Yvan Bonnin
-
Compteur de contenus
135 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Récompenses de Yvan Bonnin
")





-

Label objet Orca / fluidd pour exclure partiellement un print
Yvan Bonnin en réponse au topic de Yvan Bonnin dans Artillery
merci pour le conseil, je vais commencer à voir comment faire ces mise à jour, ça n'a pas l'air easy ^^ -
Label objet Orca / fluidd pour exclure partiellement un print
Yvan Bonnin en réponse au topic de Yvan Bonnin dans Artillery
je viens de réussir à entrer en ssh via : ssh root@mon_ip avec makerbase en password. je vois bien le fichier dans le répertoire de config de klipper. j'ai vérifié les autorisations -rw-r--r-- 1 mks mks 581 Apr 29 03:30 moonraker.conf -rw-r--r-- 1 mks mks 17670 Jun 22 04:15 printer.cfg j'ai la même choses entre mon printer et moonraker. du coup je comprends pas pourquoi il ne s'affiche pas dans lfuidd, j'ai mémoire de l'avoir déjà vu ! mais c'était peu être avant la mise à jour du firmware. au final je me suis éloigné de ma quête initiale. pouvoir arrêter l'impression d'un print spécifique. est ce envisageable ? dans tuto ça ne paraissait pas être super dur. mais n'ayant pas accès à moonraker.conf, n'étant pas sur mainsail je galère à valider les mises à jour de klipper et moonraker bref j'aurais besoin d'une confirmation ou infirmation sur cette capacité à exclure un print ___ EDIT ___ bon, note à moi même, le répertoire qu'affiche fluidd n'est pas complet. j'ai juste écrit moon dans la zone de recherche et bingo le fichier est là j'ai suivi le tuto en modifiant moonraker et printer. j'ai reboot clipper et l’hôte , mais je n'ai pas comme Guillaume Kulakowski le bouton qui me permet de sélectionner un shape à ne plus imprimer j'ai ajouté : enable object dans moonraker.conf [file_manager] enable_object_processing: True et j'ai ajouté exclude dans printer.cfg [exclude_object] J'ai trouvé la solution à mon soucis. dans le tuto il expliquait qu'il fallait juste activer label object, mais dans ce tuto très clair https://drive.google.com/file/d/1Xwg0O8vc-lgokOHtsoa0CyFlfw3Rao4s/view j'ai compris qu'il me manquait le exclude ! c'est bon tout fonctionne ! j'espère que ça aidera d'autres ^^ -
Label objet Orca / fluidd pour exclure partiellement un print
Yvan Bonnin a posté un sujet dans Artillery
Bonjour à tous, j'ai une petite question interface. je suis monté d'une artillery X4 plus et je voudrais ajouter la possibilité de couper partiellement un print qui plante sur une plateau. J'ai regardé la vidéo très chouette (comme souvent de Tom's Basement) mais je suis sur orca et sous fluid J'ai trouvé l'option sur orca facilement. Après j'ai vu qu'il faut être plutôt à jour de moonraker et klipper et ça se complique un peu sous fluidd. ça a l'air plutôt simple sous mainsail Si des personnes ont déjà réalisé ça et pouvait partager les retours d'expérience ça serait super Merci encore pour vos aides et retours PS vous êtes plutôt fluidd ou mainsail ? EDIT bon j'ai trouvé le tuto en page 1 sorry ! je l'avais loupé. par contre je n'ai pas de fichier moonraker.conf dans mes fichiers !!! mais par contre j'ai des log de moonraker ! je suis un peu perdu
-
vitesse variable sur les premières couches
Yvan Bonnin en réponse au topic de Yvan Bonnin dans Artillery
Merci beaucoup pour le code ! je viens de rentrer du bureau et j'ai lancé un print du capot pour l'extrudeur de ma X4 plus. je teste ça dans 12h -
vitesse variable sur les premières couches
Yvan Bonnin en réponse au topic de Yvan Bonnin dans Artillery
bon je lutte mais ça ne marche pas. je vais compléter mon profil de suite. l'idée d'une macro était vraiment pratique, j'aimerai bien y arriver -
Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
Yvan Bonnin en réponse au topic de MrMagounet dans Artillery
en vue de dessus : sens anti-horaire = visser dans le sens de la vis = éloigne le plateau de la buse = on quitte le rouge pour aller vers le bleu (et on cherche le centre) en vue de dessus : sens horaire = dévisser dans le sens de la vis = approcher le plateau de la buse = on quitte le bleu pour aller vers le rouge (et on cherche le centre) mieux je peux pas -
Réglage du bed mesh totalement incompréhensible
Yvan Bonnin en réponse au topic de Symbiont dans Artillery
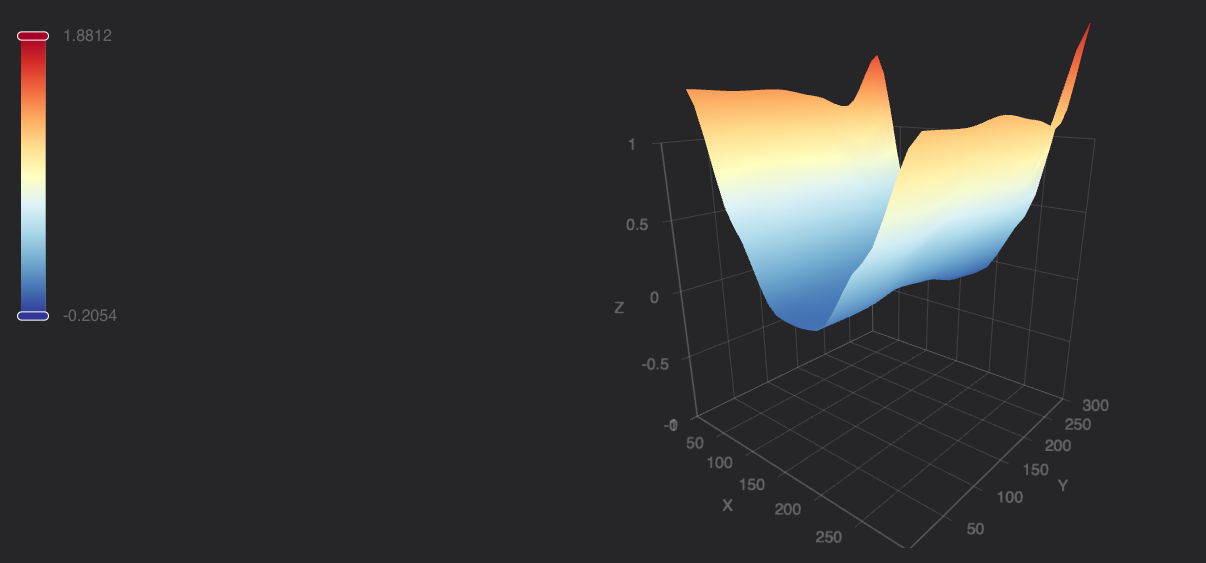
en fait à réception de mon imprimante j'ai rencontré un soucis. Pour le manuel leveling (les 6 points avec le papier) j'étais obligé de desserrer à fond les 6 mollettes !!! du coups ça m'a fait ça. c'est pour ça que je te conseille de passer outre et de bosser ton Z offset et ensuite de peaufiner en manuel via plusieurs auto leveling en faisant les corrections au fur et à mesure -
vitesse variable sur les premières couches
Yvan Bonnin en réponse au topic de Yvan Bonnin dans Artillery
j'allais demander si on pouvait pas mettre un if avec une condition !!!! je viens de bosser une macro [gcode_macro PRINT_SECURE] variable_layer_num: 0 gcode: {% if layer_num|int <= 1 %} ; Ne fait rien sur la couche 1 (pas de modification) {% elif layer_num|int < 11 %} M220 S{50 + 5 * (layer_num|int - 2)} ; A partir de la couche 2, réduction progressive {% else %} M220 S100 ; Fixe à 100% après la couche 11 {% endif %} ça à l'air de fonctionner ^^ une petite question en passant y a une commande pour savoir à quel vitesse (le pourcentage de M220) on est actuellement ? -
Bonjour à tous je me rends compte que sur certaines pièces sensibles, j'aime bien sur les premières couches descendre ma vitesse à 50% et la remonter doucement pour finir à 100% une fois passé les 10 premières couches. J'ai bien vu l'option nombres de couches lentes dans "vitesse" sur orca slicer, mais du coups ça fait une sacrée différence si je fais 10 couches à la vitesse de ma première ou si je réduis à 50% pour aller à 100% sur le même nombre de couche. A votre avis il y aurait une astuce dans le gcode ou via une macro d'automatiser ça ? Merci pour vos retours
-
Réglage du bed mesh totalement incompréhensible
Yvan Bonnin en réponse au topic de Symbiont dans Artillery
non non mon bed de base est arrivé comme ça là tu peux prendre peur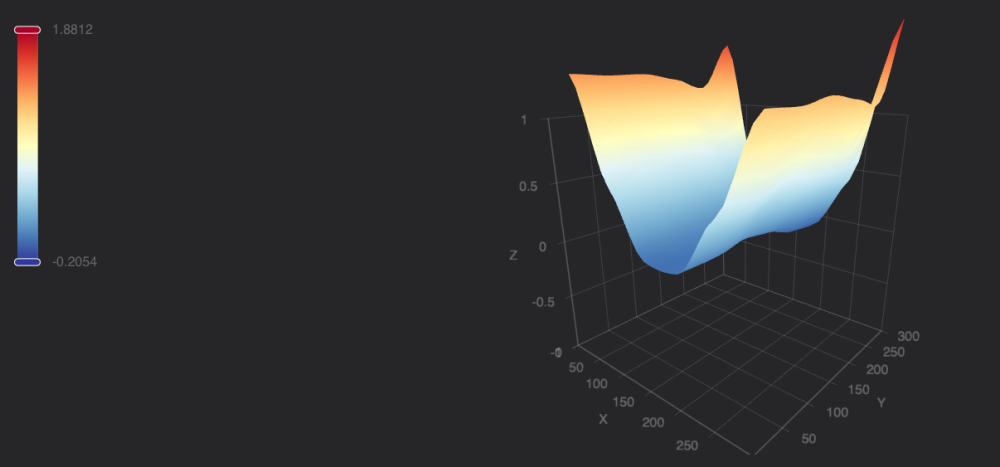
-
quand je vois le haut de ton cube calibration, ça me fait penser à un soucis de rapport de débit. ton test yolo est nettement mieux, il a été fait avant ou après ton cube calibration ? mon côté j'avais des pièces (PLA) qui étaient très granuleuses sur le dessus, j'ai solutionné avec le rapport de débit et le pressure advance car trop de filament, ma buse faisait clairement un sillon dans la pièce. ça peut aussi jouer pour tes soucis de surplombs si tu mets trop de matière. pour le reste j'suis pas un pro de l'ABS je laisse les experts te répondre
-
Réglage du bed mesh totalement incompréhensible
Yvan Bonnin en réponse au topic de Symbiont dans Artillery
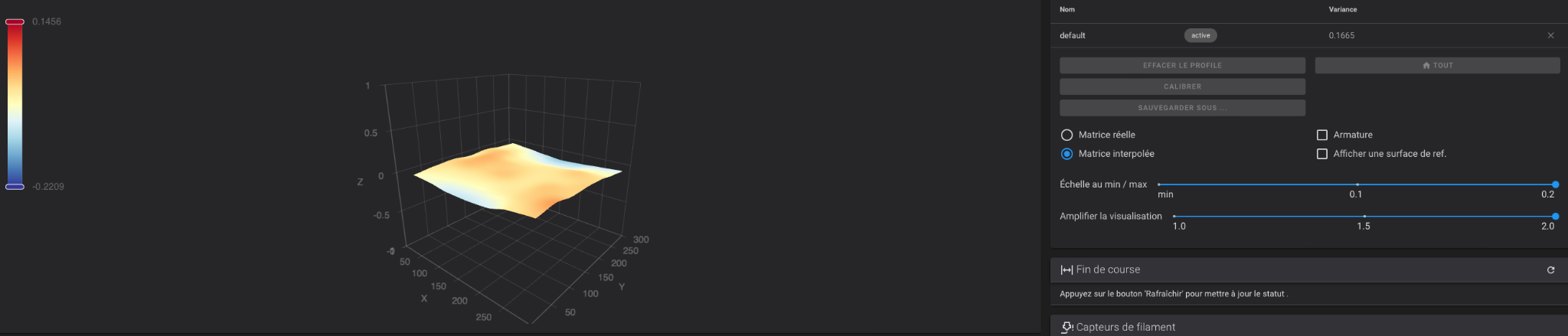
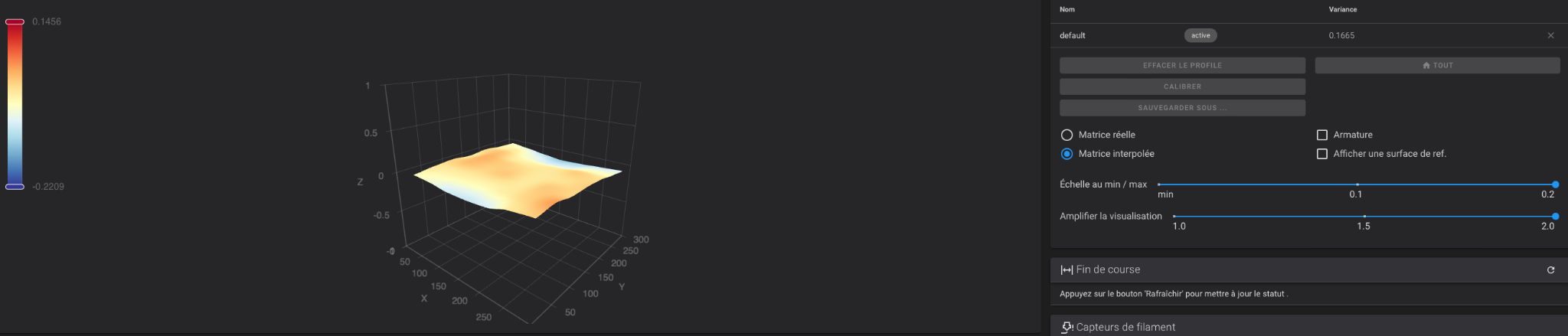
j'avais répondu sur le post global, j'avais pas vu la discussion ici ! perso j'ai eu des soucis avec les réglages en manuel, ça m'obligeait trop à desserrer les molettes. le secret, faire plusieurs auto leveling et ajuster au fur et à mesure, petit à petit pour se rapprocher du parfait ! j'ai commencé avec un truc aussi de travers que toi et j'ai fini à ça en plusieurs passe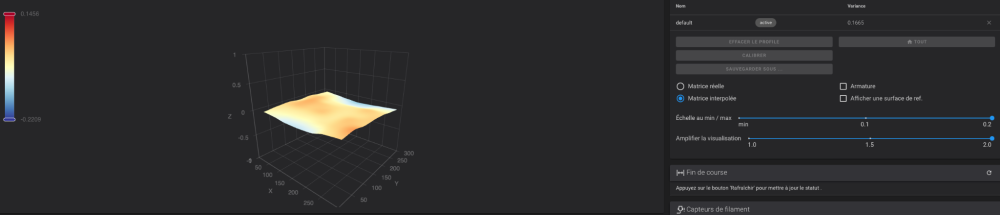
-
Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
Yvan Bonnin en réponse au topic de MrMagounet dans Artillery
salut @Stefaine63 cette vidéo devrait t'aider ! perso je ne fait pas les 6 points avec le papier, je fais le Z puis l'auto leveling. ensuite selon le résultat, je visse ou dévisse un peu les roues pour réduire les écarts. j'ai un résultat assez correct si tu es dans le rouge il faut visser ta molette, si tu es dans le bleu faut desserrer ! attention à pas se tromper de sens car tu est à l'opposé de la vis, dans pour visser, visuellement tu vas (en étant au dessus de l'imprimante) dévisser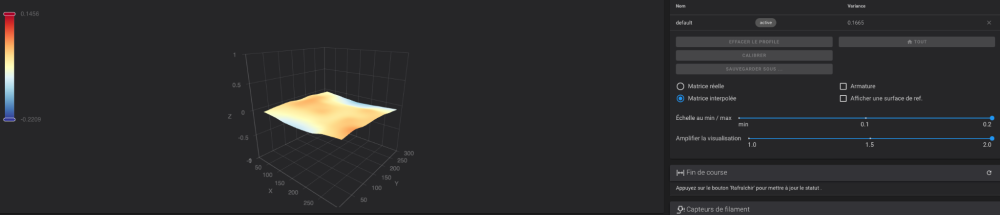
-
ok, je pars à l'étranger ce soir, je ferai à mon retour des tests en faisant des copies de mon printer.cfg pour voir l'évolution des valeurs du bedmesh. merci en tout cas pour toutes ces précisions
-
mais du coup ça le garde en zone commenté ou ça le prend de manière effective dans le printer.cfg pour les prochains print ?