Yvan Bonnin
-
Compteur de contenus
156 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Tout ce qui a été posté par Yvan Bonnin
-

Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
Yvan Bonnin en réponse au topic de MrMagounet dans Artillery
c'est clairement le jour et la nuit tes deux prints ! content que tu aies trouvé solution. et moi plus insta ni tiktok alors j'suis bien content qu'on reste ici -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
Yvan Bonnin en réponse au topic de MrMagounet dans Artillery
de mon retour d'expérience, j'ai déjà essayé de réduire la température. tente à nouveau ton prix à 200° voir 195° pour la rétractation sois un peu plus fort dans tes réglages, je te mets en photo un preset qui a solutionné un vieux filament paillette qui me faisait tout le temps du stringing. avec ces paramètres, j'ai solutionné en espérant que ça t'aide pour le cube, je connais pas ce shape. prend un cube calibration 20x20, c'est rapide et générique sinon y. celui là c'est qui chouette car il est plus complet (il est toujours en 20x200) Test_Cube.stl bon courage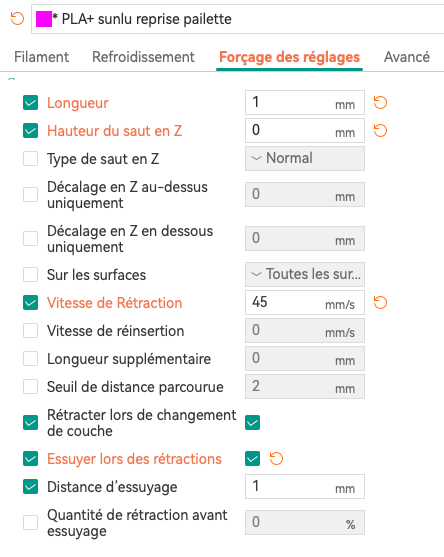
-
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
Yvan Bonnin en réponse au topic de MrMagounet dans Artillery
tu peux nous donner des réglages (température, réactation, vitesse) -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
Yvan Bonnin en réponse au topic de MrMagounet dans Artillery
avec plaisir ! je passe mes 3 macros M600 -- PAUSE -- RESUME j'avoue que ça me change la vie !!!! #################################################################### # PAUSE / RESUME / M600 ##################################################################### [gcode_macro M600] gcode: # on stock la température de la buse SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=mytemp VALUE={printer['extruder'].target|int} # Définit les valeurs par défaut M600 [E<initial_retract>] [U<later_retract>] [X<abs_pos>] [Y<abs_pos>] [Z<rel_pos>] {% set E = (params.E|default(1)|float,0.0)|max %} {% set U = (params.U|default(60)|float,0.0)|max %} {% set X = (params.X|default(10)|float,0.0)|max %} {% set Y = (params.Y|default(10)|float,0.0)|max %} {% set Z = (params.Z|default(10)|float,0.0)|max %} # Sauvegarde de l'état et mise en pause SAVE_GCODE_STATE NAME=M600_state PAUSE # Rétraction initiale + levée Z G91 G1 E-{E} F2700 G1 Z{Z} # Parking XY G90 G1 X{X} Y{Y} F3000 # On passe la température à 170° SET_HEATER_TEMPERATURE HEATER=extruder TARGET=165 # Rétraction longue G91 G1 E-{U} F2400 # Restauration des valeurs d'avant pause RESTORE_GCODE_STATE NAME=M600_state [gcode_macro PAUSE] rename_existing: BASE_PAUSE gcode: {% set z = params.Z|default(20)|int %} {% set e = params.E|default(2.5) %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE={z} SAVE_GCODE_STATE NAME=PAUSE M25 {% if (printer.gcode_move.position.z + z) < printer.toolhead.axis_maximum.z %} G91 M83 G1 E-{e} F2100 G1 Z{z} F900 {% else %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE=0 {% endif %} SAVE_GCODE_STATE NAME=PAUSEPARK G90 SET_IDLE_TIMEOUT TIMEOUT=43200 [gcode_macro RESUME] rename_existing: BASE_RESUME variable_zhop: 0 variable_mytemp: 0 variable_etemp: 0 gcode: # On attend la remontée en température {% if mytemp|int > 0 %} M109 S{mytemp} {% endif %} {% set e = params.E|default(2.5)|int %} SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout} G91 M83 RESTORE_GCODE_STATE NAME=PAUSEPARK MOVE=1 MOVE_SPEED=100 {% if printer[printer.toolhead.extruder].temperature >= printer.configfile.settings.extruder.min_extrude_temp %} G1 Z{zhop * -1} F900 G1 E{e+0.7} F700 {% else %} G1 Z{zhop * -1} F900 {% endif %} RESTORE_GCODE_STATE NAME=PAUSE MOVE=1 MOVE_SPEED=60 M24 ##################################################################### EDIT j'ai crée une macro dédié à la pose d'insert, de led et aimants. si ça intéresse, je peux partager juste me dire si c'est mieux de la mettre la ou peut être de faire un post vos macro favorite question qu'on puisse tous se partager nos avancées ! -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
Yvan Bonnin en réponse au topic de MrMagounet dans Artillery
@Pierrolito je te conseille surtout de prendre une bonne lampe, de la mettre de côté afin de voir. si tu es bien placé tu vas voir si y a un manque de filament en sortie de buse ou si ton filament sort et glisse sur le plateau. tu peux essayer d'améliorer ces points : Remonte le Z-offset un peu Refais un bed leveling Nettoie le plateau avec de l'IPA tente un plateau +5 °C check ta vitesse de première couche à 20–30 mm/s pas plus ton débit est à combien ? -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
Yvan Bonnin en réponse au topic de MrMagounet dans Artillery
visuellement ton soucis semble plus venir d'une absence de matière. tu print à quelle température ? ton PLA est pas trop humide ? -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
Yvan Bonnin en réponse au topic de MrMagounet dans Artillery
j'ai solutionné, je partage ma solution je crée ma variable dans M600 SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=mytemp VALUE={printer['extruder'].target|int} Je défini la macro ou elle doit être envoyé (dans mon cas resume) et dans ma macro resume je pose une condition avant reprise {% if mytemp|int > 0 %} M109 S{mytemp} {% endif %} et mon problème est résolu ! Merci pour le coup de pouce @MrMagounet -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
Yvan Bonnin en réponse au topic de MrMagounet dans Artillery
j'ai relu les pages de ce post et je vois que @LilYoda avait évoqué la pause avec des soucis de réglages. je n'arrive pas à avoir une macro correcte. à ce jour j'ai celle de yoda, je l'ai corrigé car pour moi elle injectait trop de filament à la reprise et la purge me faisait un fil baladeur. mon soucis principal c'est qu'il faut que je remette la tempérture à la main. je n'arrive pas à le faire revenir à l'état demandé par la buse lors du print. j'ai demandé à une IA de m'aider un peu. c'était pas concluant -
Urgence noël - référence thermistance X4 plus
Yvan Bonnin en réponse au topic de Yvan Bonnin dans Artillery
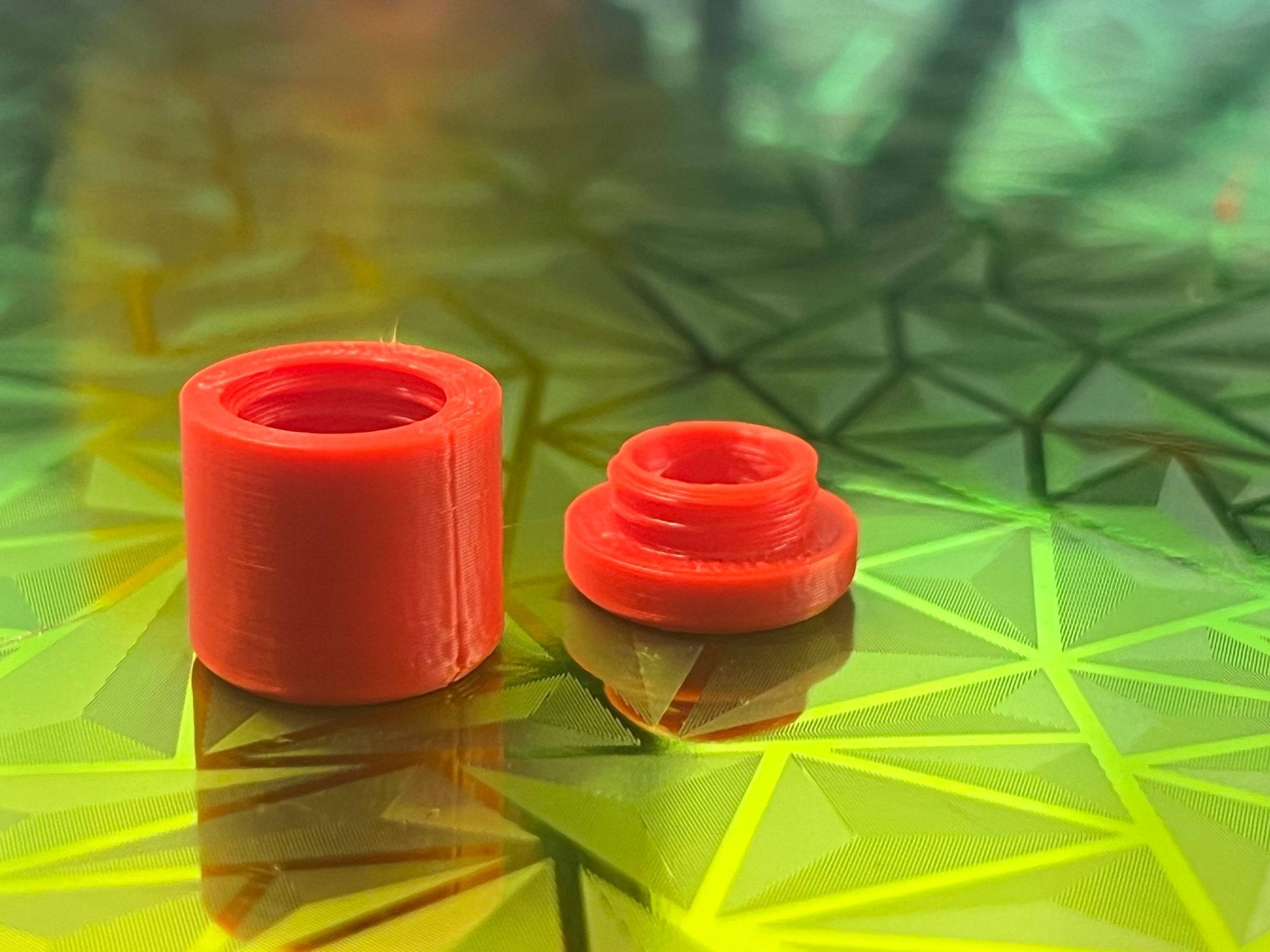
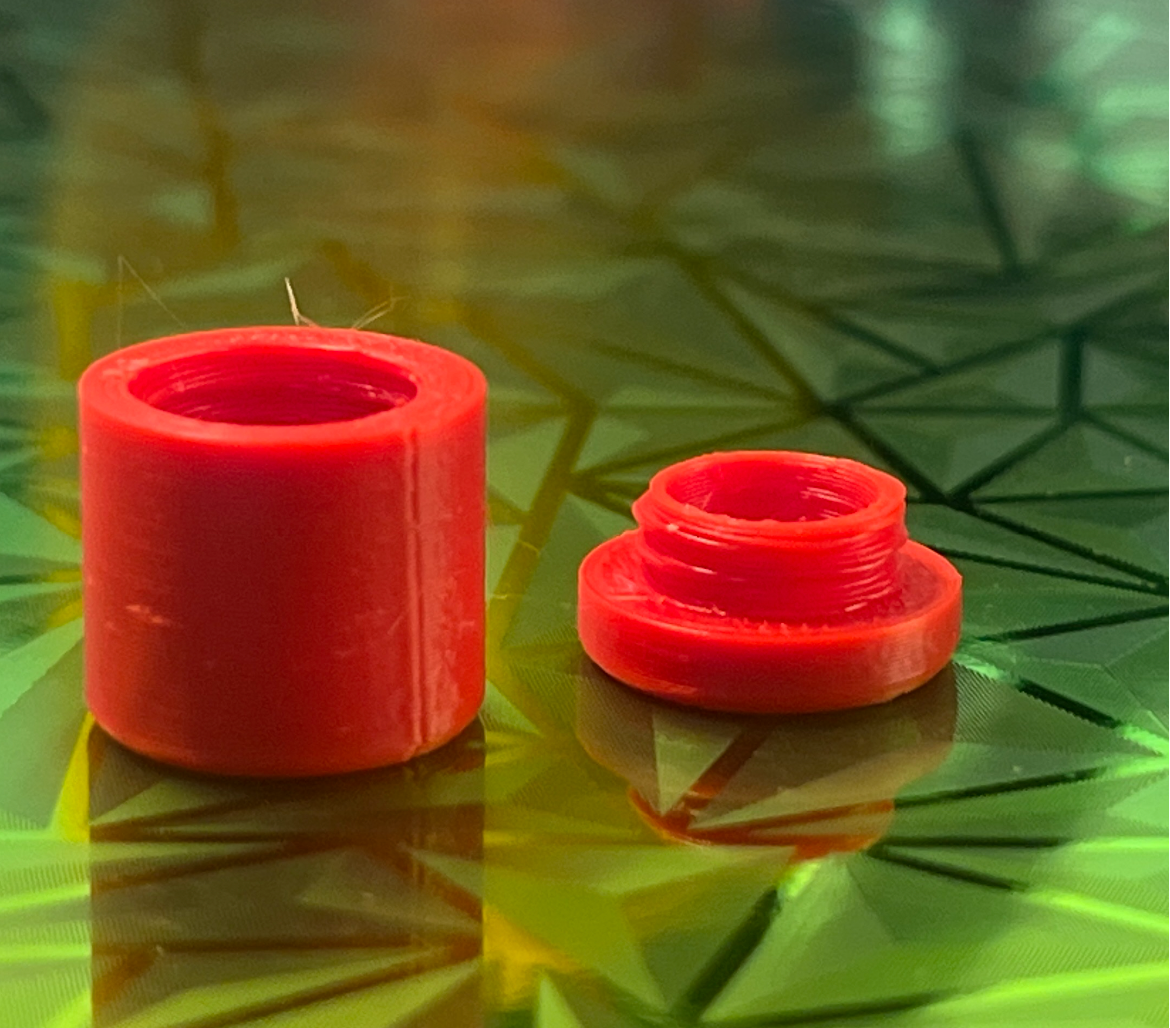
bon question de partager un peu mon retour d'expérience et pas dire la classique c'est bon j'ai résolu ! sans expliquer, voici comment j'ai solutionné mon soucis. il fallait d'abord être sur de la provenance du problème, mécanique ou réglages d'impression. comme j'ai changé la thermorésistance, ça pouvait être logique. J'ai d'avoir fait un PID pour calibrer l'ensemble. le problème n'étant pas résolu, j'ai démonté l'ensemble de la tête et j'ai tout remonté en collant bien ma buse sur le bloc, la vis du heatbeak au contact ainsi que le PTFE. j'ai positionné la céramique et sur le côté la thermorésistance. je relance un print en mode cette fois c'est tout bon et le résultat come je l'avais montré n'était vraiment pas top. des différentes lecture, forums, amis, IA, j'ai compris que la température peut être percu différemment selon la buse, la sonde etc. je donc changé par mal de paramètres et j'arrive à ce résultat là ! Les valeurs que j'ai modifiées sont : - baisser la température : 205-180 mes couches sont très bien fixées, je vais tenter sur la fin de remonter doucement - monter le débit : 0,9 à 0,94 - monter la rétractation : 0,4 à 1,2. pour l'instant c'est ça qui fonctionne (même si je trouve que c'est haut) - monter la vitesse de rétractation : 30 à 40 - augmenter pressure advance : 0,03 à 0,04 voici mon dernier test. y aura surement à peaufiner encore un peu, mais quand je vois d'où je viens, je suis content du résultat ! je garde à l'idée que refaire un PID quand on change de type de buse, de corps de chauffe ou de thermorésistance, c'est vraiment obligatoire. Pour le reste je laisse le mot aux expert !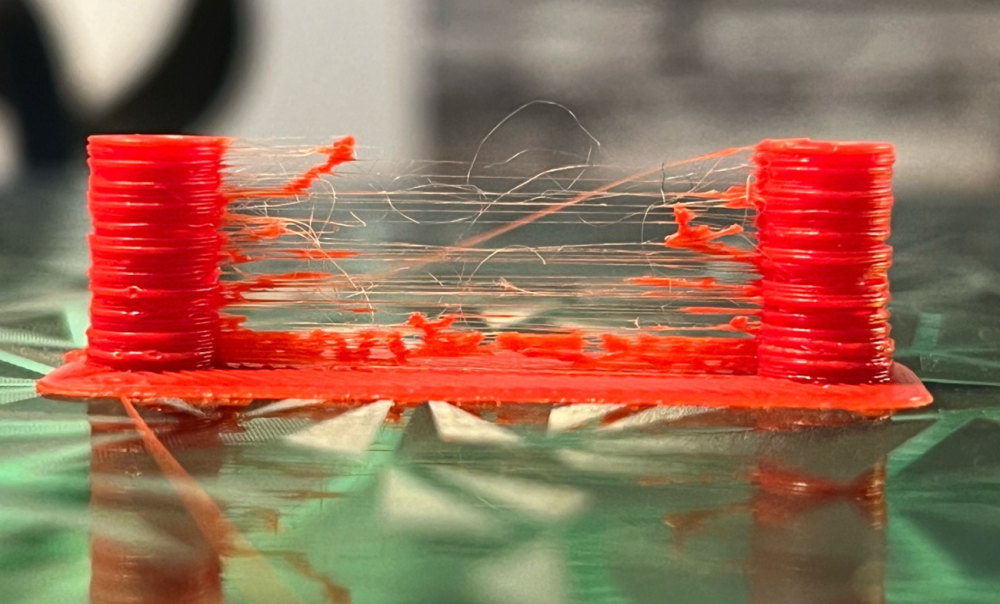

-
Urgence noël - référence thermistance X4 plus
Yvan Bonnin en réponse au topic de Yvan Bonnin dans Artillery
j'ai fai sun PID, une réduction de temp à 190°, rétract de 0,4 à 1,2 (je sais c'est beaucoup) vitesse de rétract à 40 et j'arrive à ça c'est pas encore extra, mais c'est déjà mieux ! c'est normal d'avoir tant de réglage à faire au changement de la buse ou clairement c'est mon nouveau montage thermorésistance qui m'a obligé à faire tant de réglages. j'y suis depuis plusieurs heures
-
Urgence noël - référence thermistance X4 plus
Yvan Bonnin en réponse au topic de Yvan Bonnin dans Artillery
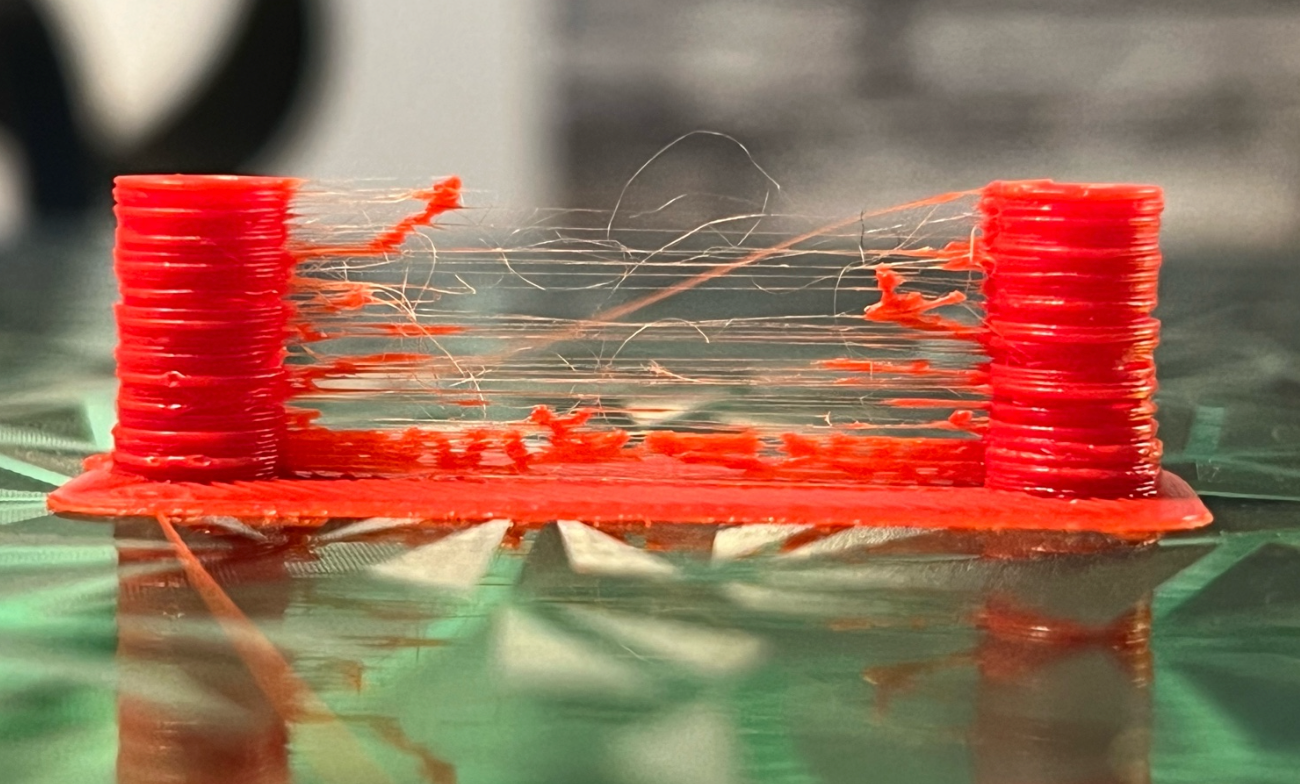
de la buse. j'ai tout démonté. tige fileté propre côté buse et heatbreak, j'ai tout remis au contact serré. j'ai le PTFE qui est collé au départ du heatbreak, j'ai ma buse qui est collé au départ au du corps de chauffe. j'ai remis la céramique bien en contact, sur le côté j'ai la thermorésistance qui est collé avec la griffeet j'ai la chaussette bien remis en place. toujours du filament qui coule de la buse, voici mon test de rétractation on voit clairement le fil au sol dès le départ sur le plateau. j'ai eu une suspicion de sonde ma calibré, mais au repos j'ai 20° sur plateau et buse, donc la sonde est ok. J'avoue je sèche là
-
Urgence noël - référence thermistance X4 plus
Yvan Bonnin en réponse au topic de Yvan Bonnin dans Artillery
oui c'était un soucis de chaussette, plus de soucis de ce côté là, mais j'ai du filament qui coule alors que mon profil sans rétractation ne coule pas. j'ai pourtant bien serré ma buse contre le heatbreak -
Urgence noël - référence thermistance X4 plus
Yvan Bonnin en réponse au topic de Yvan Bonnin dans Artillery
Alors j'ai récupéré une thermorésistante que j'avais en speare sur monI3 MEGA. je viens de la monter. et j'ai enfin ma température ! je fais un test de 210° pendant 5 min ça tient tout semble marcher ! je lance un test de rétactation le print démarre et au bout de la seconde couche ma température tombe !!! et message d'erreur ! en fait j'avais du mal à mettre la capote en silicone et le ventilo soufflait sur ma tête ! par contre j'ai encore du stringing sévère. décidément à chaque fois que je je touche ma tête ça fou la grouille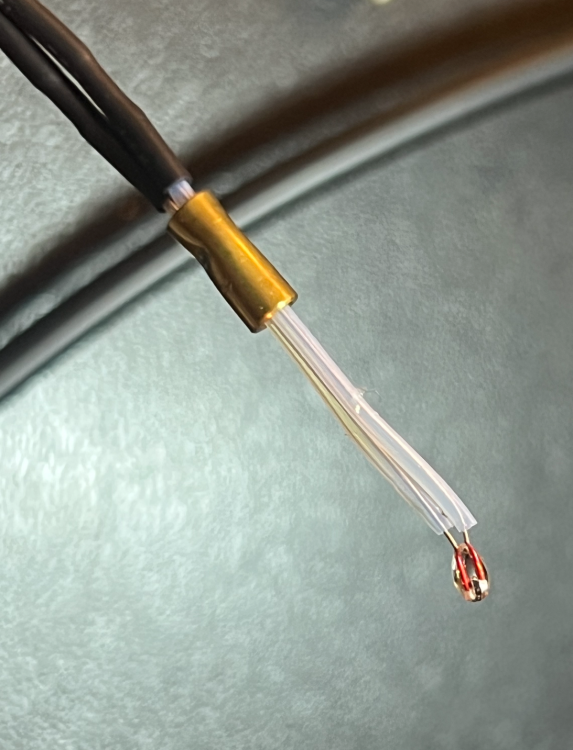
-
Urgence noël - référence thermistance X4 plus
Yvan Bonnin en réponse au topic de Yvan Bonnin dans Artillery
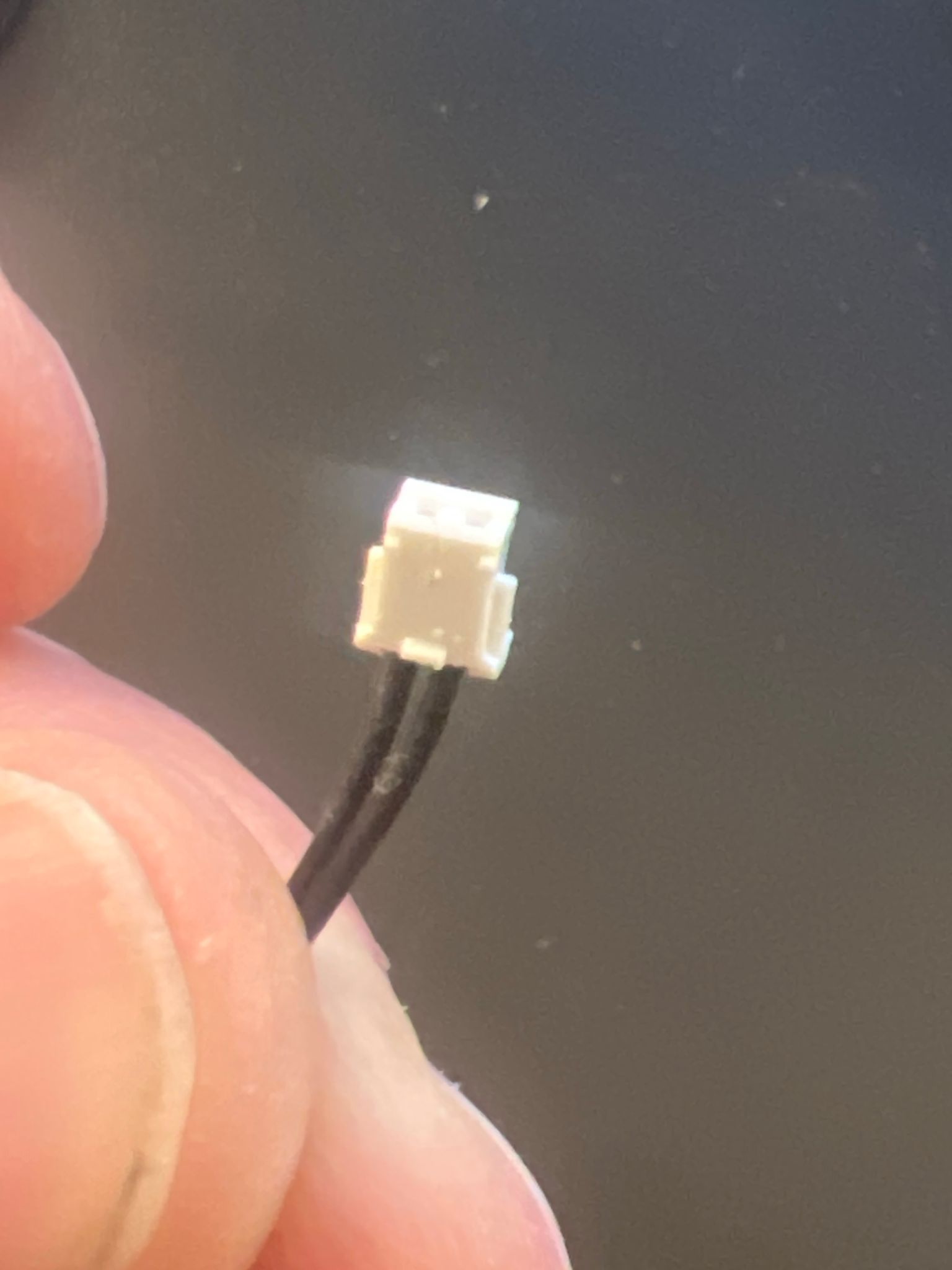
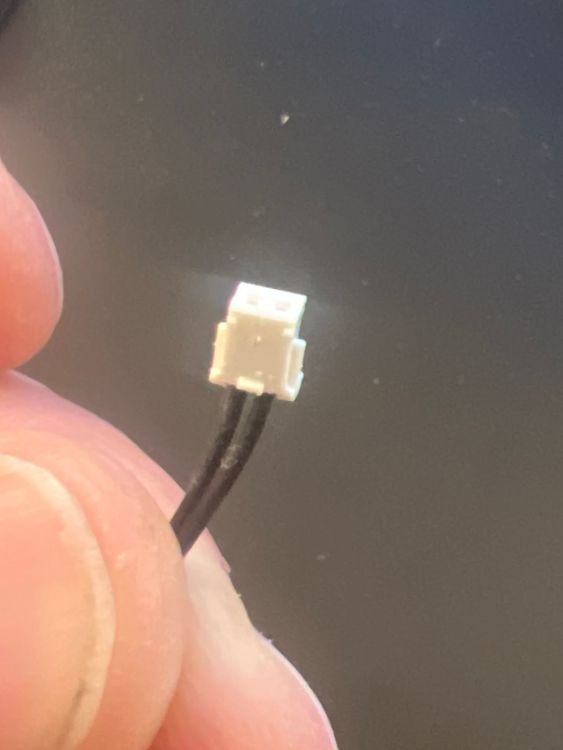
l'écartement entre un XH2.54 et un ZH1.25 n'est pas le même. tailler au cutter ne me permettra pas de rentrer la connectique le lien que je t'ai passé fonctionne aussi du coup. tête en verre, sans connectique prêt à souder non ? 20€ de frais de port Aie ! j'ai plutôt envie de faire de la soudure d'un coup
-
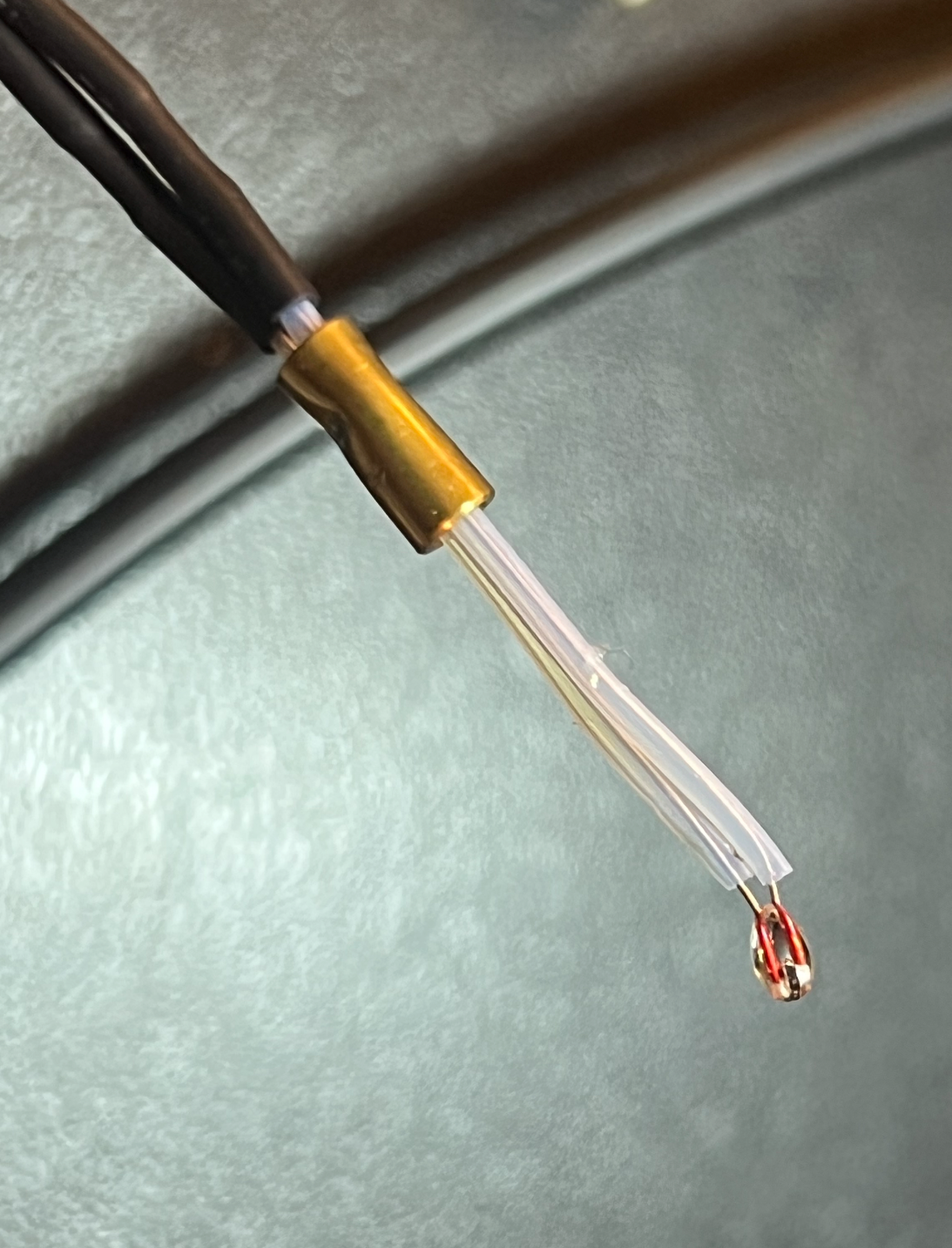
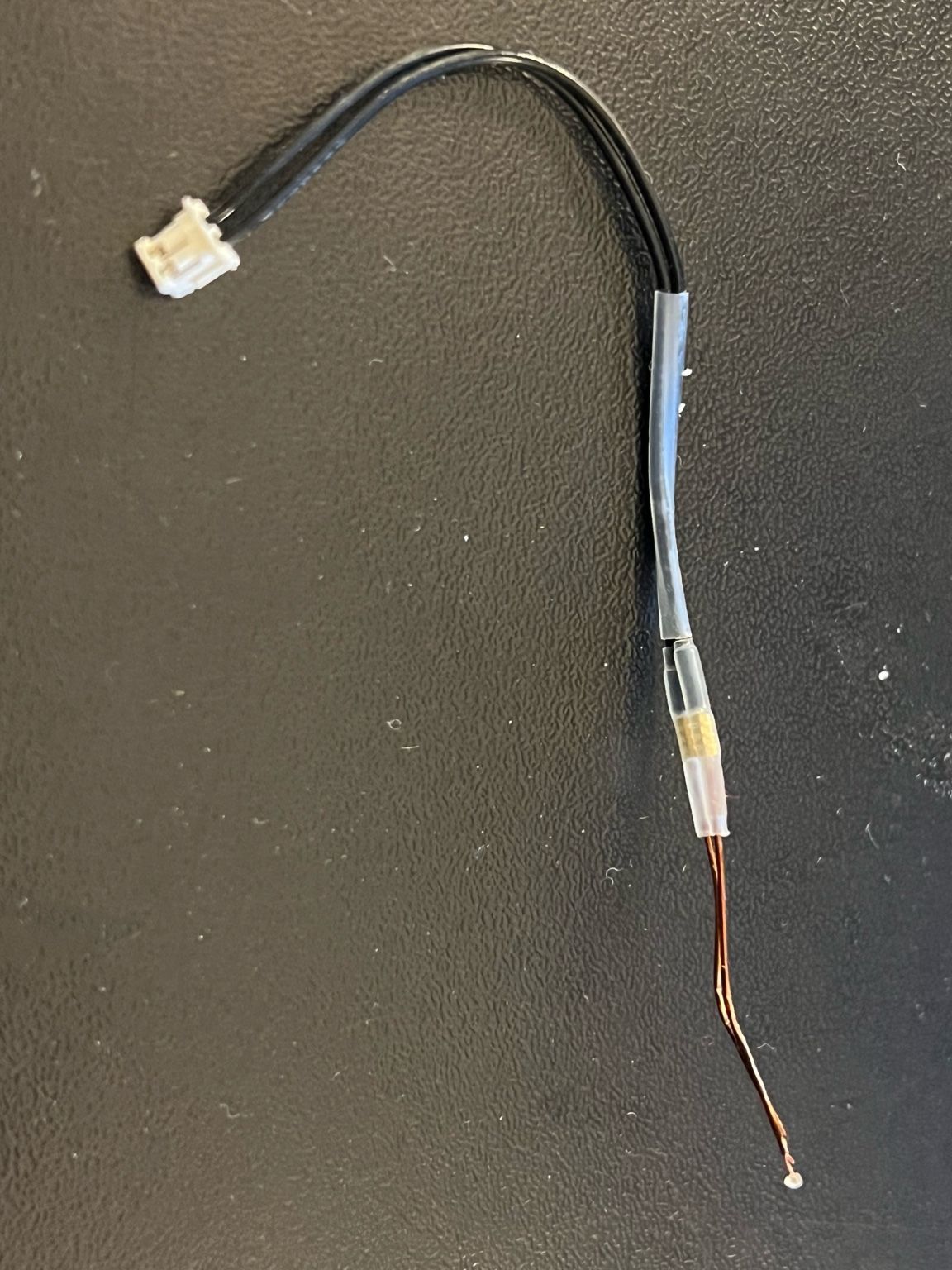
Bonjour à tous, En finalisation des cadeaux de noël, en de changement de buse, ma pince a glissé , mon corps de chauffe s'est décalé et ma thermistance c'est cassée ! (photos) je trouve des thermistances NTC100K sur le net, mais j'ai du mal à trouver le bon connecteur, en cherchant on me dirige vers un XH2.54 mais j'ai l'impression que ce n'est pas le bon car le mien n'a pas d'ergot et sur la page de l'article, je vois bien qu'il n'est pas pareil. Sauriez-vous la référence que je pourrais commencer (genre sur amazon) pour finir mes cadeaux avant le 24 Merci beaucoup EDIT. j'ai trouvé la bonne référence ! mais sur aliExpress donc pas pour demain La connectique c'est du ZH1.25. j'ai pas trouvé sur amazon pensez vous que je veux prendre cette thermistance et la souder sur mon ancien connecteur ? https://www.amazon.fr/Fasizi-thermistances-pour-imprimante-Reprap/dp/B09Z29ZWQ4?__mk_fr_FR=ÅMÅŽÕÑ&crid=39NSCXGNM2T68&dib=eyJ2IjoiMSJ9.k7a5I9_qwPB1J8aKxu5cRoRz6awloo4uhUO5eLdvn00aob0ZJdPPPGBfHXCGMRDQQ5nKNdiD70O_D4HnS19CkKoGT3CIt_ckSIsUdKkaMxSUOkeG2N1AMHPmJV8RQDRmCZlabdITBaUd8e2zOA_L5Xpba4SUSgXw94qR2oG82GItwGog2cDwXoR6jm5gYzIu_txCVktzw3tqrMtVDIu0rQLKMXmsRe3R712Zk_TiSJS5p71UAvefvOBby-2WkXeqliQnWQETriccdSsZb-pdVkW7dxGhvD1Ztld5txgjMA8.WKlaT2WLJGYcaXTJkYUkmsc0kJ-DrMF-UIV9FBUBiUg&dib_tag=se&keywords=thermistance+ntc+100&qid=1765440617&s=industrial&sprefix=thermistance+ntc+100%2Cindustrial%2C99&sr=1-4 question de finir mes prints pour noël


-
Merci @KpDp_3D, j'étais comme toi parti dans cette probabilité bien qu'ayant été très soigneux. je fouine un peu sur le net, forum, ai etc, test de rétractation, j'ai un fil constant, peu importe mon réglage. j'me dis et si c'était la buse. je teste une noubelle buse. Résultat parfait !!!! pourtant je n'ai rien mis d'autre que des aiguilles calibrées pour ma buse en 0,4. je passe sur le forum pour partager mes découverte et je vois le post de @LilYoda tu as vu juste ! je vais commander de nouvelles buses, je suis bientôt en rupture. vous êtes sur du laiton ou plus solide au final ? Merci encore pour vos retours ! en espérant que ça nourrisse la communauté !
-
bonjour à vous tous. ce matin après un changement de filament (PLA+ sunlu) j'ai eu un gros bourrage sur ma X4 plus (oui ça arrive). les aiguilles n'ayant pas suffit, je fais un démontage complet, je passe la buse au chalumeau pour bien nettoyer (y avaut du monde) et je trouve un petit bouchon au niveau du PTFE. tout est propre, je remonte tout, je reprends mon print, tout marche bien, par contre j'ai du stringing qui apparait sur mon impression alors que je n'en ai jamais sur ce filament et ce profil. je n'ai au aucun changement de paramètre, donc c'est le nettoyage de ma buse qui est la cause. ça me parait peu concevable, mais c'est pourtant un fait quelqu'un aurait une idée de causalité ? question de comprendre la corrélation entre se deux actions ? pour info sur mon profil j'ai un rétractation à 0,4 sans hauteur de saut sur le Z. Merci pour vos lanternes éclairées en fin de print j'ai même un stringing qui part de ma buse pendant son retour "end position" une première sur cette imprimante
-
Bonjour à tous, Je suis en phase où je print beaucoup depuis la rentrée et la belle qui est à côté de moi me le rappelle auditivement beaucoup Je me demandais si certains d'entre vous avait fait des modifications au niveau des ventillo et/ou autres afin de réduire le bruit de cette machine de guerre qui fonctionne super bien mais qui est vraiment bruyante. S'ils pouvaient partager leur retour d'expérience ça serait top ! j'ai cherché sur le forum, je n'ai pas trouvé de post dans ce sens alors je me permets d'en créer un. Pour ma part j'ai une sidewinder X4 plus, j'ai juste changé 1 fois le hothend, sinon tout est d'origine et ça ronronne pas mal ! Merci pour vos retours !
-
Bonjour à vous et merci pour les retours. au final ma hotend était déjà commandée ! je l'ai reçu et installé, mon premier print est en cours et tout est parfait ! en effet @LilYoda j'avais pas vu cette nouvelle hotend ! je note ça pour la prochaine fois que je ferai un upgrade de machine. en tout cas bien content de ce que j'ai commandé. j'ai démonté de l'ancienne question de garder ventilo et radiateur. la sonde étant dead et un fil cassé sur la tête. on est reparti pour un tour !
-
Label objet Orca / fluidd pour exclure partiellement un print
Yvan Bonnin en réponse au topic de Yvan Bonnin dans Artillery
je profite de mon retour sur bureau pour faire un retour d'expérience. voici ma version de moonraker Moonraker Log Start-------------------- config_file: /home/mks/klipper_config/moonraker.conf log_file: /home/mks/klipper_logs/moonraker.log software_version: v0.7.1-609-gbdd0222-dirty python_version: 3.7.3 (default, Jan 22 2021, 20:04:44) [GCC 8.3.0] #################### Moonraker Configuration #################### je suis en dirty car j'ai ajouté la possibilité de supprimer un print sur le plateau pendant une impression. 2 mois d'utilisation, aucun plantage et l'extension fonctionne parfaitement -
bon voilà j'ai fait de la J'ai ressorti un vieux filament ... qui m'a bouché ma buse. le fil que j'ai pour déboucher n'a rien fait. idem pour l'aiguille. bon faut que je démonte le tout. (eet j'avais tellement aps envie que j'ai vraiment merdé) J'attaque le démontage complet et pendant le démontage, ma pince glisse et je casse le connecteur du sensor je monte en stress, je tente de faire une réparation de fortune et là la bonne idée me vient, démonter la buse. mais bien sûr je suis en stress de mon fil cassé et j'oublie qu'il faut chauffer. donc je me retrouve avec un buse laiton tout abimé car ma pince a tourné et l'a abîmé. je me dis que je suis vraiment le roi des couillons, que c'est pas ma journée. je remonte l'ensemble pour tenter de faire chauffer la tête pour enlever ma buse. bingo ma température est à -45. donc je n'ai plus de sensor. soit je l'ai abîmé en tentant d'enlever la buse soit ma réparation ne marche pas. dur à dire à ce stade de l'enchaînement de connerie... je sens que je suis partie pour reprendre une hotend ce genre de kit ça vous parle ? https://fr.aliexpress.com/item/1005007209286186.html?spm=a2g0o.productlist.main.2.6e9320df3tLGvw&algo_pvid=6a736eb7-3c72-4cd9-8c85-4c7efa1a4cf5&algo_exp_id=6a736eb7-3c72-4cd9-8c85-4c7efa1a4cf5-1&pdp_ext_f={"order"%3A"108"%2C"eval"%3A"1"}&pdp_npi=6%40dis!EUR!23.79!22.19!!!194.53!181.44!%40211b615317556131496248422e8d32!12000039813856456!sea!FR!175899117!X!1!0!n_tag%3A-29919%3Bm03_new_user%3A-29895&curPageLogUid=hqMEtOBiSQMZ&utparam-url=scene%3Asearch|query_from%3A|x_object_id%3A1005007209286186|_p_origin_prod%3A vous auriez peut être un conseil à me donner dans cette journée de ... pour que je tente un dernier truc. y a des jours comme ça ou fallait pas printer. Pour moi c'était aujourd'hui. EDIT rectification les fils abimés sont ceux de la tête ( les noirs) pas les blancs). bon je suis bon pour un changement complet. si vous avez des retours ou des suggestions pour acheter une nouvelle hotend, je suis preneur EDIT 2 J'ai un des fil au cartouche de chauffe qui c'est défait. je ne peux pas souder. faut que je commande une hotend complète.
-
Label objet Orca / fluidd pour exclure partiellement un print
Yvan Bonnin en réponse au topic de Yvan Bonnin dans Artillery
merci pour le conseil, je vais commencer à voir comment faire ces mise à jour, ça n'a pas l'air easy ^^ -
Label objet Orca / fluidd pour exclure partiellement un print
Yvan Bonnin en réponse au topic de Yvan Bonnin dans Artillery
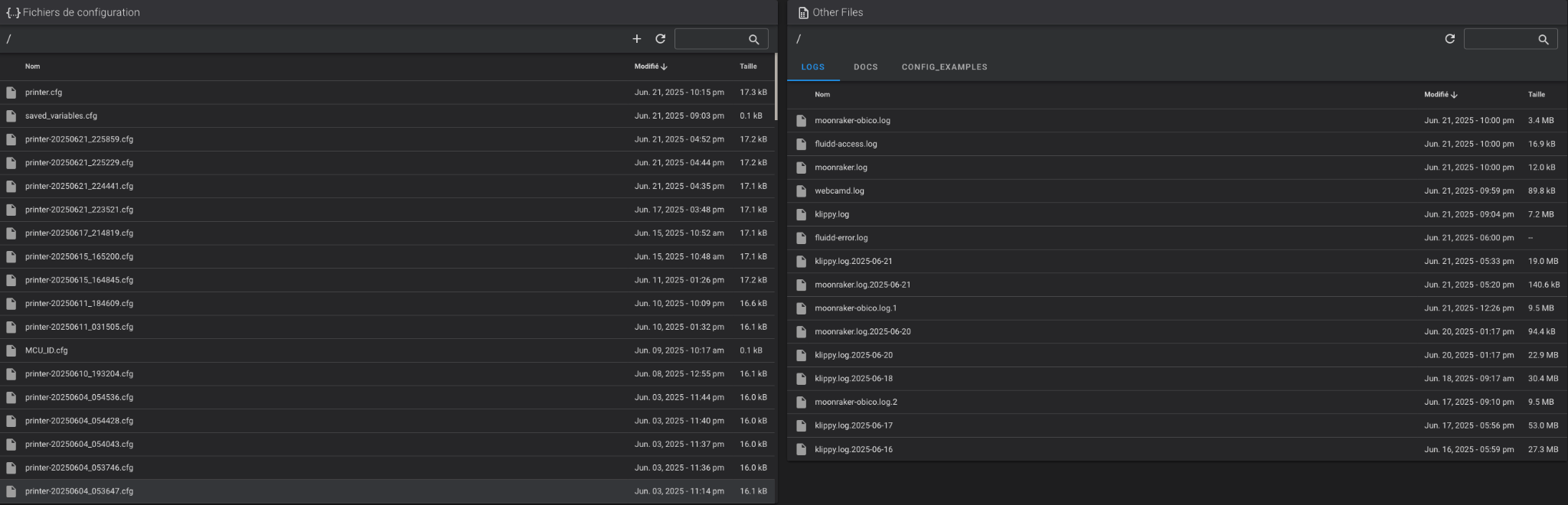
je viens de réussir à entrer en ssh via : ssh root@mon_ip avec makerbase en password. je vois bien le fichier dans le répertoire de config de klipper. j'ai vérifié les autorisations -rw-r--r-- 1 mks mks 581 Apr 29 03:30 moonraker.conf -rw-r--r-- 1 mks mks 17670 Jun 22 04:15 printer.cfg j'ai la même choses entre mon printer et moonraker. du coup je comprends pas pourquoi il ne s'affiche pas dans lfuidd, j'ai mémoire de l'avoir déjà vu ! mais c'était peu être avant la mise à jour du firmware. au final je me suis éloigné de ma quête initiale. pouvoir arrêter l'impression d'un print spécifique. est ce envisageable ? dans tuto ça ne paraissait pas être super dur. mais n'ayant pas accès à moonraker.conf, n'étant pas sur mainsail je galère à valider les mises à jour de klipper et moonraker bref j'aurais besoin d'une confirmation ou infirmation sur cette capacité à exclure un print ___ EDIT ___ bon, note à moi même, le répertoire qu'affiche fluidd n'est pas complet. j'ai juste écrit moon dans la zone de recherche et bingo le fichier est là j'ai suivi le tuto en modifiant moonraker et printer. j'ai reboot clipper et l’hôte , mais je n'ai pas comme Guillaume Kulakowski le bouton qui me permet de sélectionner un shape à ne plus imprimer j'ai ajouté : enable object dans moonraker.conf [file_manager] enable_object_processing: True et j'ai ajouté exclude dans printer.cfg [exclude_object] J'ai trouvé la solution à mon soucis. dans le tuto il expliquait qu'il fallait juste activer label object, mais dans ce tuto très clair https://drive.google.com/file/d/1Xwg0O8vc-lgokOHtsoa0CyFlfw3Rao4s/view j'ai compris qu'il me manquait le exclude ! c'est bon tout fonctionne ! j'espère que ça aidera d'autres ^^ -
Label objet Orca / fluidd pour exclure partiellement un print
Yvan Bonnin a posté un sujet dans Artillery
Bonjour à tous, j'ai une petite question interface. je suis monté d'une artillery X4 plus et je voudrais ajouter la possibilité de couper partiellement un print qui plante sur une plateau. J'ai regardé la vidéo très chouette (comme souvent de Tom's Basement) mais je suis sur orca et sous fluid J'ai trouvé l'option sur orca facilement. Après j'ai vu qu'il faut être plutôt à jour de moonraker et klipper et ça se complique un peu sous fluidd. ça a l'air plutôt simple sous mainsail Si des personnes ont déjà réalisé ça et pouvait partager les retours d'expérience ça serait super Merci encore pour vos aides et retours PS vous êtes plutôt fluidd ou mainsail ? EDIT bon j'ai trouvé le tuto en page 1 sorry ! je l'avais loupé. par contre je n'ai pas de fichier moonraker.conf dans mes fichiers !!! mais par contre j'ai des log de moonraker ! je suis un peu perdu
-
vitesse variable sur les premières couches
Yvan Bonnin en réponse au topic de Yvan Bonnin dans Artillery
Merci beaucoup pour le code ! je viens de rentrer du bureau et j'ai lancé un print du capot pour l'extrudeur de ma X4 plus. je teste ça dans 12h