Nicolas Amand
-
Compteur de contenus
16 -
Inscrit(e) le
-
Dernière visite
Récompenses de Nicolas Amand
")





-

Artillery Genius problème hauteur de couches
Nicolas Amand en réponse au topic de Nicolas Amand dans Artillery
salut oui j'ai déjà repris les dimensions au pied à coulisse mais toujours le soucis légèrement apparent je laisse comme ca pour le moment je me suis trop pris la tête dessus lol -
Artillery Genius problème hauteur de couches
Nicolas Amand en réponse au topic de Nicolas Amand dans Artillery
Je ferais la modif une fois mon print fini j’avais oublié de réduire cela -
Artillery Genius problème hauteur de couches
Nicolas Amand en réponse au topic de Nicolas Amand dans Artillery
hello @PPAC merci pour la réponse. -tiges filetées z nettoyées et lubrifiées au wd40 ptfe. -coupleur/arbre moteur vérifié suite à la lecture de ta réponse dans un autre post . -les step 402.5 -verf passée sur 1.36(source doca) -pour le firmware je tourne sous le dernier molise édité sur la source il est noté de la même façon. -
Artillery Genius problème hauteur de couches
Nicolas Amand en réponse au topic de Nicolas Amand dans Artillery
@MrMagounet c'est exactement ce que tu vois sur le dessus et le dessous du X mais pourquoi aucune idées -
Artillery Genius problème hauteur de couches
Nicolas Amand en réponse au topic de Nicolas Amand dans Artillery
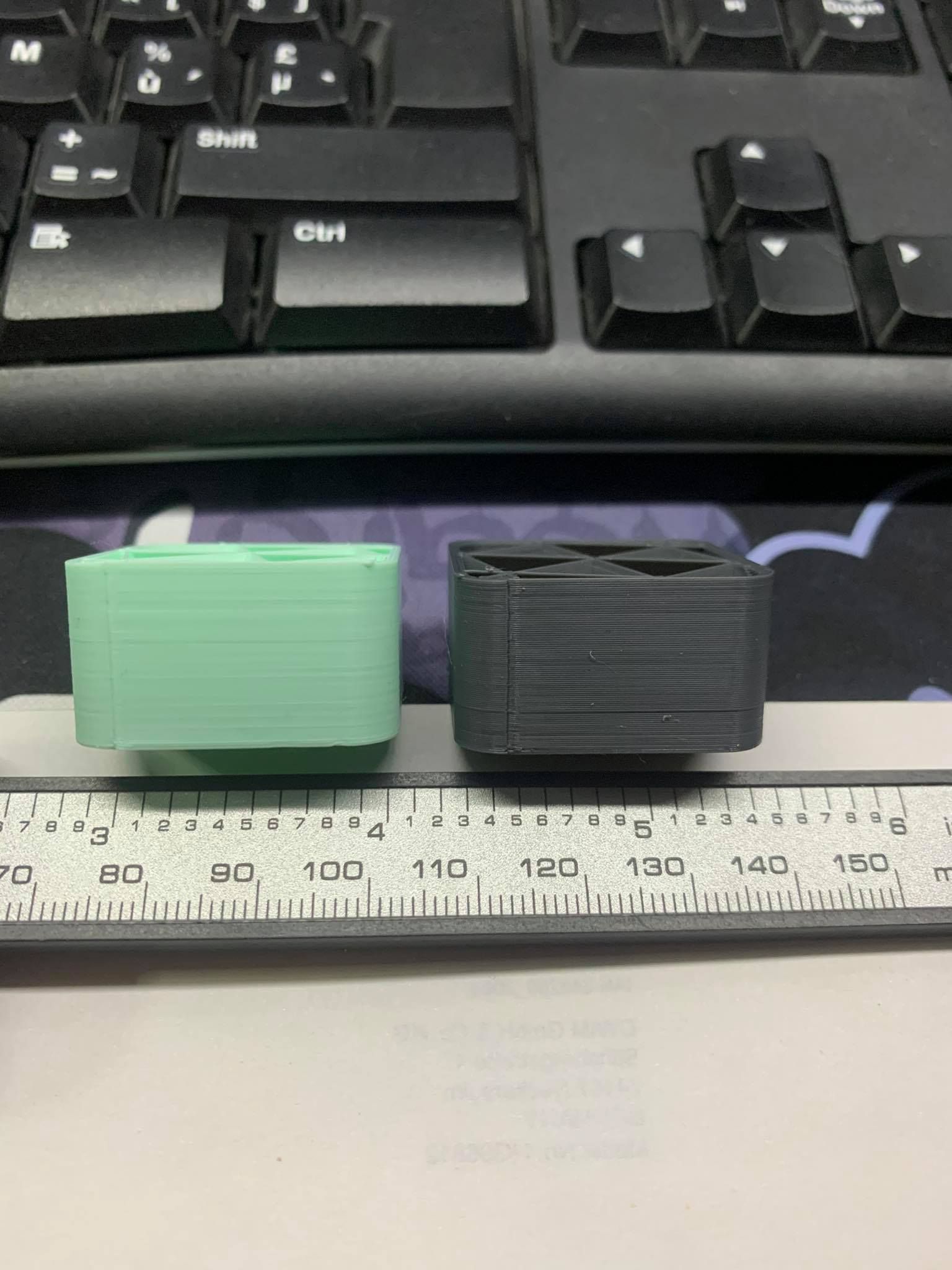
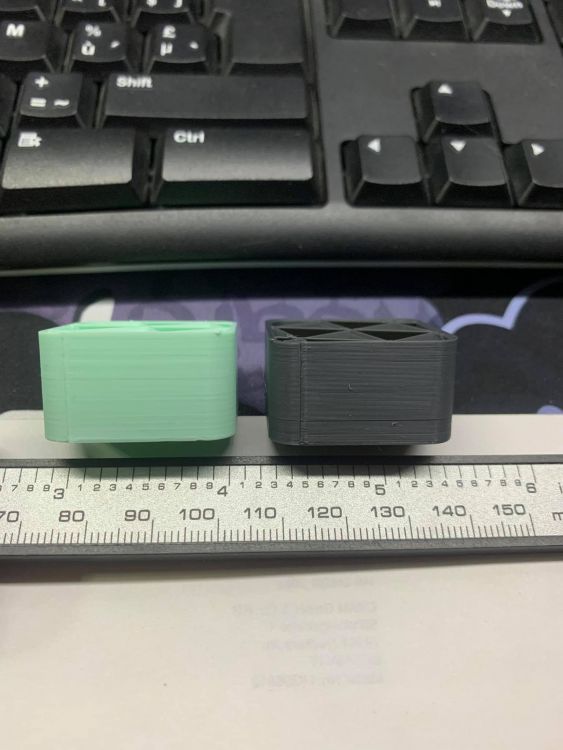
Salut j'ai enfin commencé a sortir quelque chose qui devient potable. avec une largeur de parois a 0.36 hauteur de couche 0.2 vitesse 50mm/s 3 parois/3couches supérieur et inferieur un essuyage de 0.3. ca commence a ressembler a quelque chose

-
Artillery Genius problème hauteur de couches
Nicolas Amand en réponse au topic de Nicolas Amand dans Artillery
je n'ai fait que le z je nai pas l occasion de pouvoir passer le x et y pour le moment... -
Artillery Genius problème hauteur de couches
Nicolas Amand en réponse au topic de Nicolas Amand dans Artillery
Hello, juste pour vous tenir au courant avec le passage au rail j'ai déjà éliminé pas mal de problèmes mais toujours un petit décalage sur les z il me reste a régler cura pour trouver la bonne combinaison. -
Artillery Genius problème hauteur de couches
Nicolas Amand en réponse au topic de Nicolas Amand dans Artillery
résultats, j attend la graisse au ptfe histoire de nettoyer les vis trapézoïdales et les regraisser correctement je ne vois pas d'autre chose a vérifier. Merci pour ton aide dés que je trouve je fait signe sur ce post

.thumb.jpg.d53e16d148fe3e45e06eb51fbae99eae.jpg)
-
Artillery Genius problème hauteur de couches
Nicolas Amand en réponse au topic de Nicolas Amand dans Artillery
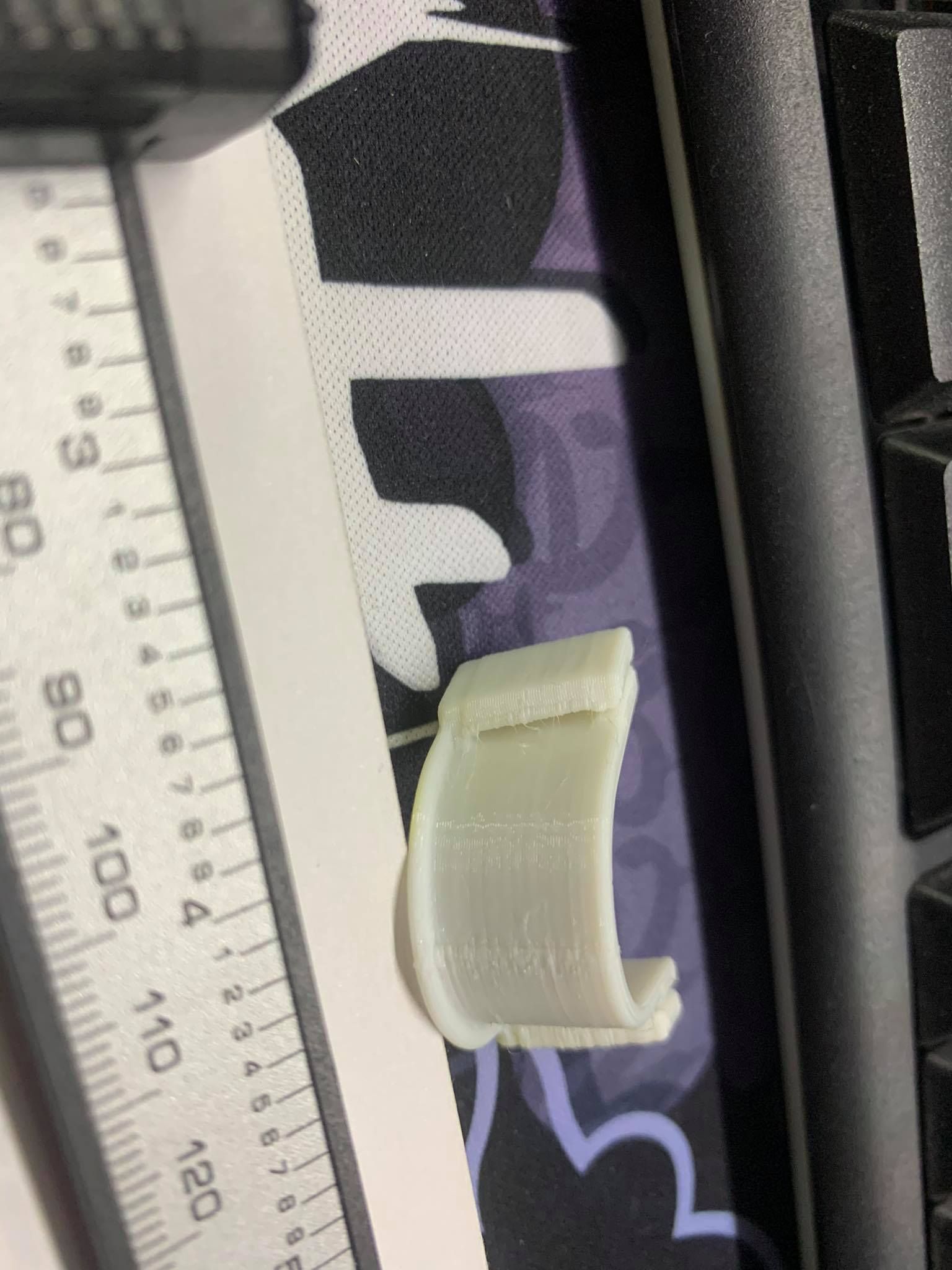
super propre effectivement, j'ai déjà imprimé quelques pièces en petg avec de très bon résultats ce qui m'étonnais avec le pla. j'avais de stock de tmc2208 mks qui trainais donc installés et verf réglées selon docarti E0.8 Y1.36 XetZ 1.36. j'ai revérifié les roues du portique hier par acquis de conscience ras. je lance le support du cable bed en petg wait and see. -
Artillery Genius problème hauteur de couches
Nicolas Amand en réponse au topic de Nicolas Amand dans Artillery
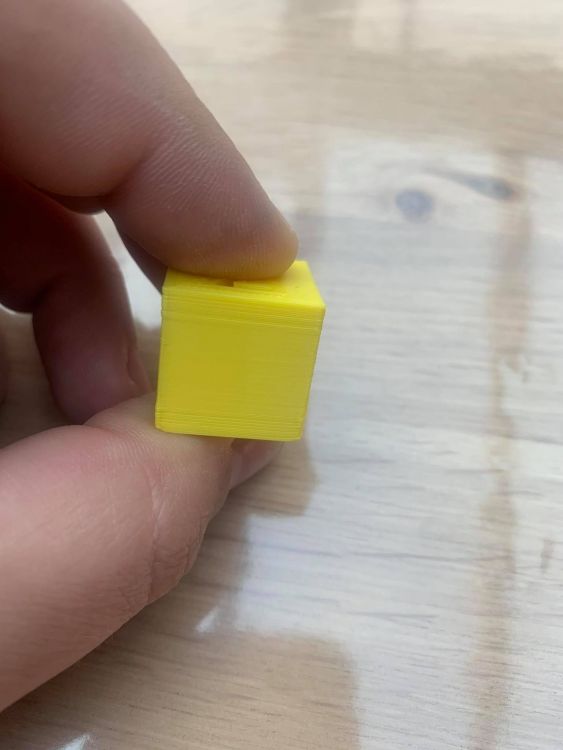
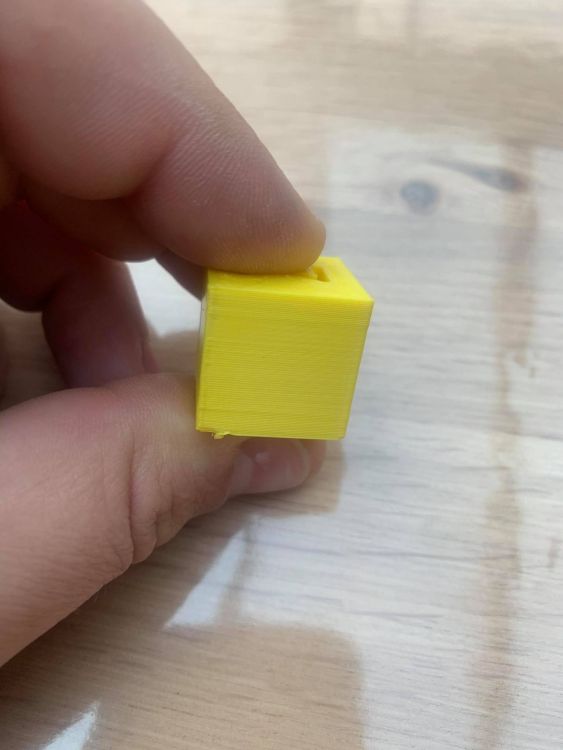
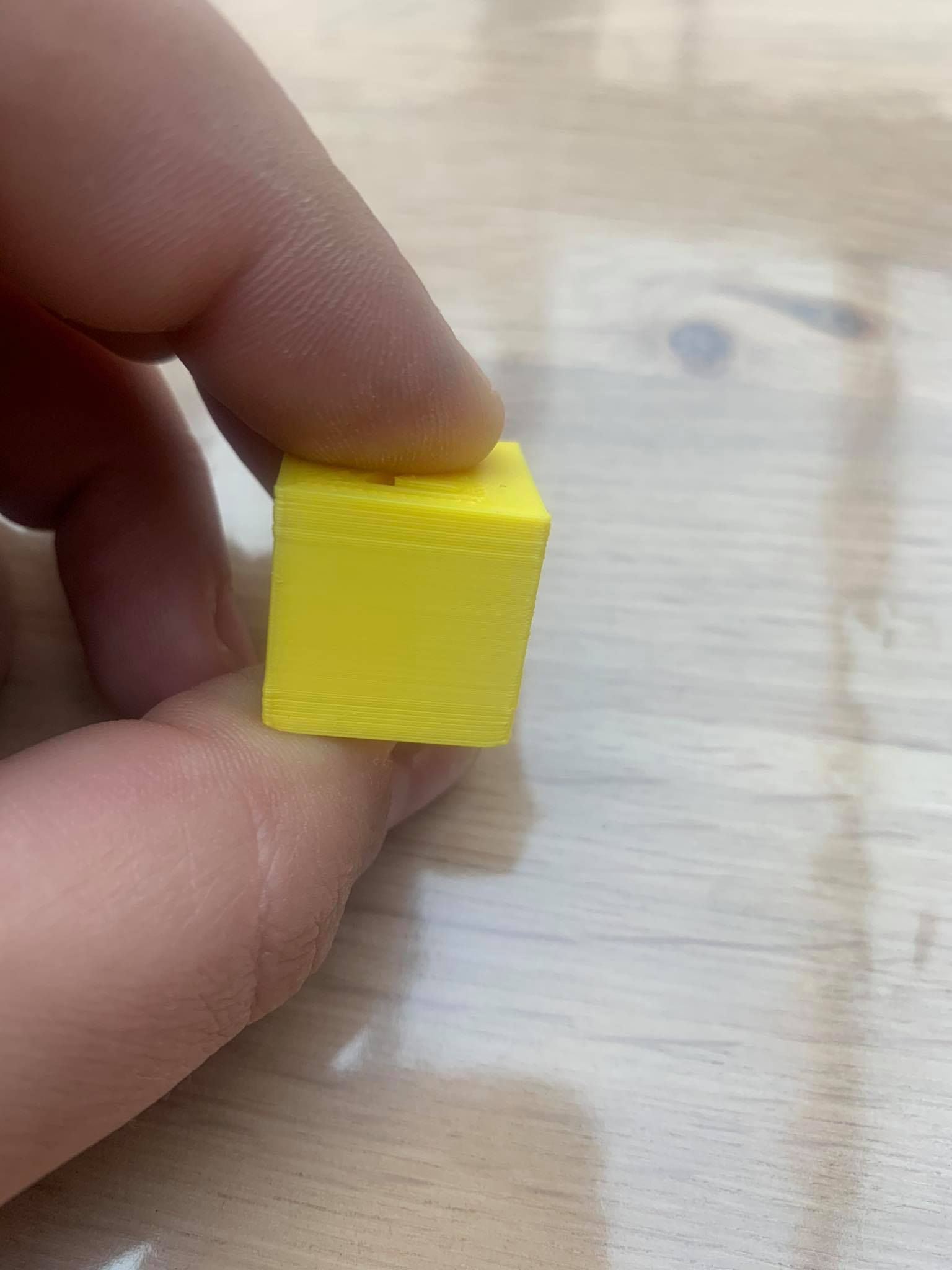
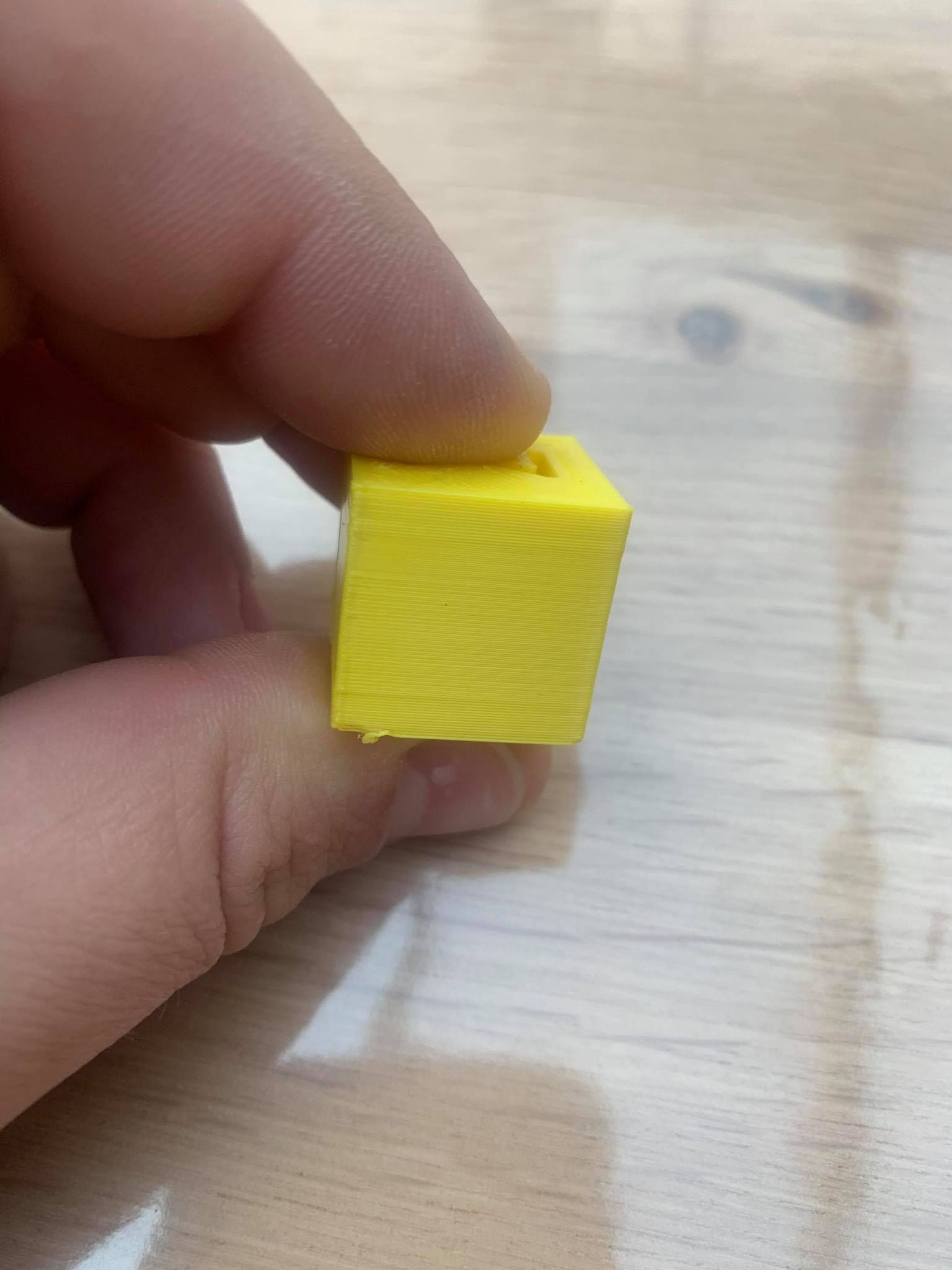
merci @MrMagounet pour la réponse ,j'ai déjà eu le reflexe de vérifier les roues et ras de ce coté la je suis peut être un peu trop exigent lol pour le petg meilleurs résultats que j'obtient sans warping ni délamination. Mais voici le résultat d'un tirage fait avant d éclaircir le problème, sachant que j'ai déjà tenté de mettre les t-rods pour soutenir mieux le z sans résultats tenter d'imprimer moins vite et diminuer les vitesse d'accélération de mes axes xyz.

-
Artillery Genius problème hauteur de couches
Nicolas Amand en réponse au topic de Nicolas Amand dans Artillery
bonjour, pour répondre j'imprime via usb, il est vrai que je n'ai pas pris soin de tester via sd ni pc (erreur de ma part ) pour ce qui est du débit et des largeurs de lignes j'ai effectué plusieurs essais pour arriver au mêmes résultats. Je vais me pencher sur ce que tu viens de mettre . merci -
Nicolas Amand a changé sa photo de profil
-
Artillery Genius problème hauteur de couches
Nicolas Amand en réponse au topic de Nicolas Amand dans Artillery
salut,oui les liaisons de couches qui me chagrine. Utilisation de pla basic fil, de pla arianplast, pla geetech , pla e-sun et sunlu température 195 degrés et 200 bed a 55 et 60 vitesse 50mm/s 30mm/s pour les parois et impression dessus dessous, 20mm/s couche initiale. j'utilise en hauteur de couche du 0.2 initiale et pareil le reste. 3 largeurs de parois sur toutes mes impressions même chose avec le petg sunlu 215 degrés bed 70 vitesse 35mm/s 25mm/s pour les parois, 30 remplissage et 15 dessous dessus, vitesse du refroidissement 40%.hauteur de la premiere couche 0.2 et 0.16 le reste. 3 largeurs de parois. je précise mon filament est bien stocké et séché(sunlu filadryer). merci -
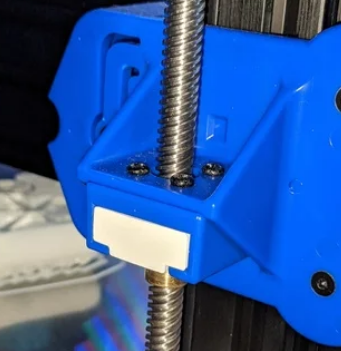
bonjour à tous j'écris ce sujet après avoir lu pas mal de choses à ce sujet, je possède une genius depuis 1 semaine flashée molise 1.3mbl. calibration extruder pid et autre formalité habituelles faites. seul hick comme pas mal de monde les hauteurs de couches pas assez régulières a mon gout. j ai déjà vérifié les montants, pid 2 fois, calibration extruder 2 fois, les roues, les vis, trapézoïdales verf refaites. Modifié différents paramètres de slicer au cas ou, j ai imprimé 2 tutos pour tester mais toujours ce soucis quelqu'un aurait il une idée ou une étape que j'aurais pu louper.je joint une photo de l upgrade fait mis a part ca l'imprimante est stock. merci pour vos contributions ou autres éclaircissements. Merci bien


-
Biqu B1 ou ortur obsidian
Nicolas Amand en réponse au topic de Lsda26 dans Bien choisir son imprimante 3D
oui oui sa rigidité laisse un peux a désirer mais comme je l'ai dit prendre son temps pour la monter ajuster correctement et pas de soucis. lien utile pour l eeprom https://www.instructables.com/BigTreeTech-SKR-14-14T-Adding-a-EEPROM/ bon amusement si tu te décide lol -
Biqu B1 ou ortur obsidian
Nicolas Amand en réponse au topic de Lsda26 dans Bien choisir son imprimante 3D
hello quand je parle du châssis je parle du portique qui as besoin d un ajustement et petits renfort dans les coins, je pense que les guide ne sont pas de même facture que sur d'autres imprimantes. tu as une sensation cheap rapport a d autres marques que j ai déjà vu passer. Mais une fois ajusté sa ne pose aucuns problèmes. Il y a pas mal de montage a faire le tout est de prendre son temps 1 fois pour être tranquille. Pour le bed comme tu le dit c'est un peu le même partout. j'ai mis un superplate de geetech maintenant je n'ai plus de soucis. SAV un poils lent (mais ce n'est jamais assez rapide pour nous lol) Si tu passe a l'achat prévoir un eeprom pour la sauvegarde, des fan pour le refroidissement de la pièce et des ventilos pour le boitier drivers et entrée d'air. Le ventilo de l'alim est plutôt bruyant mais possède déjà une bonne communauté et son lot d'améliorations en tout genre. j'imprime du TPU sans problème.




.jpg.6cf143955a87e1794a5478a7c274ba4a.jpg)