Chercher dans la communauté
Résultats des étiquettes.
-
 Bonjour à tous, Je viens de récupérer une imprimante 3D Ender 3 Pro, mais j'ai plusieurs soucis que je n'arrive pas à résoudre seul. Je me tourne donc vers vous pour obtenir un peu d'aide. Description du problème : Lorsque j'essaie de préchauffer la buse (PLA ou autre), la machine freeze complètement et un son aigu très fort se fait entendre, comme un bruit de buzzer. La température de la buse affiche toujours « -14 °C », ce qui me semble évidemment incorrect. Ce que j'ai déjà fait : Mise à jour du firmware : J'ai installé le firmware pour une Ender 3 Pro avec une carte mère 4.2.2 (fichier « Marlin 2.0.1 V1.0.1 English » depuis le site officiel Creality). L'installation semble s'être bien passée, et les menus fonctionnent normalement. Test des connectiques : J'ai vérifié les branchements sur la carte mère, notamment les connecteurs de la thermistance. J'ai inversé les câbles sur le connecteur JST pour tester, mais cela n'a rien changé. Inspection physique de la buse et de la thermistance : La buse a été remplacée entièrement par l'ancien propriétaire. J'ai examiné la thermistance pour vérifier si elle était endommagée (pas de coupures visibles ou marques étranges sur le câblage). Essai de solutions similaires : J'ai cherché des cas semblables sur des forums (comme Reddit). Certains parlent de thermistance défectueuse ou mal connectée, mais mes tests n'ont pas corrigé le problème. Ma configuration actuelle : Carte mère : 4.2.2 Firmware : Marlin 2.0.1 V1.0.1 English (officiel Creality) Sans BLTouch Plateau : Verre (fixé temporairement avec des pinces) Questions : Est-ce que ce type de bruit aigu est caractéristique d'un problème particulier ? La thermistance peut-elle être en cause même si elle semble physiquement intacte ? Y a-t-il d'autres tests à effectuer ou des pièces à vérifier pour avancer ? Merci d'avance pour vos conseils et votre aide. Je débute dans l'impression 3D, donc n'hésitez pas à me guider pas à pas si besoin. Cordialement, Un passionné en galère
Bonjour à tous, Je viens de récupérer une imprimante 3D Ender 3 Pro, mais j'ai plusieurs soucis que je n'arrive pas à résoudre seul. Je me tourne donc vers vous pour obtenir un peu d'aide. Description du problème : Lorsque j'essaie de préchauffer la buse (PLA ou autre), la machine freeze complètement et un son aigu très fort se fait entendre, comme un bruit de buzzer. La température de la buse affiche toujours « -14 °C », ce qui me semble évidemment incorrect. Ce que j'ai déjà fait : Mise à jour du firmware : J'ai installé le firmware pour une Ender 3 Pro avec une carte mère 4.2.2 (fichier « Marlin 2.0.1 V1.0.1 English » depuis le site officiel Creality). L'installation semble s'être bien passée, et les menus fonctionnent normalement. Test des connectiques : J'ai vérifié les branchements sur la carte mère, notamment les connecteurs de la thermistance. J'ai inversé les câbles sur le connecteur JST pour tester, mais cela n'a rien changé. Inspection physique de la buse et de la thermistance : La buse a été remplacée entièrement par l'ancien propriétaire. J'ai examiné la thermistance pour vérifier si elle était endommagée (pas de coupures visibles ou marques étranges sur le câblage). Essai de solutions similaires : J'ai cherché des cas semblables sur des forums (comme Reddit). Certains parlent de thermistance défectueuse ou mal connectée, mais mes tests n'ont pas corrigé le problème. Ma configuration actuelle : Carte mère : 4.2.2 Firmware : Marlin 2.0.1 V1.0.1 English (officiel Creality) Sans BLTouch Plateau : Verre (fixé temporairement avec des pinces) Questions : Est-ce que ce type de bruit aigu est caractéristique d'un problème particulier ? La thermistance peut-elle être en cause même si elle semble physiquement intacte ? Y a-t-il d'autres tests à effectuer ou des pièces à vérifier pour avancer ? Merci d'avance pour vos conseils et votre aide. Je débute dans l'impression 3D, donc n'hésitez pas à me guider pas à pas si besoin. Cordialement, Un passionné en galère -
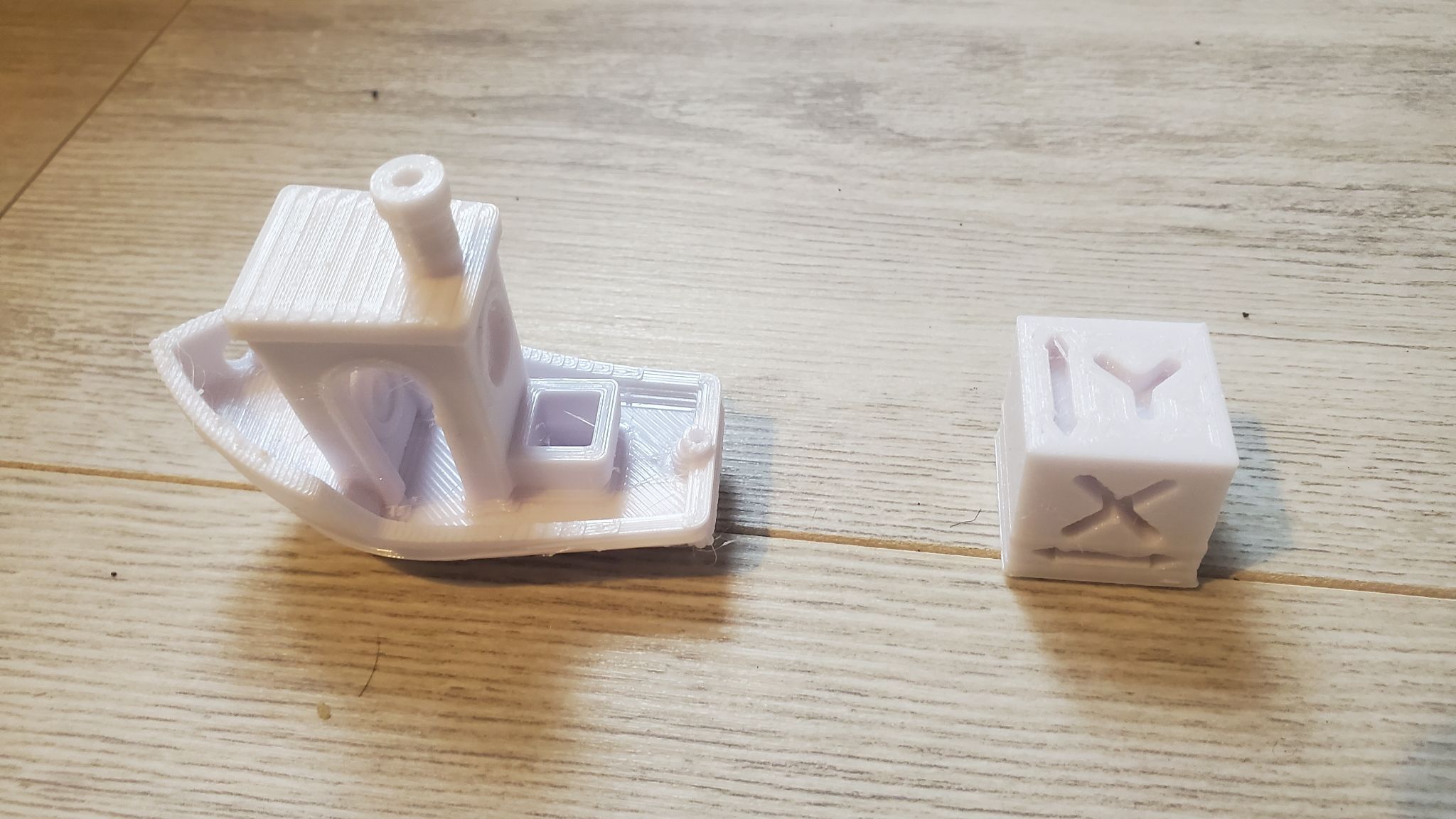
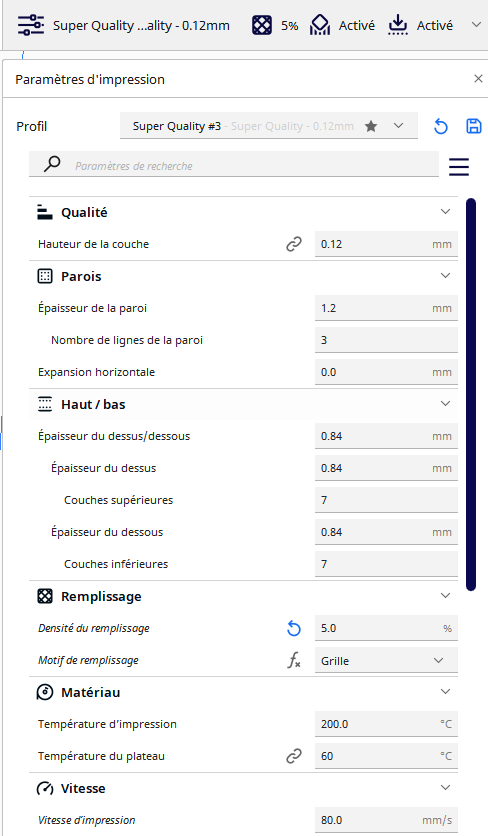
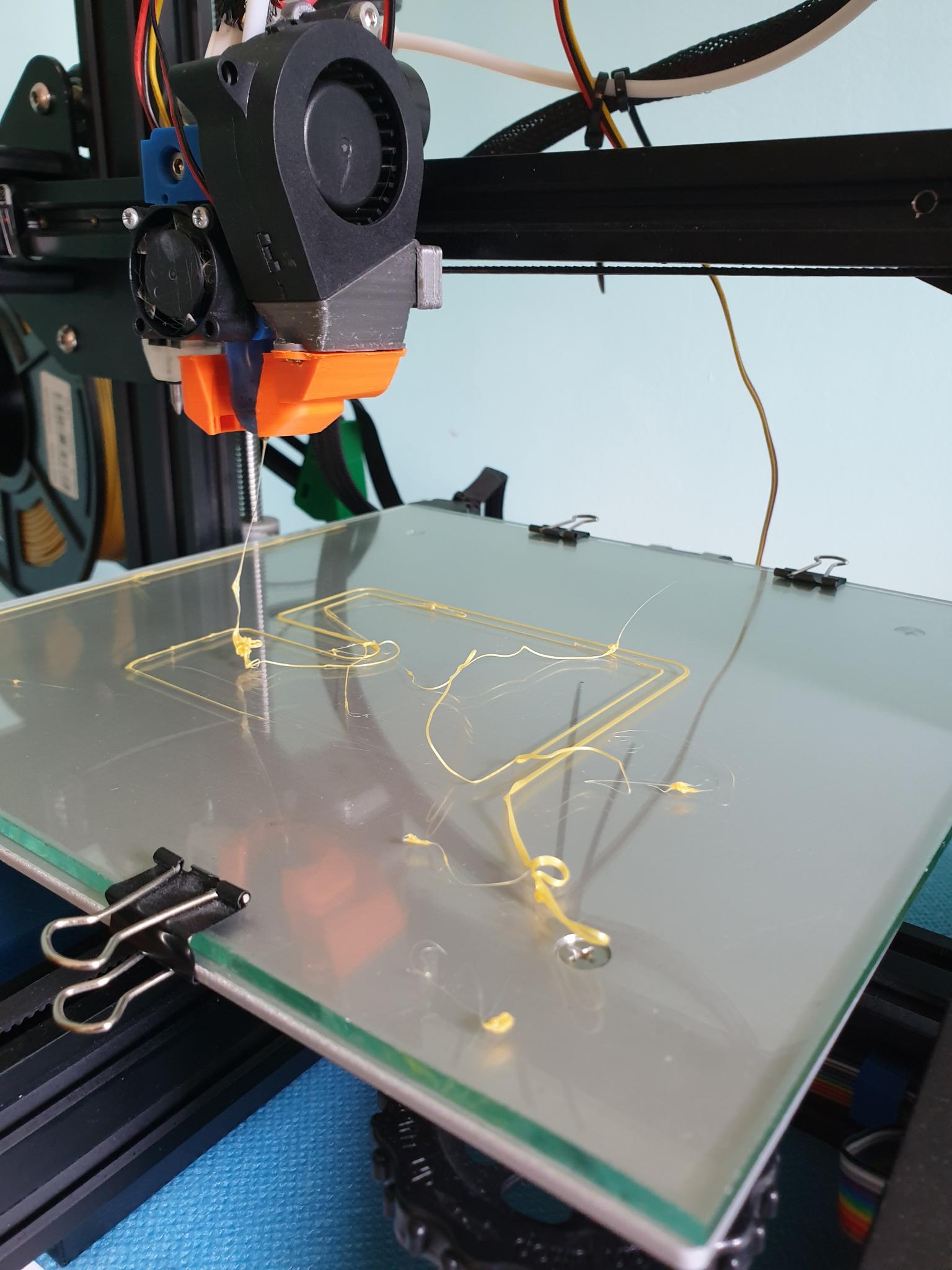
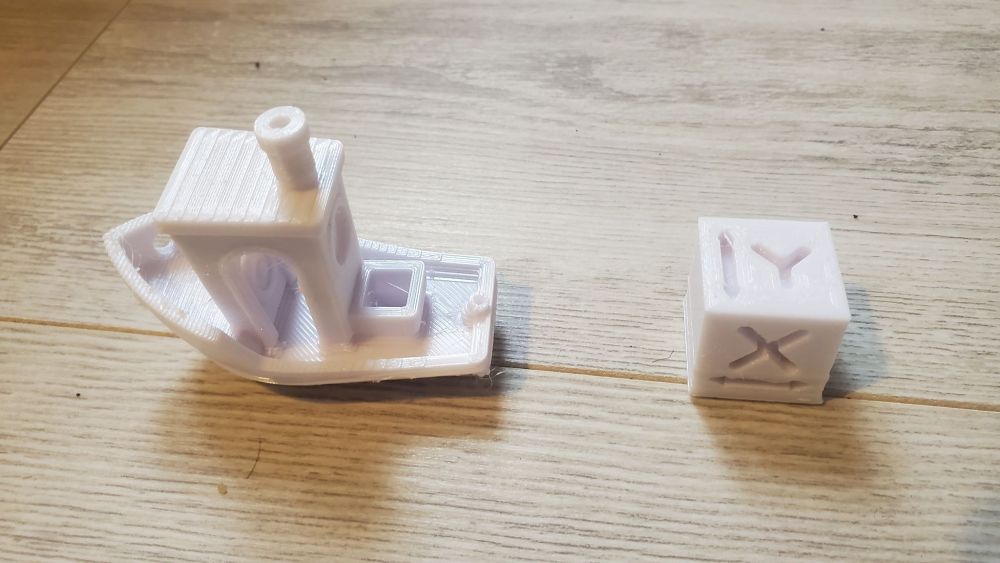
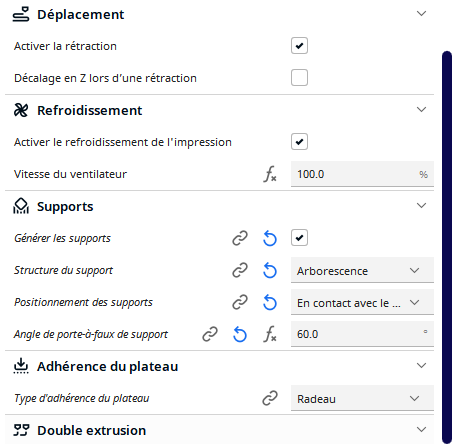
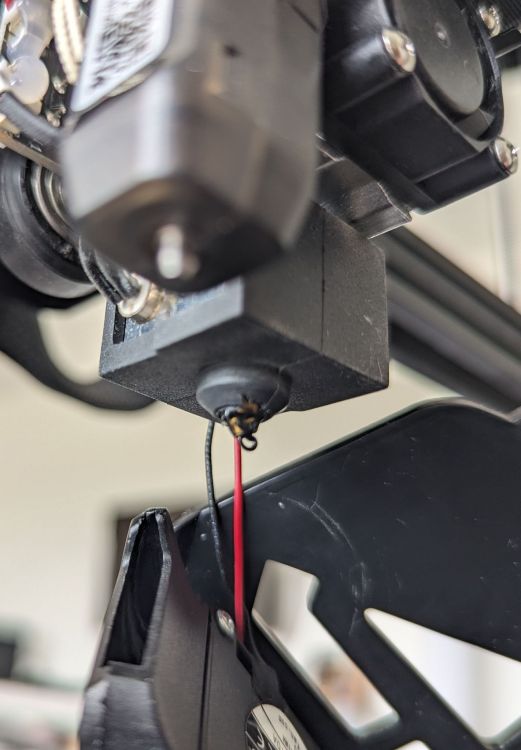
 Bonjour, j'ai un problème plutôt pénible puisque je n'arrive pas à imprimer proprement avec mon imprimante 3d. C'est ma première imprimante, c'est une ender 3 v2 et j'imprime avec du PETG (peut-être pas le plus simple pour commencer). Et donc quand j'imprime le petit cube avec x,y et z tout va bien mais je fais ensuite un test avec le même réglage pour un benchy et plus rien ne va du moins pour le début de l'impression. Les couches se décalent et ça met un bordel, bref l'impression est horrible est au bout d'un moment tous va bien et ça imprime tranquillement (mis a part quelques problèmes de stringing mais a la limite c'est pas trop grave ni le plus embêtant pour moi). Si quelqu'un à des solutions je suis plus que preneur, je met quelques photos et le profil cura que j'utilise pour ces impressions. impression PETG.curaprofile
Bonjour, j'ai un problème plutôt pénible puisque je n'arrive pas à imprimer proprement avec mon imprimante 3d. C'est ma première imprimante, c'est une ender 3 v2 et j'imprime avec du PETG (peut-être pas le plus simple pour commencer). Et donc quand j'imprime le petit cube avec x,y et z tout va bien mais je fais ensuite un test avec le même réglage pour un benchy et plus rien ne va du moins pour le début de l'impression. Les couches se décalent et ça met un bordel, bref l'impression est horrible est au bout d'un moment tous va bien et ça imprime tranquillement (mis a part quelques problèmes de stringing mais a la limite c'est pas trop grave ni le plus embêtant pour moi). Si quelqu'un à des solutions je suis plus que preneur, je met quelques photos et le profil cura que j'utilise pour ces impressions. impression PETG.curaprofile
-
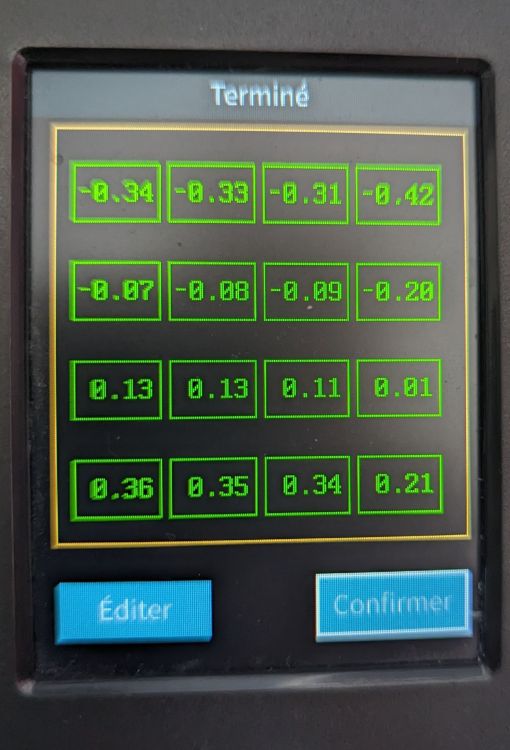
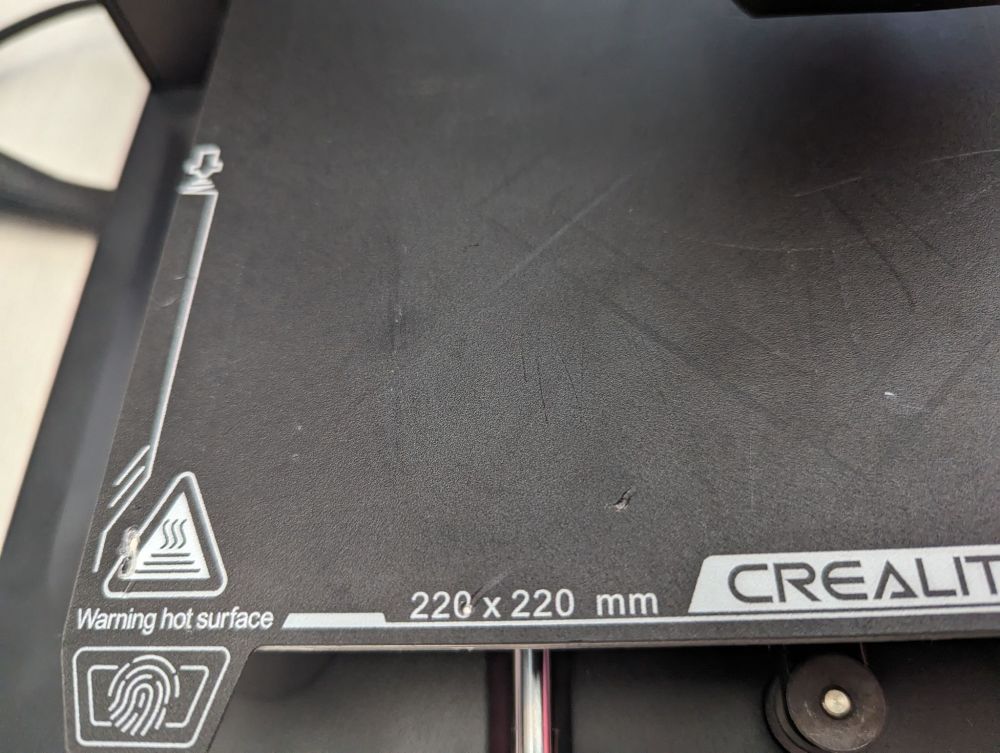
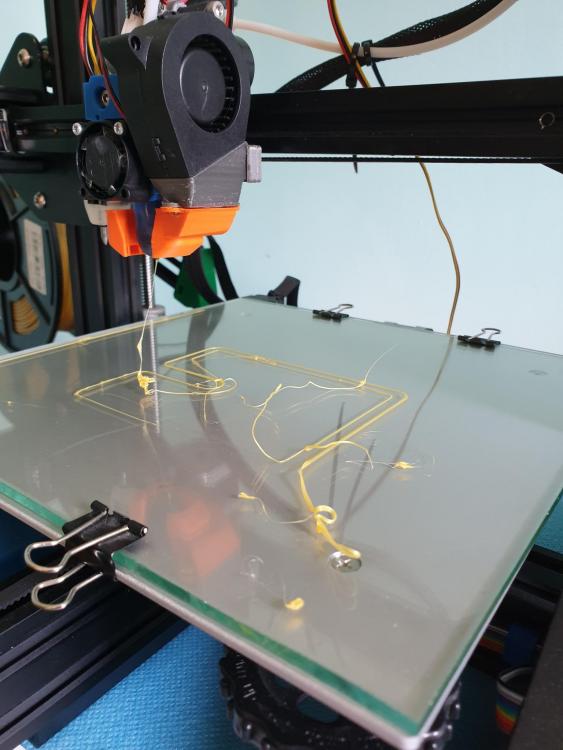
 Bonjour Je vous donne quelques éléments de contexte liés à mon problème d'adhérence. Si vous savez comment résoudre ça je vous devrez une fière chandelle. Contexte Tout commence lorsque je constate que mon ventilateur a un peut de mal car il a pris pas mal de poussières. Je décide donc de démonter et nettoyer le ventilo. Jusque là tout est OK. Je remonte le tout et voulant lancer une mise à niveau j'entend un bruit du tonnerre dans le ventilateur et la buse lors de l'opération a carrément percé mon plateau amovible O_o. Je démonte tout et m'aperçois que j'ai remonté le ventilateur de bas dans le mauvais sens que le bruit venait du bord du ventilateur du bas qui butait dans les pâles de celui du bas. Bref je remontre tout bien. Recalibre tout... ça a l'air OK... Sauf que depuis rien n'adhère ! et je me demande si le problème ne viendrait pas de la buse qui fait des pâtés et qui aurait pu être abîmée/ CF photo. Ou le problème vient d'ailleurs ? Nivellement : Matériel : Plateau : PLA : Mon PLA c'est du creality 1,75 +/- 0,03mm fraichement sorti de son sac sous vide et non humide Les param d'impression
Bonjour Je vous donne quelques éléments de contexte liés à mon problème d'adhérence. Si vous savez comment résoudre ça je vous devrez une fière chandelle. Contexte Tout commence lorsque je constate que mon ventilateur a un peut de mal car il a pris pas mal de poussières. Je décide donc de démonter et nettoyer le ventilo. Jusque là tout est OK. Je remonte le tout et voulant lancer une mise à niveau j'entend un bruit du tonnerre dans le ventilateur et la buse lors de l'opération a carrément percé mon plateau amovible O_o. Je démonte tout et m'aperçois que j'ai remonté le ventilateur de bas dans le mauvais sens que le bruit venait du bord du ventilateur du bas qui butait dans les pâles de celui du bas. Bref je remontre tout bien. Recalibre tout... ça a l'air OK... Sauf que depuis rien n'adhère ! et je me demande si le problème ne viendrait pas de la buse qui fait des pâtés et qui aurait pu être abîmée/ CF photo. Ou le problème vient d'ailleurs ? Nivellement : Matériel : Plateau : PLA : Mon PLA c'est du creality 1,75 +/- 0,03mm fraichement sorti de son sac sous vide et non humide Les param d'impression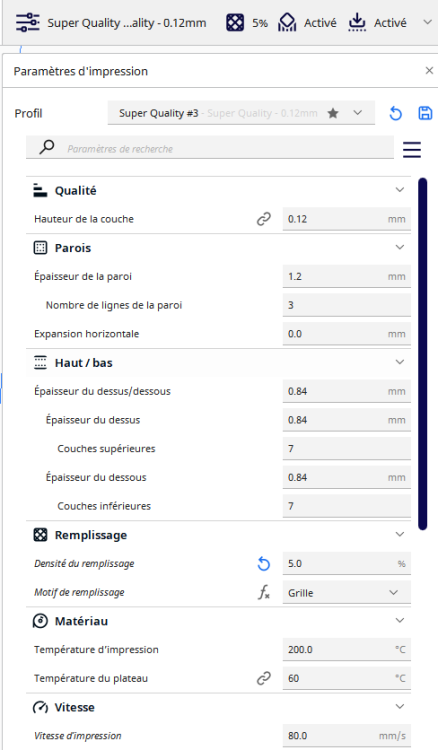
-
 Bonjour, j’ai une ender 3, j’ai régler le fin de course, j’ai fait mon nivellement avec la feuille et quand je lance l’impression mon axe z remonte, vous savez d’où ça peut venir ? avant que ça n’arrive j’ai nettoyé tout mon corps de chauffe car mon fil avait coulé. J’ai remis mon fin de course de l’axe x ( j’ai bien galéré). J’ai aussi remis bien droit mon axe x. Merci
Bonjour, j’ai une ender 3, j’ai régler le fin de course, j’ai fait mon nivellement avec la feuille et quand je lance l’impression mon axe z remonte, vous savez d’où ça peut venir ? avant que ça n’arrive j’ai nettoyé tout mon corps de chauffe car mon fil avait coulé. J’ai remis mon fin de course de l’axe x ( j’ai bien galéré). J’ai aussi remis bien droit mon axe x. Merci -

problème Ender 3 v2 problème
gaara31 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour j ai lancé pour la première fois mon imprimante 3d aujourd'hui et elle fait un espèce de calibrage du plateau et de la buse mais elle bute contre le rebord gauche et a l arrière pour le plateau avec une forte vibration je ne comprends pas pourquoi aidé moi svp tout a l air d être bien branché
-

Drôle de bruit sur axe X
Delirium6 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
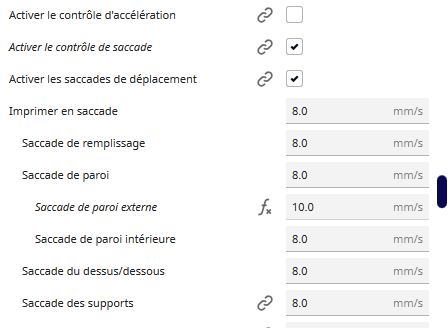
Bonjour, Depuis quelques jours j'ai un drôle de bruit sur l'axe Y dans les accélérations je suppose. Voici une vidéo : Et les paramètres de vitesses : Je ne sais pas si c'est un problème de courroie trop ou pas assez tendu mais je ne pense pas. Des avis ? Bien à vous.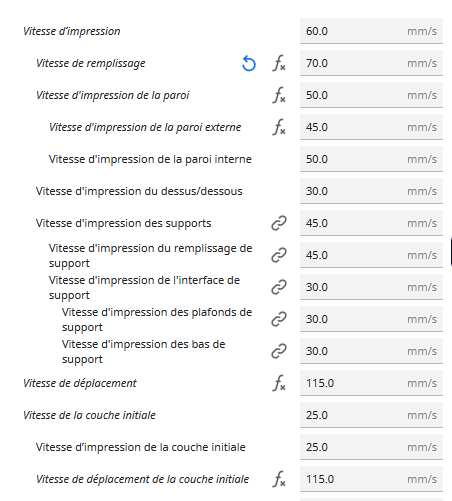
-
Bonjour à vous les printer ! Récemment, j'ai fais l'acquisition d'une Creality Ender 3 munis d'un kit et je souhaiterais changer le moteur de mon axe de convoyeur. Également, j'ai changé la carte mère et je l'ai remplacé par une Creality v4.2.7 (j'ai cramé l'ancienne ). Je souhaiterais donc installer un moteur pas à pas à engrenage planétaire (NEMA 17 - Rapport 19:1) de chez StepperOnline, pour une raison que je ne peux pas divulguer tout de suite Cependant, il existe deux sortes de moteur, de courant nominal différents : - 17HS19-1684S-PG19 : I nom. = 1,68 A/phase - 17HS15-0404S-PG19 : I nom. = 0,4 A/phase Disposant d'un driver TMC2225, j'ai calculé ma Vréf pour chaque moteur, en (0,50 <= Vréf <= 2,0 V) : - 17HS19-1684S-PG19 : I nom. = 1,68 A/phase (Vréf = 2,33 V !!!! beaucoup trop) - 17HS15-0404S-PG19 : I nom. = 0,4 A/phase (Vréf = 0,78 V) MAIS je ne suis pas sûr de mes calculs, car j'ai fais : I nom. ≈ I eff Pour tester, j'ai branché mon premier moteur (en modifiant ma Vréf=2,2V), qui tournait, et au bout de 5 min... POUFF plus de carte (j'ai mal étudié ma carte avant de brancher) Puis le second, (Vréf = 0,78V), et celui-ci ne tourne pas. Auriez-vous des conseils ou des suggestions par rapport à cela ? Merci d'avance !
-
mon Ender 3 à dû mal à amorcer l'extrusion (quand elle fait la jupe et après cela marche ) le filament reste accroché a la buse. (j'ai imprimé a 215°C au lieu de 200 ça arrangé temporairement le problème ).
-
Bonjour, j'ai acheté récemment une bobine sunlu PLA+ , jaune , j'ai réussi une première impression et depuis je n'arrive à rien. le fabricant donne les indications suivantes : - température buse : 190 - 230 - du bed : 60 -80 J'ai fait différents essais à 210°, 215°, 217° 220° et pour le bed à 60 et 65 et 70° hauteur de la couche 0.2 et la première couche à 115 % Je n'arrive pas à faire adhérer la première couche. Le filament colle à la buse Est-ce que le PLA+ est plus sensible à l'humidité que le PLA classique ? je vois que ça comme raison. Si vous avez quelques conseils à me donner. J'ai mis une photo pour illustrer mon propos
-
Bonjour a tous: je tourne sur une Ender 3 pro et j'ai mon axe Y qui ne s'arrête pas vers l'avant de temps en temps. Ce problème n'apparait pas tous le temps mais Ducoup mais impression ne s'imprimé plus au centre. merci d'avance a tous
-

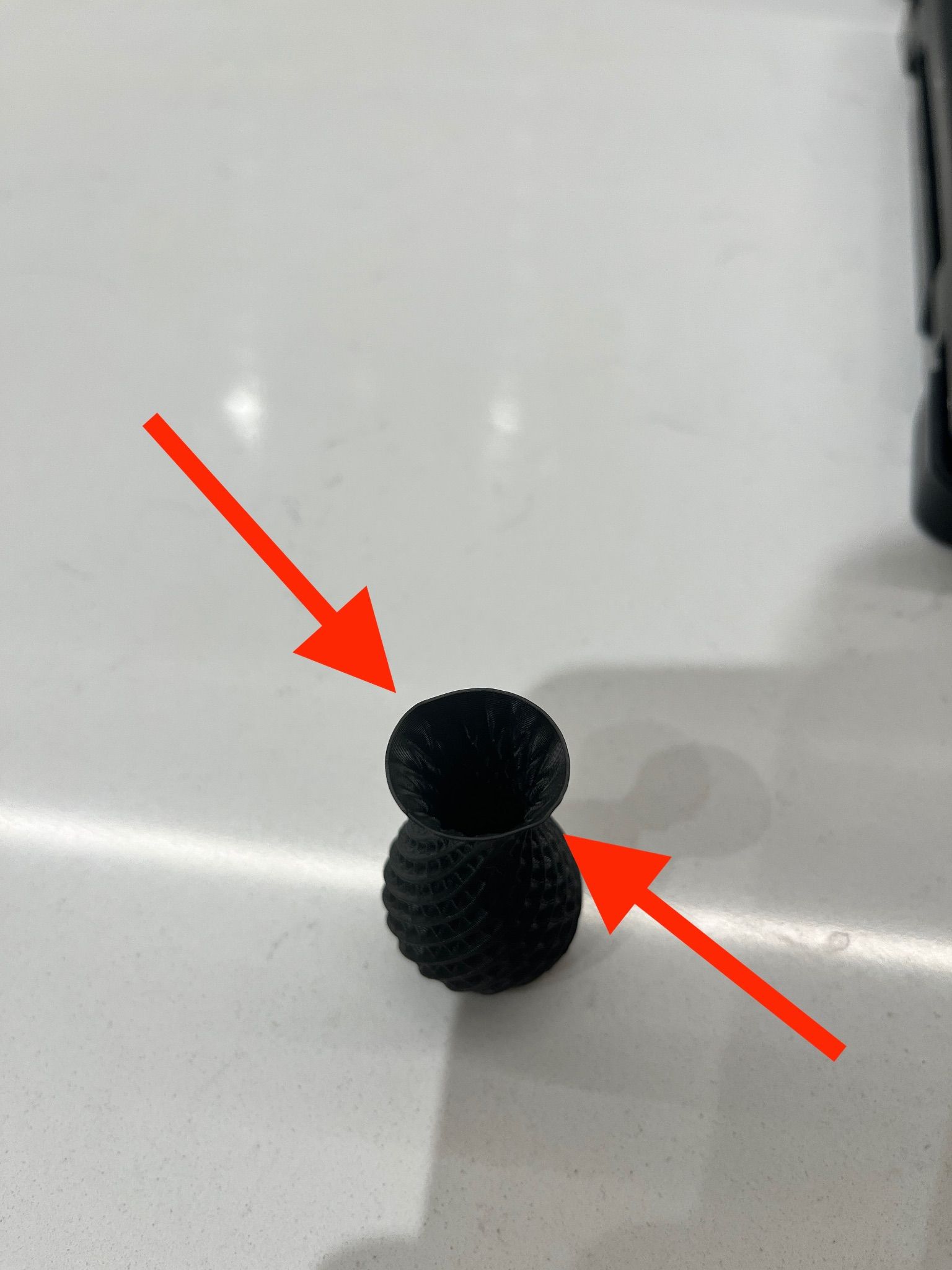
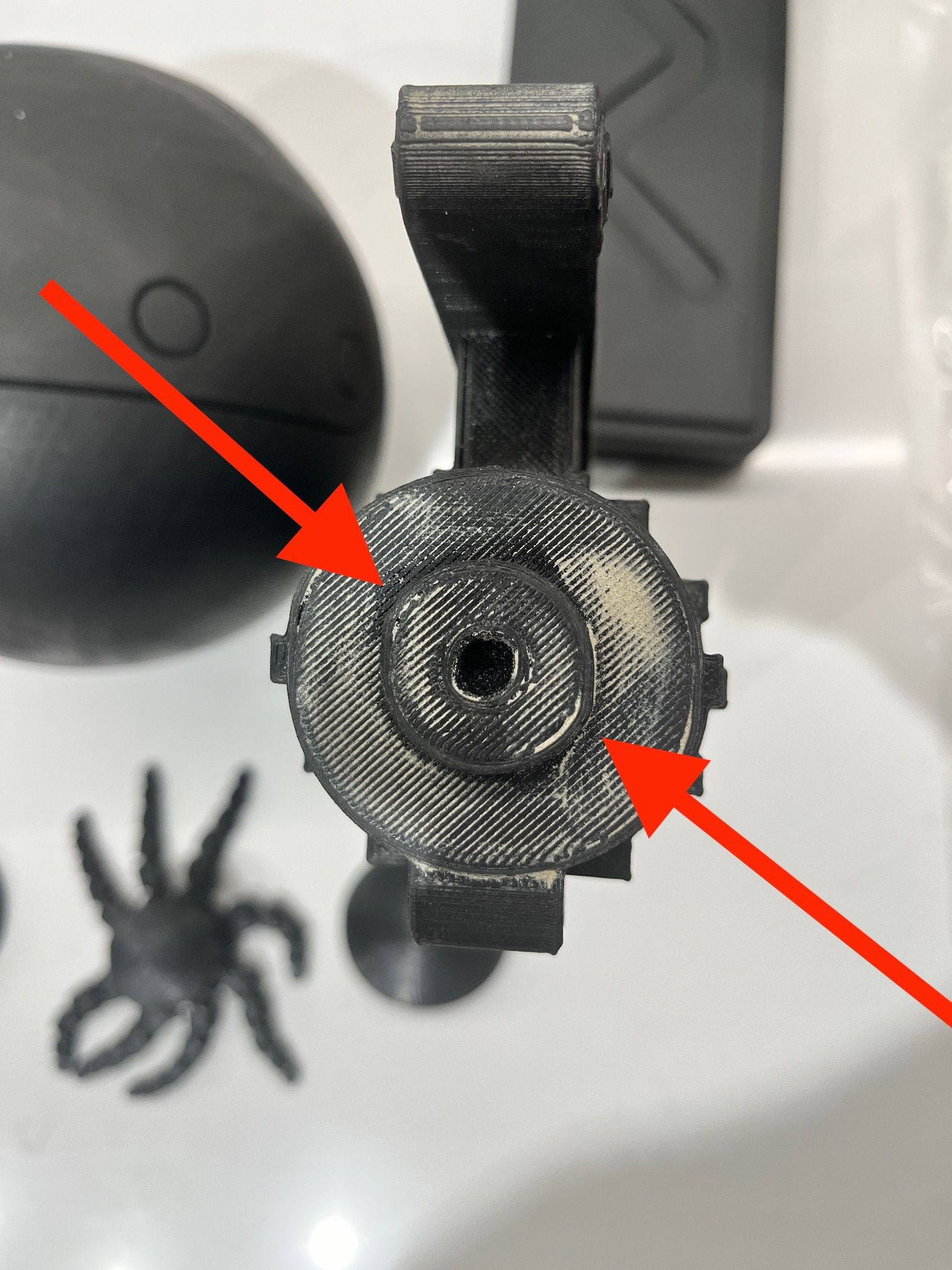
Impressions sphériques avec décalages
LeoM21 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, je possède une ender 3 Neo. Mes réglages ont été répétés plusieurs fois, mes axes x,y et z sont calibrés, mais je n'arrive pas à obtenir de belles impressions sur les pieces arrondies. Toutes mes impressions sont très bien (cubes, véhicules, animaux,...) mais des que j'imprime un rond, une sphere, ou un objet sphérique, je me retrouve avec deux renflement sur un diamètre. Cela arrive toujours sur la meme diagonale. Je ne peux pas imprimer deux demi spheres et les assembler car les renflements sont en diagonales opposés (et je me retrouve avec 4 renflements). Cela engendre souvent des pièces immobiles sur les objets mécanique car les axes de rotation sont "ovales" au lieu de rond. Je n'ai absolument aucune idée de ce qui peut bien clocher et j'aurais besoin d'aide.



-

Boîtier tout en un SKR MiniE3+Raspberry, montage à l'arrière de l'Ender 3
aldo_reset a posté un sujet dans Creality
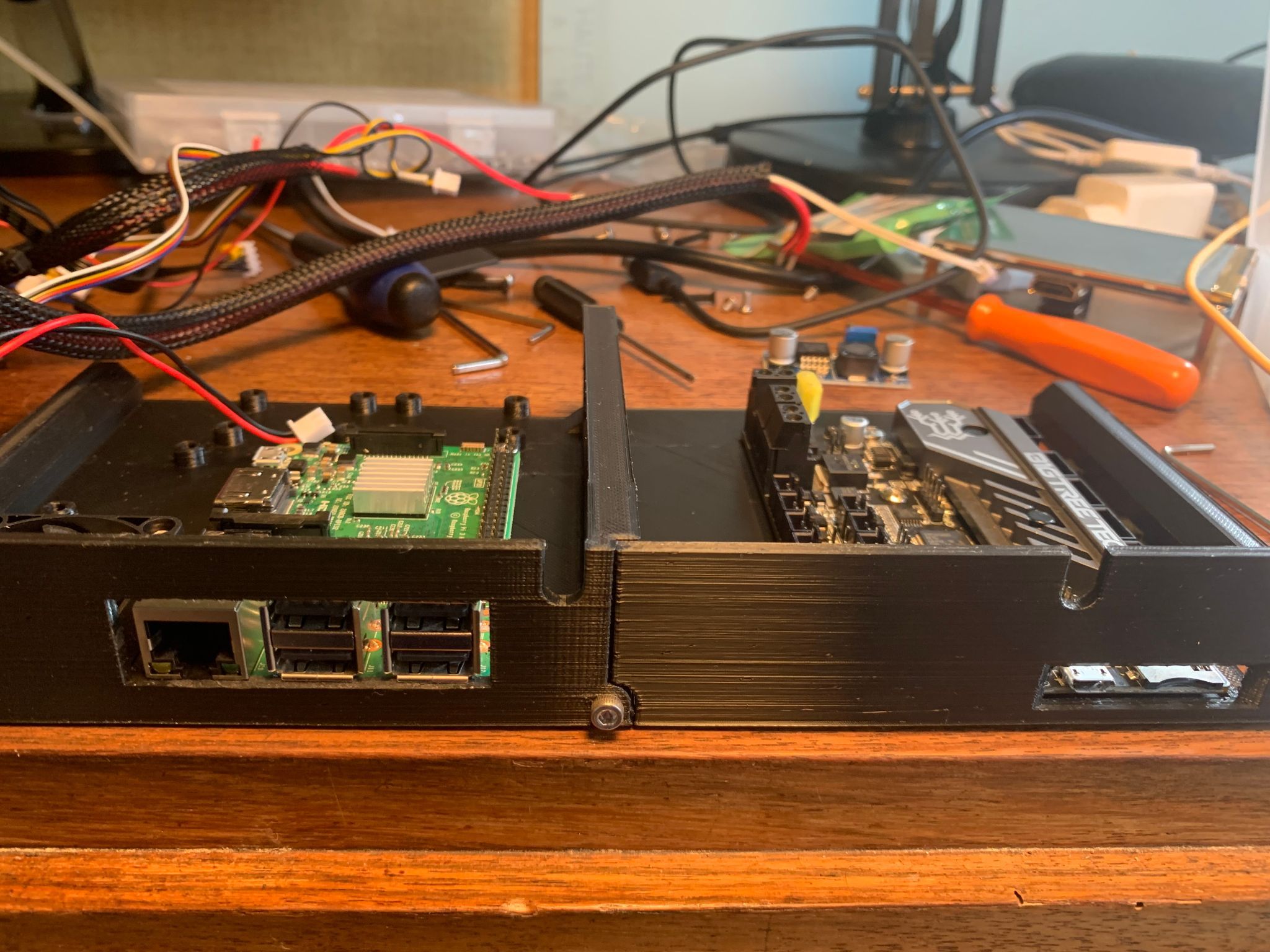
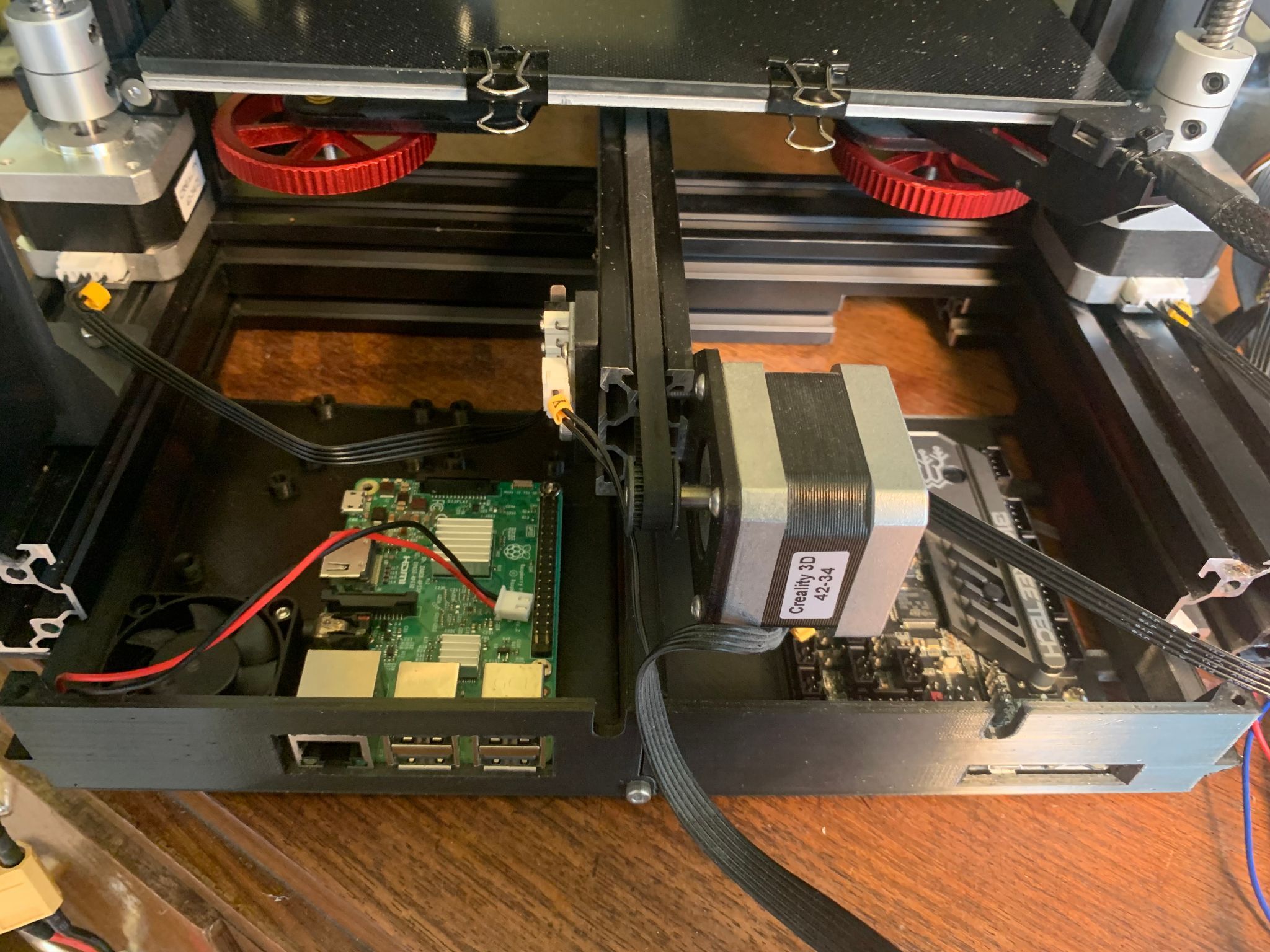
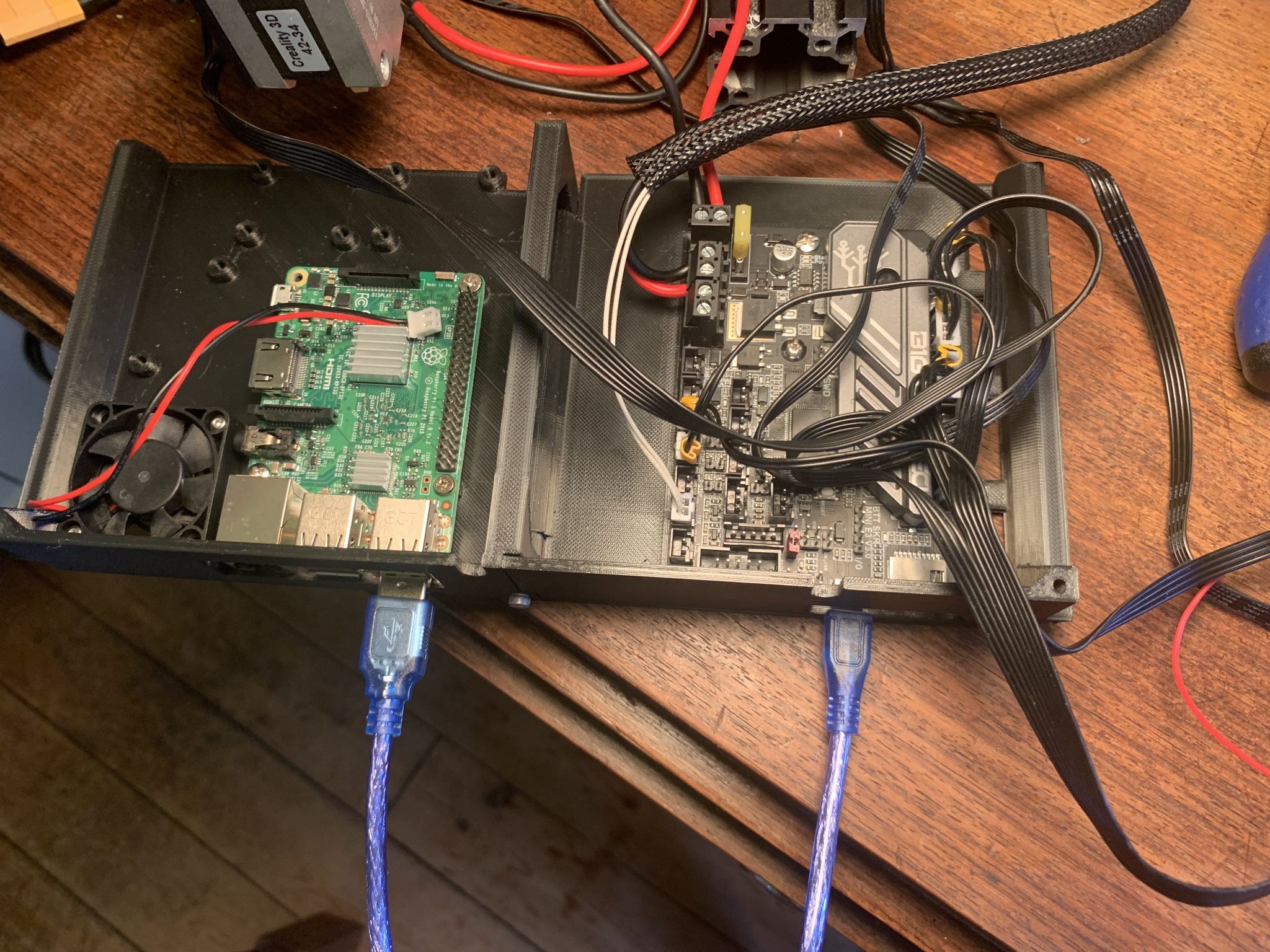
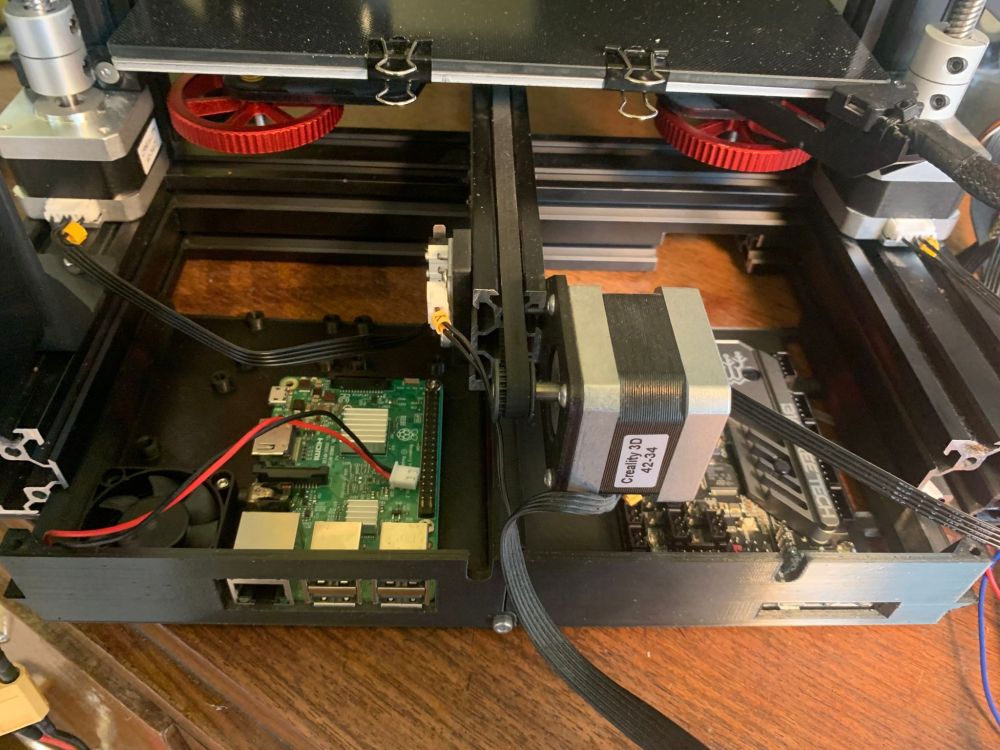
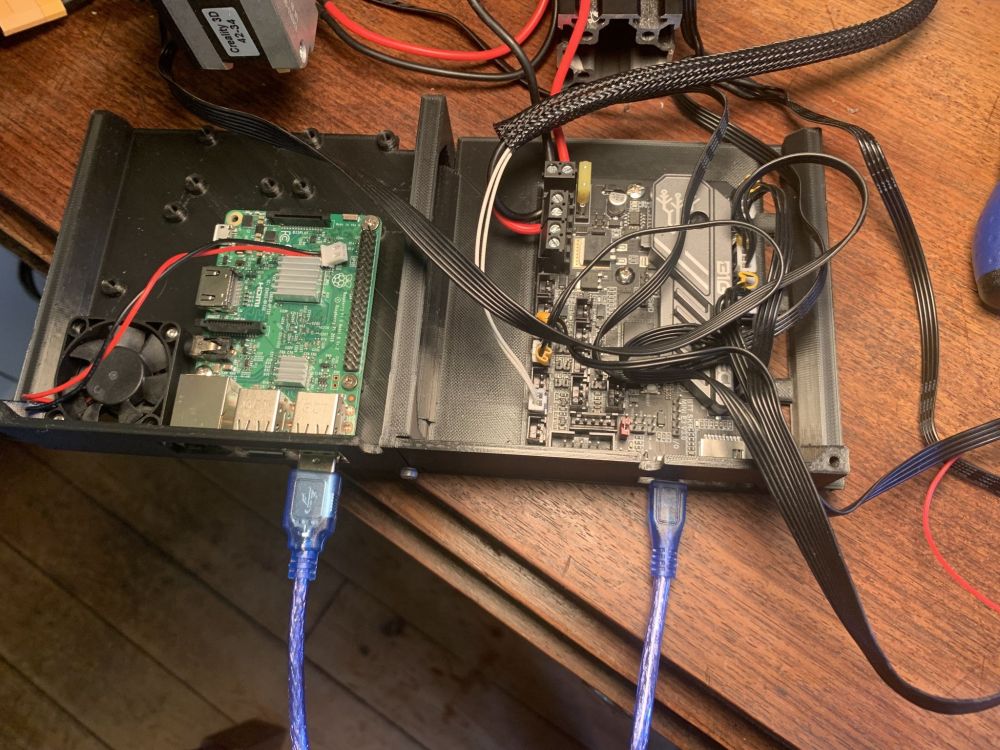
Bonjour à tous, Je signale ce projet sympa de boîtier tout en un, montage à l'arrière de l'Ender 3, dont les fichiers 3D sont ici : https://www.thingiverse.com/thing:3688967 Ce qui m'a attiré dans ce projet : * Boiter unique SKR Mini E3 v3 + Raspberry. * Montage à l'arrière de l'Ender 3, ce qui semble plus naturel que le positionnement de la carte mère à l'avant. * Meilleure accessibilité des connecteurs, donc meilleure gestion des câbles. * Support de plusieurs cartes-mères, dont la SKR mini E3 v3 et les cartes Creality. * Très bonne aération, reprise du ventilateur de l'Ender3 pour ventiler la Raspberry Pi et la carte-mère. Je fais le deuil de l'afficheur HDMI pour la Raspberry et lui préfère l'afficheur traditionnel. De toutes façon, je n'imprime qu'à partir de l'interface web. Bon hack à tous, Aldo Reset J'en profilte pour poser une question : j'aimerais éliminer la connexion USB entre la SKR et la Raspberry Pi en utilisant un câble série (3 fils). En outre, cela devrait offrir une connexion plus stable (bien que l'USB ne pose pas problème). Je sais que je devrais recompiler le firmware Klipper. J'ai désactivé le port console sur la Raspberry, donc j'ai un port série de disponible. J'aimerais connecter directement la Raspberry au port série de la SKR E3 mini v 3.0. Est-ce possible ? Je vois un connecteur marqué I/O juste à proximité du port USB de la SKR. Est-ce que certains d'entre-vous connaissent la câblage et si c'est possible. Merci d'avance. Edit : le câblage est grandement simplifié par une meilleure accessibilité.

-
Bonjour, Sur ma Ender 3V1, j'ai une carte 1.1.5 qui a fonctionné parfaitement depuis très longtemps. Dernièrement, j'ai eu des problèmes d'extrusion de plus en plus fréquents jusqu'à ne plus extruder du tout, et après bien des investigations, il s'avère que c'est le driver TMC2208 qui est mort. J'ai changé la carte pour une 4.4.7 qui fonctionne mais qui présente des défauts qui ne me vont pas du tout : - Pas de mémorisation des paramètres, ce qui m'oblige à les entrer à chaque nouvelle impression - Gestion de l'affichage sans scroll horizontal empêchant l'affichage des noms de fichiers longs (j'ai tous mes numéros de versions de fichiers dans le nom, et ça peut être long !) - Blocage des moteurs à la mise sous tension pendant un court instant (pas bon pour les moteurs ni pour les drivers) - et bien d'autres petits problèmes d'ergonomie surmontables mais agaçants Sur la carte 1.1.5, j'avais une version Marlin bugfix 1.1.x qui me convenait parfaitement, sur la nouvelle carte 4.2.7 il y a une version Marlin 1.0.1. J'ai essayé d'autres cartes : - Creality 4.2.2 Marlin 1.0.1 - Creality 4.2.7 Marlin 1.0.1 - Cheetah V1.1b Marlin bugfix 2.0.x - Creality 4.2.7 Marlin 0.0.6 Aucune ne mémorise ni affiche correctement mes données. Je sais qu'on peut compiler sa version en utilisant une carte arduino et le système de développement ad hoc, on peut trouver les morceaux de logiciels un peu partout notamment chez Marlin, Github, Creality etc... mais ça reste très aléatoire et très ch...t, surtout pour moi ! L'idée finale étant je crois de mettre un fichier .bin sur une carte SD et de booter la machine dessus pour implanter la nouvelle version. D'où ma QUESTION : Peut-on trouver directement des fichiers .bin avec une config me convenant pour flasher ma carte et enfin qu'on n'en parle plus ? Merci de vos réponses et désolé d'avoir été si long pour ma première intervention.
-
 Salut les amis! Me revoila avec mon nouvelle écran pour mon ender 3. L'écran tactile dit "touch screen" a été acheté sur Aliexpress pour 30€. Avec l'écran, je me retrouve avec une config d'ender 3v2 (carte mere en 4.2.7). J'ai mis le soft de Creality mais il est infame. (auto leveling sans donner d'information, réglage très fastidieux des valeurs numériques et j'en passe) J'ai donc suivi le tuto Jyers de Christophe sur YouTube et téléchargé les fameux fichiers. C'est la que je galère, j'ai une gamme de documents extra large et je ne sais pas comment m'y prendre. D'autant plus que les fichiers de config de l'écran sont nombreux aussi. Alors, quelqu'un sur le forum a déjà fait ça? Peut etre qu'il pourra me partager ses sources histoire que je ne pete pas les plombs. Ce serait presque a regretter l'écran à la con de la ender 3 originelle ! A très vite!
Salut les amis! Me revoila avec mon nouvelle écran pour mon ender 3. L'écran tactile dit "touch screen" a été acheté sur Aliexpress pour 30€. Avec l'écran, je me retrouve avec une config d'ender 3v2 (carte mere en 4.2.7). J'ai mis le soft de Creality mais il est infame. (auto leveling sans donner d'information, réglage très fastidieux des valeurs numériques et j'en passe) J'ai donc suivi le tuto Jyers de Christophe sur YouTube et téléchargé les fameux fichiers. C'est la que je galère, j'ai une gamme de documents extra large et je ne sais pas comment m'y prendre. D'autant plus que les fichiers de config de l'écran sont nombreux aussi. Alors, quelqu'un sur le forum a déjà fait ça? Peut etre qu'il pourra me partager ses sources histoire que je ne pete pas les plombs. Ce serait presque a regretter l'écran à la con de la ender 3 originelle ! A très vite! -
Hoppla bonjour à tous. Ayant fait évoluer mon Ender 3 V1 avec un kit extrudeur Sprite Pro avec un CrTouch et un peu galéré (Trouver le bon Firmware, mais du coup, j'ai compilé un firmware approchant. Et inverser le boulon du galet inférieur de la tête, sinon il tape sur la structure. (On peut aussi raccourcir la largeur X de travail.) Je cherche un ventilateur silencieux (moins bruyant) en 30 x 30. Et si quelqu'un avait la gentillesse de me scanner le document reçu avec la Ender 3 S1 concernant les réglages rétractations de cet extrudeur Sprite. Dans la boite du Kit, les infos sont uniquement données pour l'TPU, PLA et PETG. D'avance merci pour vos retours Amicalment Olivier
-

ender3 Plateau chauffant abîmé (ENDER 3v2)
ClementMT a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Je possède une ender 3v2 sur laquelle j'ai eu l'excellente idée de mettre n'importe comment un coton d'isolation sur le plateau chauffant. J'ai voulu enlever l'isolant et en grattant pour enlever la colle j'ai rayé le plateau (le dessous) au point ou le cuivre (je ne l'ai actuellement pas sous les yeux, mais il me semble que c'est du cuivre (le conducteur thermique)) est visible. Je suis encore novice, je souhaiterais savoir si c'est "grave", si il y a réparation à faire, la matière que que j'ai rayé (la partie noir sous le plateau (peinture, traitement thermique ?). Je vous remercie, je sais que ma question est assez pointu et j'hespère que quelqu'un pourra me donner une réponse. (J'ai pas forcément envie de jetter un plateau pour une petite rayures). (Je ne l'ai pas réutiliser) -
Bonjour, je suis en possession d'une creality Ender 3. Je souhaiterais imprimé des sextoys pour un usage commercial. Je voudrais donc faire cela correctement et utiliser des plastiques adéquat. Pour le moment j'imprime en ABS (https://www.sunlu.com/products/abs-1-75mm-3d-printer-filament-1kg-2-2lbs) Savez vous quel filaments serait le plus adapté a cet usage ? Je vous remercie d'avance.
-
 Bonjour, je vous explique mon problème actuellement, j'ai compilé mon firmware pour la creality ender 3 qui à la carte mère 4.2.7 avec un cr-touch sauf que j'ai un problème quand je fais l'auto home ou bed leveling il semblerait qu'il cherche le end_stop que j'ai retirer (le firmware d'origine de la creality n'en a pas besoi, mais ils est vieux en 1.x.x alors que marlin est en 2.0.x Comment faire pour pas qu'il prenne en compte l'end stop ? Actuellement, quand je fais auto home ou bed leveling le crtouch se déclenche (se deploy -> re-rentre -> ce deploy et me dit STOPPED OU alors HOME Z first) Avez-vous une idée de comment résoudre cela ? Merci d'avance. Cordialement.
Bonjour, je vous explique mon problème actuellement, j'ai compilé mon firmware pour la creality ender 3 qui à la carte mère 4.2.7 avec un cr-touch sauf que j'ai un problème quand je fais l'auto home ou bed leveling il semblerait qu'il cherche le end_stop que j'ai retirer (le firmware d'origine de la creality n'en a pas besoi, mais ils est vieux en 1.x.x alors que marlin est en 2.0.x Comment faire pour pas qu'il prenne en compte l'end stop ? Actuellement, quand je fais auto home ou bed leveling le crtouch se déclenche (se deploy -> re-rentre -> ce deploy et me dit STOPPED OU alors HOME Z first) Avez-vous une idée de comment résoudre cela ? Merci d'avance. Cordialement. -
Bonjour à tous, J'ai un souci pour installé mon BLTouch sur ma nouvelle carte SKR mini E3 V3.0. J'ai utilisé le firmware de BTT firmware-ender3-bltouch-for-z-homing.bin, non seulement sans succès mais en plus il y a plein de choses que je ne veux pas (version "bugfix-2.0.0", pas possible de configurer X/Y du BLtouch et ensuite le X-MIN est à zero alors que mon endstop m'impose un -3 mm) J'ai donc voulu compiler Marlin avec tout ce qu'il faut J'ai branché tous les fils sur le connecteur dédié de la SKR mini E3 V3.0. Le Bltouh devient tout rouge au démarrage et la pointe descend et remonte par deux fois avant même le démarrage de Marlin. Mais ensuite quan je demande un Auto Home, la tête se déplace en X/Y pour aller sur les enstops, puis se positionne au centre du plateau, descend, remonte, descend et remonte sans que la tige du BLtouch descende. Marlin affiche STOPPED. Quelqu'un aurait une idée ? Merci
-
Bonjour tout le monde, Suite à la casse de l'extrudeur d'origine, en plastique, j'ai commandé un extrudeur en métal. Celui-ci est arrivé, dans un sachet de Creality. Jusque là tout va bien. En asseyant de le monter, je me rends compte qu'il n'y a pas de pas de vis pour mettre en place le raccord avec le tube... Je ne trouve pas d'adaptateur dans les autres pièces livrées... Est-ce déjà arrivé à quelqu'un ici? Je subodore que la solution serait d'écrire au vendeur...Me trompe-je? Bonne journée à vous, Cyril.
-

Problème impression PETG
bentou a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
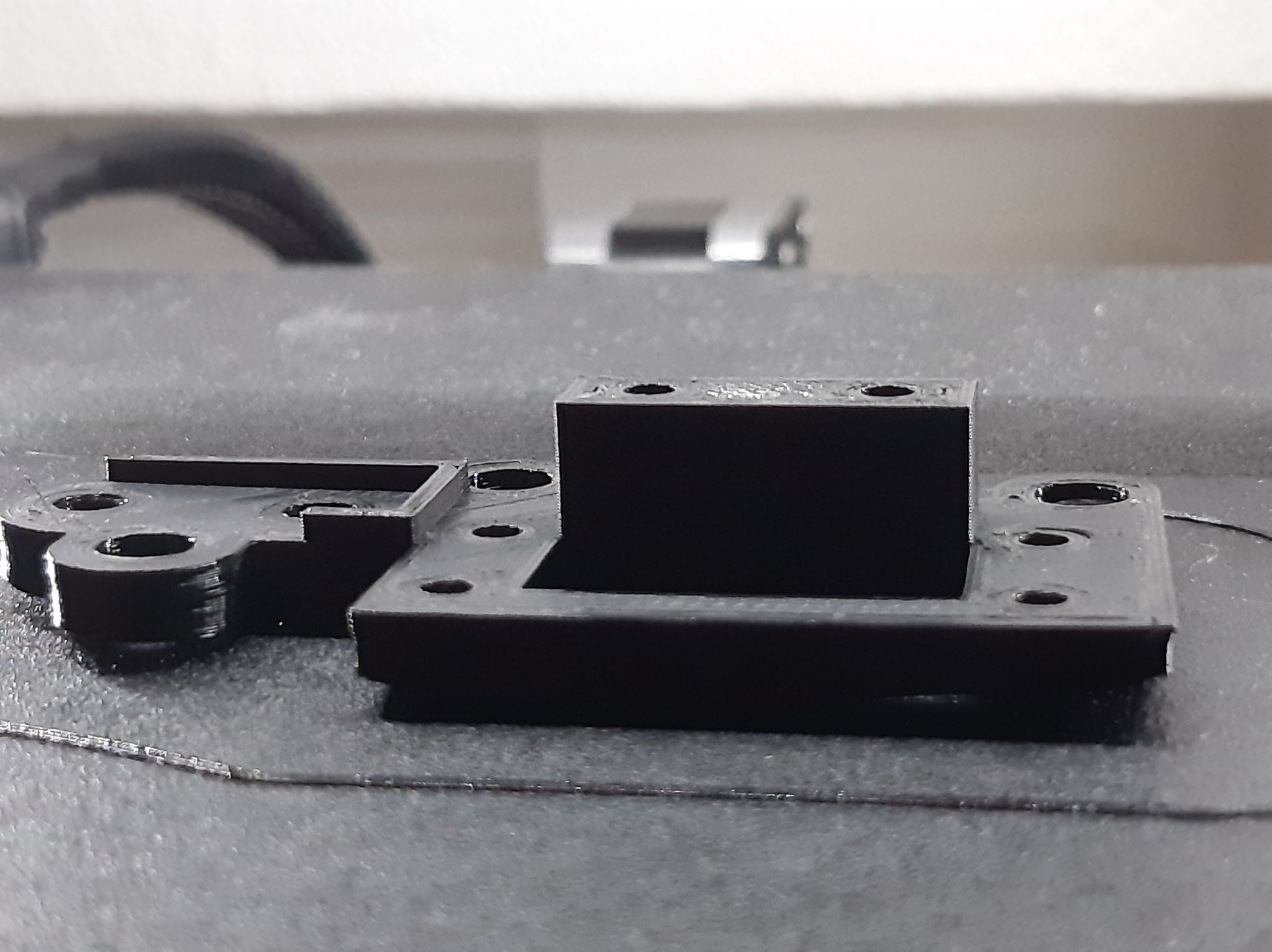
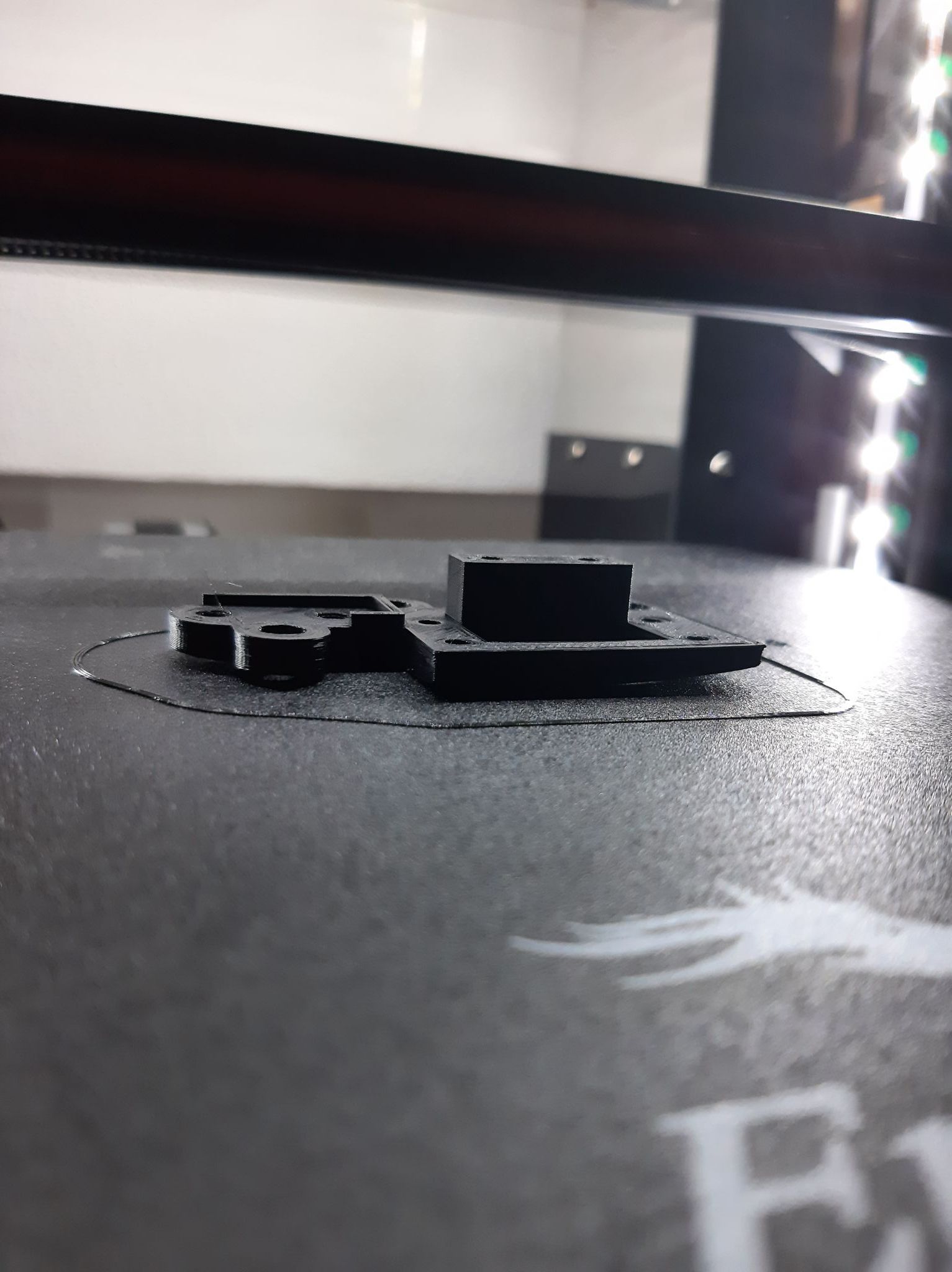
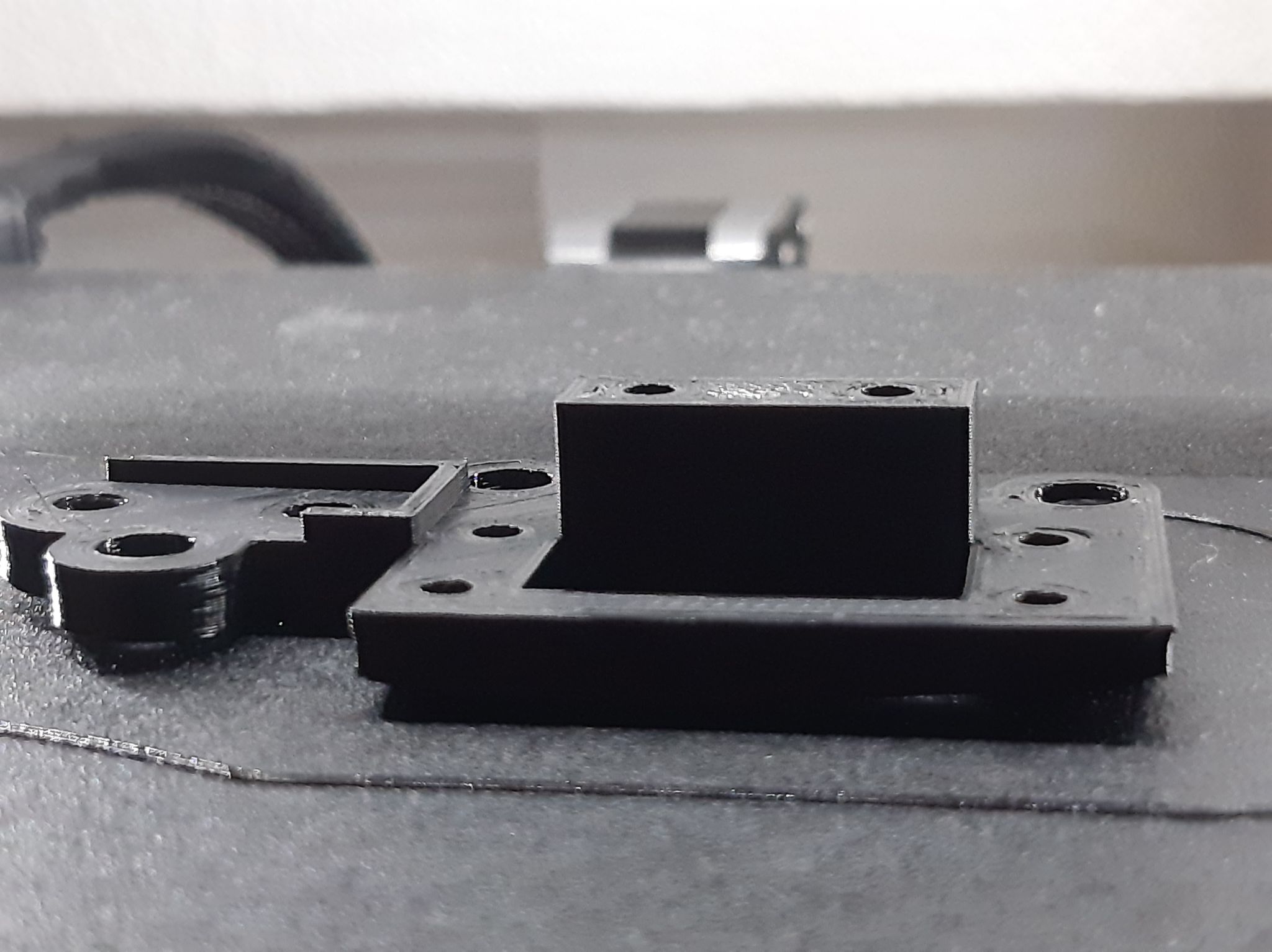
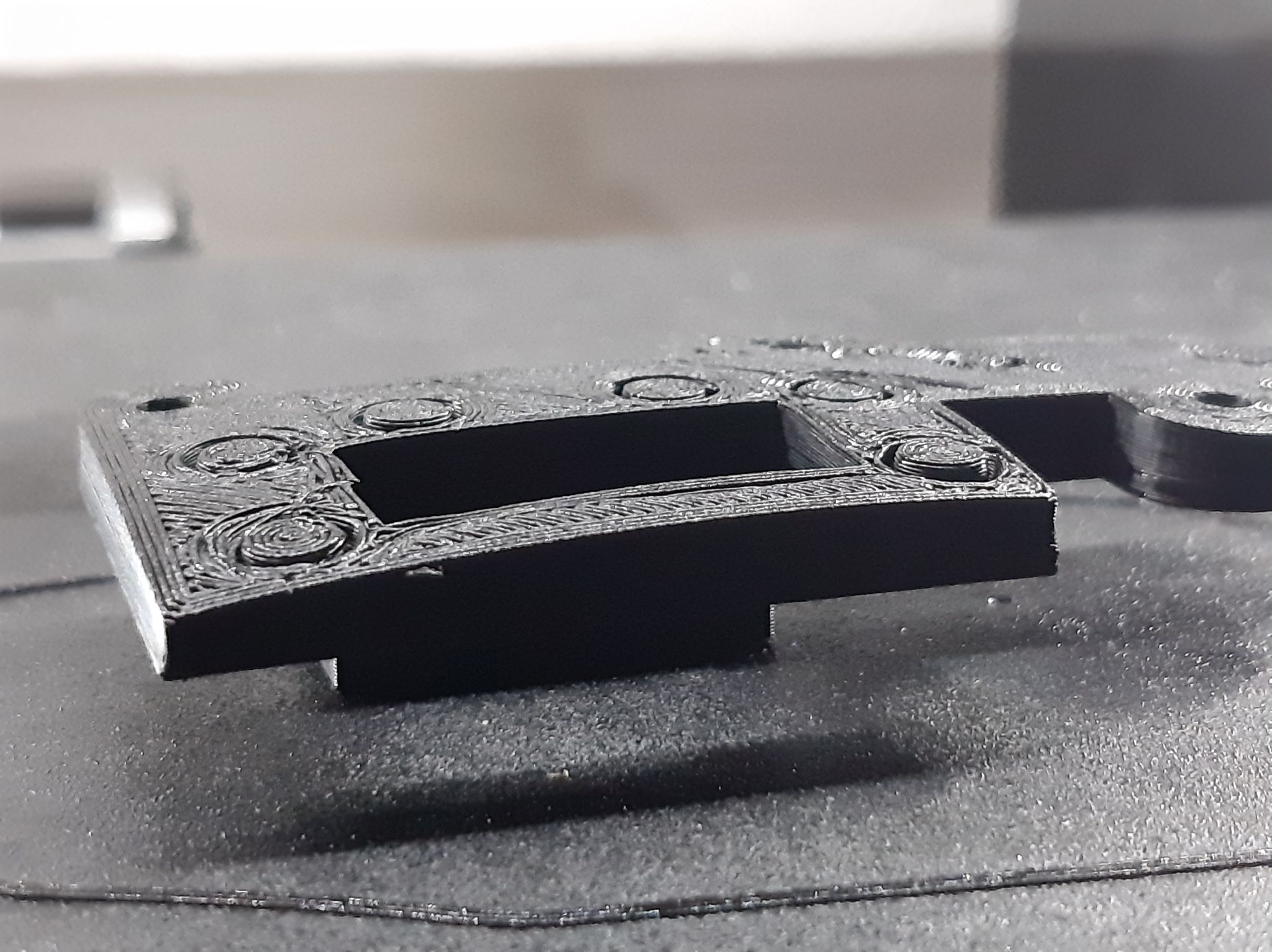
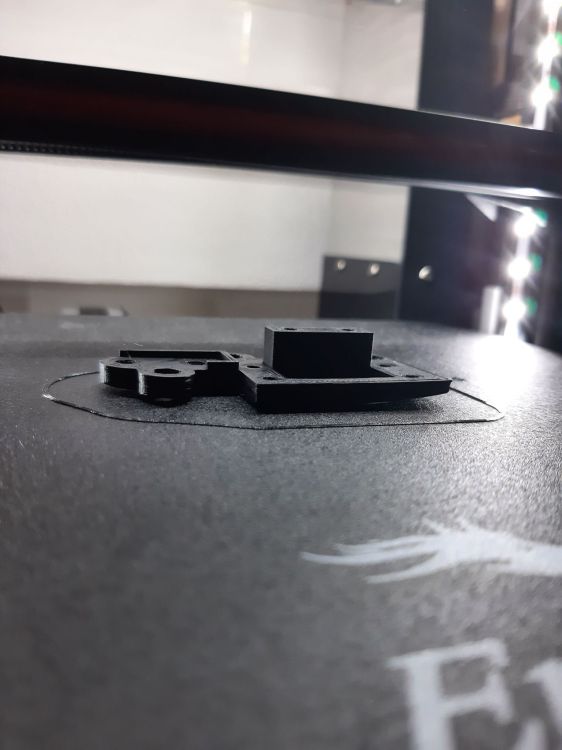
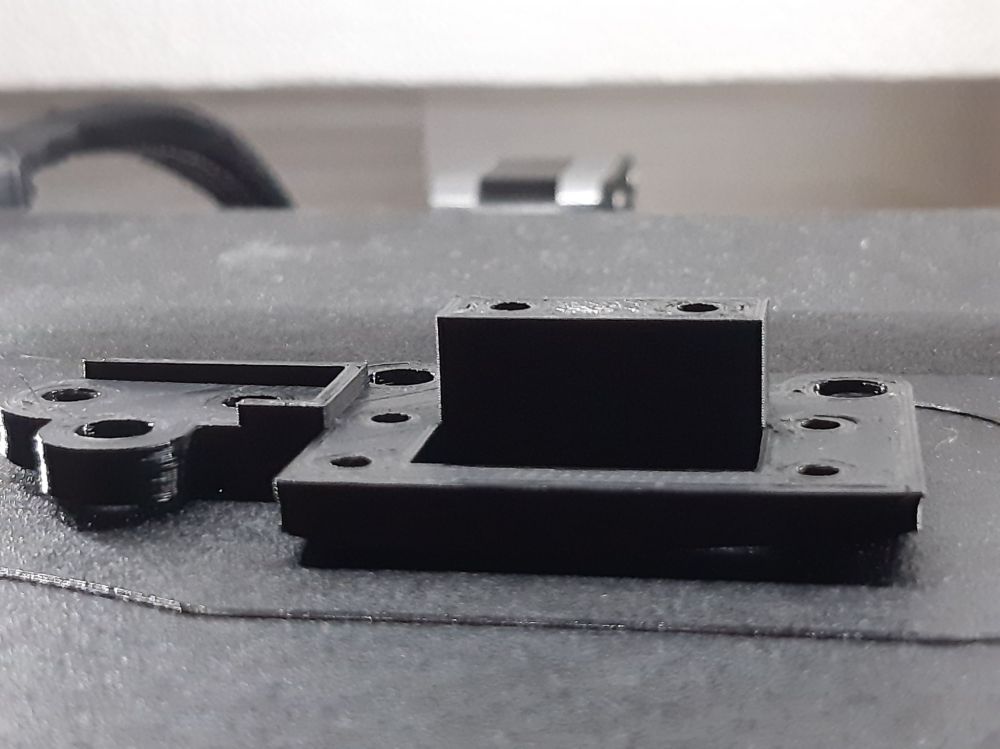
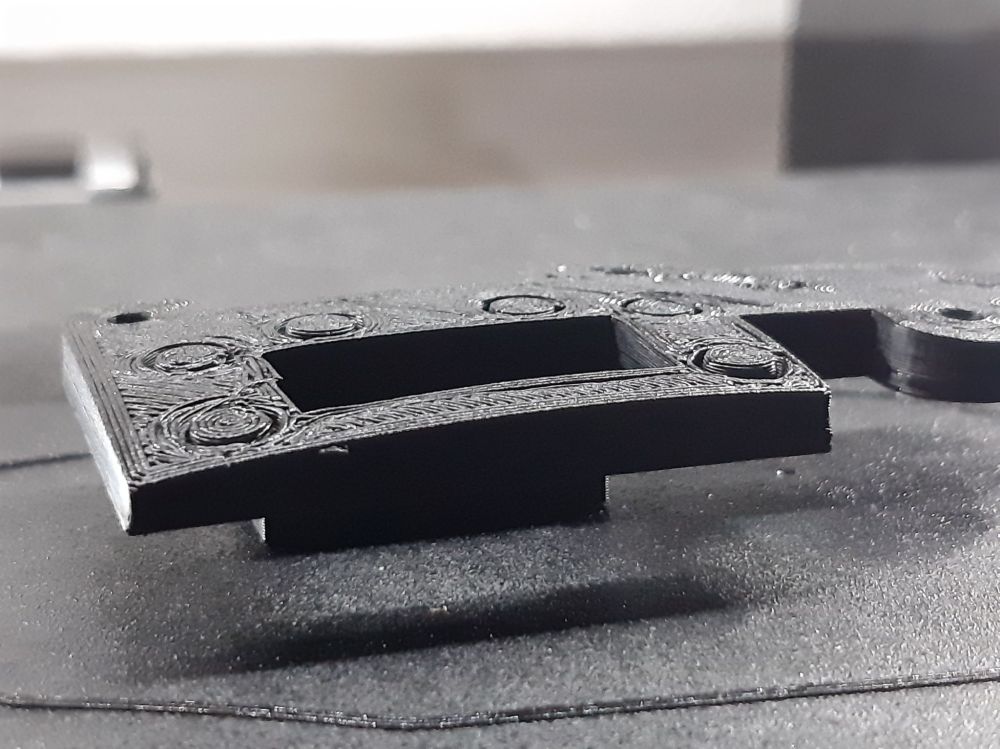
Bonjour, j'essaye d'imprimer un support HMG6 (Ender 3-Pro OEM-MK8-MS Gantry Adapter) sur mon ender3-pro tête MK8 d'origine avec les ventilos d'origine. juste une modification direct drive. j'imprime assez bien à 220° sauf peut être la première couche qui n'accroche pas bien si je descend en-dessous de 70° pour le plateau. arrivé à la 5eme passe (de 0.2mm), la partie droite de la pièce commence à se décoller. la première fois, je laisse comme ca et ca se gondole. là je baisse la température du plateau à 60 et voila la pièce finie: je précise que je suis juste à la fin de l'impression, la pièce est encore collée au bed. on voit bien la partie droite qui a continué à se décoller et la gauche qui a bien fait pareil... paramètres d'impression buse 0.4, hauteur 0.2 nb de murs 3 densité 60% température 220, bed 70 baissé à 60 vitesse 50 rétractation 2,5mm, vitesse 25mm/s si vous avez des pistes à creuser ???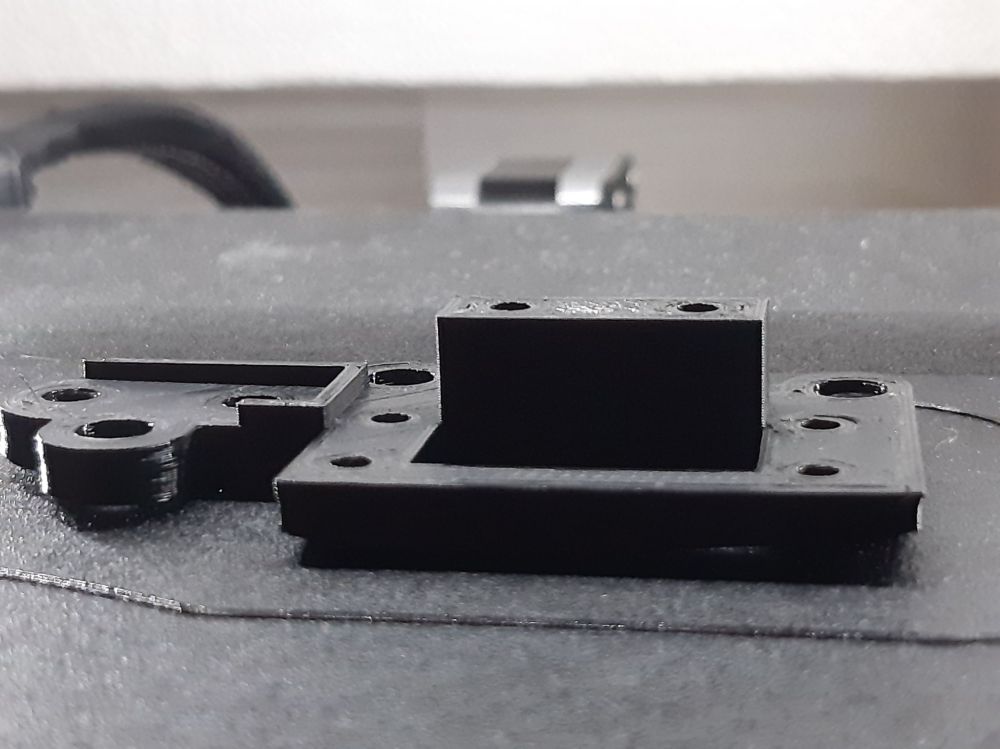
-

debut d'impression avec Z trop haut
meloce a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Salut, je rencontre un soucis avec ma ender3, certainement dû à la méconnaissance de la machine. Jusqu’à présent les impressions que j'ai fait (2 mois d'utilisation) étaient correctes. Depuis peu lorsque l’impression débute, l'extrudeur se retrouve a environ 3-4 mm du plateau. j'ai beau faire un auto home, nivellement du bed..... rien à faire l'extrudeur se trouve toujours trop haut. J'ai même remplacé le g-code de début et fin en prenant celui trouvé sur le forum (g-code idéal...) pas de changement Auriez vous une idée de la source du problème? Merci pour l'aide -

Problème ventilateur frontal ender 3 pro
Mikimac a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Salut à tous. Mon soucis vient du ventilateur frontal du hotend de mon ender 3 pro. Quand je lance une impression ou un préchauffage du pla, le ventilateur ne se lance pas. Pour qu'il se mette à tourner je dois le lancer manuellement en faisant tourner les pales avec une tige. Et souvent il s'arrête au bout d'un moment. Ça me crée comme soucis que le hotend ne refroidit pas et un bouchon de pla se forme à l'intérieur du hotend, ne faisant plus sortir le filament. Y a-t-il une cause réparable à ça? Ou je suis obligé d'acheter un nouveau ventilateur? Merci de votre aide par avance -
Bonjour, j'ai récemment acheté un 3D Touch pour l'installer sur mon imprimante Ender 3 qui possède une CM V4.2.7 et j'aimerais savoir s'il y avait des choses a faire avant ou pendant l'installation de celui-ci. J'ai une grosse impression avant son installation alors j'aimerais prendre mon temps pour comprendre et bien faire les choses. S'il y a déjà un sujet qui remplis les critères de celle-ci je vous serai reconnaissant. Merci d'avance pour votre aide.
-
Bonjour à tous, Depuis peu, je reprend goût à l'impression 3D et j'ai de nouveau envie de bricoler sur mon ender 3 . Le problème : J'ai changé toute la tête d'impression y'a pas longtemps (e3dv6 + bmg ) et je dois refaire le firmware. J'essaye de refaire le firmware avec la dernière version de Marlin Le soucis c'est qu'a chaque fois que je refais le firmware, le bltouch ne marche plus. Quand je sélectionne "déployer" il ne fais rien par exemple. Par contre, quand j'allume l'imprimante, il s'active mais sinon, il ne fonctionne pas quand je fais un Z homing par exemple. Sauriez vous m'aider ?