Chercher dans la communauté
Résultats des étiquettes.
-

Essai Filament Grossiste3D (15-20€/kg) sur Disco200
BaoBab a posté un sujet dans Consommables (filaments, résines...)
Salut à tous, Je cherche depuis quelques temps à refaire mon stock de filament qui commence doucement à s'épuiser. Je suis tombé sur grossiste3D qui propose une gamme entre 15 et 20€ le kilo pour un PLA classique de 1.75mm. Après leur avoir envoyé un gentil email, j'ai reçu il y a quelques jours un échantillon de ce PLA au prix très intéressant. Le test arrive bientôt !
-

Trop plein de questions de n00b
0ld-Up a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à toutes et tous, Le demi siècle bien tassé, j'ai dans l'idée de me lancer sur la scène de l'impression 3D. Cela fait quelques temps déjà que je zieute de droite et de gauche cet univers pour le moins passionnant mais jusqu'ici un peu trop onéreux à mon goût ; d'autant qu'il ne s'agit pas d'un réel besoin mais une envie de tester. J'ai fait un peu le tour des divers tests et présentations des différentes imprimantes 3D qui pourraient faire l'affaire d'un débutant et ai pu arrêter mon choix sur la Neptune 4 Pro d'Elegoo. Contrairement à la version 3 elle ne possède pas de Wifi semble-t-il mais une connexion LAN, ce qui, pour moi sera bien plus pratique pour la décentraliser. Afin de ne pas me retrouver face à la bête sans savoir par où commencer ni comment m'y prendre ni même me rendre compte qu'il me manque ci ou çà, j'ai tenté de me mettre dans les conditions les plus réelles. Et je me rends compte aujourd'hui que j'ai déjà une multitude d'interrogations. Interrogations que je pose ici dans l'espoir qu'une ou plusieurs âmes charitables puissent me faire partager sa passion et surtout m'éclairer sur tous ces points pour le moins nébuleux. N'étant pas du tout familiariser avec le jargon inhérent à ce hobby, je vous prie de bien vouloir excuser par avance toutes les inepties et autres erreurs de langage que je pourrais commettre. J'essaie malgré tout de regrouper mes questions par thème, même si ça fuse un peu de partout dans ma petite tête. LES FILAMENTS : J'ai lu qu'il y avait pas mal de types de filaments (en tout cas pour la Neptune 4 Pro) : PLA, TPU, PETG, ABS, ASA et Nylon. - Quels sont les avantages et inconvénients de ces produits ? Je ne vous demande pas de me faire un cour sur chacun d'entre eux rassurez-vous mais plutôt de m'aiguiller en fonction du projet vers quel filament je devrais davantage me tourner. Comme par exemple pour l'impression d'une figurine ou pour l'impression d'une petite pièce qui sera un peu mise à mal et devra se montrer un peu résistante ? - la couleur du filament est-elle importante pour l'impression d'une figurine ? Et du coup quelle serait la ou les couleurs à privilégier pour peindre ensuite ? LES LOGICIELS : Concernant la Neptune 4 Pro, Elegoo préconise l'utilisation du logiciel Cura. - Est-il possible d'en utiliser un autre ? Si oui, lequel et faudra-t-il paramétrer quelques choses pour que l'imprimante soit reconnue et parfaitement drivée ? J'ai donc installé "Ultimaker Cura" pour voir un peu de quoi il en retourne et pour le moment ai paramétré l'existence d'une pseudo Neptune 3 Pro ; la v4 n'étant pas affichée dans la base de données mais j'imagine qu'il faut faire une recherche sur le réseau (?) Bref... J'ai ensuite récupéré une archive contenant une figurine dont les plans sont au format .STL Rien que pour le socle de la figurine il y a 3 fichiers STL. Et de là déjà, je m'interroge : pourquoi 3 pièces juste pour le socle alors qu'une seule pièce serait parfaitement rentrée sur le plateau et aurait évité d'avoir à coller ? Et du coup, n'est-il pas possible au sein de Cura (ou d'une autre soft qui supporterait le format STL), de rassembler ces 3 pièces en une seule et donc de ne faire qu'une seule impression pour le socle ? Une autre question me tracasse également. Lorsque je charge dans Cura un fichier STL, la pièce que le fichier contient n'est aps positionnée à plat, laissant penser que durant l'impression, la pièce devra tenir en équilibre. Est-ce à l'utilisateur de la bouger dans Cura pour la positionner de manière à ce qu'elle tienne sur le plateau durant l'impression ? Et du coup, comment cela se passe pour une pièce qui de toutes façons ne pourra pas tenir en équilibre ? OUTILLAGE et ENTRETIEN J'en arrive au dernier point même si assurément, lorsque je serai réellement confronté à ma première impression j'aurai sûrement beaucoup d'autres questions. - y a-t-il un entretien particulier à faire pour l'imprimante ? - est-il nécessaire d'avoir un type d'outillage un peu spécifique et si oui existe-t-il des kits de démarrage ? Voilà, je crois dans un premier temps avoir fait un peu le tour des choses qui me titillent. Merci de m'avoir lu et encore plus si vous pouvez apporter quelques réponses. Bonne journée. -
 Salut à tous, Motivé ce matin, je me suis enfin décidé à monter mon capteur de fin de filament sur mon Ender 3 Pro équipée d'un BLTouch. La partie mécanique + branchements s'est bien déroulée, mais j'ai - naïvement - cru qu'en mettant à jour le firmware par l'intermédiare des fichiers adéquats depuis le site de Creality : Lien site Creality - Support dédié à l'ender 3 Pro allait me permettre de solutionner rapidement l'affaire. Eh ben non, les firmware de Creality sont ... pourris et encore je suis poli. Impossible de paramétrer le BLTouch correctement et de mettre à jour l'offset, à chaque fois, l'imprimante m'affiche l'erreur "Err: Too Far". C'est vraiment étrange parce que le BLTouch fonctionnait très bien jusqu'à présent. J'ai revérifié les câblages et tout semble correct, n'a pas bougé. J'ai alors tenté en suivant le tuto très bien détaillé suivant : Lien tuto création de firmware Marlin pour Ender 3 Pro avec BLTouch et avec Filament sur CM 4.2.7 de compiler mon propre firmware à partir du dépôt officiel Marlin : Dépôt Marlin officiel mais j'obtiens eu une erreur à la fin de la compilation qui ne me permet pas de sauver le *.bin (- je n'ai pas fait de screenshot - et là, j'avoue j'en ai marre, j'y aurai passé ma journée !). J'ai enfin en désespoir de cause, tenté de placer le dernier firmware trouvé sur un autre site de creality : Creality Cloud - Ender 3 pro 4.2.7 Mais guère plus de résultat pas de possibilité de faire un offset. (J'ai mis en pièces-jointes les deux fichiers zip de Marlin et de l'Ender 3 pro v4.2.7 que j'ai utilisé avec VisualStudio si jamais ça en intéressait de jeter un oeil). Donc, je suis un peu dans la mouise, impossible de faire un calibrage correct du BLTouch. Si d'aventure quelqu'un avait une configuration identique et accepterait de me dépanner de son image de firmware *.bin, j'en serai ravi ! Marlin-2.1.2.1.zip CrealityV427.zip
Salut à tous, Motivé ce matin, je me suis enfin décidé à monter mon capteur de fin de filament sur mon Ender 3 Pro équipée d'un BLTouch. La partie mécanique + branchements s'est bien déroulée, mais j'ai - naïvement - cru qu'en mettant à jour le firmware par l'intermédiare des fichiers adéquats depuis le site de Creality : Lien site Creality - Support dédié à l'ender 3 Pro allait me permettre de solutionner rapidement l'affaire. Eh ben non, les firmware de Creality sont ... pourris et encore je suis poli. Impossible de paramétrer le BLTouch correctement et de mettre à jour l'offset, à chaque fois, l'imprimante m'affiche l'erreur "Err: Too Far". C'est vraiment étrange parce que le BLTouch fonctionnait très bien jusqu'à présent. J'ai revérifié les câblages et tout semble correct, n'a pas bougé. J'ai alors tenté en suivant le tuto très bien détaillé suivant : Lien tuto création de firmware Marlin pour Ender 3 Pro avec BLTouch et avec Filament sur CM 4.2.7 de compiler mon propre firmware à partir du dépôt officiel Marlin : Dépôt Marlin officiel mais j'obtiens eu une erreur à la fin de la compilation qui ne me permet pas de sauver le *.bin (- je n'ai pas fait de screenshot - et là, j'avoue j'en ai marre, j'y aurai passé ma journée !). J'ai enfin en désespoir de cause, tenté de placer le dernier firmware trouvé sur un autre site de creality : Creality Cloud - Ender 3 pro 4.2.7 Mais guère plus de résultat pas de possibilité de faire un offset. (J'ai mis en pièces-jointes les deux fichiers zip de Marlin et de l'Ender 3 pro v4.2.7 que j'ai utilisé avec VisualStudio si jamais ça en intéressait de jeter un oeil). Donc, je suis un peu dans la mouise, impossible de faire un calibrage correct du BLTouch. Si d'aventure quelqu'un avait une configuration identique et accepterait de me dépanner de son image de firmware *.bin, j'en serai ravi ! Marlin-2.1.2.1.zip CrealityV427.zip -
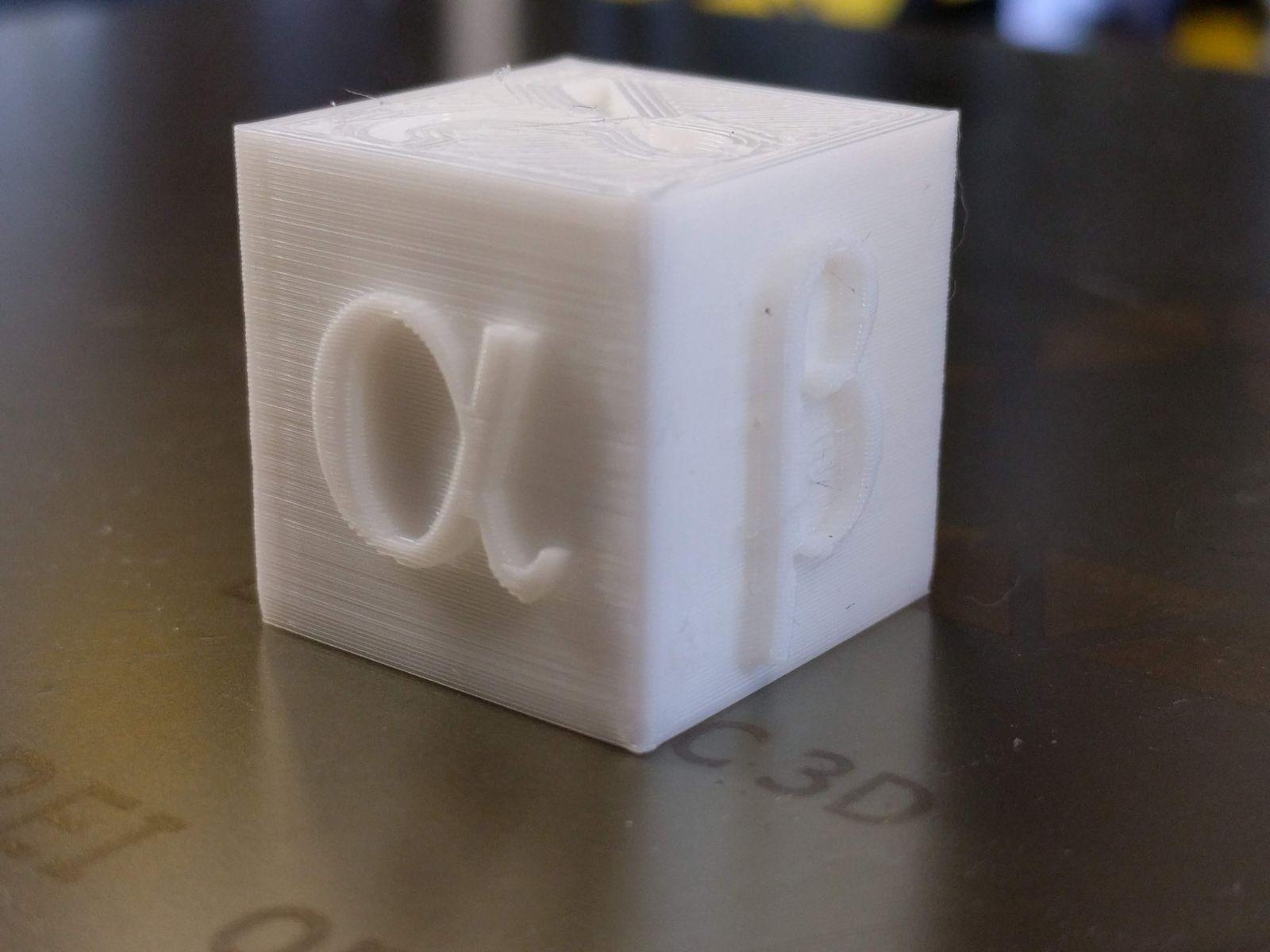
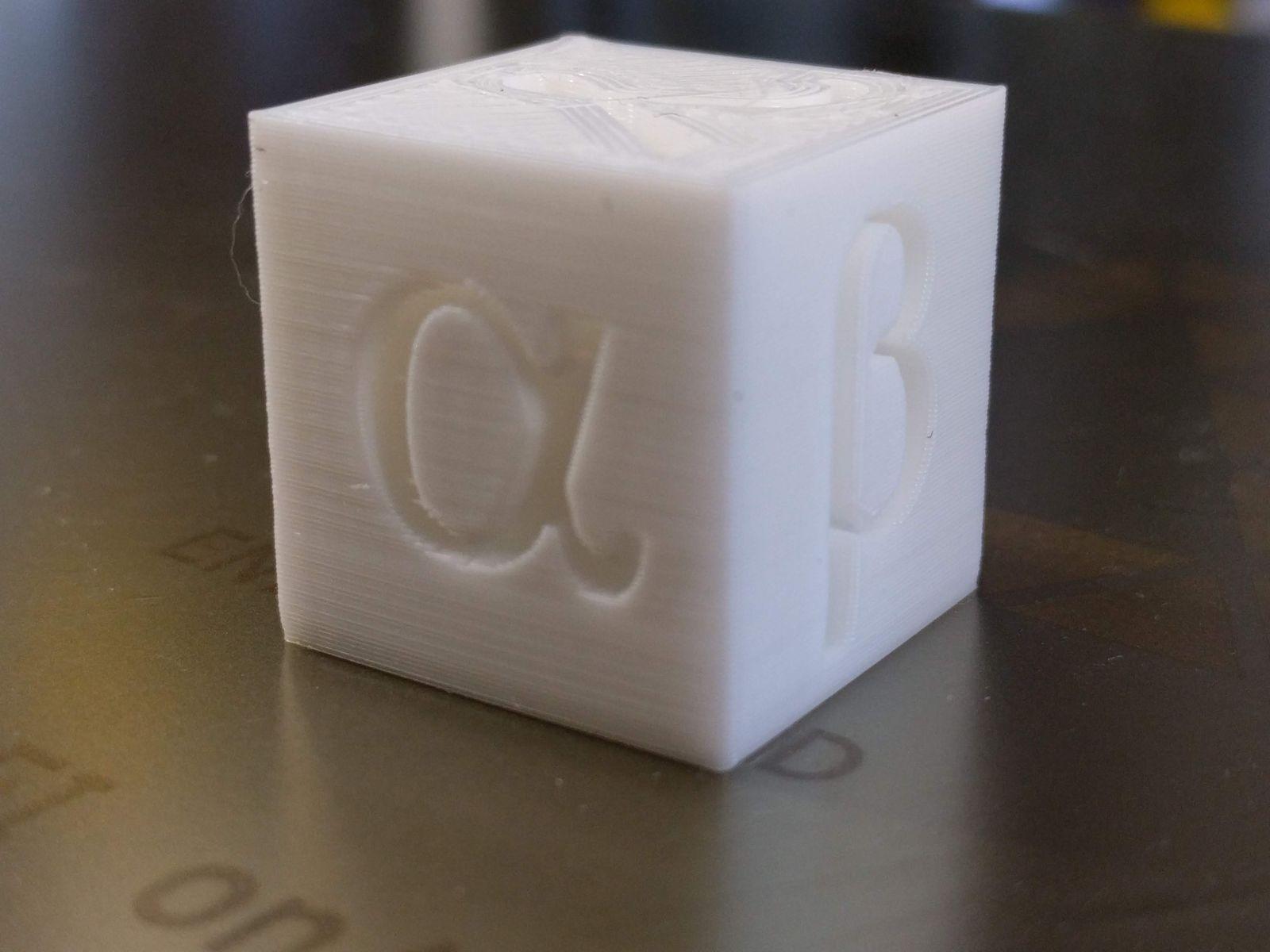
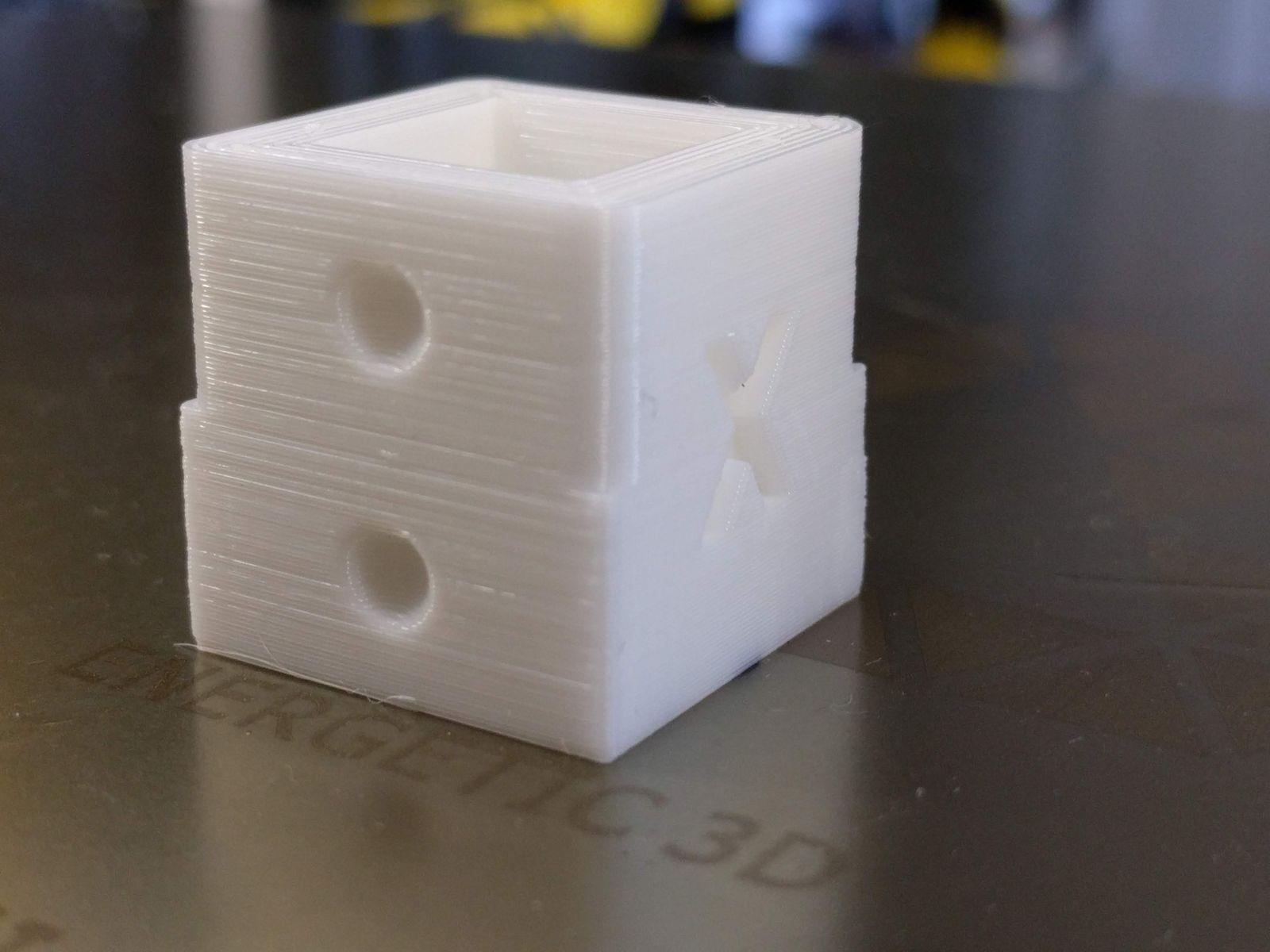
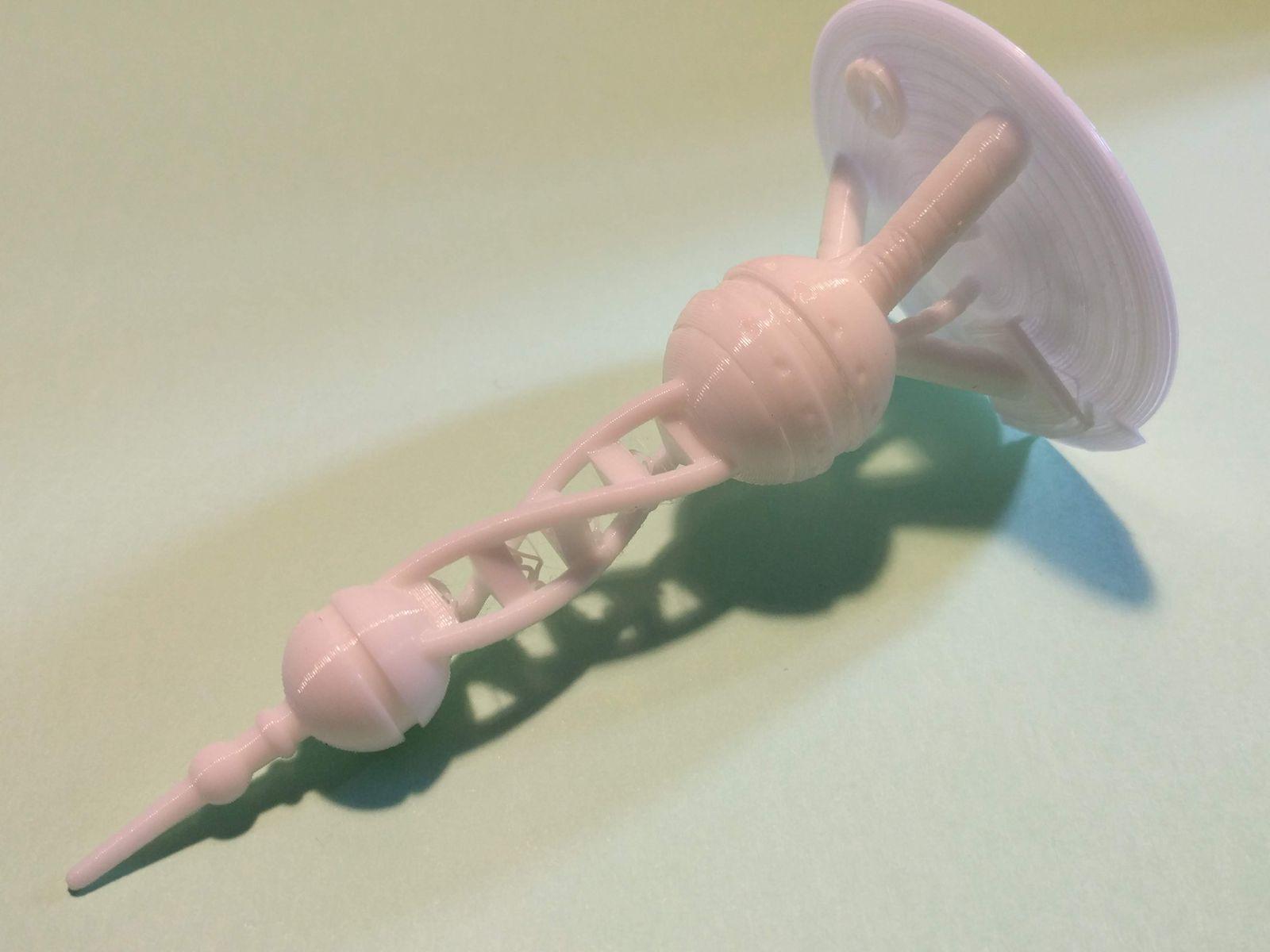
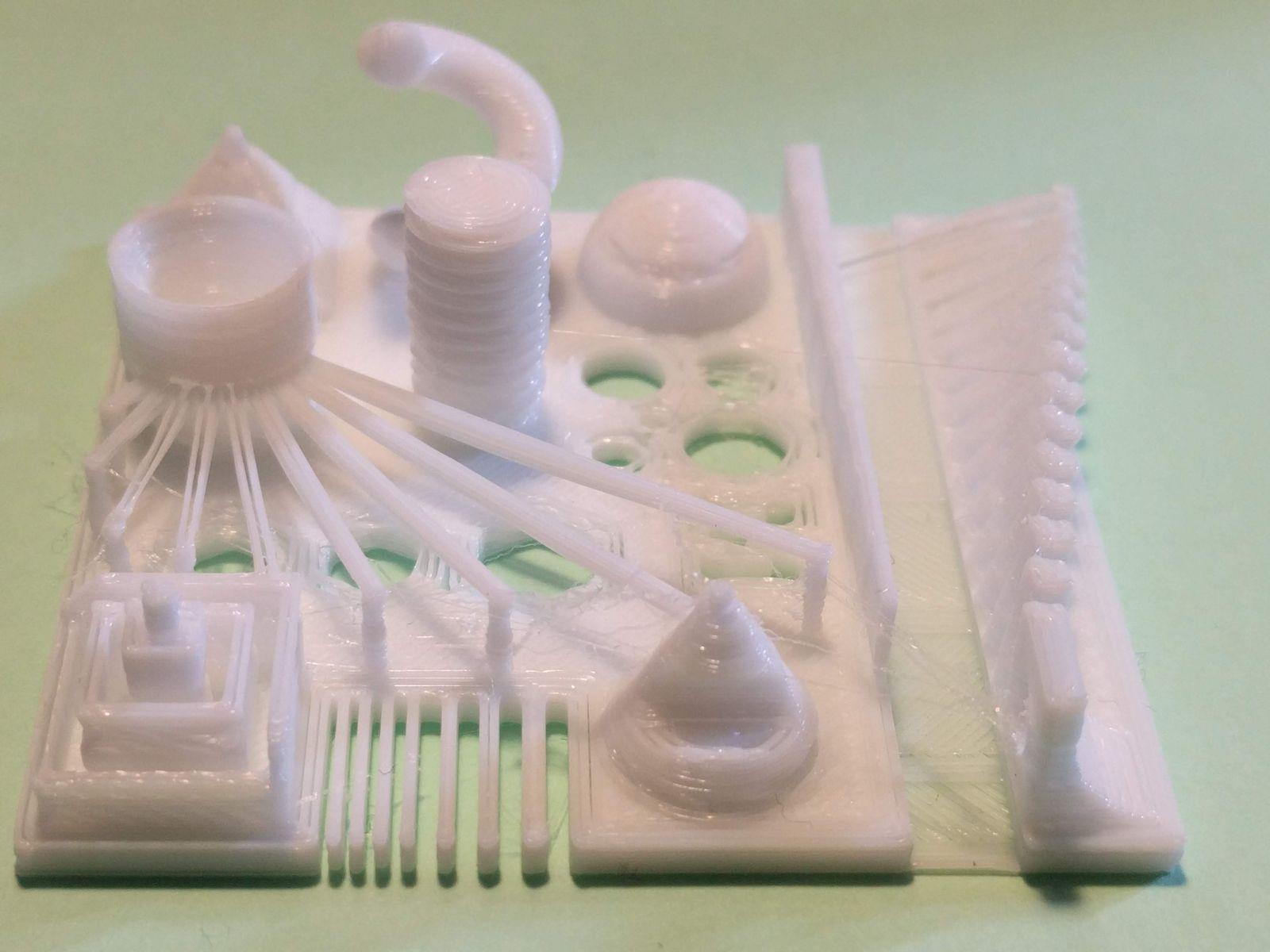
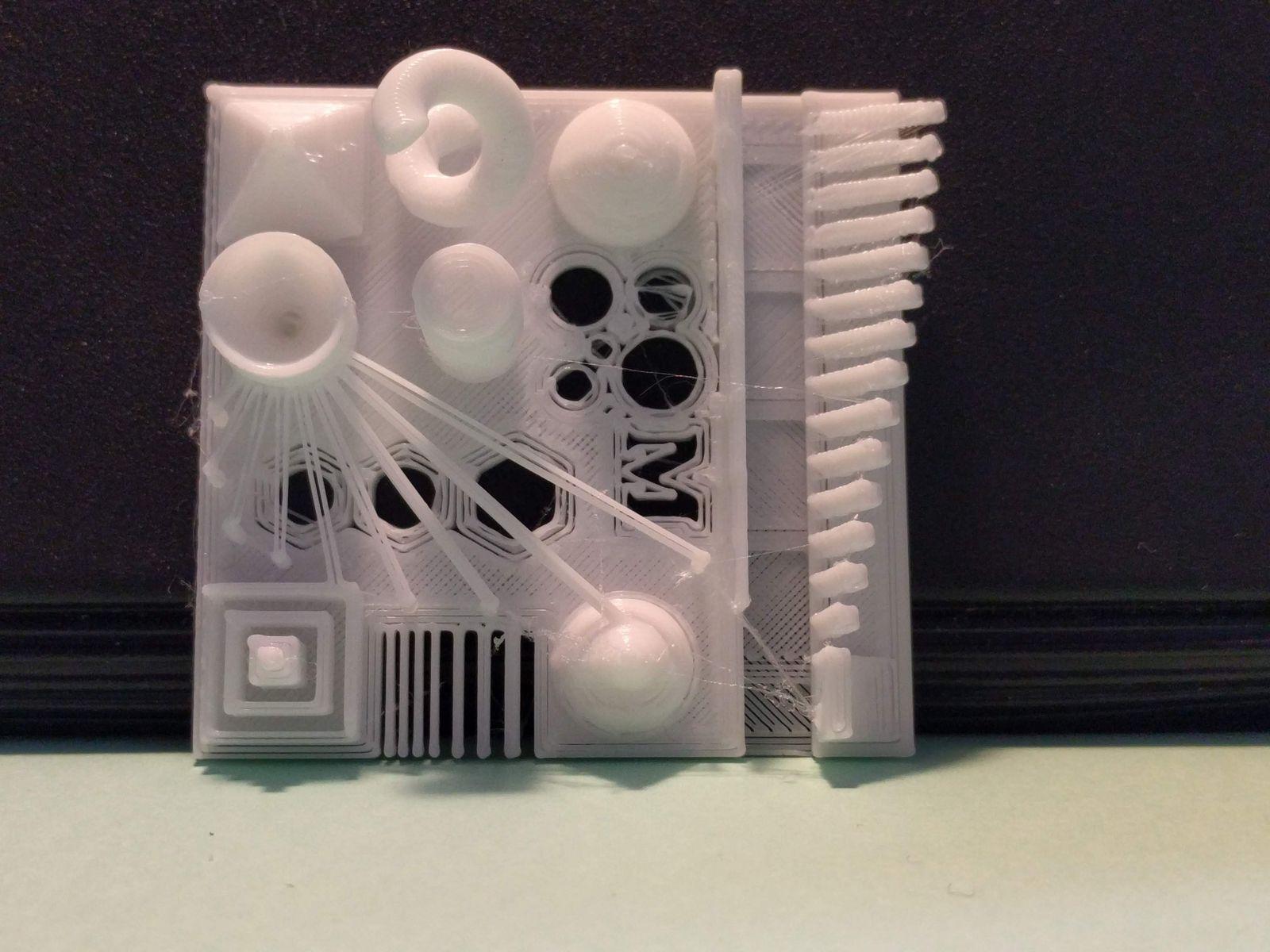
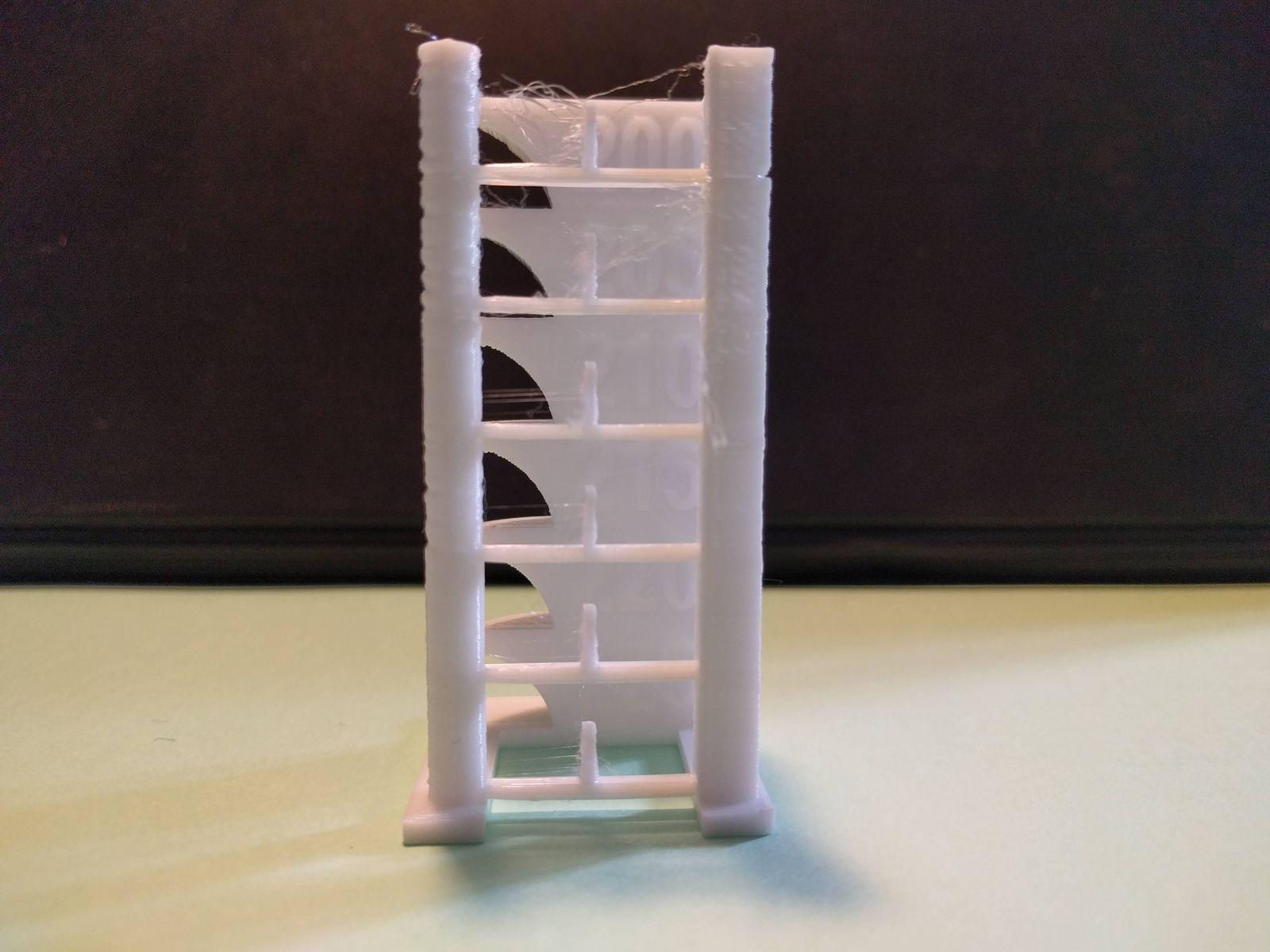
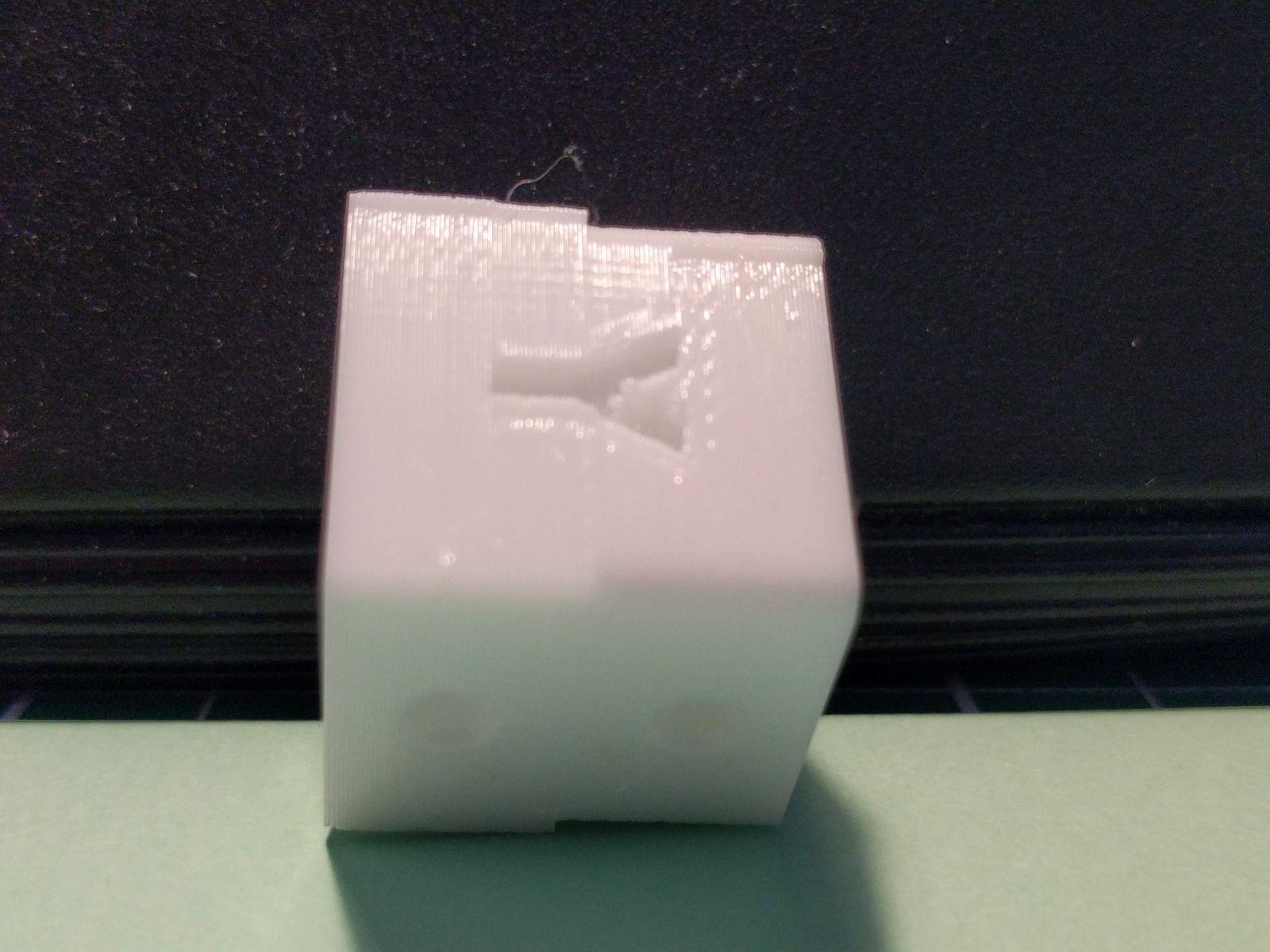
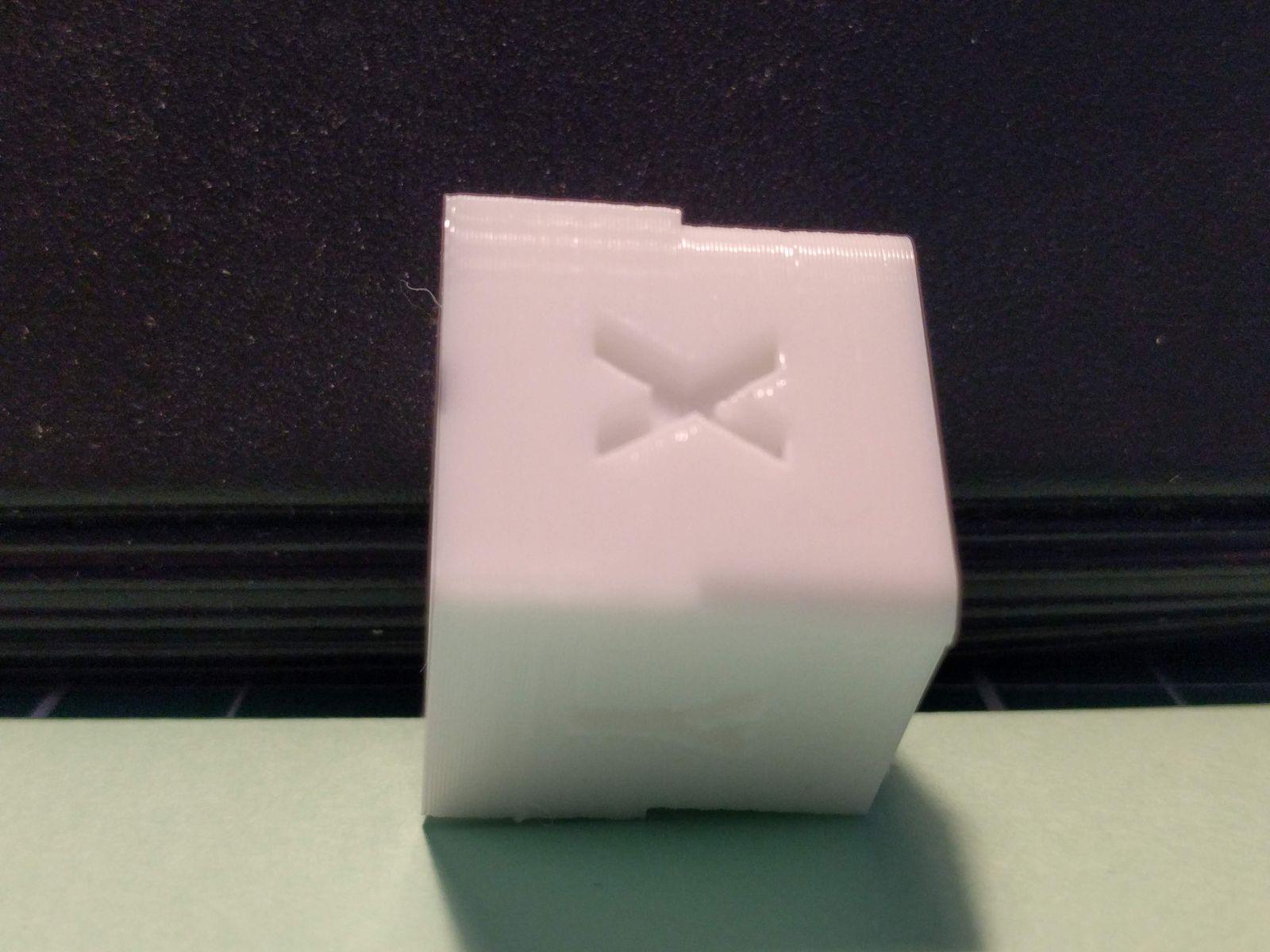
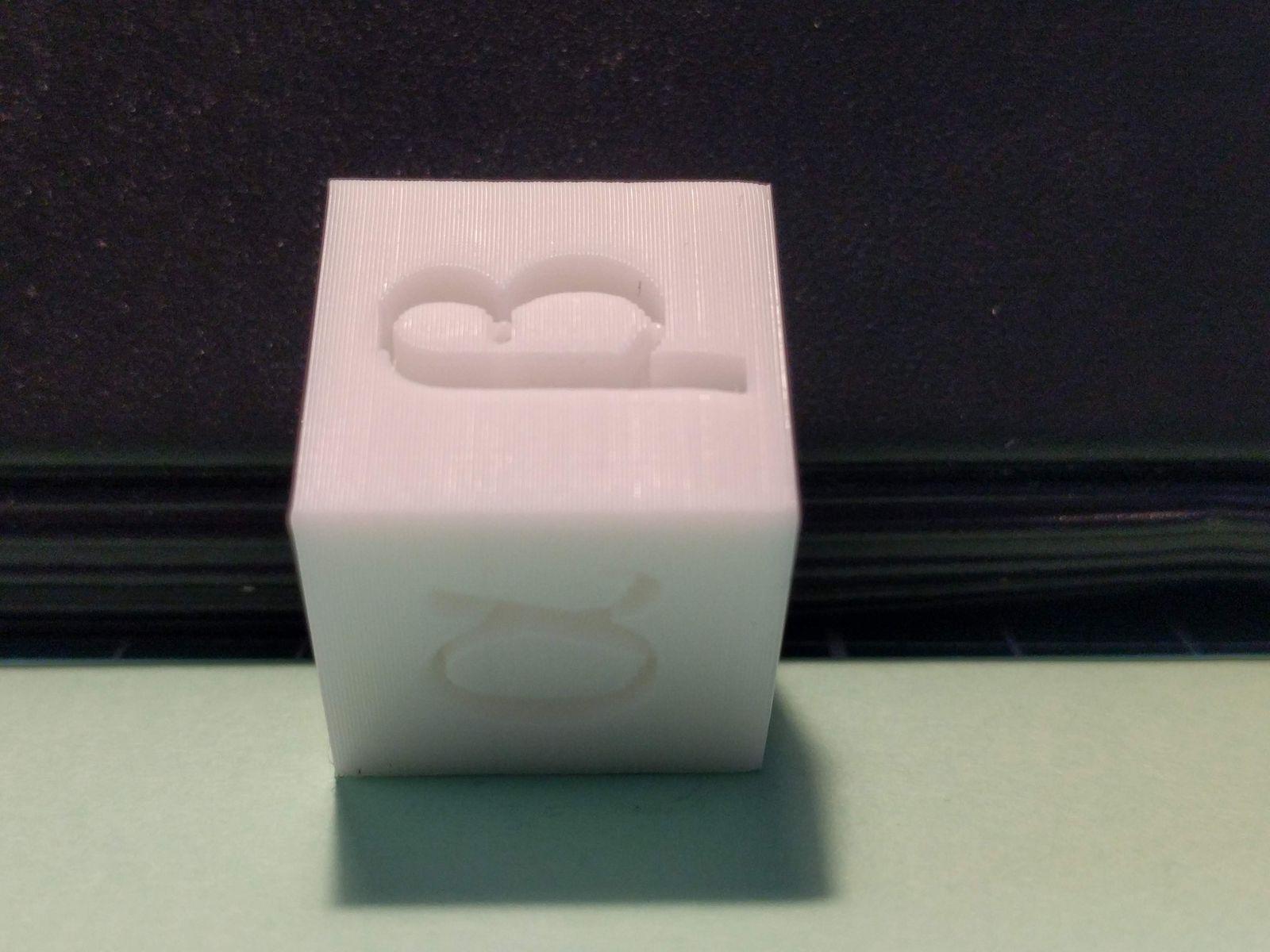
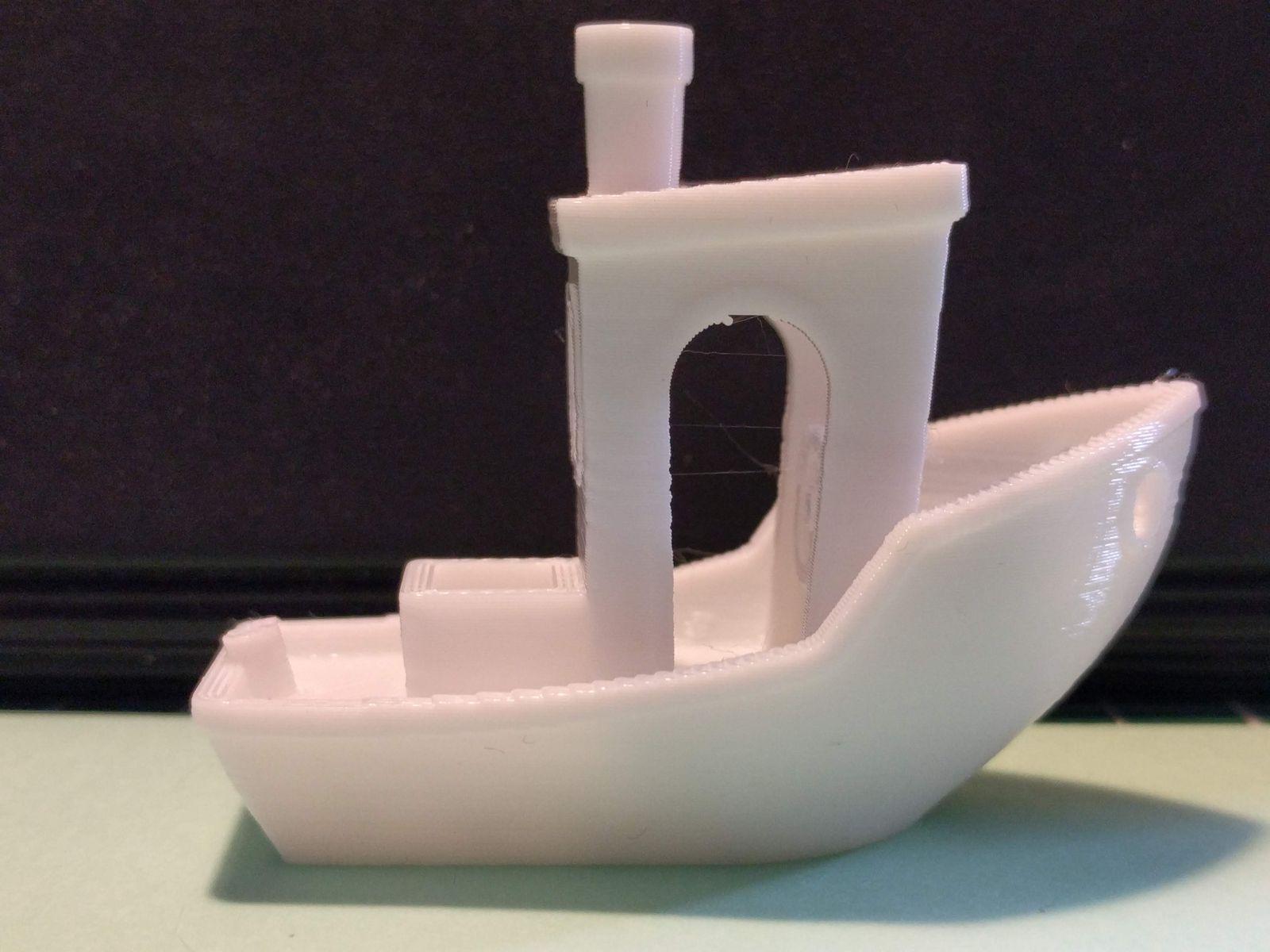
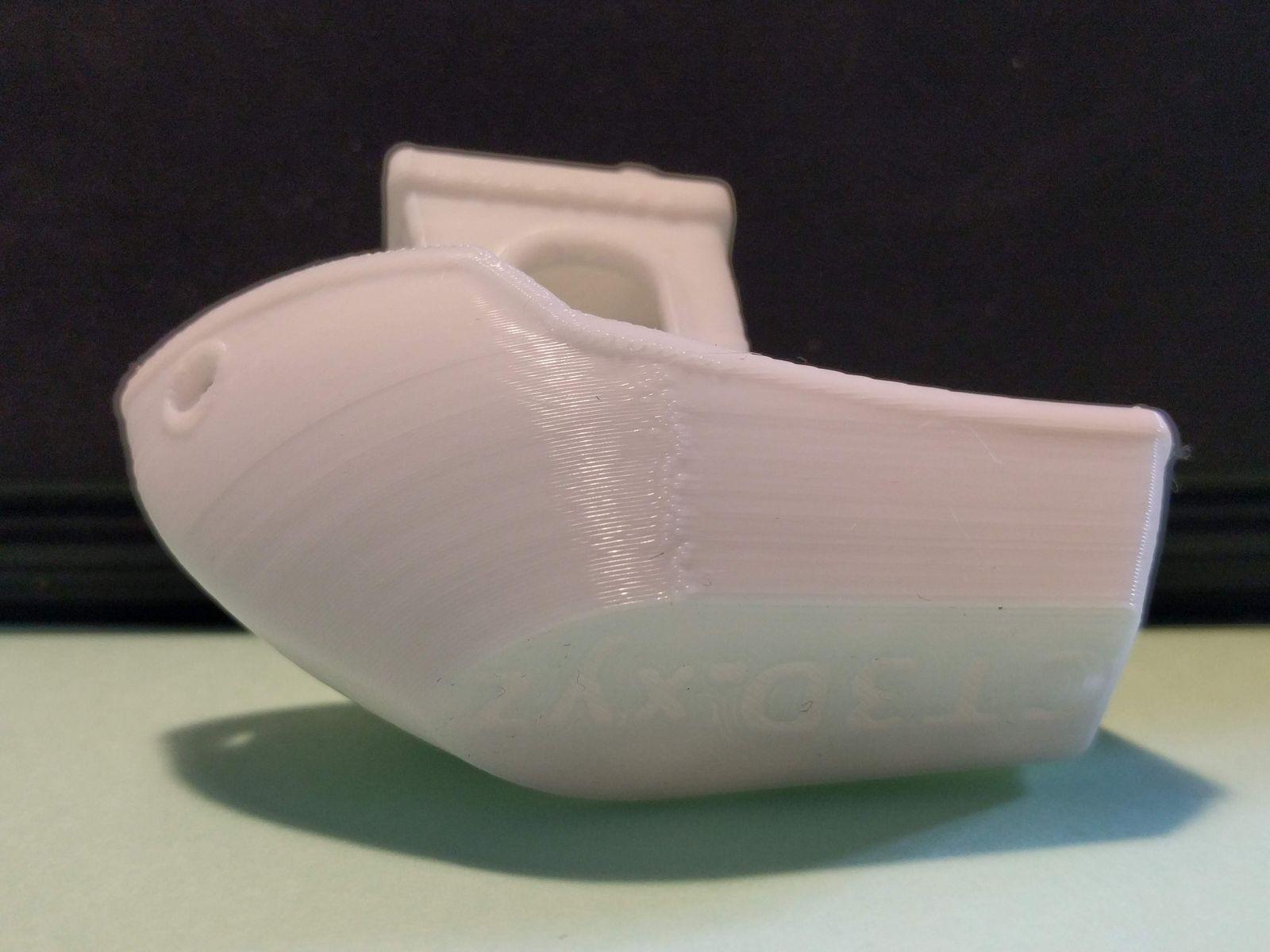
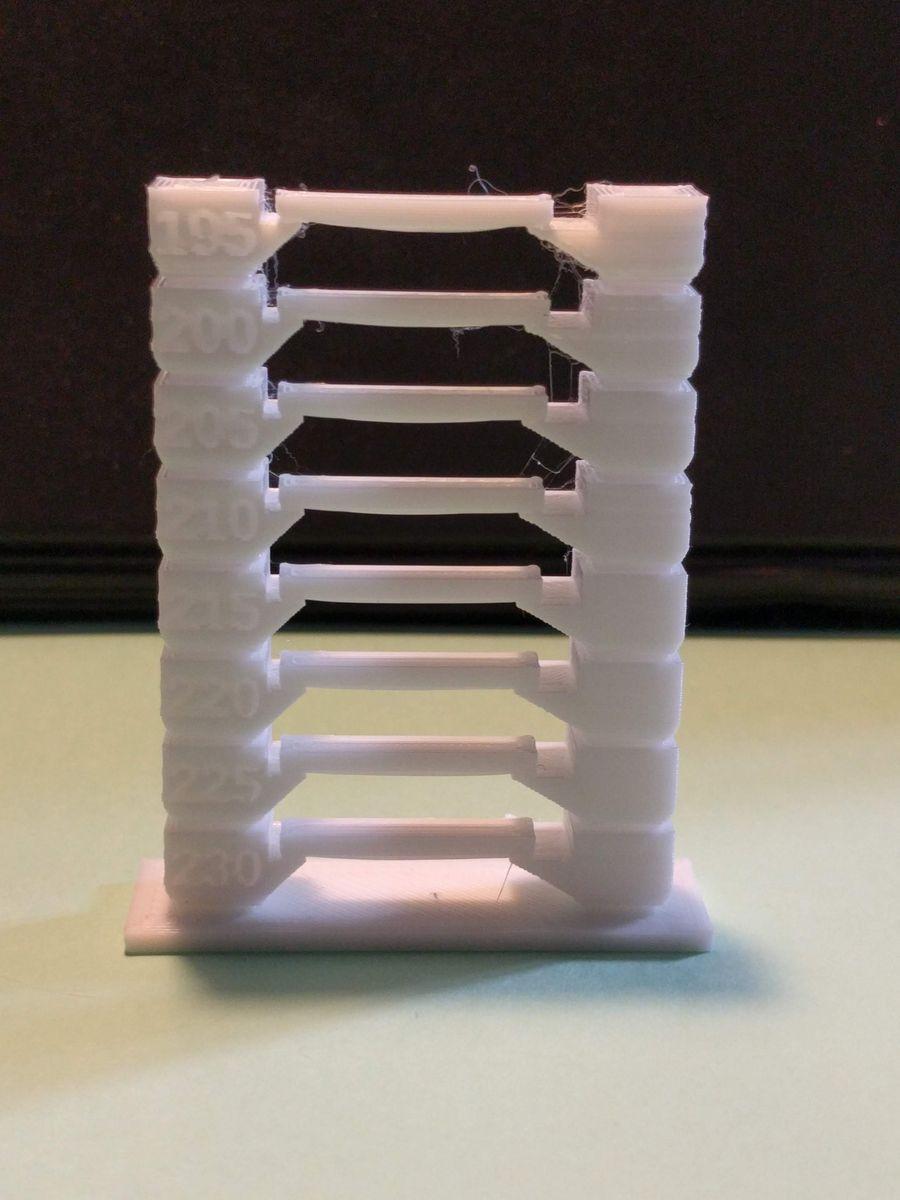
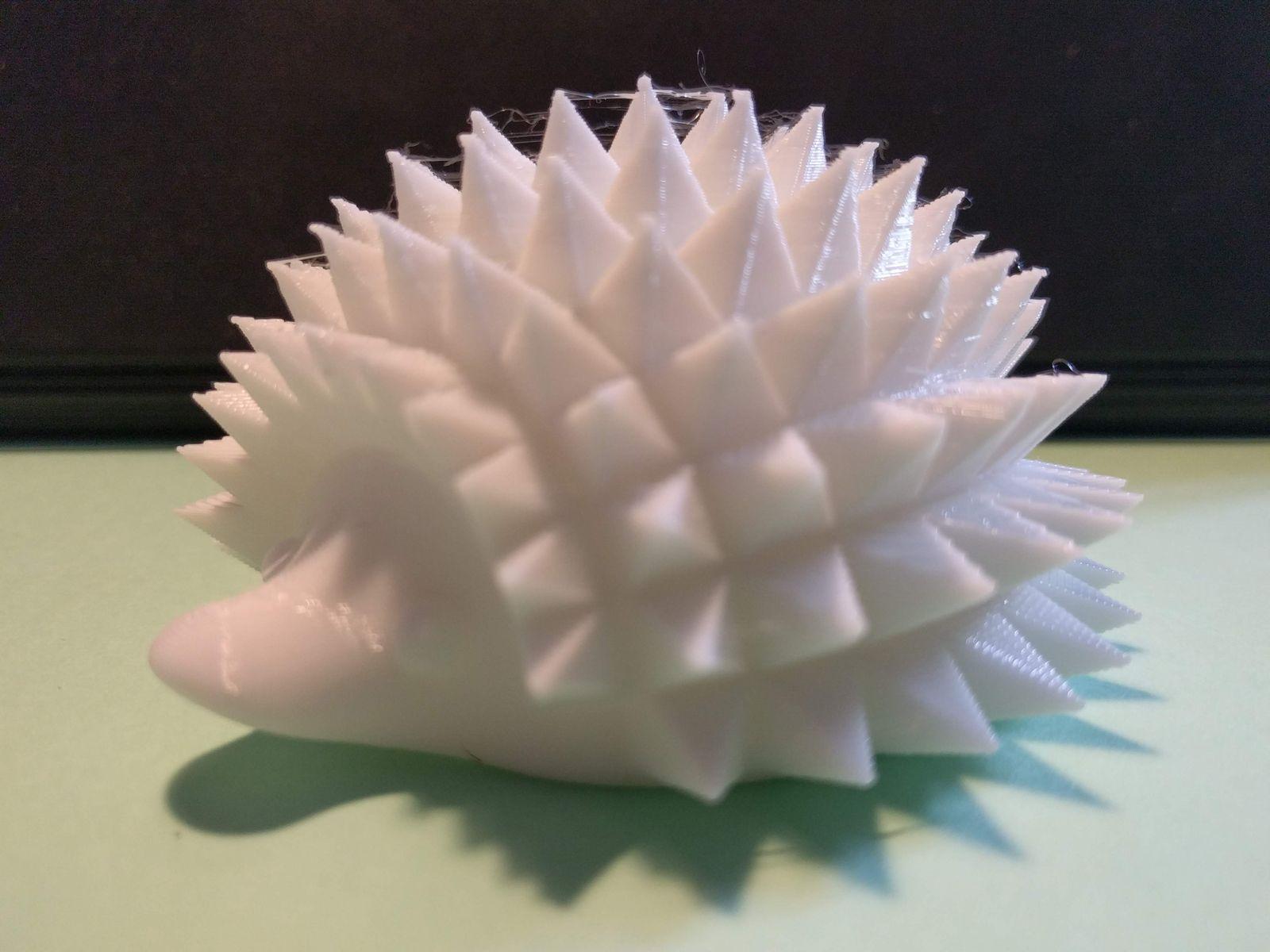
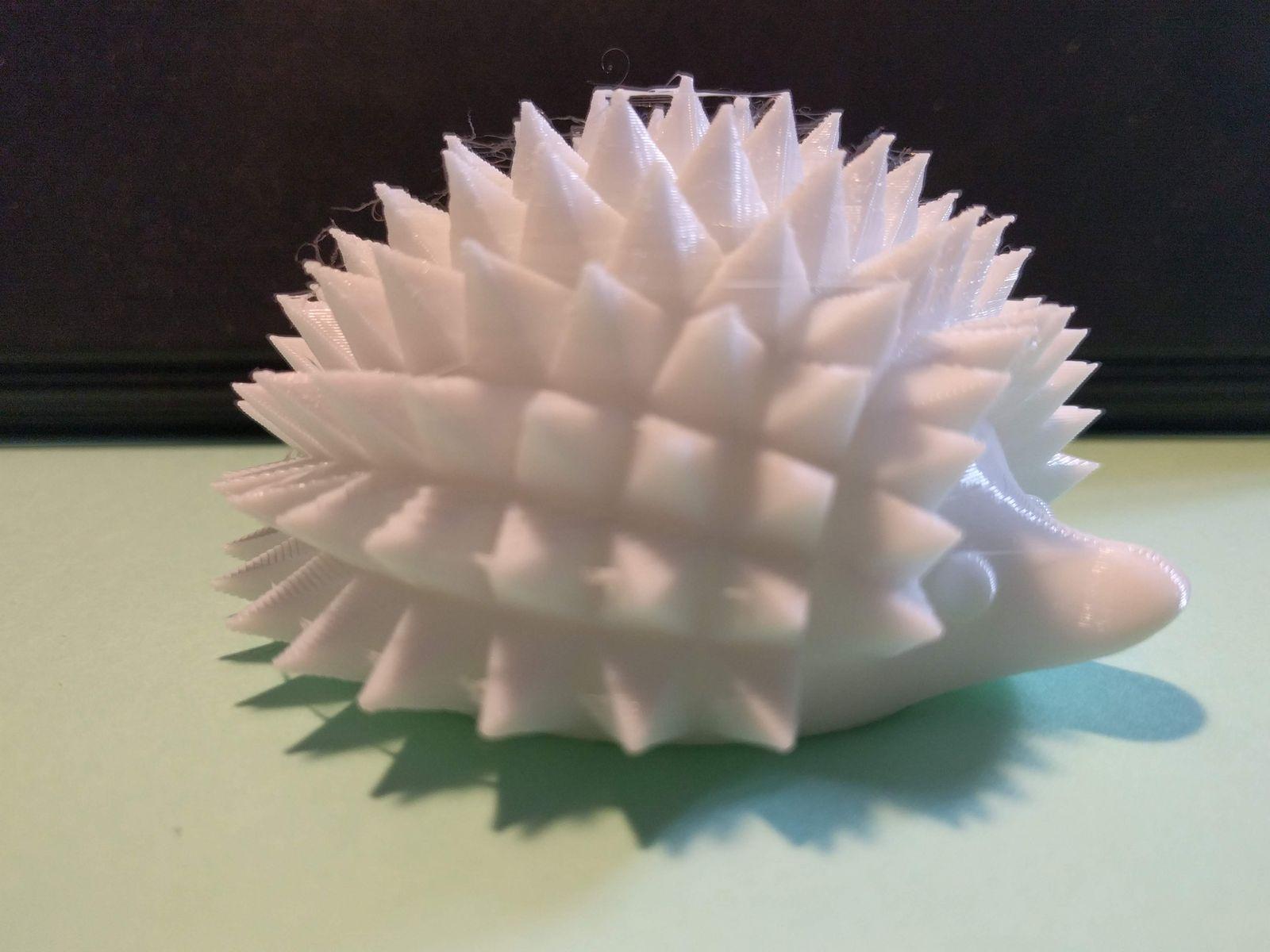
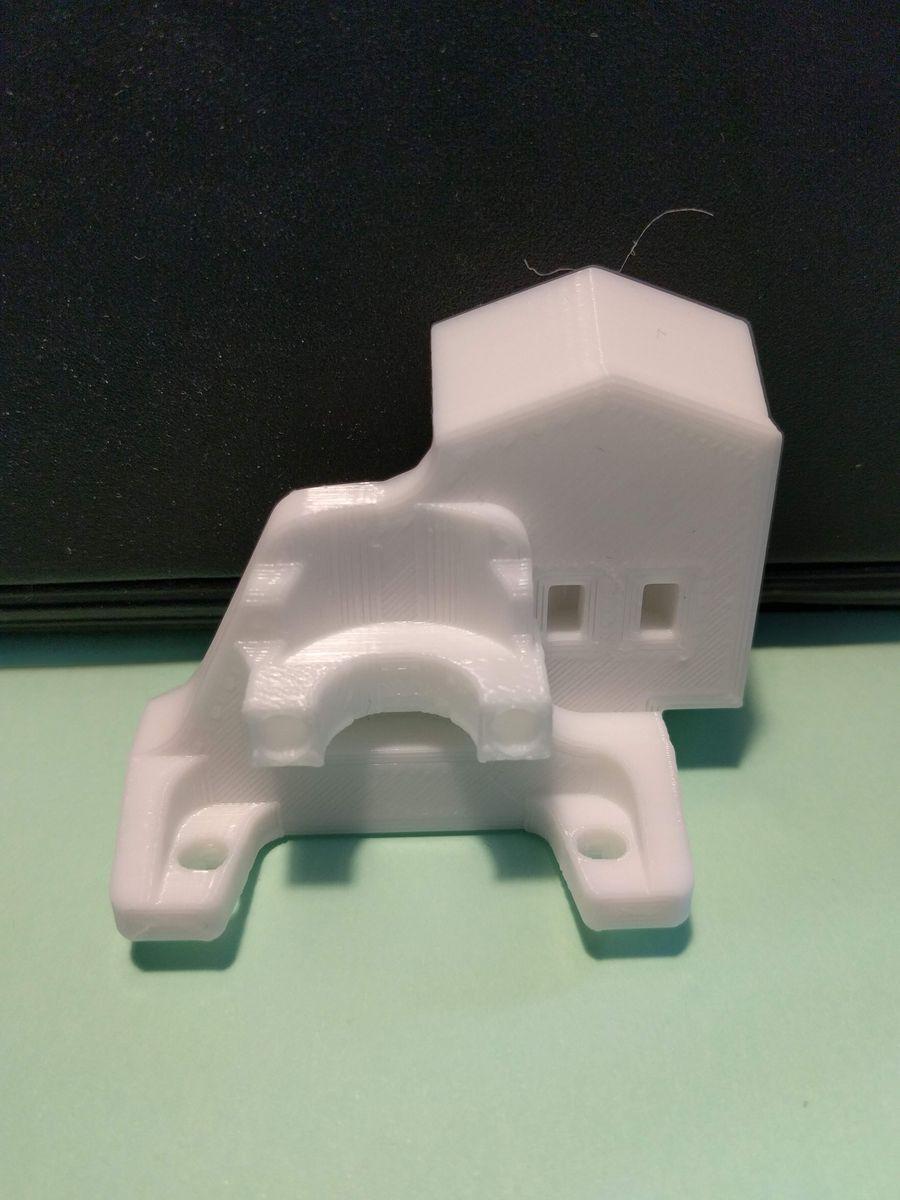
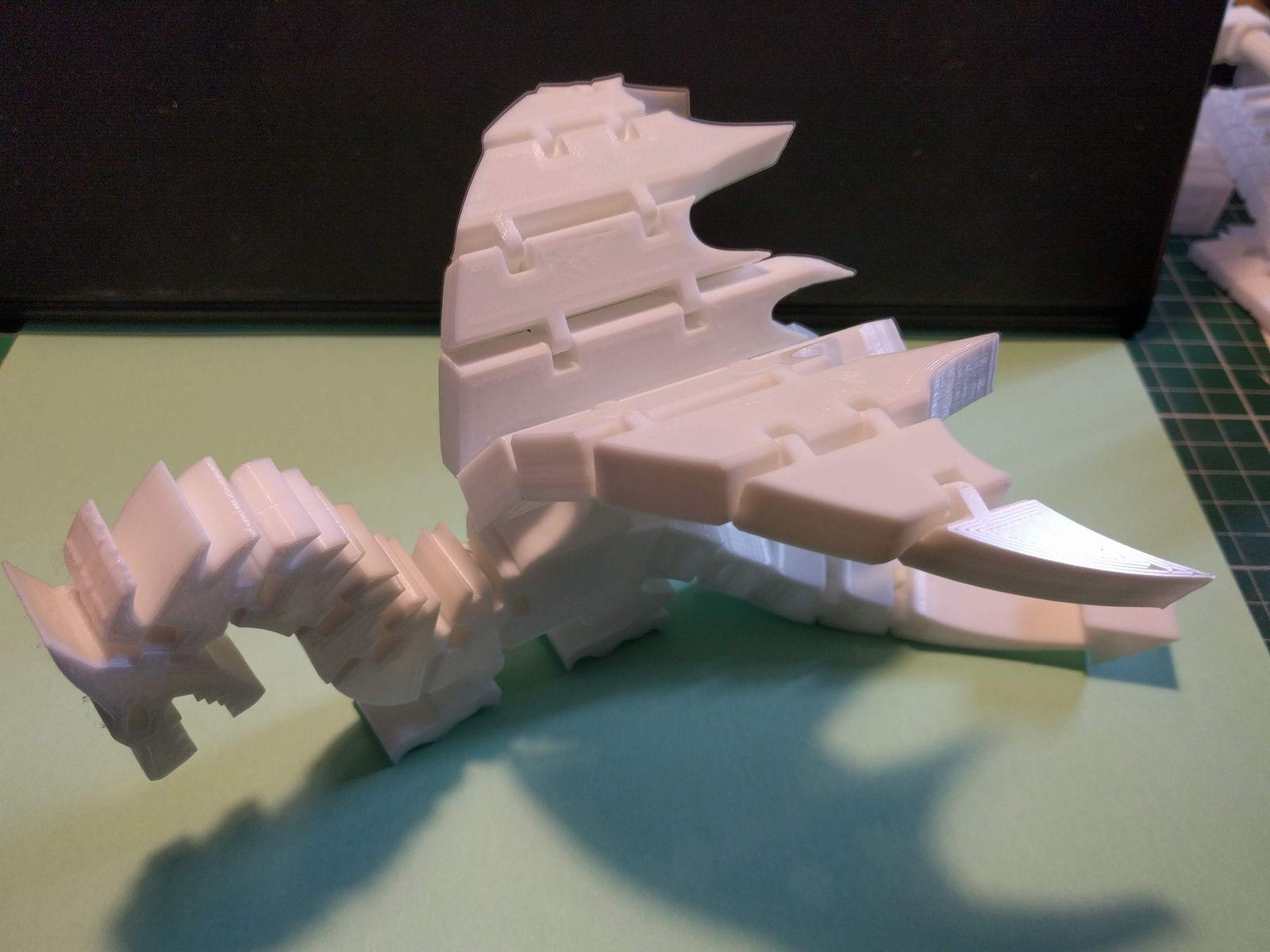
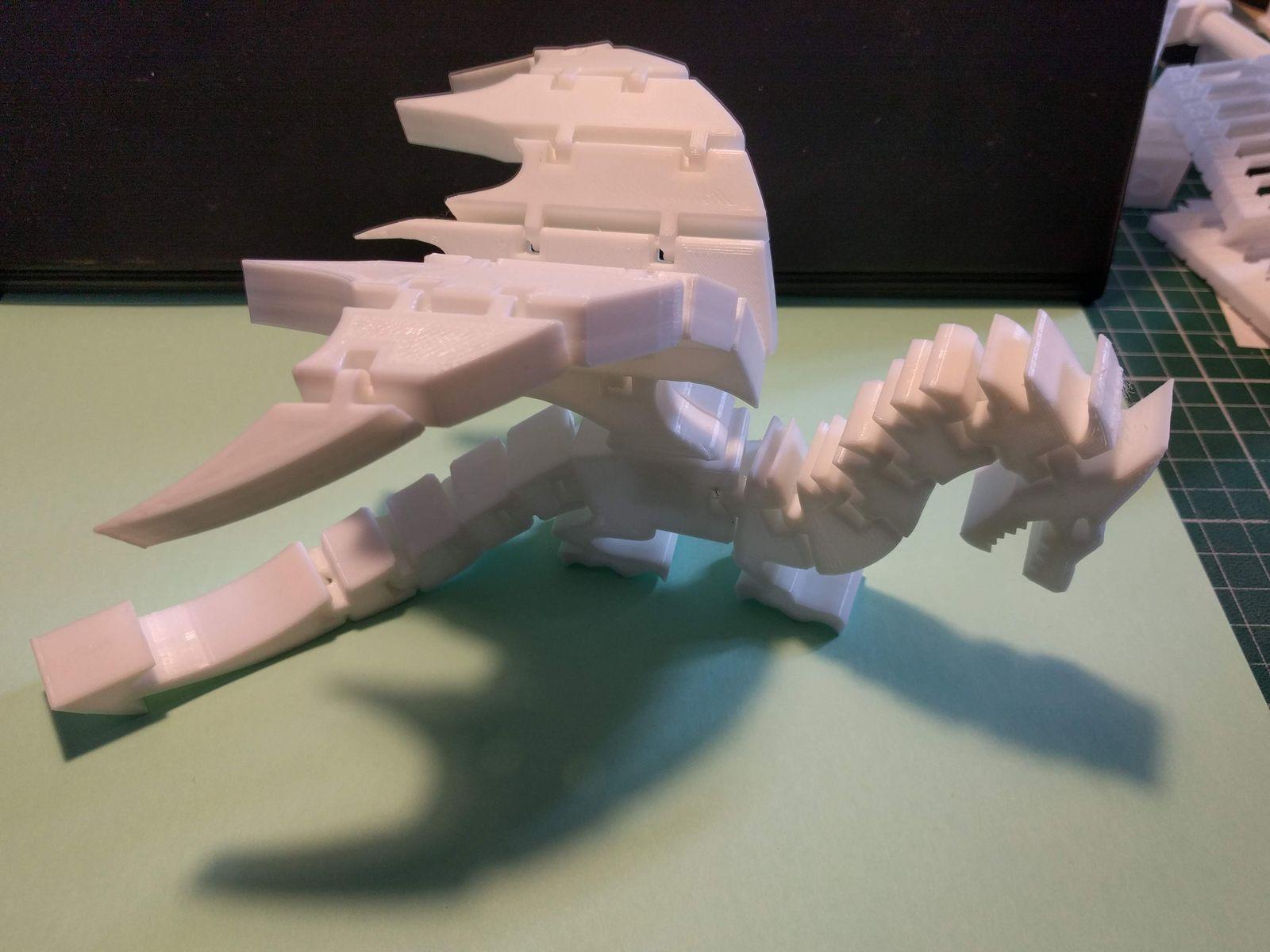
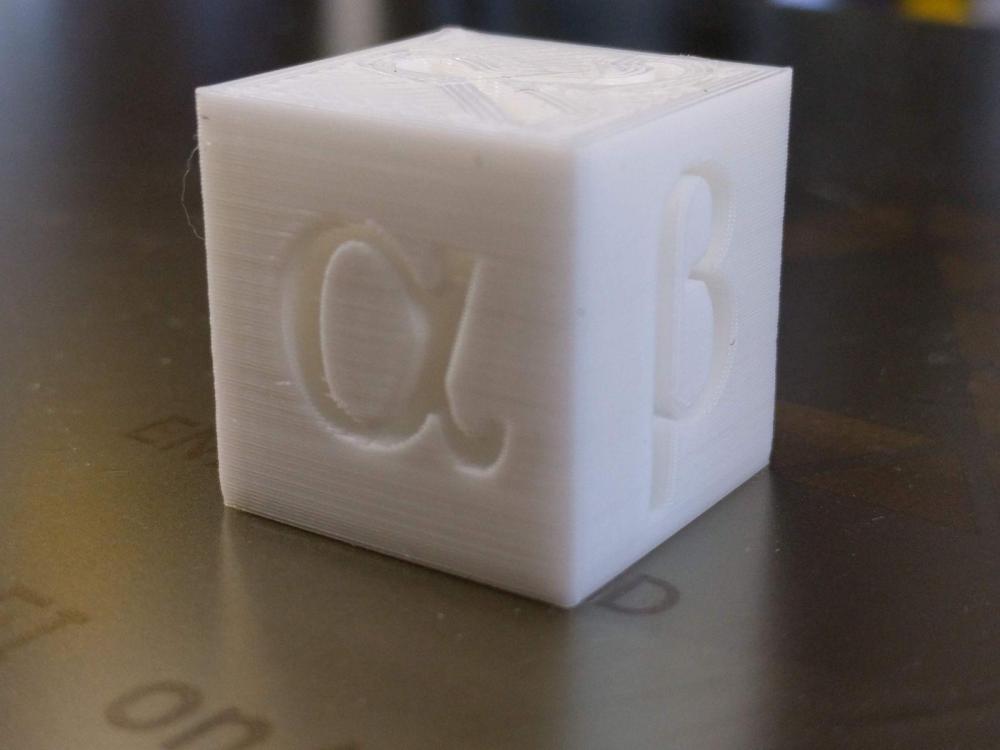
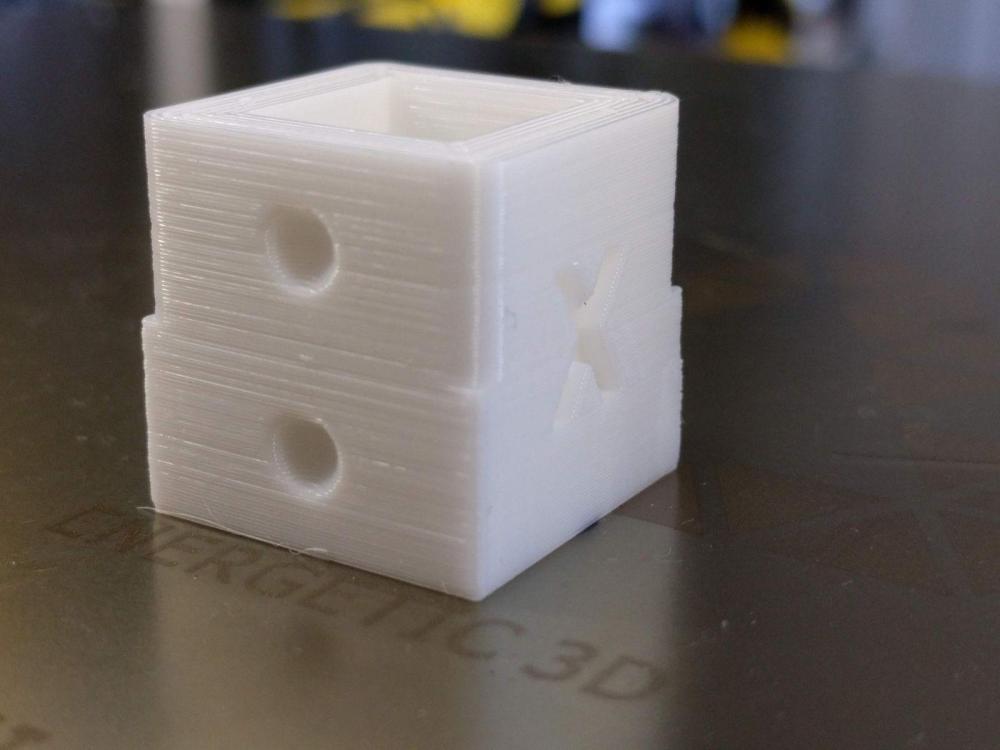
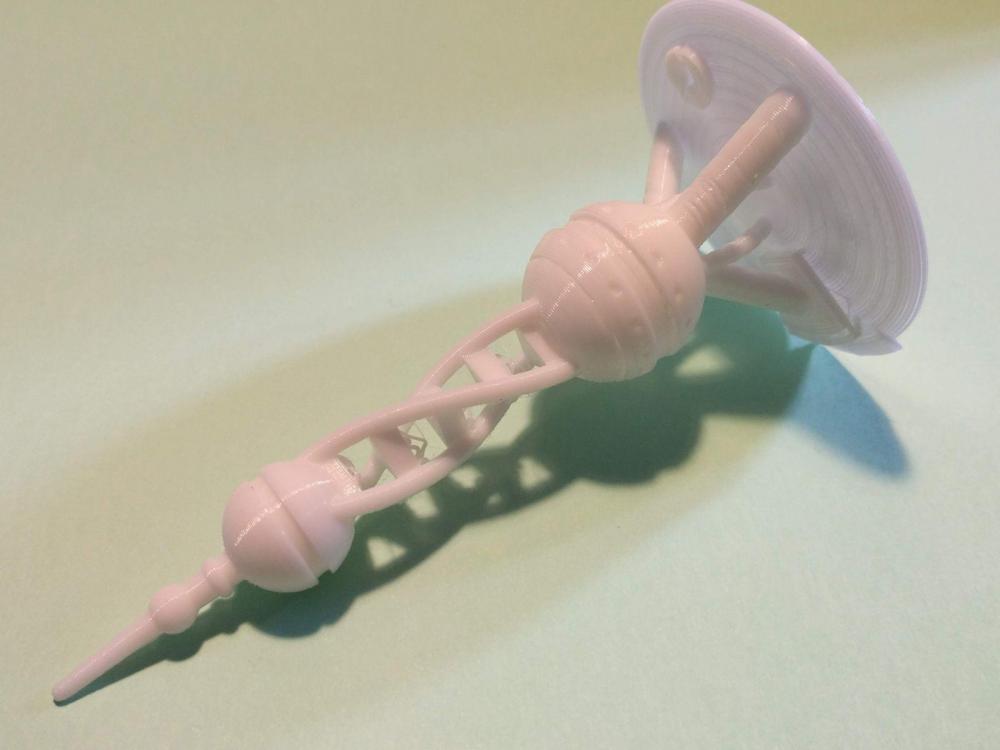
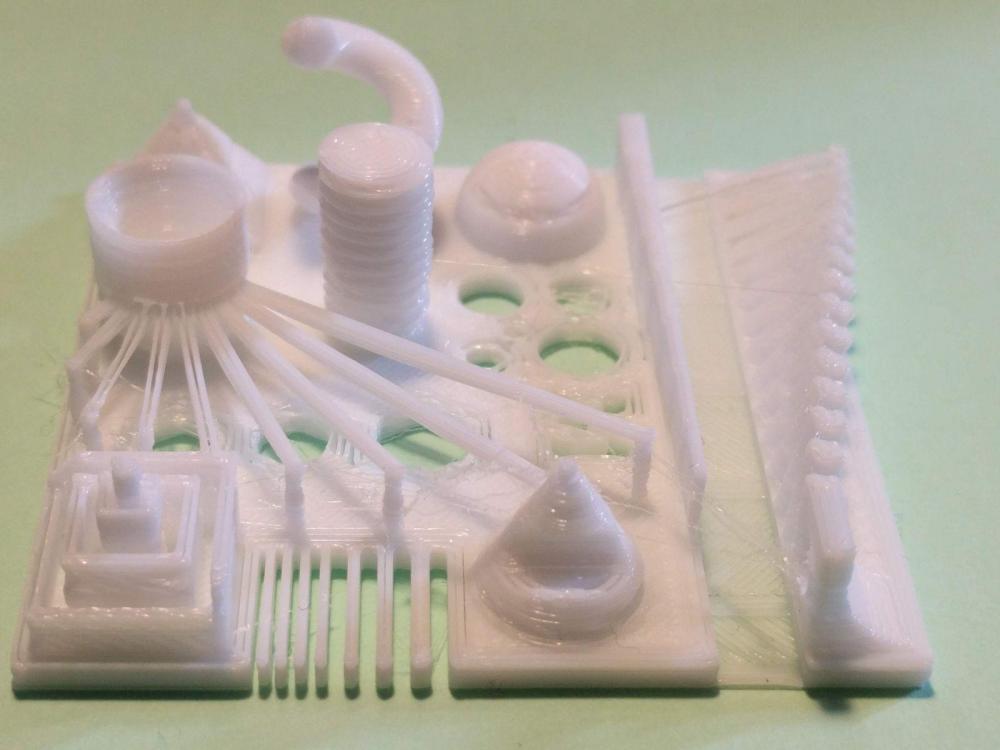
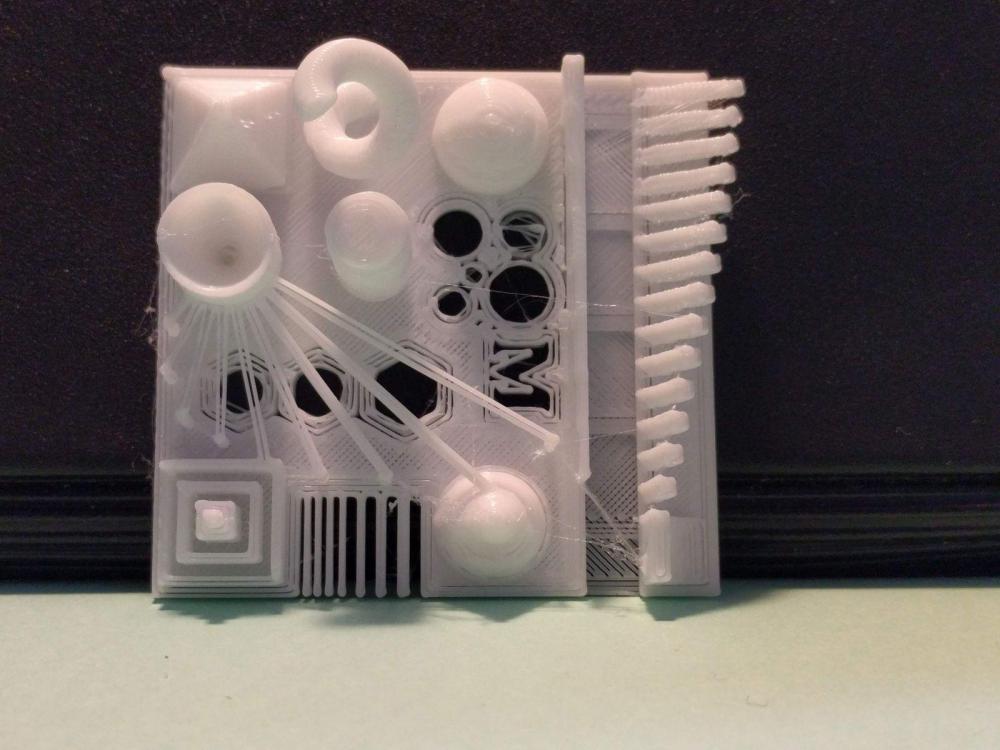
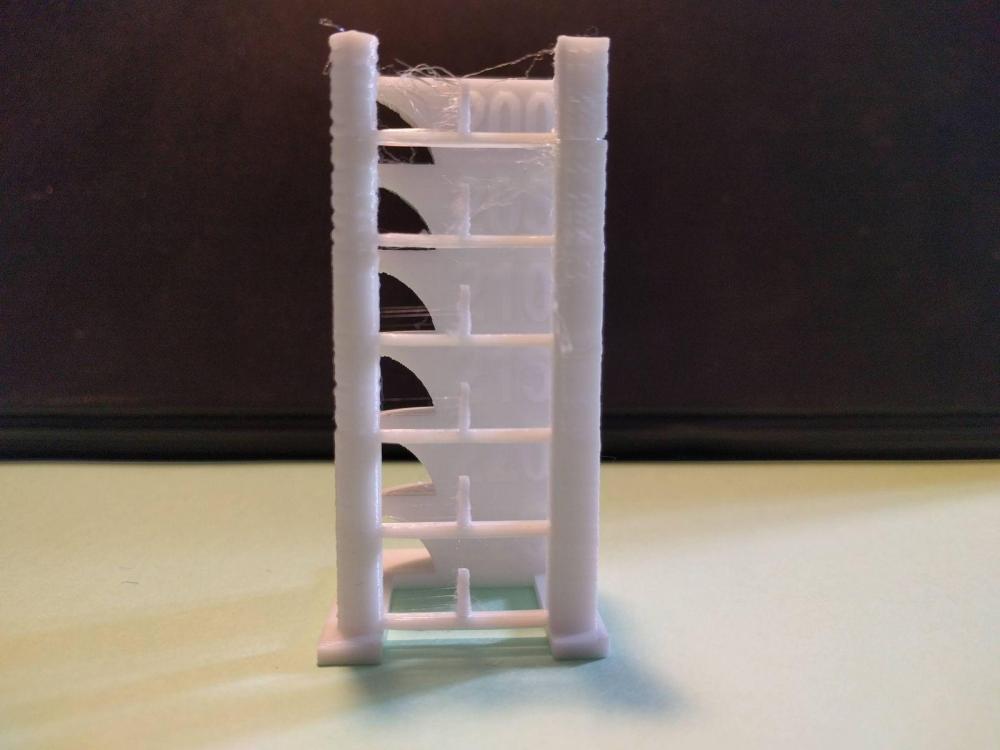
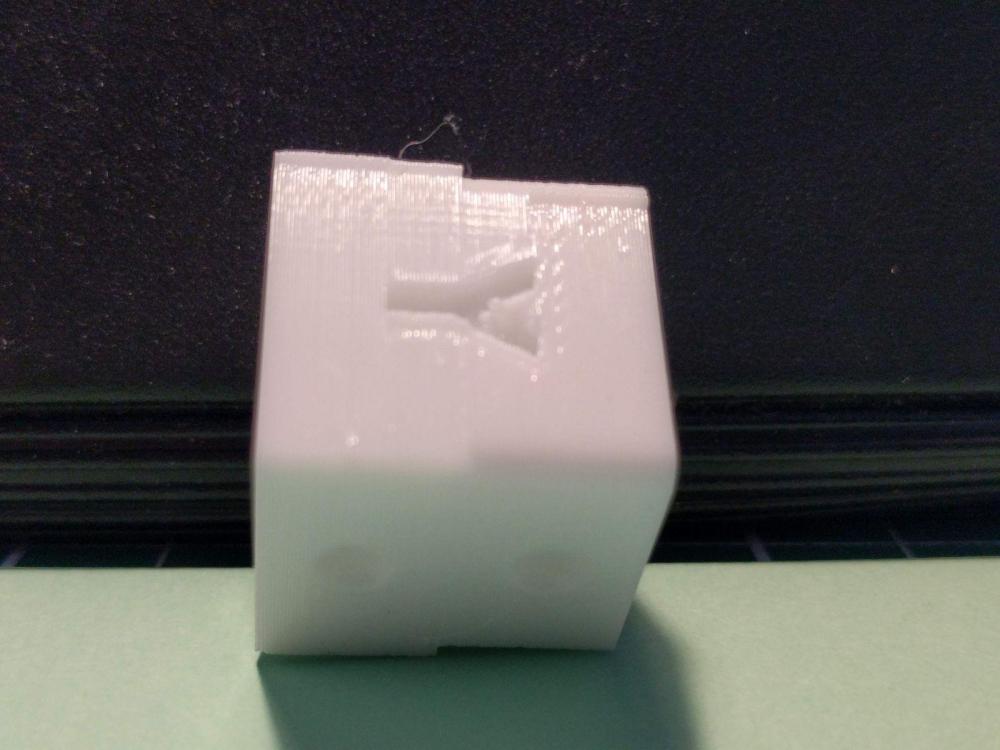
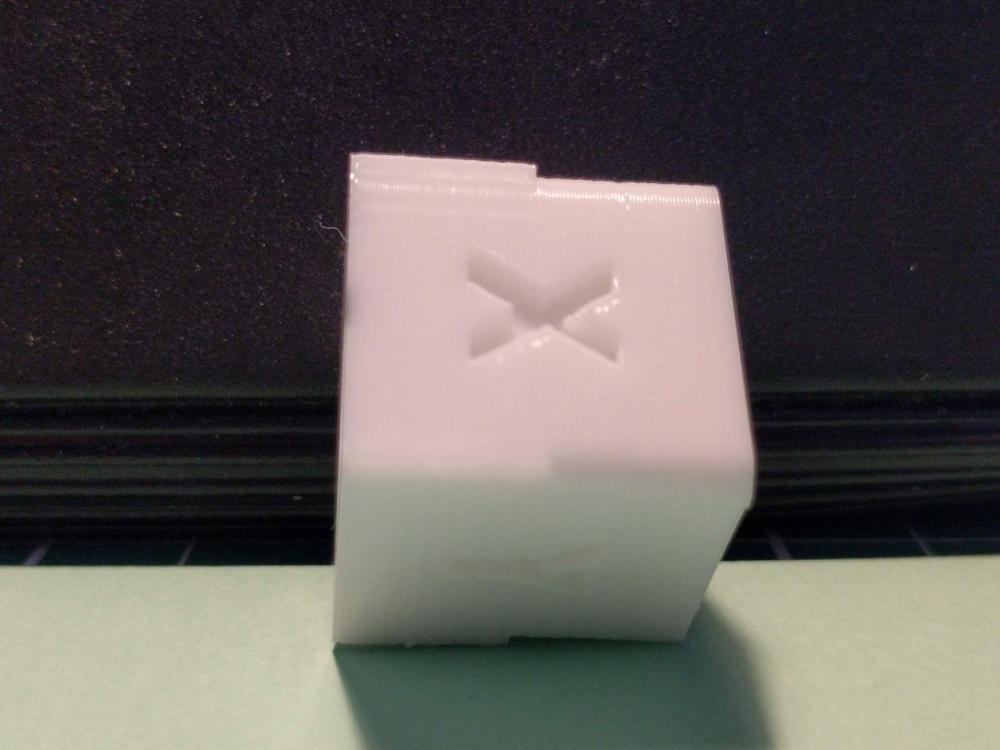
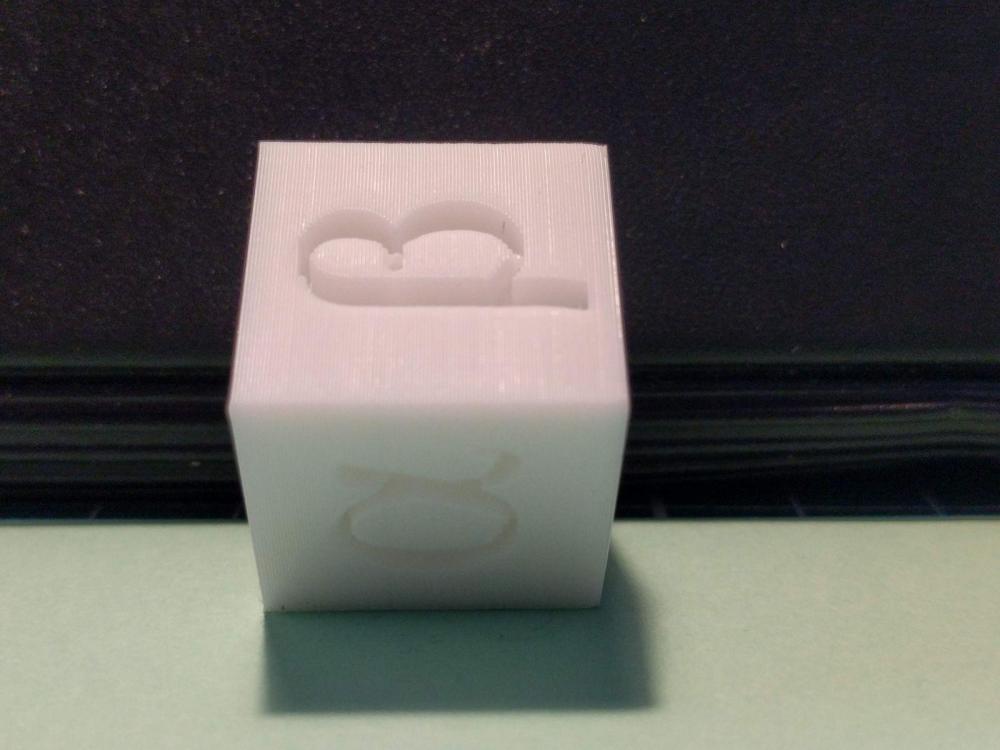
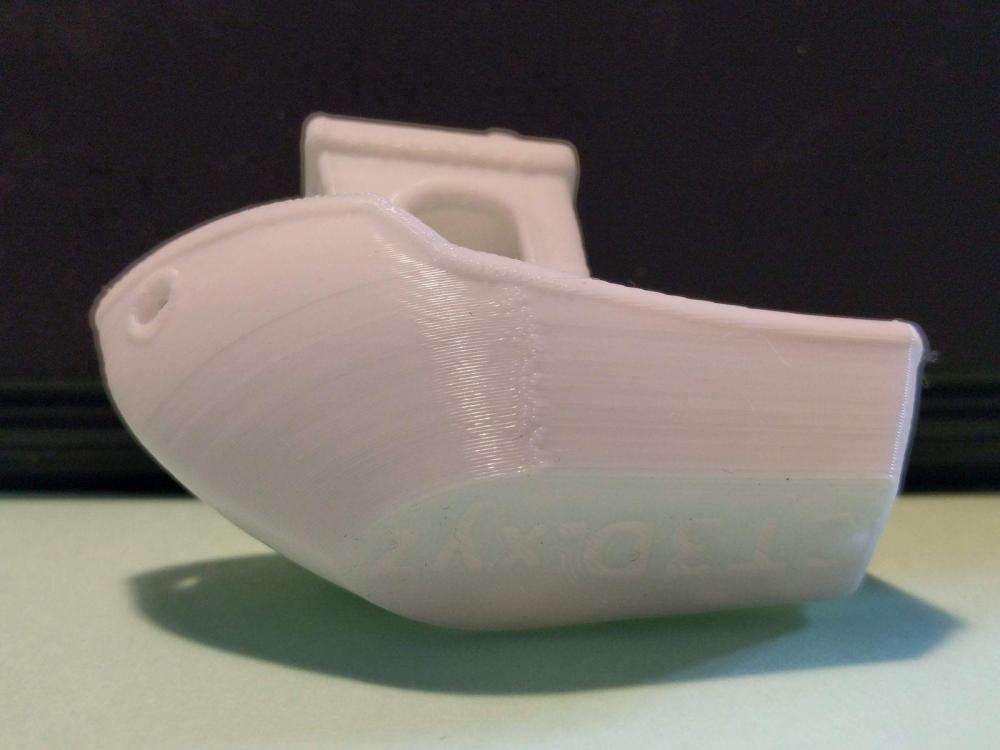
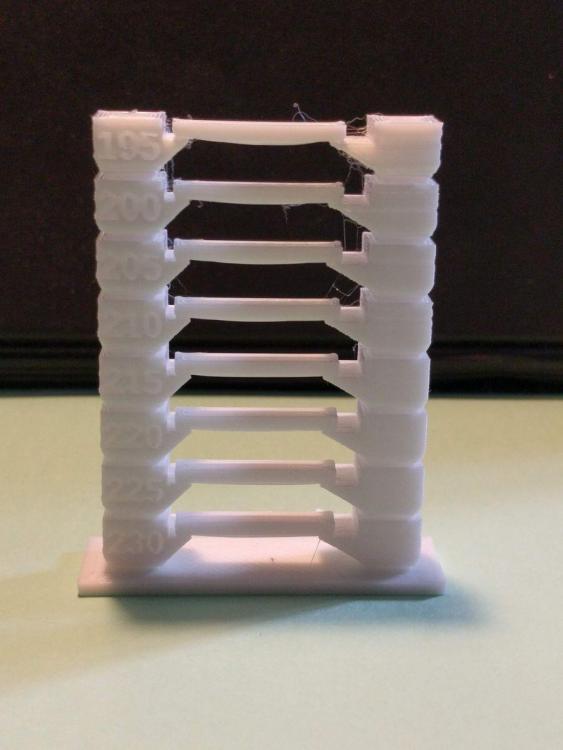
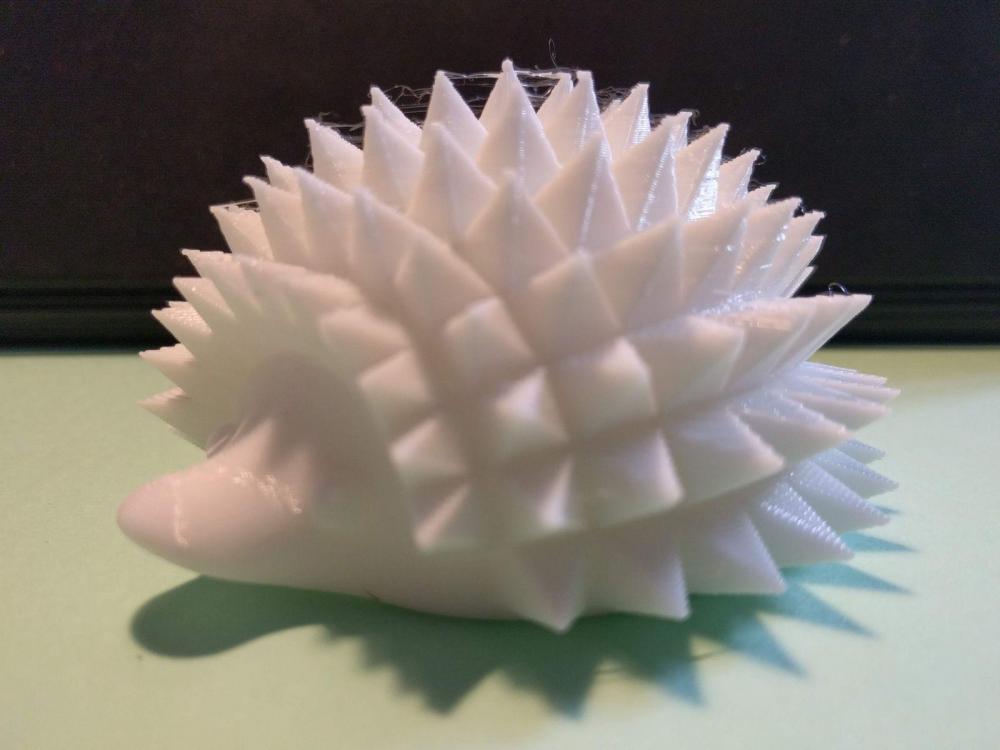
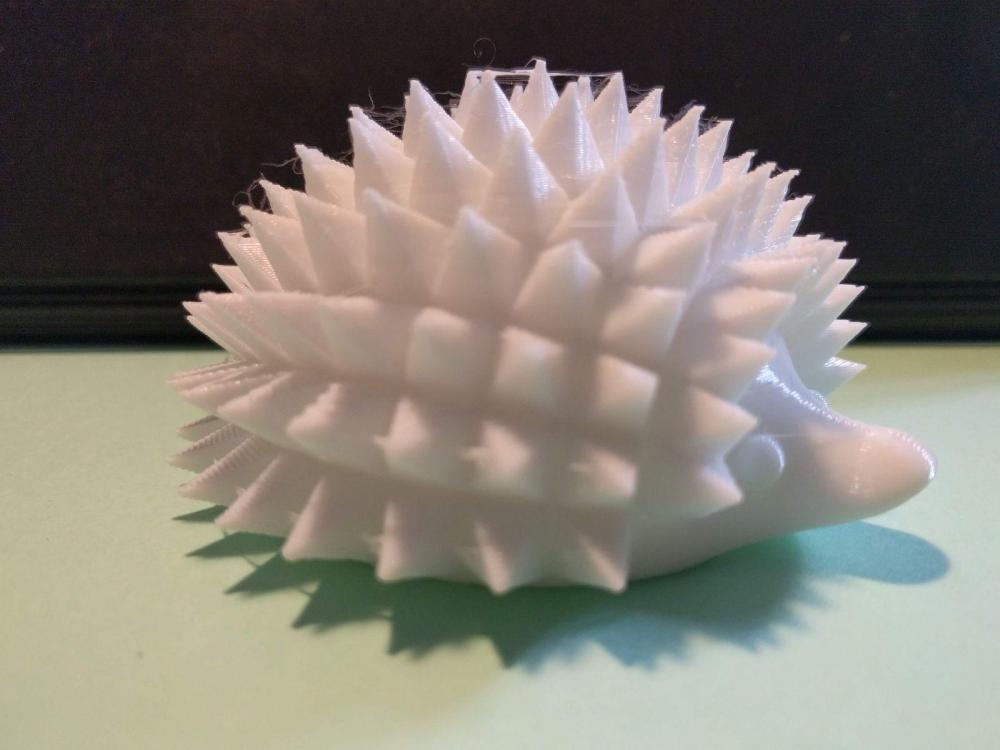
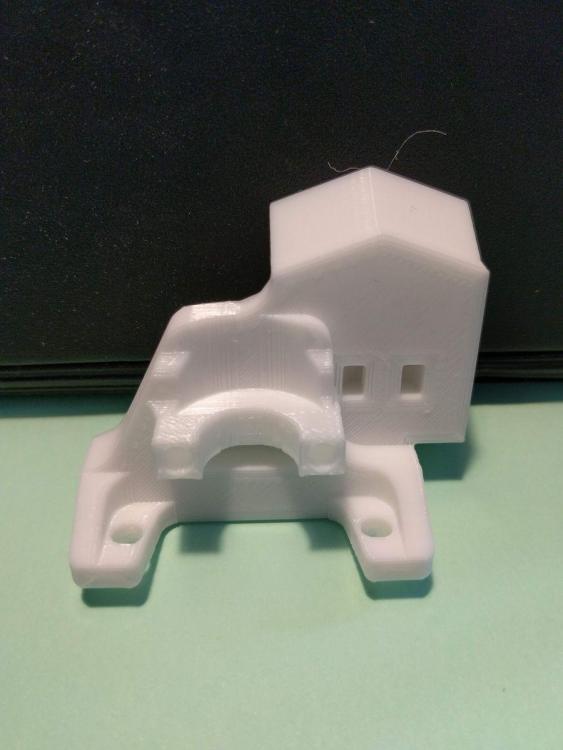
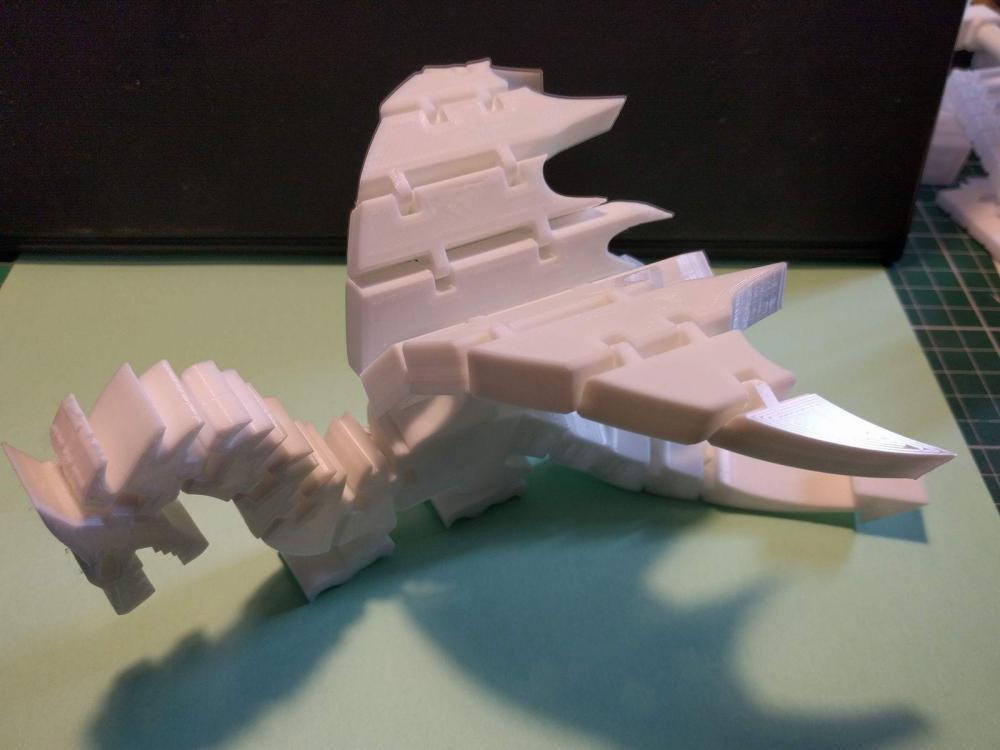
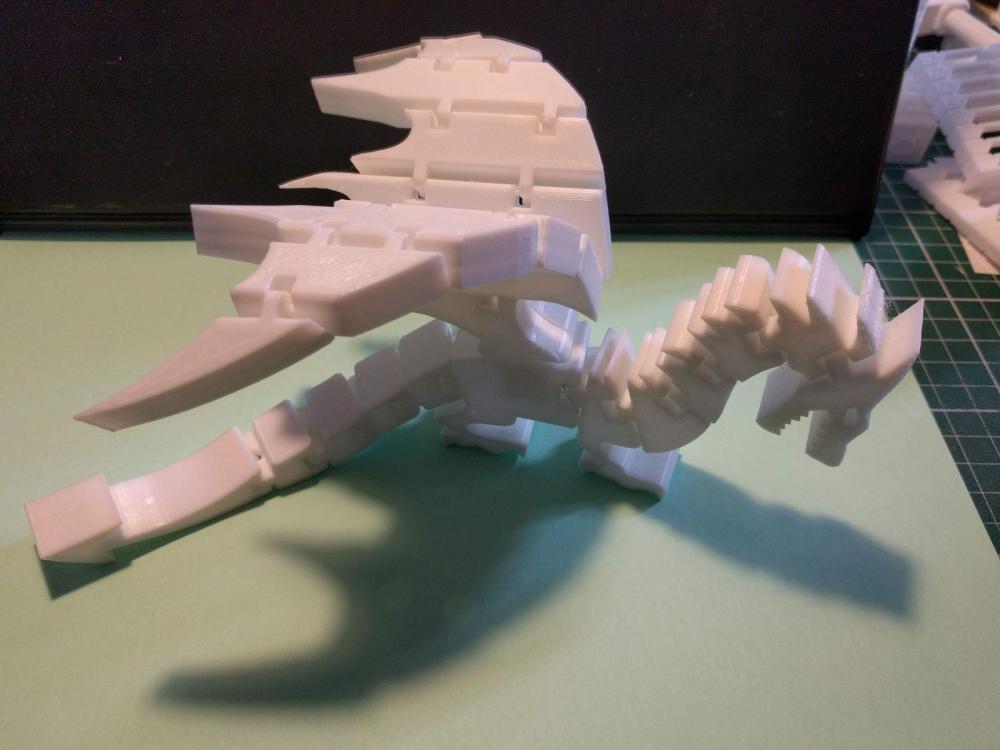
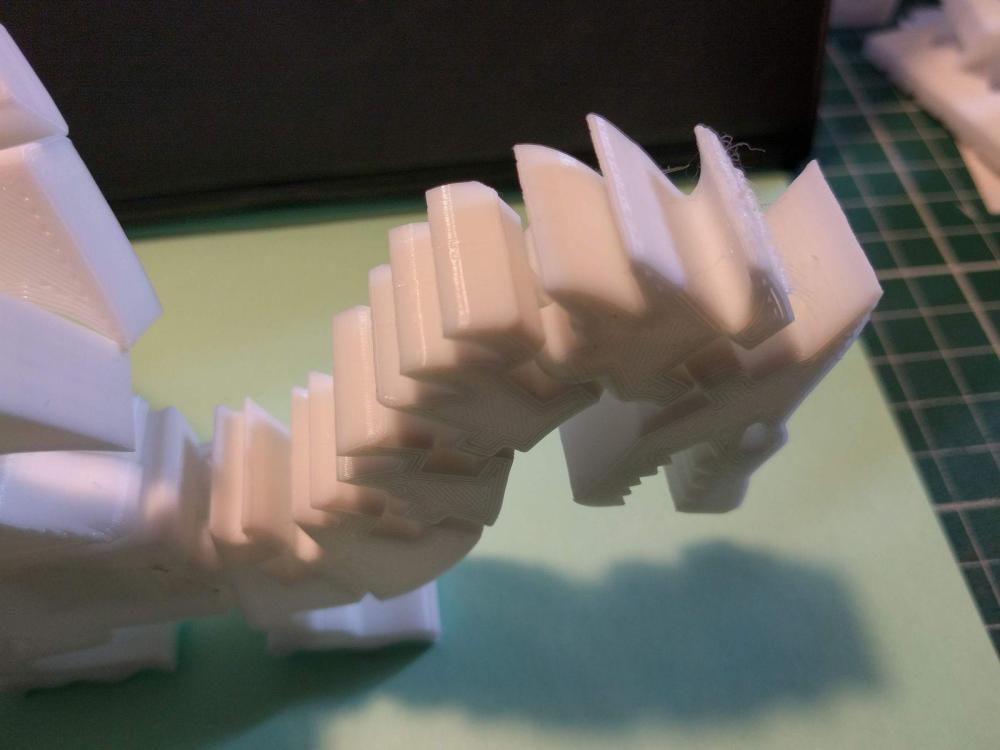
J'ai eu l'occasion de tester le filament PLA Eryone en blanc grâce à ce forum (merci @Motard Geek ) . Je vous fais part de mes tests . Je préfère d'entrée prévenir que les photos de pièces en blanc ne sont pas de la meilleure qualité, mon appareil photo c'est mon vieil ordinophone (un Nexus 5). Les lunettes de soleil seront peut-être nécessaires . Ma machine est une CR10 "customisée". Paramètres essentiels d'impression: buse de 0,4 hauteur de couche 0,2 vitesse d'impression 60 mm/s vitesse de déplacement 180 mm/s température plateau 60° température buse (voir plus loin) La bobine de filament arrive comme la plupart dans une boîte carton toute simple sans fioritures ni marquage externe. Elle est scellée sous film avec son sachet de dessicant à l'intérieur. Concernant le bobinage du fil sur la bobine, j'ai déjà vu mieux mais il semble n'y avoir aucun nœud. La bobine en elle-même comporte deux faces dont l'une d'entre elle est en partie évidée permettant de voir aisément la quantité restante (certaines mais pas la mienne ont une graduation en mètres / grammes). Le diamètre du trou de passage est de 58-59 mm ce qui pour mon système de déroulement ne pose aucun soucis. La couleur est un blanc que je qualifierai de "laiteux". Le fabricant donne une plage de température d'extrusion de 190 à 220°. Le diamètre indiqué est de 1,75mm avec une tolérance de 0,02mm. Après mesures au pied à coulisse, sur deux bons mètres, cela s'avère exact (en moyenne 1,75 mm). Comme pour tout nouveau filament (marque, couleur), je procède à plusieurs tests: 1) mon extrudeur étant calibré avec la méthode sans passage par la buse (en gros, je déconnecte le tube PTFE en sortie d'extrudeur; je mets toutefois la tête en chauffe (>= 170° C) sinon l'extrudeur ne pourra pas être actionné. Je demande une extrusion lente (15-20 mm/s) de 100 mm. J'effectue la règle de trois classique pour apporter les modifications nécessaires jusqu'à ce que 100 mm demandés soient bien 100 mm "extrudés". J'effectue donc le test du cube à paroi mince (pas de remplissage, une seule paroi, pas de fond ni plafond). Ma buse est une 0,4mm, la hauteur de couche est réglée à 0,2mm. Une fois réalisé, mesure au pied à coulisse de plusieurs endroits par côté. Réalisation de la moyenne (0,4 mm) donc le débit du filament sera de 100% . 2) il me faut maintenant découvrir à quelles températures ce filament sera utilisé sur ma machine. Pour cela, j'utilise deux tours de température (une seule est suffisante mais étant un vieux de la vieille et préférant le principe "ceinture et bretelles" et puis je fais ce que je veux, c'est ma machine quoi ) d'après les modèles trouvés sur Thi...rse.com ( celle-ci et celle-là ). Les deux me permettent différents tests et l'une d'entre elles (la première me sert aussi à tester la solidité de la pièce en fonction de la température). Résultat: avec ma machine, la plage se situe entre 215-230°. En dessous la solidité n'est pas assurée. Sous les 195°, mon extrudeur (un Titan) n'apprécie pas et me le fait savoir par des grognements (plutôt des craquements ). 3) Épreuve du "cube de calibration" : j'aime bien celui-ci (ça change du XYZ ) : 4) Autre cube pour tester le "ripple / ghosting / vibrations" 5) Deux tests "All in one" : Polypearl tower et celui-ci 6) Évidemment le Benchy 7) Une ch'tite connerie (clin d’œil à @Jean-Claude Garnier 8 ) GoT est terminé (bien pour certains protagonistes et mal pour d'autres (pour en savoir plus cliquer ci-dessous)), il me fallait un dragon de la mort qui tue (désolé, je n'ai pas trouvé de Daenerys a lui mettre dans la gueule ) 9) Et pour terminer, une pièce technique pour ma CR10: Conclusion: Ce filament Eryone est un bon filament. Le blanc est "laiteux" mais pas désagréable. Malgré une température d'extrusion de 215° (pour ma machine), il produit peu de "cheveux d'anges". Son coût est très variable sur Amazon (~20 € la bobine de 1 kg, en le prenant par pack de deux, il revient à 15€ la bobine mais seulement pour du noir et/ou du blanc ). Il a une légère odeur (toutefois moindre que le 3D850 / 870 que j'utilise habituellement). La gamme de couleurs proposées est variées mais classique. Je pense qu 'il remplacera le ICE que j'utilisais régulièrement pour les pièces "tout venant". J'ai depuis ce test commandé une autre bobine: Arc-en-ciel (que je testerai ultérieurement).






-
Bonjour, je vends 9 bobines de filament Eryone neuve dans leurs boites. Chaque bobine est au prix de 10€ plus frais de port. Frais de port Mondial relais Pour 1 bobines : 4,6€ Pour 9 bobines : 19€ UPS Pour 1 bobines : 9,18€ Pour 9 bobines : 18 € Informations sur les produits et détails techniques N° d'article : ERYONE ABS Filament N° du fabricant : ASA-WHITE/BLACK-B0118002 Fabricants : ERYONE Contenu : 1.000 kg Diamètre : 1,75 mm, 2,85 mm Types de produits : Filaments ABS Couleur du filament : Noir, blanc Poids net : 1000 g Température de traitement recommandée : 210 - 250 °C Température de chauffage recommandée : 60 - 100 °C


-
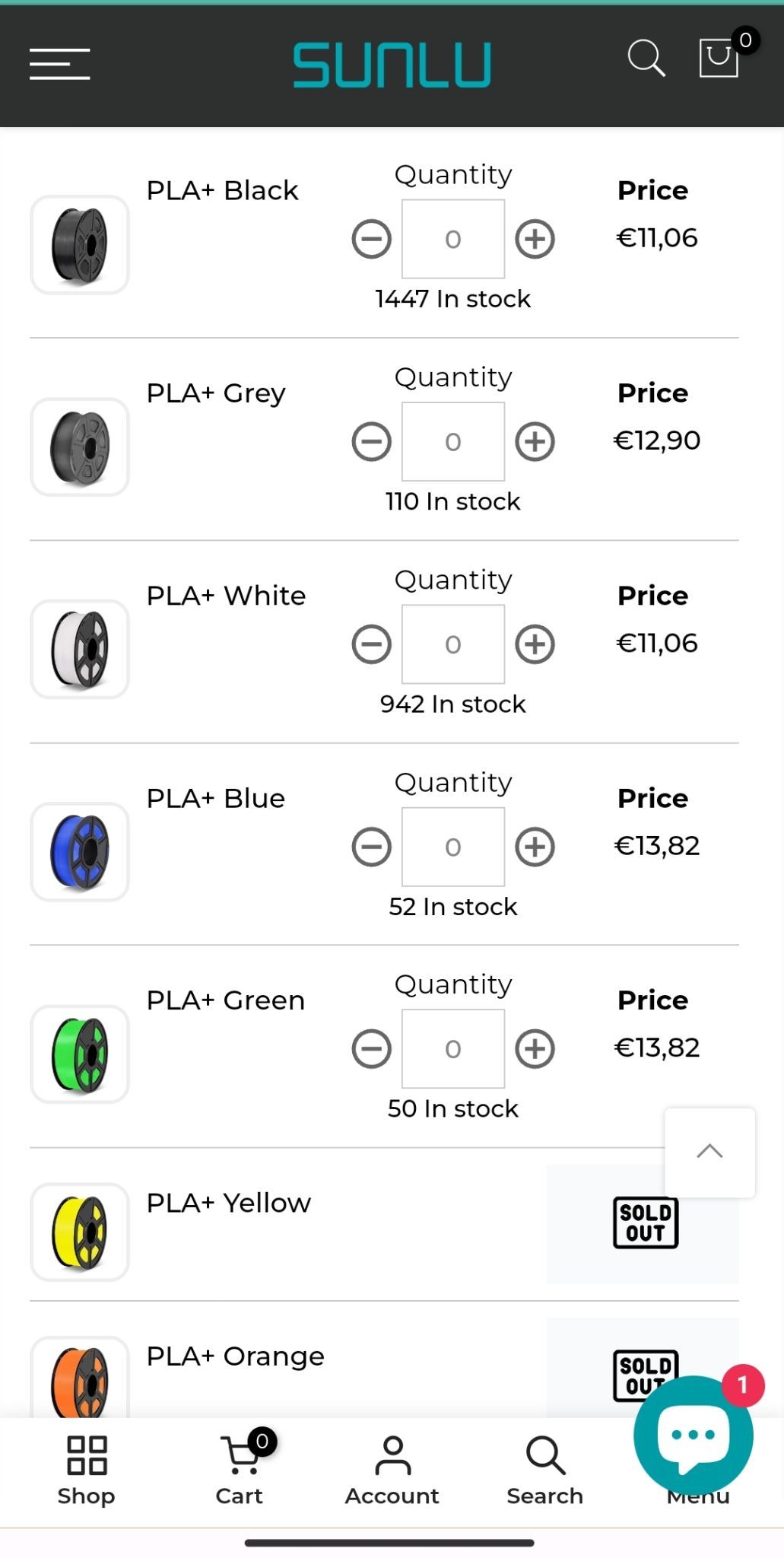
bonjour Je suis tombé sur de belles remises sur le site Sunlu pour les filament pla+ pla wood et autre (12-14€ le kg de pla+) aller sur ce lien https://www.sunlu.com/products/over-6kg-bundle-sale-pla-and-pla-plus-pla-meta-macaron-filament1kg-roll?sca_ref=4115312.GiA39EpMuO&sca_source=Tm Ou ici https://www.sunlu.com/?sca_ref=4115312.GiA39EpMuO et chercher {Over 6KG Bundle Sales} 1.75mm SUNLU PLA+(PLA Plus), PLA Matte 3D Printer Filament 1KG/Roll en plus vous pouvez avoir encore une remise avec le code GIA39EPMUO ( théoriquement -10% mais peut être un peu inferieur (-4% ce jour) livraison gratuit en Europe USA et UK je ne sais pas quand cette promotion se termine et franchement j'ai testé les pla+ je les trouve top (voir aussi les test sur youtube) j'espère que cela sera utile quand ont voit les prix exagéré de temps en temps d'amazon
-
Bonjour, Suite à un don d'imprimante ender 3, je me retrouve avec 2 bobines d'ABS 1,75mm de la marque eMotion Tech https://www.emotion-tech.com/. 1 bobine de 1kg blanc craie compète sous blister avec sachet anti humidité. 1 bobine de 800gr minimum de noir avec son sachet avec sachet anti humidité. Faire offre. Bien à vous.
-
Comme je l'explique dans un topic dédié, mes machines sont arrêtées pour modifications et je passe en 1.75mm. Filaments de chez Sprint3D, neufs, emballés sous plastique hermétique, dans boites carton : - 16Kg de PLA noir - 1Kg de PLA violet - 1Kg de PLA bleu clair 10€/Kg 8€/Kg frais de port compris si vous prenez l'ensemble, et j'offre 2 bobines (environ 1Kg de H-PLA blanc et 500g de PLA bois). 12€/Kg 10€/Kg frais de port compris par 3 bobines mini. (Possibilité d'une facture si vous êtes professionnel) Paiement : paypal, virement, espèces.
-

problème d'impression
NaiRoD a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
bonjour, je suis débutant dans l'impression 3D, je viens d'acheter une imprimante 3D, la ANET A8 PLUS. Je rencontre certains problèmes : - filament qui n'adhère pas à la plaque de verre - buse qui se bouche car le fil ne tien pas à la base je ne comprend pas d'ou vient le problème. quelqu'un pourrais m'aider. merci d'avance bonne soirée -
Bonjour, je suis en possession d'une creality Ender 3. Je souhaiterais imprimé des sextoys pour un usage commercial. Je voudrais donc faire cela correctement et utiliser des plastiques adéquat. Pour le moment j'imprime en ABS (https://www.sunlu.com/products/abs-1-75mm-3d-printer-filament-1kg-2-2lbs) Savez vous quel filaments serait le plus adapté a cet usage ? Je vous remercie d'avance.
-

Problème sur ma Artillery Sidewinder X2
noztrop a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
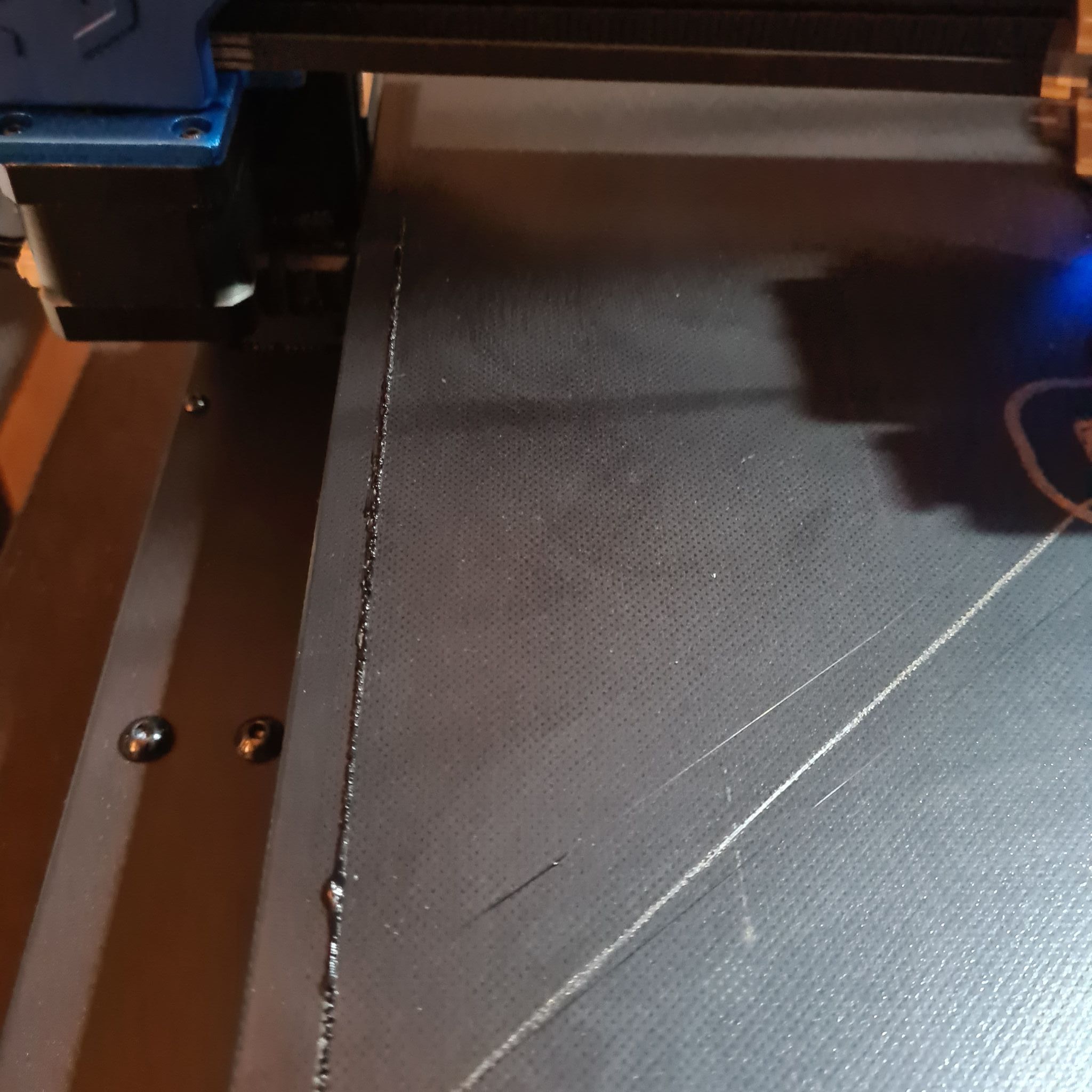
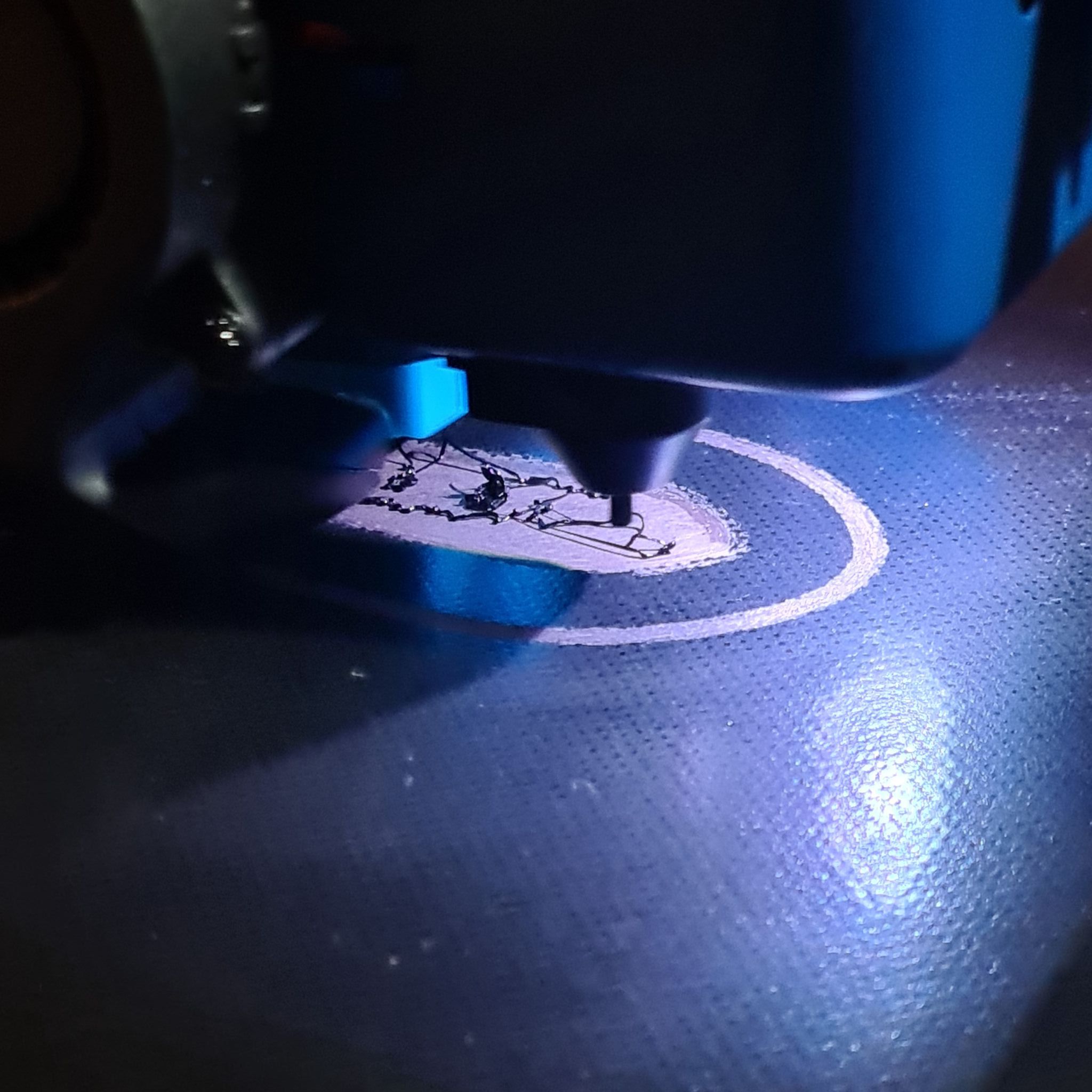
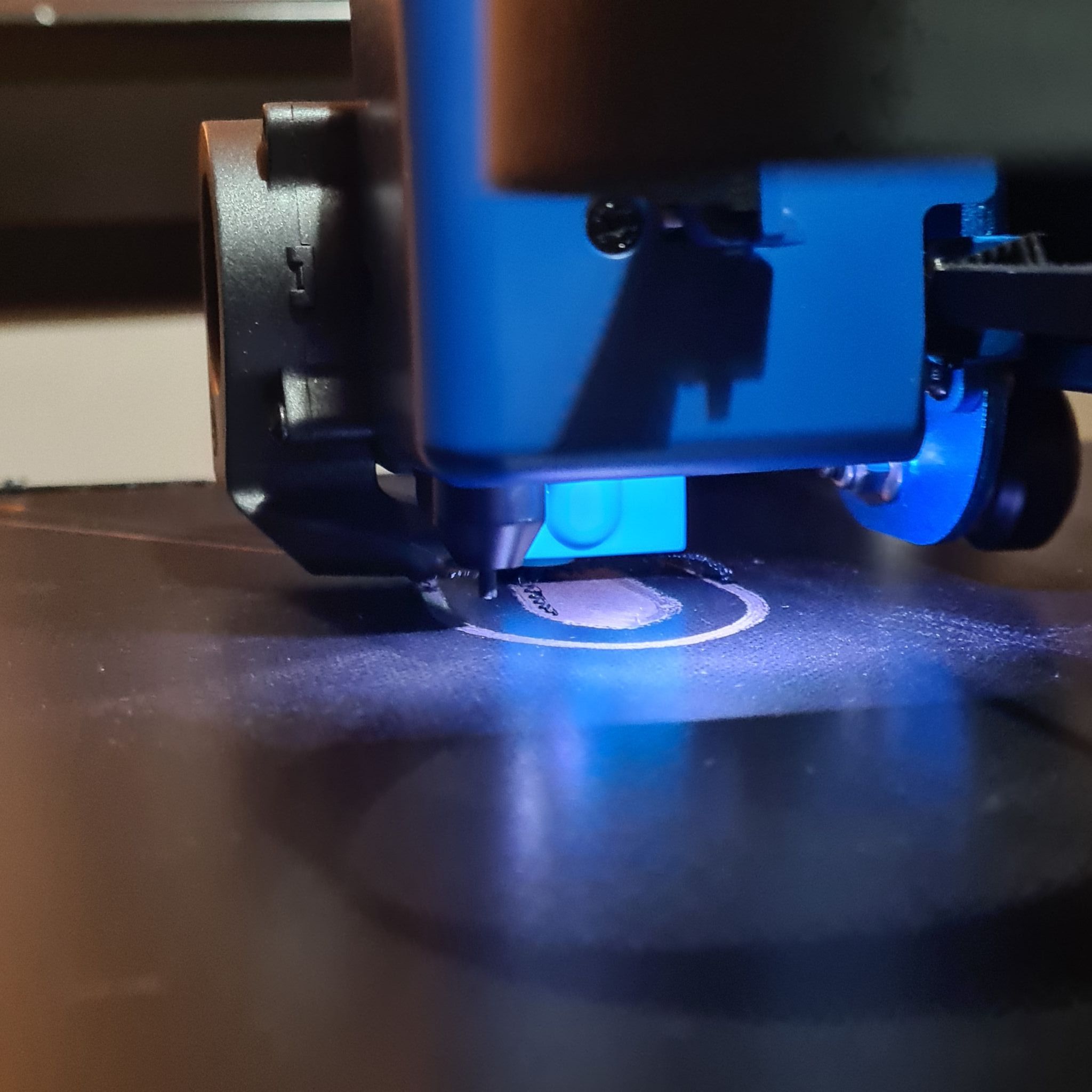
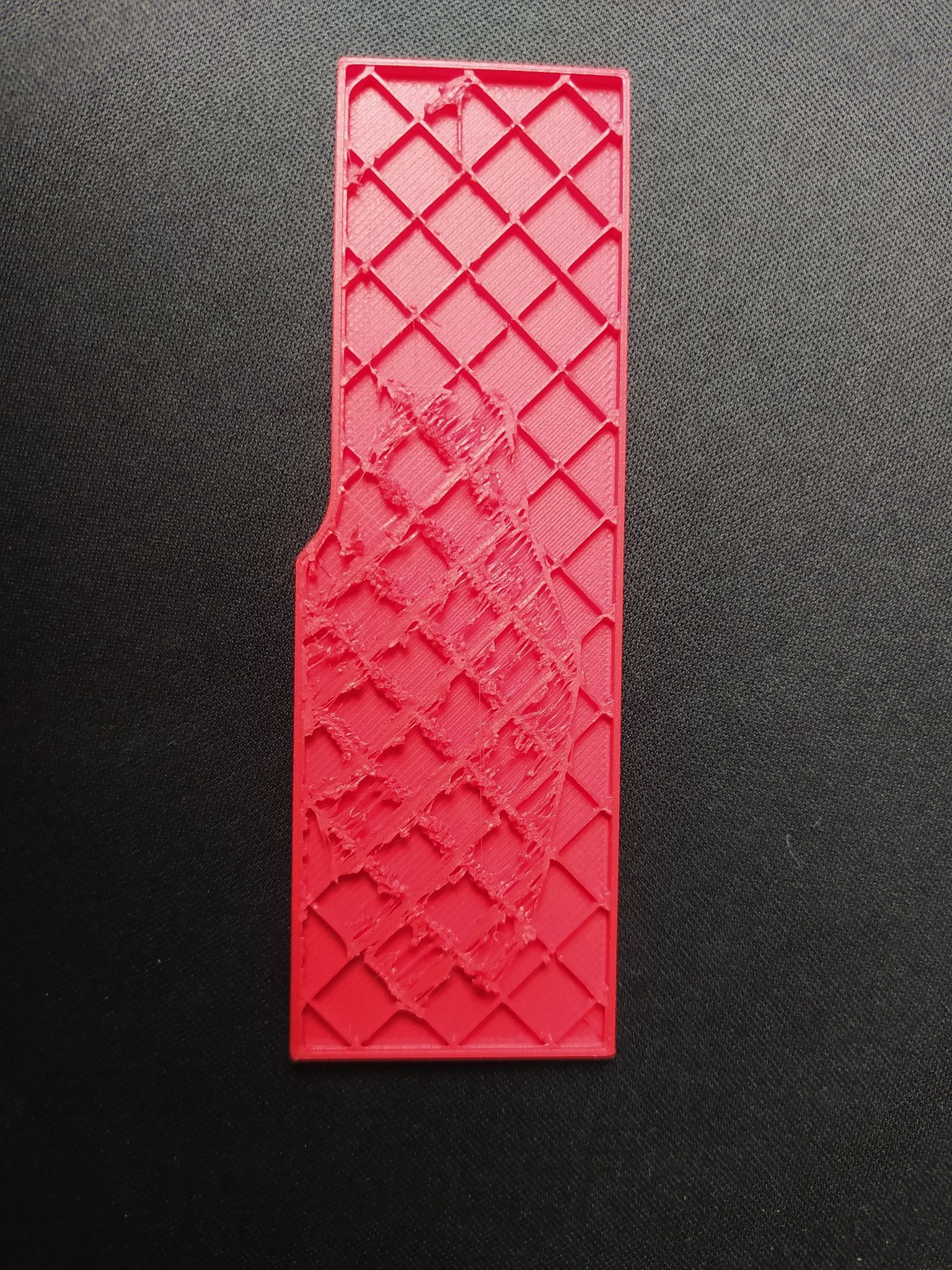
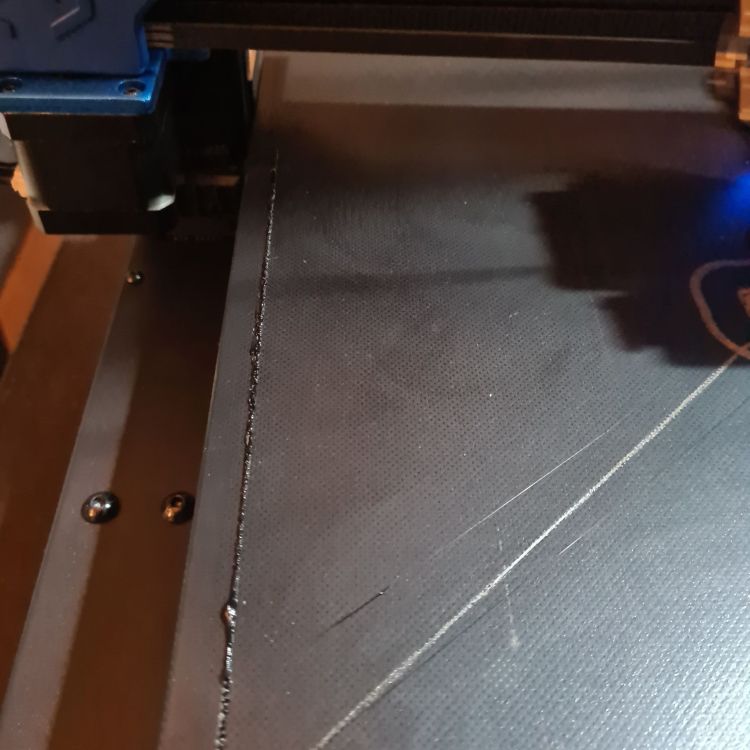
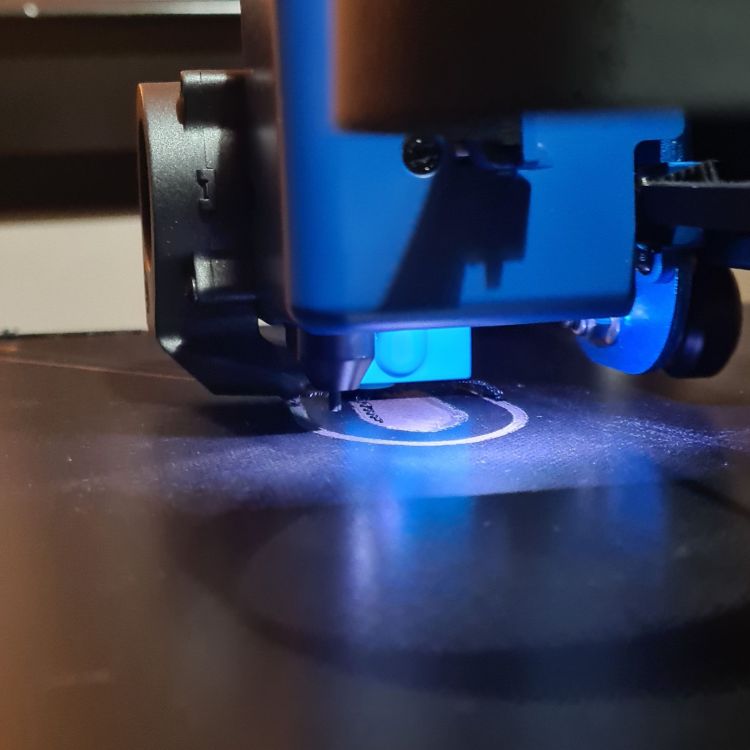
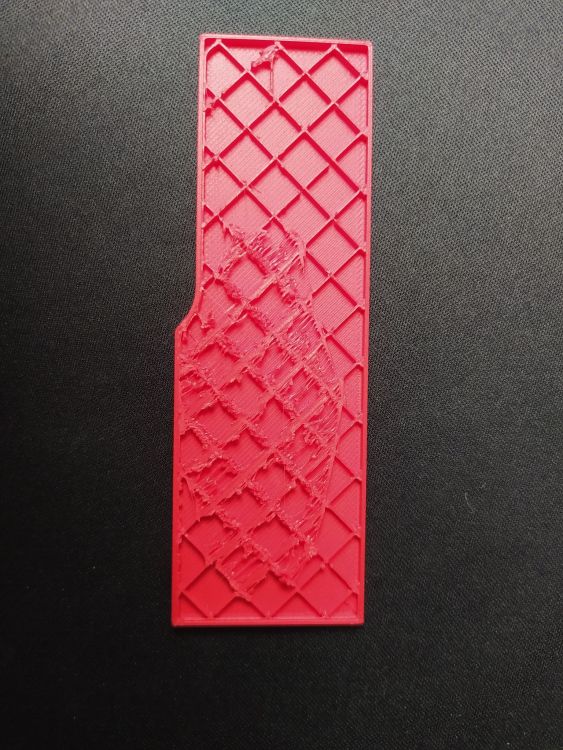
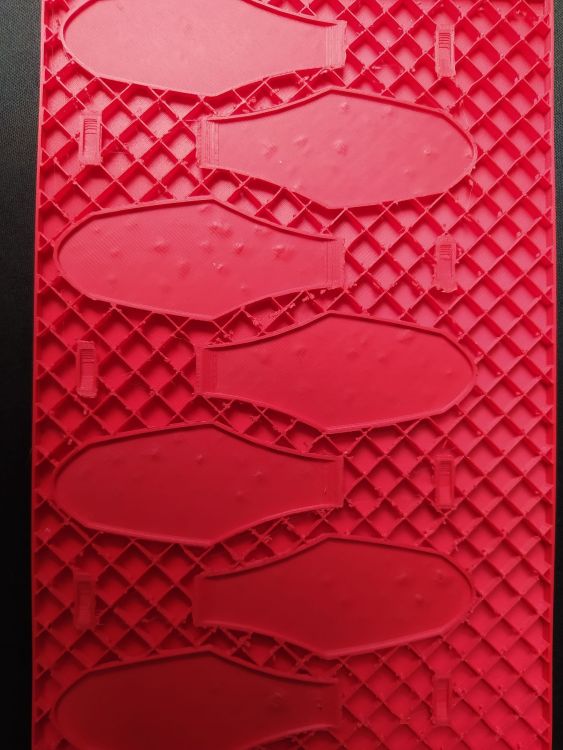
Bonjour, Je viens d'installer mon imprimante Artillery Sidewinder X2 après avoir suivi le manuel, les vidéos du constructeur et quelques vidéos sur YouTube. L'impression test (fichier dans la clé usb) s'est passée sans trop de problème majeur. Mais lors de l'essai d'impression de modèles connus comme le 3DBenchy via Ultimaker Cura (et après avoir suivi les instructions du constructeur) rien ne fonctionne. Et plusieurs problèmes surviennent: 1. L'impression commence systématiquement en bas à gauche du plateau en déposant un filament rectilgne de 15 cm puis se recentre (cf photo) et débute l'impression. 2. L'extrusion du filament est difficile, parfois fine parfois épaisse, inhomogène et donc l'ensemble du filament plus ou moins fondu fini systématiquement par coller à la buse et donc se décrocher du plateau pour former une sorte de pâté (cf photo) 3. Une partie de mon plateau à était comme abrasé en suivant les lignes d'impression décrites juste avant (cf photo) J'ai donc essayé de: - refaire les niveaux manuel et automatique - vérifier les températures de l'extrudeur et du plateau (le ventilateur à l'air de fonctionner) - réinstaller l'imprimante dans Cura en vérifiant les paramètres constructeur. - réinstaller les fichiers sur la clé usb - vérifier la compatibilité du filament avec l'imprimante. Résultats non concluants... Que faire maintenant ? Merci pour vos réponses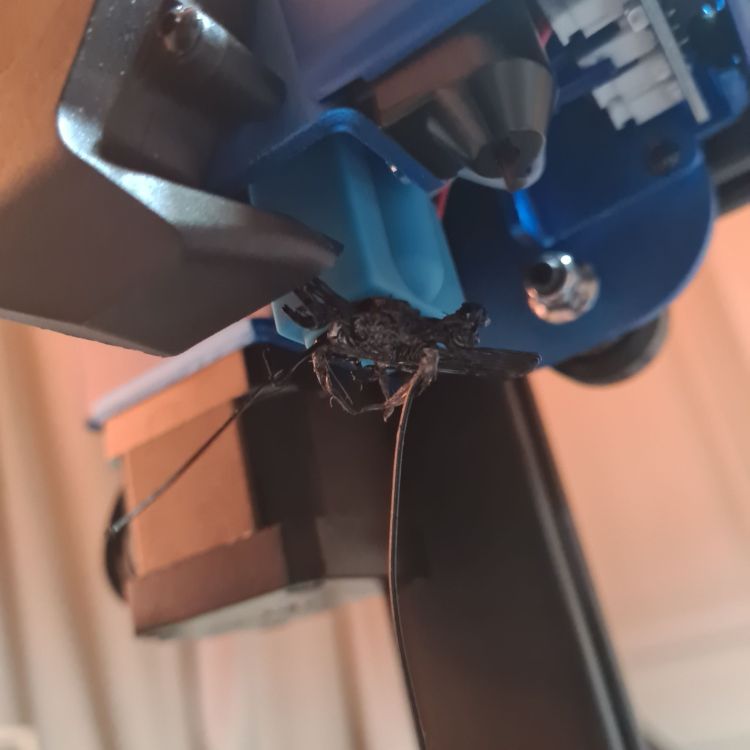
-
Bonjour à toutes et à tous, Un distributeur de filaments de 1,75 mm PLA vend différents types de filament dont des « spéciaux ». J'aimerai savoir (et cela va sûrement intéresser la communauté des Smartcubiens) quels sont les filaments compatibles avec la SmartCub : Voici la liste de ces filaments spéciaux Fil Translucide Fil Bois (wood) Fil Conductif Fil Fluorescent Fil Flexible Fil HIPS Fil Nylon Fil Nettoyage Fil PVA (Soluble) Fil Polycarbonate Fil POM Fil Phosphorescent Fil PETG Bonne soirée Phoenix
-
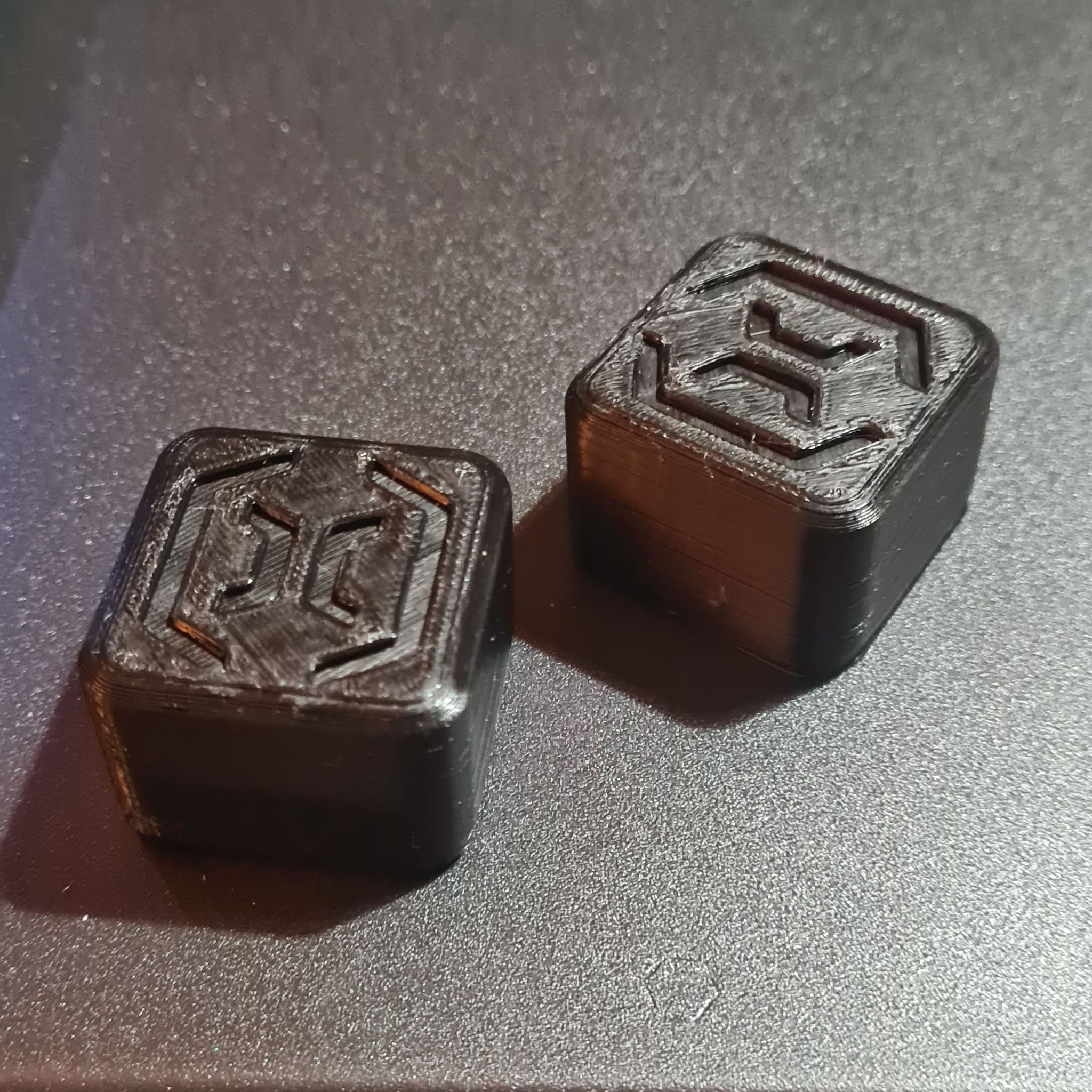
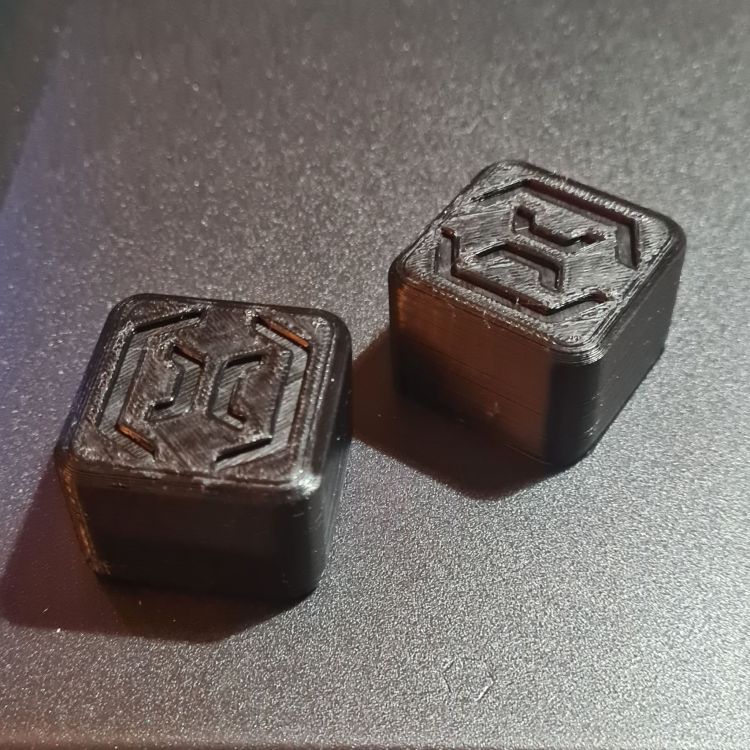
Bonjour, Je viens partager une expérience qui pourra peut-être intéresser l'un de vous. Je me suis livré à un petit test avec un filament qui m'a toujours posé d'énormes problèmes, le POM. Je veux utiliser ce filament pour faire entre autres des paliers lisses ainsi que des noix pour des vis trapézoïdales. Bien sûr, le filament n'a pas adhéré au plateau, peu importe que j'ajoute de la cole, de la laque ou tout autre additif (j'ai pas essayé la cyano, j'avoue ) Mais en utilisant l'AMS, j'ai découvert que le POM adhère exceptionnellement bien au PA-CF, qui lui même adhère très bien au plateau. J'ai pu ainsi imprimer un palier (extérieur PA-CF et intérieur POM) à 280°C + plateau à 110°C sans le moindre soucis (et le palier est de loin le meilleur que j'ai imprimé en 3D) Le POM est indélogeable du PACF, l'adhésion est à toute épreuve ! (pour le PACF, j'ai utilisé de Sain Smart ePA-CF 75/25) La photo est pas vraiment top laissant pensé que le POM au milieu n'est pas centré mais ce n'est pas le cas ! (ça serait grave...)

-
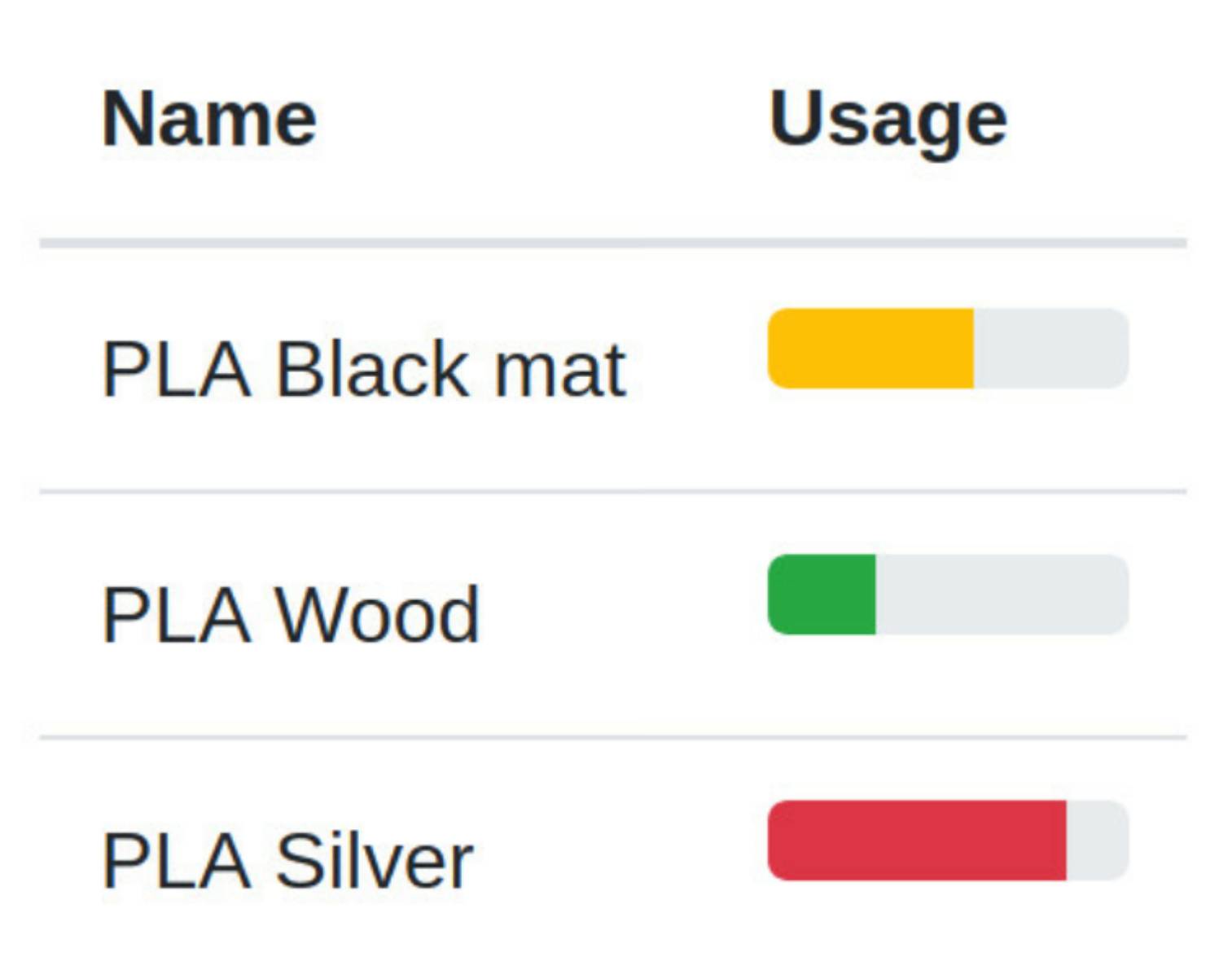
Bonjour à tous, Apres plusieurs heures de recherche, de lecture, avec l'aide de plusieurs utilisateurs de ce forum lesimprimantes3d.fr et du forum Home Assistant Communauté Francophone. J'ai enfin pu écrire ce tuto. Etant utilisateur de Home Assistant, je souhaitais avoir un "control" sur ma ender 3v2, avoir les remontés d'informations (un maximum), ne pas avoir une interface graphique de gestion supplémentaire puisque je centralise le flux de mes données sur HA ... et surtout...gérer la consommation des filaments. En concertation avec les modos et responsables de ce forum, je vais vous faire une rapide présentation des fonctions de cette intégration (que je pense être presque complète) et vous indiquerai le lien du tuto héberger sur le forum d' HACF. Avant tout, je tiens à remercier : @PPAC @papaone @BenGamin(connu sous @Badidi dans HACF) @fran6p et l'ensemble de cette communauté pour toutes ces précieuses informations et questions/réponses. Sur HACF: une pensée particulière pour@Clemalex et ses connaissances en langage, @golfvert et @fredarro (les autres fans de Node Red) et les videos de@DcJona (ecrans tactile nextion, mqtt, NR et weemos). Dans le tuto, vous trouverez : - la création des entités mqtt Octoprint -> HA, - les codes utilisés pour les cartes, (avec les codes pour créer les inputs boolean, input number ect...), - intégration de la camera branchée sur octoprint, - les liens pour programmer les weemos pour les rubans led, - les stl pour les support des led, - les flow Node Red que vous faire en automatisation si vous n'êtes pas utilisateur de node red, - la gestion des filaments ! qui de plus désagréable que de lancer un print sans savoir si le stock de filament est suffisant !?! permet aussi de commander une bobine avant la fin, - visu sur la consommation electrique, - visu sur la temperature et l'humidité des boites de filament, - envoi de la photo du print final sur Telegram, - notification Telegram s'il reste 10m de filament dans une la bobine concernée - et tous les flow node red la petite présentation en video car je suis limité en taille de piece jointe par post et pour l'ecran Nextion : N hésitez à posez des questions ici ou sur HACF, faire des remarque (je débute dans l'impression 3D) et surtout d'apporter des améliorations ! Pour ma part je cherche à faire des macro gcode ! mais c'est une autre histoire :)) Bonne lecture du tuto à tous (il semble un peu long mais il y a beaucoup d'images ) [TUTO] intégrer son imprimante 3d et gérer le stock de filaments et + - Home Assistant - Tutoriels & Partages / Intégration - Home Assistant Communauté Francophone (hacf.fr) -
-
Slt, Des idées pour la puce NFC... ? Est ce que cloner une puce NFC est possible...? Merci pour votre aide.....
-

- autre - Application pour suivre sa conso de filament
loick a posté un sujet dans Discussion sur les logiciels 3D
Coucou, Note : Je ne suis pas certain que ce soit le meilleur endroit pour l'annoncer (pardon d'avance si c'est pas le cas ). Comme je l'ai précisé lors de mon arrivée sur le forum (je suis plutôt du genre à lire mais je ne poste pas bcp ^^), j'ai commencé le développement d'une application me permettant, entre autre, de suivre la consommation de filament, savoir combien il me reste dans chaque bobine. Je viens tout juste de sortir une première version de mon application et c'est dispo ici : https://3dfollow.app Dans l'idée, il suffit d'enregistrer ses bobines (poids, diamètre, densité, prix). Ensuite, vous pouvez enregistrer chacune de vos impressions en uploadant directement le .gcode. Ça va calculer automatiquement la quantité de matière utilisée pour l'impression, pour ensuite être capable de déterminer ce qu'il reste dans les bobines. En plus de savoir combien il reste dans vos bobines, ça fournit aussi : - un historique des vos impressions - le coût en matière utilisée pour chaque impression. Autre fonctionnalité, il y a un système de groupe pour inviter des gens (proches, famille, amis, clients, etc) à vous déposer leur souhait d'impression. Je ne sais pas vous, mais pour ma part, à peine mon imprimante arrivée que ma famille me demandait de leur imprimer plein de choses ^^. Enfin dernière chose (et pas des moindres ), l'application est complètement gratuite et n'affiche pas de pub : pour le moment, je la développe pour le plaisir et parce qu'elle m'est utile. Je suis preneur de toutes suggestions ou remarques si jamais certains veulent tester Le lien : https://3dfollow.app Hâte d'avoir des retours Et merci de m'avoir lu jusque là.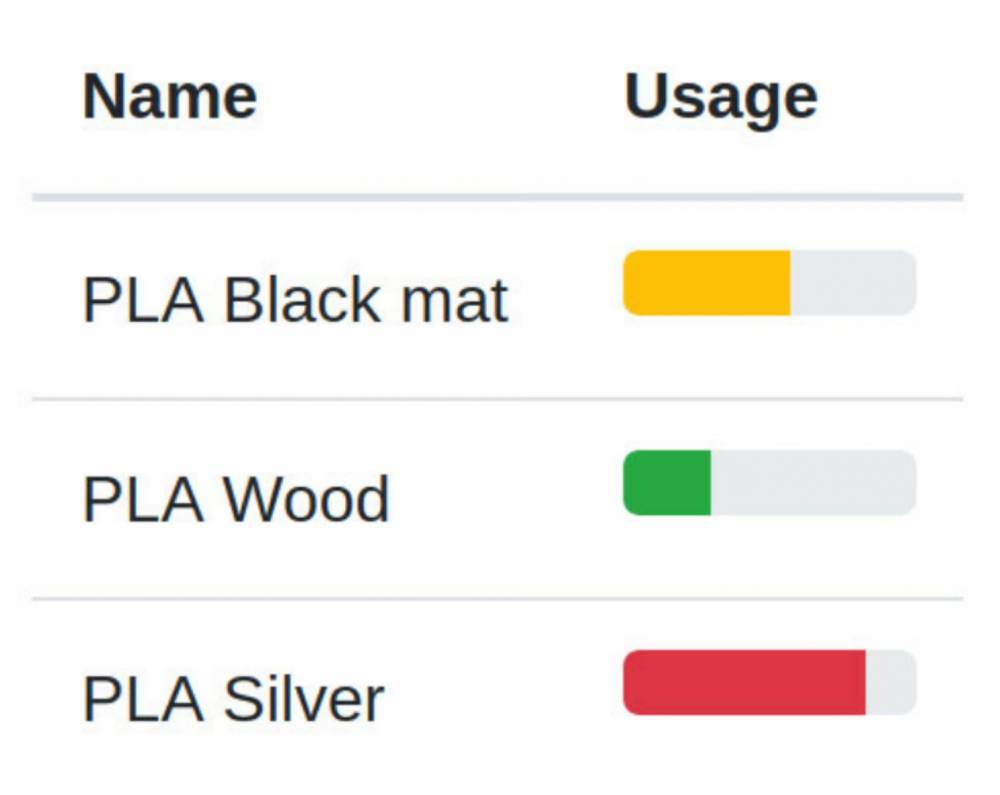
-
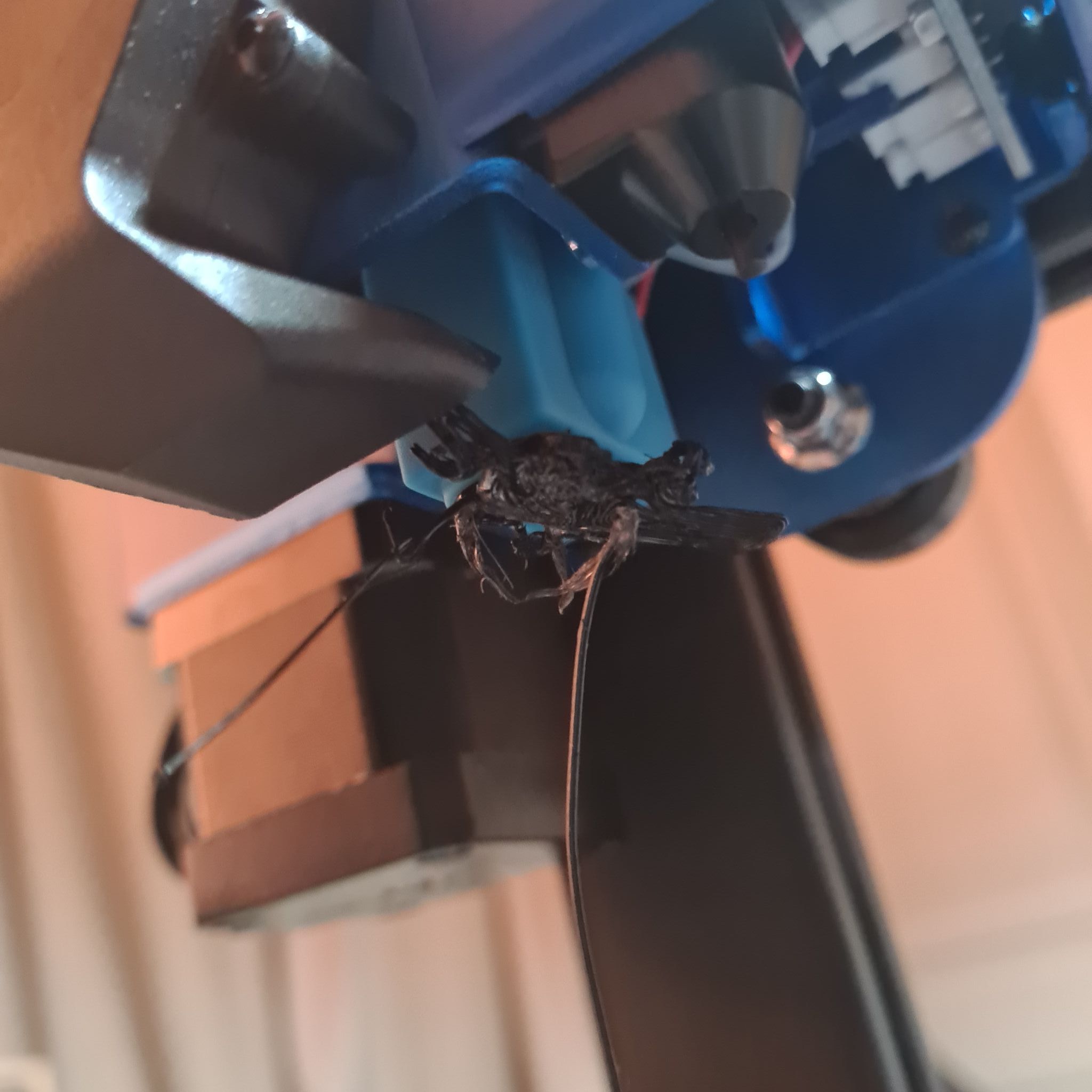
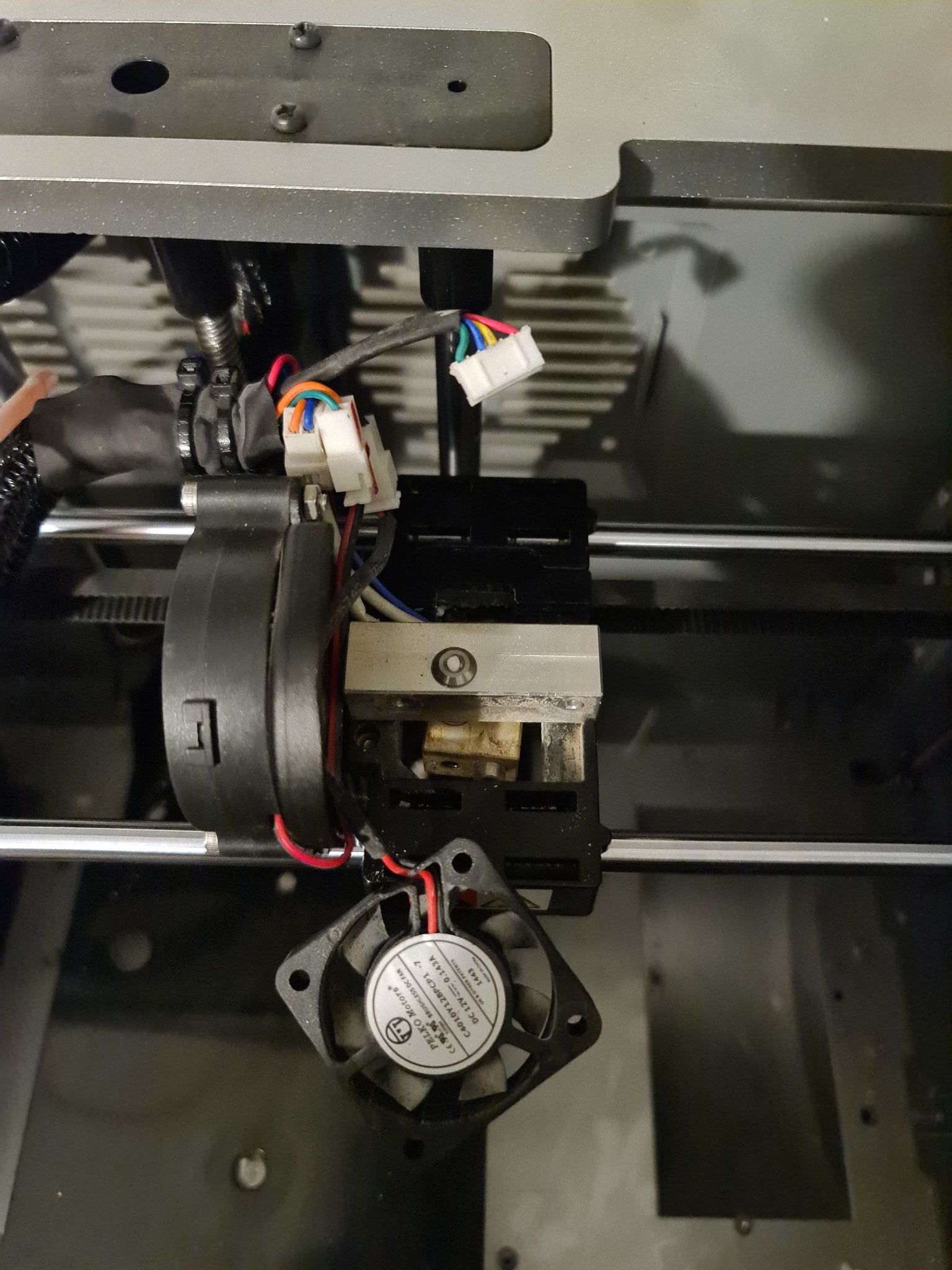
 Bonjour à tous, Merci d'avance pour votre aide. Je vous contacte car mon imprimante ne voulais plus se recharger en filament, j'ai donc démonté la tete, et un bout de filament est coincé un peu avant sa sortie définitive normale. Je vous joins des images. Savez vous comment le retirer ?? Merci Mathieu
Bonjour à tous, Merci d'avance pour votre aide. Je vous contacte car mon imprimante ne voulais plus se recharger en filament, j'ai donc démonté la tete, et un bout de filament est coincé un peu avant sa sortie définitive normale. Je vous joins des images. Savez vous comment le retirer ?? Merci Mathieu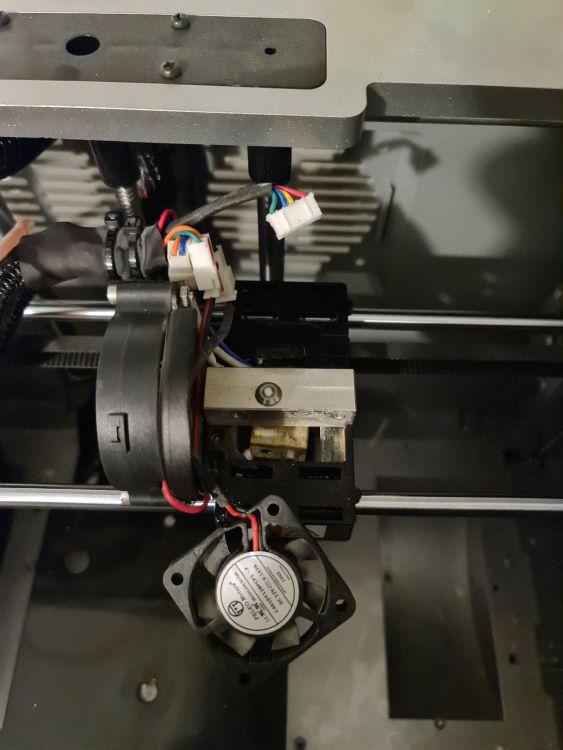
-

Le filament n'est plus entraîné, mais la roue crantée tourne
dgatard a posté un sujet dans Alfawise / Longer3D
Bonjour à toutes et tous, En me levant ce matin pour aller récupérer une nouvelle pièce, j'ai vu que la pièce ne s'était imprimée qu'à moitié. Après quelques observations, je constate que mon filament (Chromatik phosphorescent) n'est plus entraîné par mon extrudeur, (côté gauche de l'imprimante, à côté du moteur des X). J'ai l'impression que le fil de la bobine s'est coincé, mais je ne comprends pas pourquoi cela a déréglé l'extrudeur. Comment faire pour que la roue crantée entraîne de nouveau le filament ? Je n'ai pas trouvé comment faire. Quelqu'un à déjà eu des problèmes avec ce filament ? Merci de vos réponse, je sèche. -
Bonjour, Si quelqu'un a utilisé ce filament : https://infinitematerialsolutions.com/us/en/support-materials/aquasys-gp Pourrait-il nous en faire un retour ? Vu mes difficultés à imprimer le PVA (sur les structures complexes, chez moi, ça ne tient jamais jusqu'au bout) et le prix de ce filament, j'aimerais savoir ce que ça vaut avant d'en acquérir.
-
.thumb.jpg.0f81806f1124516924f6c6b83eb2eb3c.jpg)
Filament moussant : nouveau pour moi
mich0111 a posté un sujet dans Discussion sur les imprimantes 3D
Bonjour tout le monde, Je suis tombé sur cet article : https://amzn.eu/d/c5xirrv Est-ce que qu'un l'a testé et a réussi à exploiter ses propriétés ? Si oui, sur quels paramètres faut-il jouer afin de pouvoir réussir son impression ? Ça m'intéresse dans le cadre de fabrication de modèles d'ailes volantes. Par avance, merci. Amitiés Michel -
 Imprimante : Ender 3 pro avec kit direct drive Micro Swiss Direct Drive Extruder slicer cura 5.0.0 buse : 0.4 Filament : Polyterra PLA 1.75 Paramètre d'impression : Temp : 200 glass bed : 80 vitesse : 60mm/s ventilateur : 100% distance de rétraction 6.5mm vitesse de rétraction : 25mm/s Comme vous pouvez voir sur les photos, quand j'arrive au points de changer de couche, les couche se déformes.
Imprimante : Ender 3 pro avec kit direct drive Micro Swiss Direct Drive Extruder slicer cura 5.0.0 buse : 0.4 Filament : Polyterra PLA 1.75 Paramètre d'impression : Temp : 200 glass bed : 80 vitesse : 60mm/s ventilateur : 100% distance de rétraction 6.5mm vitesse de rétraction : 25mm/s Comme vous pouvez voir sur les photos, quand j'arrive au points de changer de couche, les couche se déformes.


-
Bonjour à tous, Je me suis procuré une ender3v2, je suis débutant dans l’impression 3D, j’utilise Cura pour slicer. Pour commencer je souhaite prendre des bobines pour du prototypage et design (donc pla et petg mais pas d’ABS car j’ai pas encore de caissons) Des filaments et marques de filaments à mon conseiller ?
-

Comparatif filaments Esun, Eryone et Biqu
President_Banane a posté un sujet dans Consommables (filaments, résines...)
Bonjour à tous.tes, J'écris sur ce forum pour vous présenter les différences constatées sur sur Pla de différentes marques : PLA Bleu mat Biqu PLA Vert mat Biqu PLA Blanc mat Esun PLA noir mat Eryone Je reviendrai vers vous dès que les premières tours de températures, benchys et éventuels tortures tests auront été réalisés. Pour le moment, je peux déjà vous conseiller par rapport au premier avis et au packaging Conditionnement : 1- Eryone : parfaitement sous vide, sachet anti humidité, boîte très quali 2- Esun : boîte très correcte mais système d'ouverture un peu plus compliqué. A l'avantage d'avoir une ouverture pour voir la couleur. Sous vide, sachet de silice 3- Biqu : sur les 2 bobine, une seule parfait avoir été aspirée sous vide... Aspect pratique : 1- Esun : grandes ouvertures pour voir le niveau de filament sur les deux faces. La bobine est presque parfaitement enroulée 2- Eryone : Enroulement approximatif mais reste assez correct 3- Biqu: alors là, pour l'enroulage, je crains vraiment qu'il y ait des noeuds. Je suis novice, et je n'avais avant ça qu'une seule bobine de filament Wanhao (excellent et pas cher, soit dit en passant ) Dans les 3 cas, nous avons la présence de trous dans la bobine pour voir le niveau restant de filaments (sur une seule face pour Biqu et Eryone), mais aussi des encoches pour fixer les extrémités. Tarifs; Parlons prix, maintenant. Personnellement, j'ai acheté sur Amazon ces 4 bobines au prix de 20, 99 € pour le blanc Esun; 31, 99 € pour le noir Eryone; et 22, 99€ (unité) pour le bleu et le vert Biqu, toutes les 4 en bobine de 1kg. J'estime personnellement que le meilleur rapport qualité prix avant même ouverture, et celui de chez Esun. Comme déjà dit, je reviendrai vers vous plus de photos ainsi que un avis après impression. Peut-être que mon estimation de rapport qualité-prix changera. À très vite je l'espère -
Bonjour à tous, je rencontre actuellement un problème sur mes impressions, des cloques comme sur la photo ci-joint se forment. J'ai d'abord pensé à l'humidité dans le filament mais même avec un filament neuf ça n'a rien changé. Pourtant je n'avais pas ce problème avant pour la même pièce. Si quelqu'un à une solution à ce problème je suis preneur. Cordialement, n.clv
-
 Bonjour , Je voulais savoir si des membres du forum seraient partant pour une commande groupé de filaments PLA ou PLA+ , car certains sites proposent des tarifs sur des 10klg a 110€ +/- . me contacter par MP si vous habitez dans ces secteurs là !! a+
Bonjour , Je voulais savoir si des membres du forum seraient partant pour une commande groupé de filaments PLA ou PLA+ , car certains sites proposent des tarifs sur des 10klg a 110€ +/- . me contacter par MP si vous habitez dans ces secteurs là !! a+