, j'implore votre aide ! Lors de l'impression des surfaces inférieure ou supérieure, des défauts apparaissent et je ne sais pas quelle est leur cause. Je ne comprend pas non plus pourquoi les murs et les contours sont nickel, en tout cas, très acceptables. le problème apparaît uniquement sur les surfaces, mais comme on peut facilement le distinguer sur la surface supérieure de l'aile, à certains endroits la surface est bien plane. Je possède mon imprimante depuis la fin de confinement et tout se passait bien, j'avais commencé à peaufiner mes paramètres d'impression, et petit à petit le problème est apparu. J'ai donc décider de revenir au profil standard de Cura pour ma dernière impression (l'avion en photo), mais je n'ai constater aucun changement. Merci d'avance pour vos pistes


-
Alors je te remercie pour le réglage de l’extrudeur, j'ai regardé un petit tuto et je suis passé de 93 pas/mm à 101.04 il me manquais 7.5 mm sur 100 mm ! Donc j'ai redescendu le volume supplémentaire à l'amorçage à 0, je vais bien voir. D'ailleurs en le passant à 0.064 mm^3 c'était pas trop mal sauf que les deux pièces qui doivent s'insérées les unes dans les autres sont trop volumineuse et impossible de les emboîtées...
-
Alors non je ne connais pas... mais justement je voulais t'en parler puisque j'ai vu que t'u avais le version en métal, je l'ai achetée en même temps que j'ai commandé l'imprimante, j'ai fais quelques impressions avant de le changer et j'avais une qualité d'impression correct, je l'ai donc remplacer par la version métal et à partir de ce moment là je n'arrivais plus à sortir une pièce, mon moteur d'extrudeur faisait des "sauts" et donc j'avais des trous dans mes pièces, je suis donc revenu à la version plastique et là ça fonctionne... je ne comprend vraiment pas
-
Voilà la différence entre hier et aujourd'hui , on peut voir une amélioration et une délimitation très net au moment où je suis passé à 110%.

-
Donc je refais un test en ce moment et j'ai retirer la "rétractation avant paroi externe" pour voir si ça réduisais mon problème J'ai également suite à tes conseils, baissé ma vitesse en paroi externe à 30 mm/s et ajouté un volume supplémentaire de 0.008 (d'ailleurs pourquoi 0.008 ou 0.016 et pas 0.01 par exemple) Visiblement le problème n'est pas réglé, c'est un peu moins important, donc au cours de la pièce j'ai augmenté le flux d'extrusion à 110% et je constate une net amélioration sans que le problème soit complètement réglé. D'ailleurs aurais-tu des conseils concernant la vitesse et la distance de rétractation ? Pour le prochain masque j'essayerais de baisser la température aussi !
-
207°C... c'est un peu au pif, je sais plus où j'ai lu qu'un mec extrudais à cette température, j'ai fais le test et ça me semble pas mal Par contre c'est quel paramètre de Cura qui permet de faire ça, je connais pas encore très bien...
-
Salut, merci pour ta réponse Alors pour ce qui est de la vitesse sur les parois interne et externe, je suis à 40 mm/s Ensuite pour la rétractation, j'étais à 5mm mais j'avais des gouttelettes qui se formaient un peu partout sur la pièce j'ai donc décidé de la modifier en passant à 7 mm et en augmentant sa vitesse à 50 mm/s, les gouttelettes ont disparues et mon défaut s'est intensifié, je suis en train d'imprimer un nouveau masque et je suis passé à 6 mm en réduisant la vitesse de rétractation 40 mm/s en pensant que le problème pouvais venir de là mais apparemment ça n'e change rien... j'imprime à une température de 207°C, je pense que c'est une température correct... voilà tout
-
CyprienS a rejoint la communauté
-
Bonjour, Je suis nouveau dans le domaine de l'impression 3D et j'ai reçu ma première imprimante il y 4 jours, je n'ai donc pas beaucoup de recul et j'ai un problème. Vu les circonstances actuelles, je me suis lancé dans l'impression de masques de protection, j'essaye de faire des réglages dans Cura et j'arrive à un résultat que je trouve correct à l’exception d'un problème que je n'arrive pas à résoudre... j'ai fais quelques recherches et je ne parviens même pas à trouver quelqu'un qui à un problème similaire ni son nom. Je me permet de vous donner une photo de mon problème. https://drive.google.com/file/d/1szYbL4WLQNS9cZbW-51UII4MR9gxwgSd/view?usp=sharing Il s'agit d'un défaut sur la couche extérieure de la pièce à l'endroit ou le buse commence et fini son contour, comme si en redémarrant la matière sortais par à-coups régulier, a savoir que le problème intervient uniquement à cet endroit de la pièce, et j'imprime en même temps les deux autres pièces qui composent le masque et il n'y a aucun souci. Je ne connais pas du tout l'origine du problème et je n'ai aucunes pistes pour le régler... Je me permet donc de faire appel à vous pour m'aider à le résoudre. Merci d'avance ! Cyprien