cln
-
Compteur de contenus
85 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par cln
-
Rendre étanche le PETG
cln en réponse au topic de cln dans Entraide : Questions/Réponses sur l'impression 3D
@hyoti Merci, je vais essayer. -
Rendre étanche le PETG
cln en réponse au topic de cln dans Entraide : Questions/Réponses sur l'impression 3D
@RFN_31 J'ai mis 5 parois et 5 couches de 0.2 pour le haut et la bas. (buse de 0.4) -
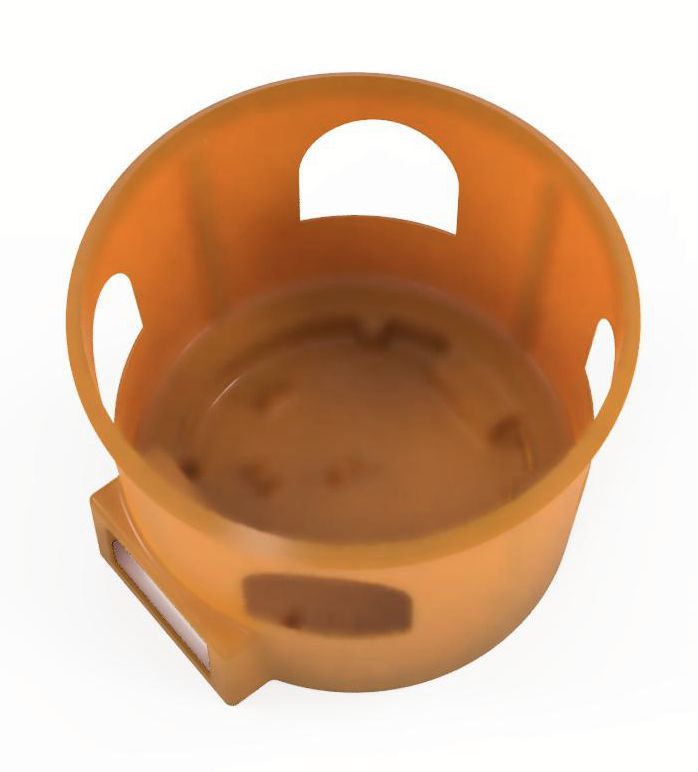
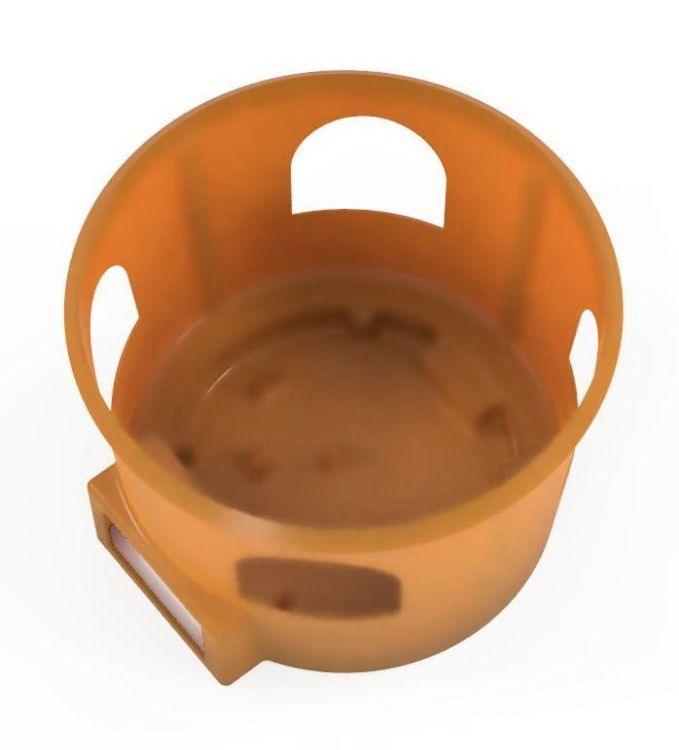
Bonjour à tous, Récemment j'ai imprimé un abreuvoir pour pigeon en ASA, et je n'ai rencontré aucun problème d'étanchéité. Constatant que l'ASA n'était pas le filament adapté pour un contact alimentaire, j'ai réimprimé le même abreuvoir en PETG. Et là, il n'est absolument pas étanche. L'eau s'infiltre dans les parois et ressort. Avez-vous déjà rencontré de genre de problème ? Avez-vous une piste pour rendre cette impression étanche à l'eau ? Voici une photo de l'abreuvoir :
-
@RFN_31 Encore merci.
-
Un grand merci @RFN_31. C'était bien le palpeur qui était cassé. Je l'ai remplacé et maintenant cela fonctionne correctement.
-
@RFN_31 Désolé mais le fait que le BLTouch clignote ne m'avait pas alerté. Je vais regarder de nouveau la connectique, vois mettre un peu de bombe contact.
-
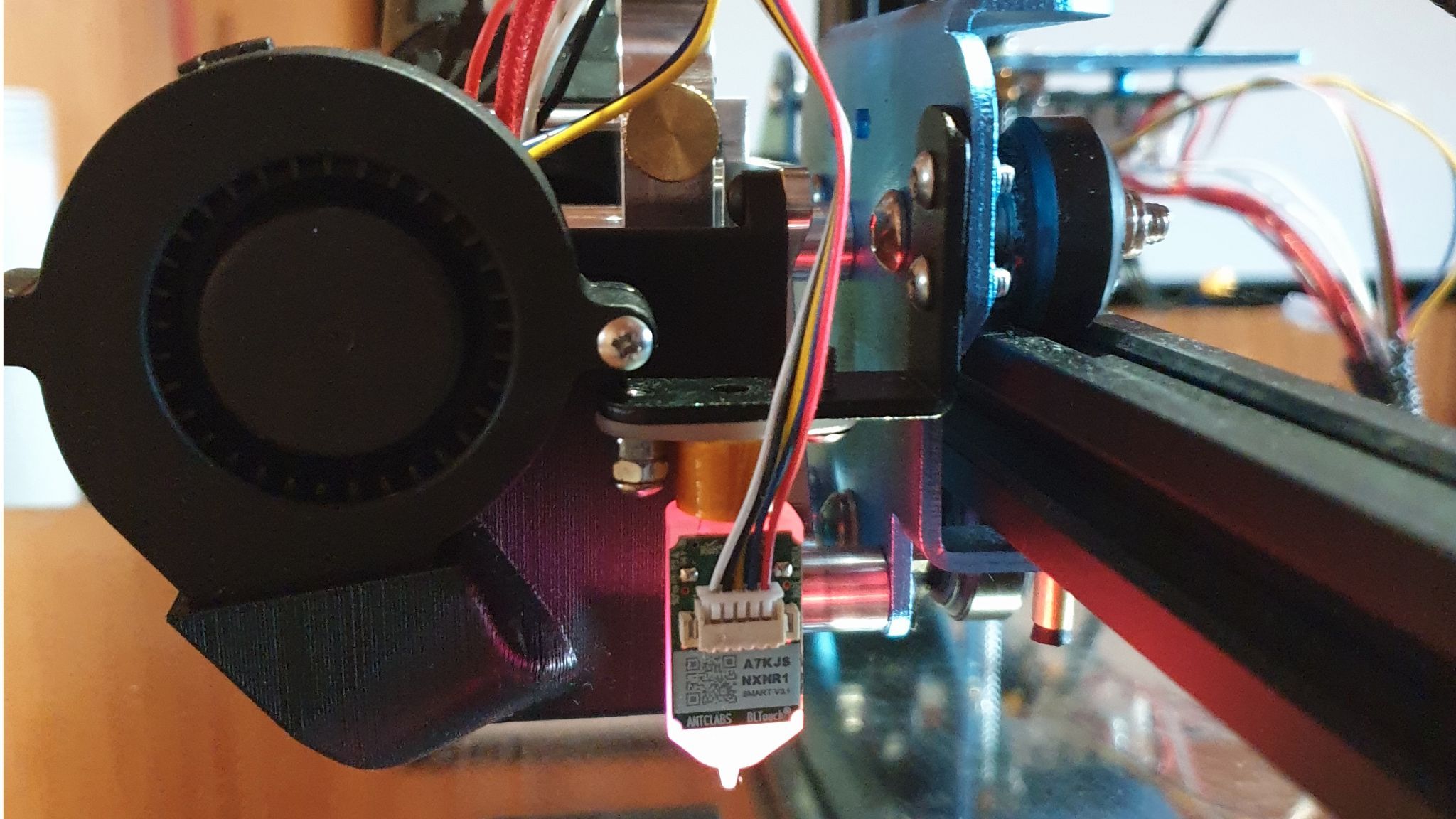
@RFN_31 En effet, il semblerait que le problème vienne du BlTouch. Il clignote en rouge, et impossible de faire sortir le palpeur. Le câblage semble bon.
-
Merci @RFN_31 pour ce retour. J'ai déjà vérifié les branchements électriques, je vais refaire une passe. Pour information, quand je commande le déplacement des différents axes depuis l'interface du boitier, ils fonctionnent tous correctement.
-
Bonjour à tous, Je déterre cet ancien message car je rencontre le même problème que @Stheno001. Mon imprimante est une CR10 V3, qui tourne depuis des années avec un BlTouch. Je suis intervenu dessus récemment pour changer la courroie et les galets du plateau. Depuis, impossible d'effectuer un "Bed leeveling". Le "reset" en X et en Y se passe bien, et ensuite la tête ne fait que remonter par à-coups sur l'axe Z. Avez-vous déjà rencontré ce problème, pouvez-vous me donner des pistes d'investigations ? Cordialement.
-
Merci@JoOj pour cette réponse. J'ai ce que j'avais pensé, à un moment, la courroie saute de dents sur la poulie d'entrainement. J'ai vérifié les éléments suivants : - La courroie semble bien tendue - La poulie d'entrainement est bien solidaire de son axe, d’ailleurs il y a un méplat - La courroie semble en bon état - j'ai juste observé un encrassement des rouleaux de guidage du plateau. Pour l'instant, je n'ai pas trouvé de causes évidentes.
-
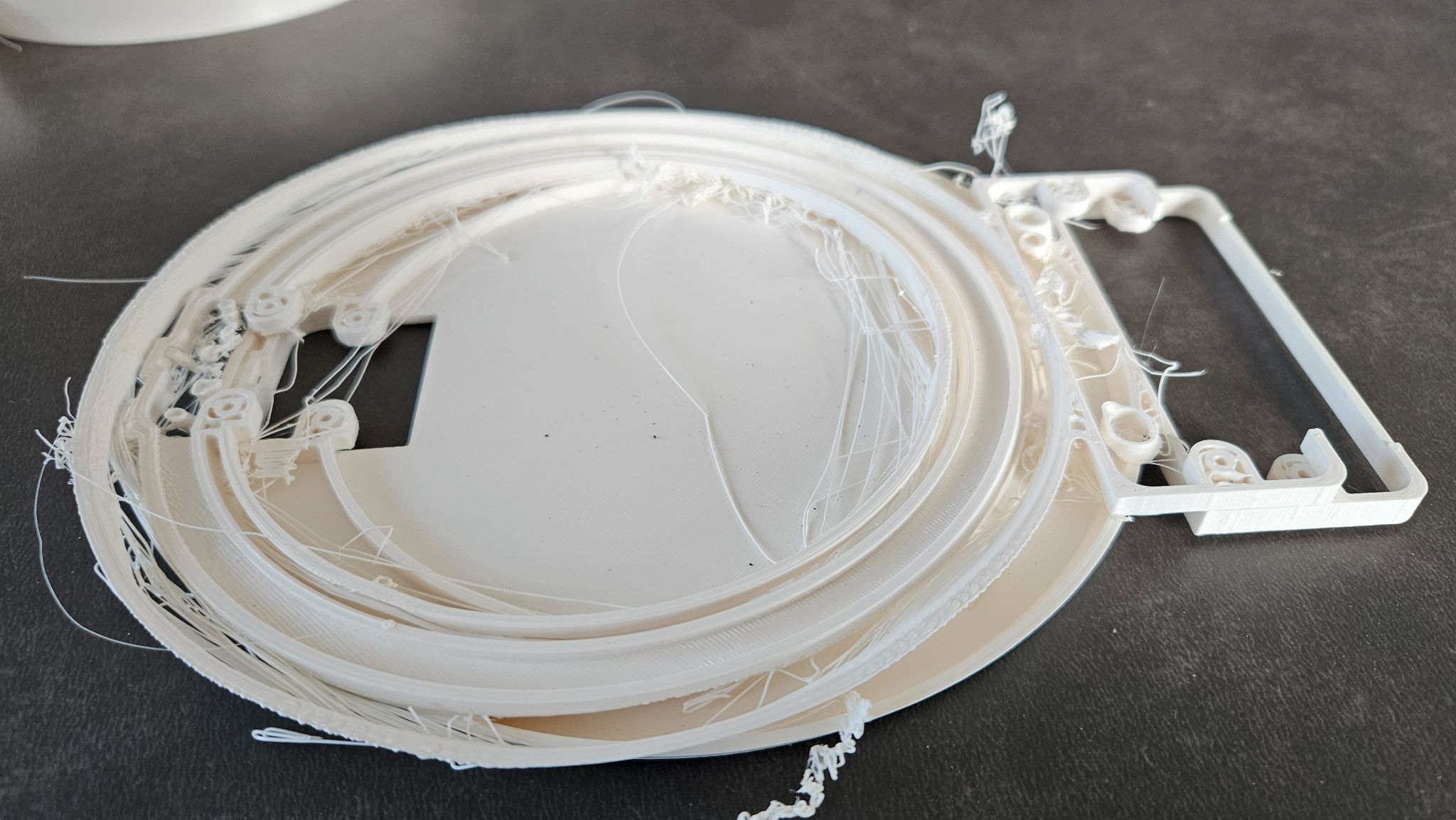
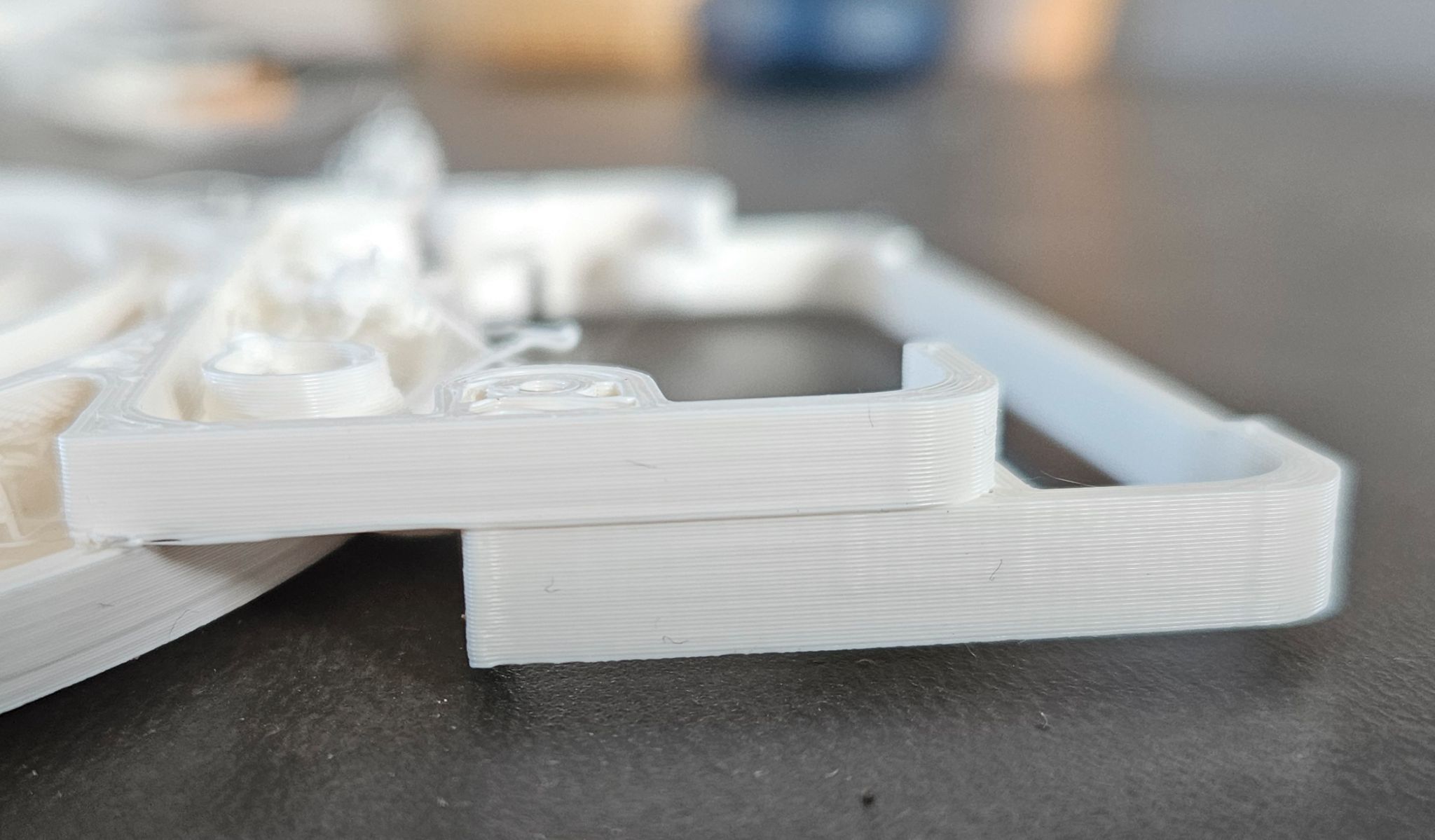
Bonjour à tous, Voici le résultat de mes 2 dernières impressions avec ma CR10 V3. Au cours de l'impression, à un moment j'observe un fort décalage de la couche Y. Une première fois de plus d'un centimètre vers l'arrière, la seconde fois d'un demi-centimètre vers l'avant du plateau. (vois photos jointes) Auriez-vous une idée de la cause de ce dysfonctionnement ?



-
Effectivement, j'ai bien vu la fin de la promotion au 17 septembre. Je ne pense pas pouvoir me décider avant cette date, je vais attendre les retours de @fran6p avant de passer à l'achat. Il y aura certainement un geste pour le "black friday" En espérant qu'il ne soit pas comme la remise actuelle sur la Plus 4 de 300€. Et oui, 300€ mais sur une base de départ de 999, prix quelle n'a jamais atteint. De mémoire le prix de la Plus 4 était de 799€. Ce qui nous donne, quand même une réduction non négligeable de 100€
-
Merci @fran6p pour cette réponse. Je vais attendre ton retour complet sur cette imprimante. Concernant le volume d'impression actuellement avec ma CR10 j'ai 300 x 300 x 400 et la plus grosse pièce que j'ai sortie faisait 235 x 235 x 170. Donc le volume de la Q2 devrai convenir. A suivre.
-
Bonjour à tous, Possesseur d'une CR10 V3 que j'envisage de remplacer, cela fait déjà un moment que je parcours ce forum à la recherche de sa remplaçante. J'imprime principalement des pièces techniques en PLA, TPU, PETG et ASA. Je rencontre quelquefois des problèmes de solidité et j'aimerais utiliser des matériaux plus solides. Je pense acheter une machine Qidi et mon choix s'était porté sur la plus 4. Or la Q2 vient de sortir d'où mes 3 questions : - au niveau de la calibration en Z, je vois d'après le dernier message de @fran6p que la Q2 est équipée d'un capteur de pression, la plus 4 étant équipé d'un autre système, qui d'après quelques posts sur ce forum à causer quelques problèmes à la sortie de la machine - les guidages en X est différent, rail pour la Q2 et 2 tiges pour la plus 4 - le système de filtrage de Q2 a été revu et me semble plus performant Ces "améliorations" de la Q2 apportent-elles réellement un plus ? Merci de m'avoir lu.
-
Sécheur de filaments, où part "l'eau"
cln en réponse au topic de cln dans Consommables (filaments, résines...)
Merci pour ces retours. Je comprend mieux. -
Sécheur de filaments, où part "l'eau"
cln a posté un sujet dans Consommables (filaments, résines...)
Bonjour à tour, Je me renseigne actuellement sur les sécheurs de filament et je me pose la question suivante : où part l'eau ? En effet, les différents systèmes que j'ai trouvé, semblent chauffer le filament dans une enceinte fermée.Dans ce cas l'humidité reste dans l'enceinte. Ou alors je n'ai compris, ou les fabricants ne présente pas le système qui permet d'extraire l'eau. D'autre part, je dispose d'un déshumidificateur pour la cave, et là le principe n'est pas de chauffer mais de faire circuler l'air vers un échangeur froid afin de faire condenser l'eau. Quelqu'un peut-il m'expliquer le principe d'un sécheur ? Merci. -
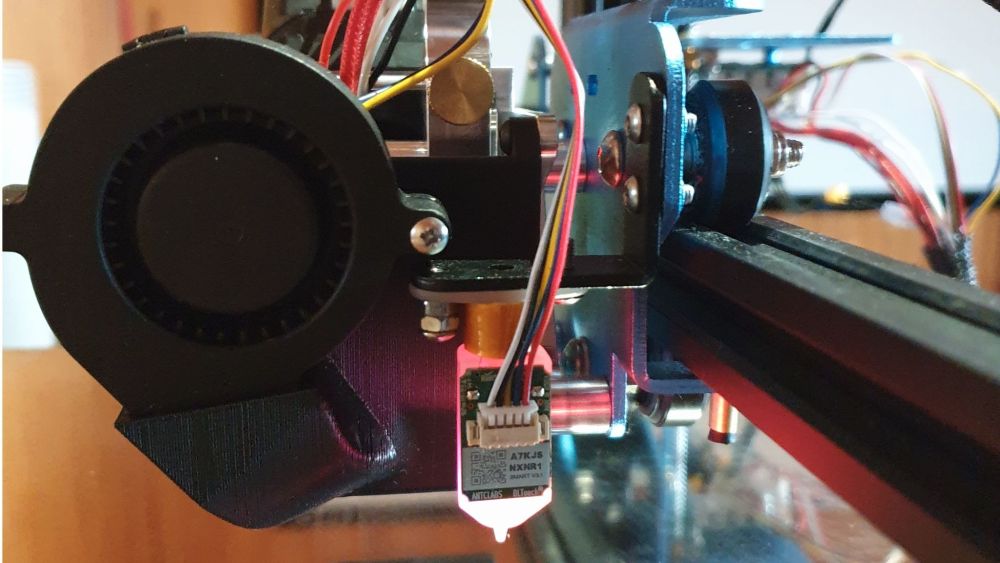
@pommeverte Pour information, j'ai monté l'extrudeur sur la machine et le Bltouch passe sans problème. Pas besoin de modifier le carter. Encore merci pour votre intervention.
-
Merci @fran6p, j'ai trouvé un extrudeur micro swiss m3206. Je vais donc essayer de remplacer modèle Titan.
-
Ok, merci.
-
J'envisage éventuellement de monter une micro swiss m3206. Par contre je me pose une question relative au bl touch. Mon imprimante en est équipé, peut on le conserver avec cet extrudeur ? Sur les photos que j'ai trouvés on voit un ventilateur devant l'emplacement du bl touch. Celui-ci se monte t il toujours.? Quelqu'un a cette configuration ?
-
Merci pour ce retour.
-
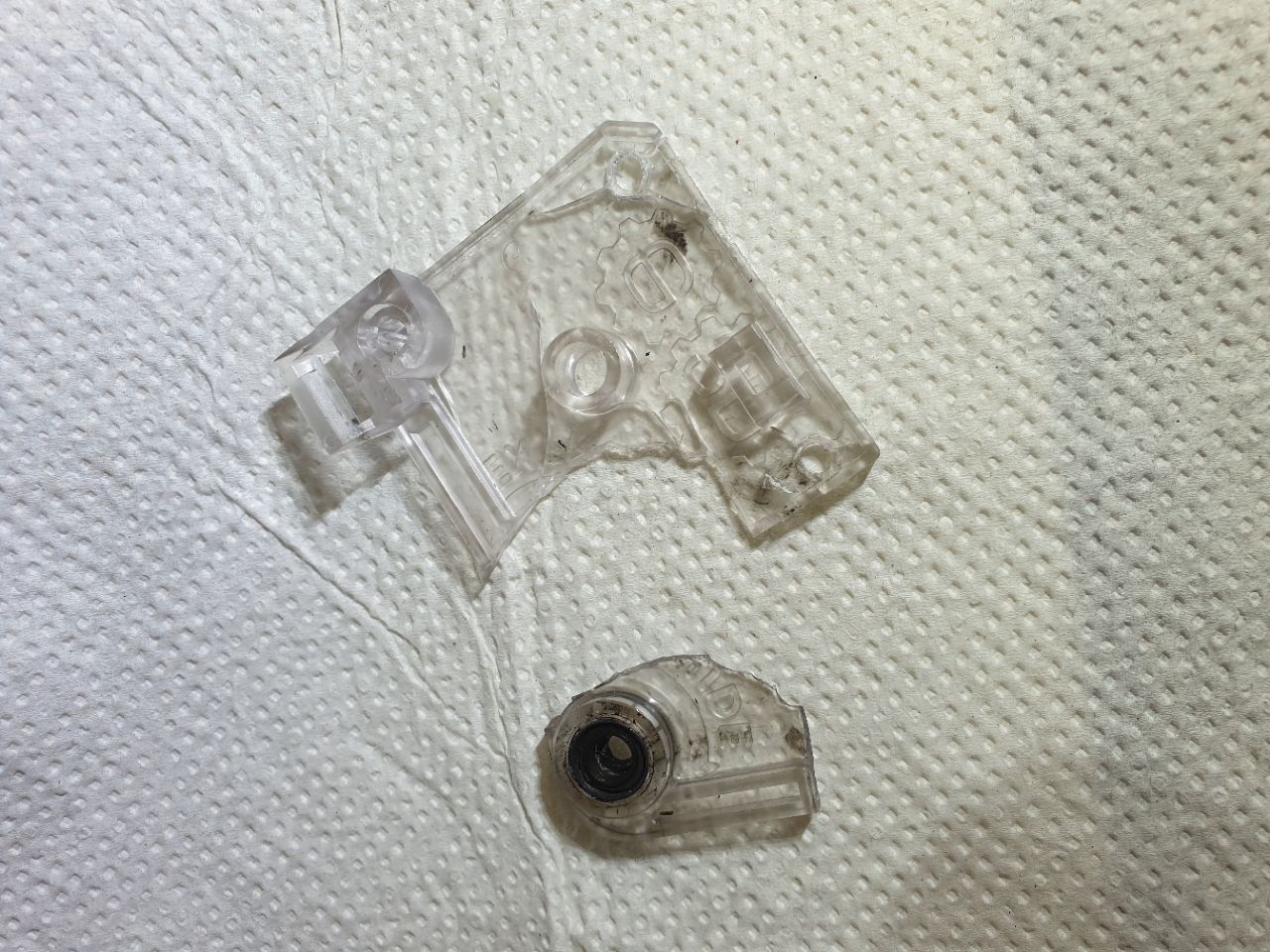
Bonsoir pommeverte, Le moteur fonctionne parfaitement, c'est un problème mécanique.La plaque translucide fixée par 4 vis située à droite de l'extrudeur est cassée en 3 morceaux. Du coup, l'axe cranté n'est plus maintenu correctement, entrainant un problème d'alimentation en filament et un bouchage de la buse.J'espère avoir été assez clair.

-
Bonjour à tous, L'extrudeur de ma Creality CR10-V3 vient de rendre l'âme. Pouvez-vous me conseiller pour son remplacement ? A priori la pièce d'origine n'est plus disponible. Merci.
-
Problème d'arrachage du revêtement du plateau.
cln en réponse au topic de cln dans Entraide : Questions/Réponses sur l'impression 3D
@fran6p Je ne connaissait pas cette notion de température de Curie. Merci pour l'explication et le lien. @Idealnight @Bosco2509 Merci à tous deux pour votre intervention. Par contre, je ne partage pas votre avis. En effet en rajoutant les couches sur ma plaque de verre, j'augmente effectivement la masse à chauffer, mais très peu la surface en contact avec l'extérieur. Le surface n'étant augmentée que par la tranche des éléments de je rajoute. Donc : - les déperditions ne sont guère plus importantes - L'augmentation de la masse permet d'avoir une meilleure répartition de la chaleur - Par contre une masse plus importante signifie plus d'inertie. Donc effectivement besoin d'une source de chaleur plus importante pour conserver le même gradient de température. -
Problème d'arrachage du revêtement du plateau.
cln en réponse au topic de cln dans Entraide : Questions/Réponses sur l'impression 3D
@webetmoi Effectivement, n'ayant pas de miroir à ma disposition, je vais le faire directement découper chez mon marchand préféré. Pour 4€ le miroir découpé, c'est correct. La vitre d'origine est abimée sur une face, celle où le revêtement a été déposé. L'autre est niquel. Si par la suite, je m'oriente vers du PEI, je choisirais la face encore en état pour coller "l'aimant". @Idealnight C'est noté pour les pinces. Jusqu’à maintenant elles ne m'ont pas dérangée. Le plateau fait quand même 310 * 320.