Titanium
-
Compteur de contenus
34 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Titanium
-
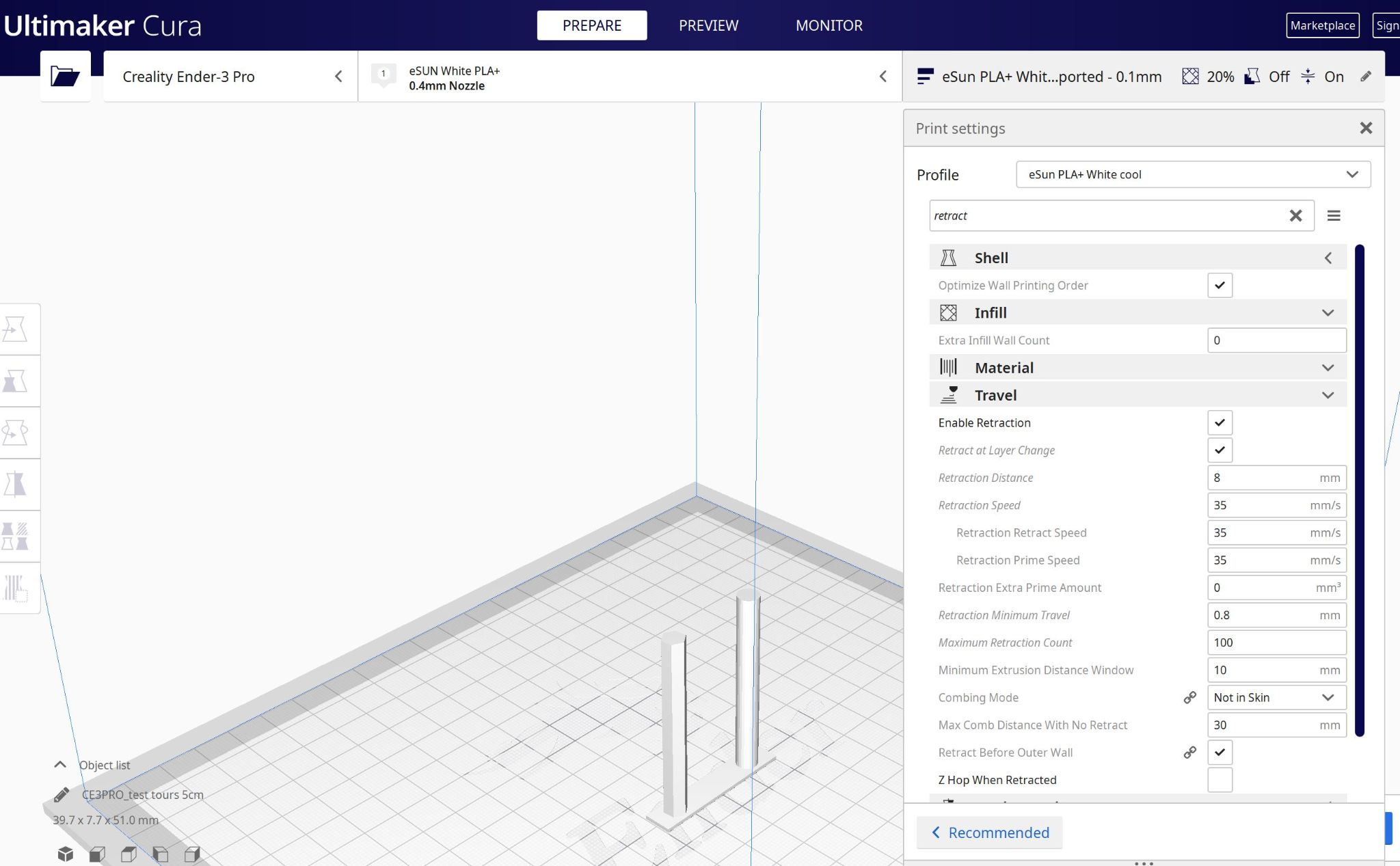
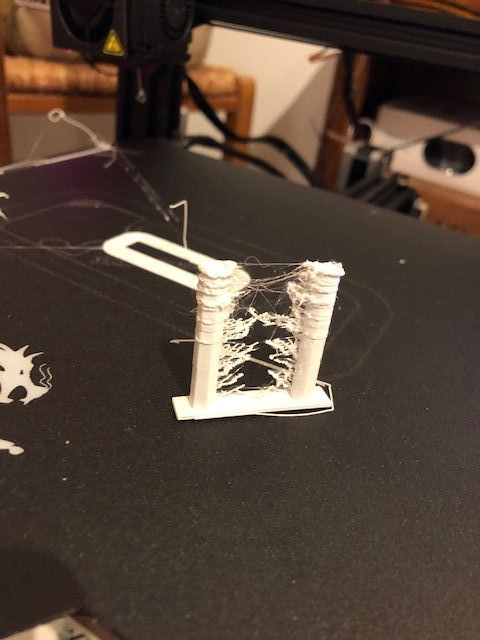
Le retract est à 3,5mm, la vitesse est à 25mm/s, retract "minimum travel" à 1,5mm, "retract before outer wall" est On tout comme le "Z hop when Retracted". Pour ce qui est de la température (testée entre 170 et 225°), les meilleures impressions avec ce filament ont été entre 180 et 185°. C'est seulement à ces températures que j'ai obtenu le respect des hauteurs, longueurs et largeurs des pièces imprimées. En dessous ou au dessus, c'est n'importe quoi : sur 5cm de hauteur demandées, je peux avoir 0,5cm de différence (pièce de 4,5cm). Les ventilateurs sont ceux d'origine, ils font effectivement beaucoup de bruit. Les paramètres sont : initial fan speed 50% (pour limiter les écoulements de filament). regular fan speed 100% maximum fan speed 100% La ch'Titis procédure avait bien été suivie avant les impressions. Informations supplémentaires : Le tube PTFE a été changé très récemment, coupé avec guillotine pour assuré l'équerrage, il a été raccourci pour éviter les effets d'élasticité entre avance et rétractation. Le ressort et le guide filament (les pièces qui entrainent le filament dans le tube PTFE) on été changés pour un ensemble aluminium plus solides et plus résistants. La buse était neuve L'introduction du filament a été faite puis les écrous de la buse et du support de PTFE resserrés pour éviter d'avoir un relâchement. Le filament se déroule correctement (pas de noeud). 2 pièces ont été correctement imprimées (en dehors des fils) les voici avant la tentative d'impression du chat. (je n'ai pas pris de photo des pièces correctement imprimées et je ne suis plus sur place, désolé). J'essaye de faire attention à tout ce qui peut engendrer ces défauts, mais rien n'y fait.
-
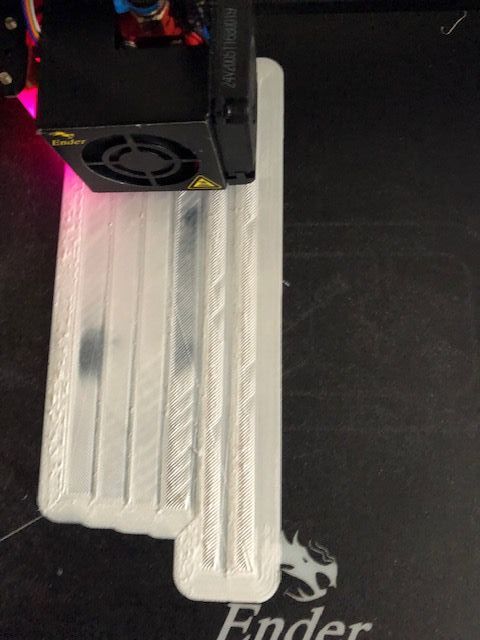
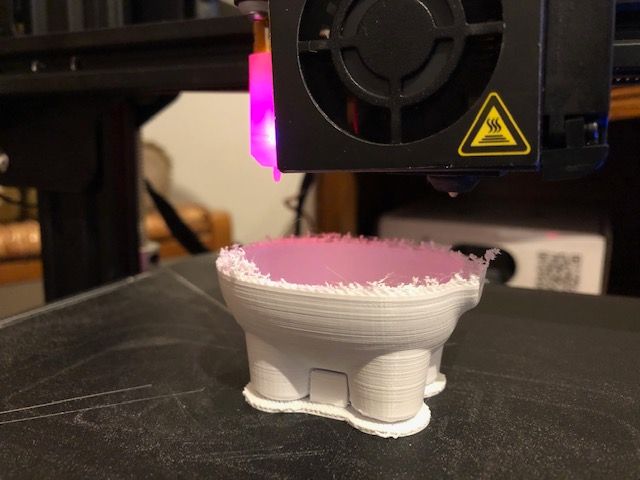
Je suis au fond du trou, que dire d'autre ! J'ai sorti quelques pièces pas très hautes comme des protections pour les creux des profilés de ma Ender 3 pro (voir photo ci-dessous), un porte outil ou un écrou pour une tête de vis trop petite mais la qualité n'est pas présente. Je vois de nouveaux problèmes plus incompréhensibles (avec un BLTouch) d'une part, ces premières couches qui ne sont pas du tout régulières : et d'autre part ce petit chat dont l'impression ne fonctionne plus alors que la pièce n'est pas terminée. Le filament ne coule plus, l'imprimante continue de suivre le tracé mais cela fait plusieurs couches que cela ne n'imprime plus. Le filament est bien présent, la tête d'impression doit surement être bouchée.
-
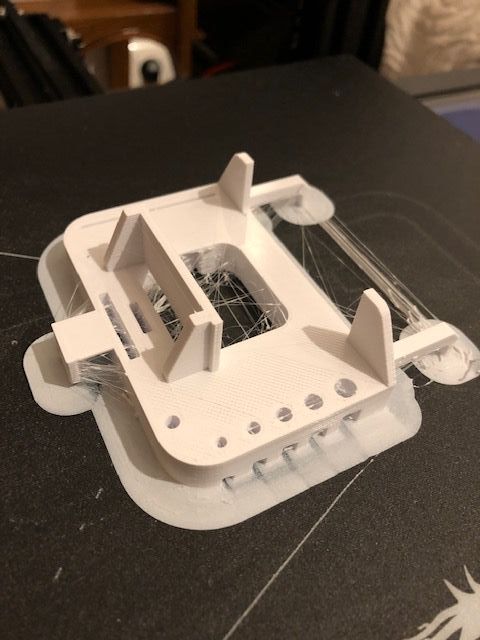
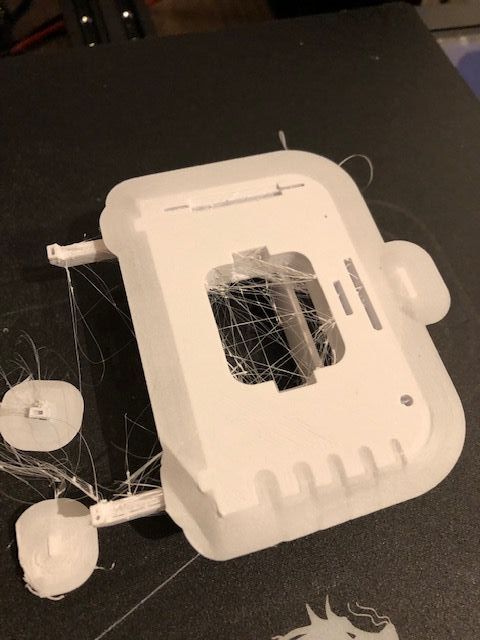
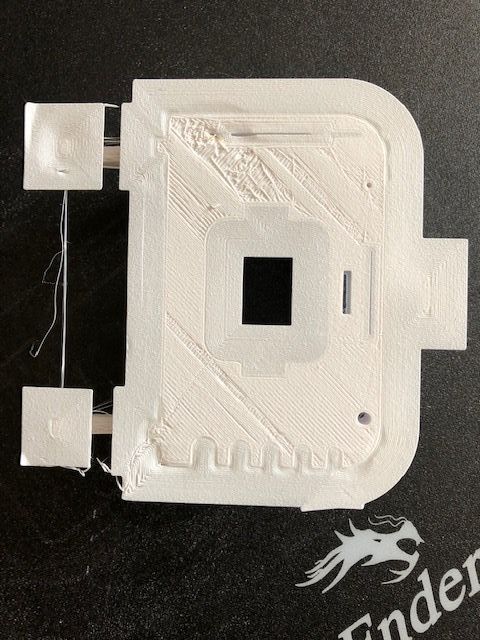
Les tests réalisés avec ce PLA+ de eSun donnent le meilleur résultat solidité et proportions à cette température (pour mon imprimante). La sonde peut ne pas être correcte... En attendant voici le résultat avec plus de 6h d'impression (vue de dessus et de dessous). Des fils (cheveux d'ange) en bas, mais pas en haut et un petit problème de casse lors du détachement un peu rapide après la fin de l'impression. Sans doute aussi un problème de ventilation qui démarre un peu tard. il faut sans doute que je revois les réglages sur Cura. Globalement, c'est effectivement beaucoup mieux, mais il me faut nettoyer la pièce. D'après vous : ventilation (refroidissement) en cause ?
-
Je vais refaire un essai avec Cura 4.8.0, ce dernier me donne plus de 5h d'impression au lieu de 3h avec le slicer Creality. J'imagine qu'effectivement la qualité ne sera pas la même cependant, les filets et les premières couches pourraient avoir le même problème. Par ailleurs, merci pour le lien des effets et des causes, bien utile pour comprendre l'origine des problèmes rencontrés.
-
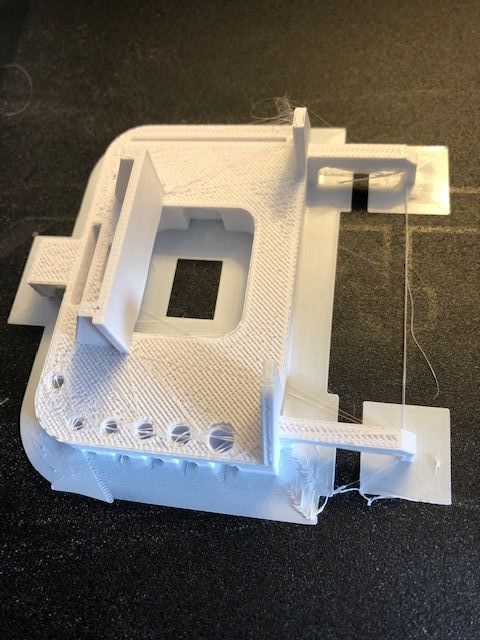
Bon ben bof plutôt dépité ! Impossible de faire une impression nickelle pour l'instant. Voici la dernière en date, un porte outil imprimé à 180°. La première couche fut difficile à tel point que j'ai arrêté l'impression de la pièce pour la recommencer, pensant que cela était lié au démarrage de l'impression. Donc interruption au bout de 20mn, constat sur la seconde impression, pas mieux mais j'ai laissé finir pour voir le résultat. Je n'essayerai pas de vendre la pièce car ce n'est pas du tout mon but, mais j'aimerai bien avoir une impression digne du commerce. et là, j'en suis bien loin. Visiblement pas au point. Si cela vous dit quelque chose, j'ai encore besoin de votre perspicacité pour trouver le ou les réglages... Vue de dessus et vue de dessous.
-
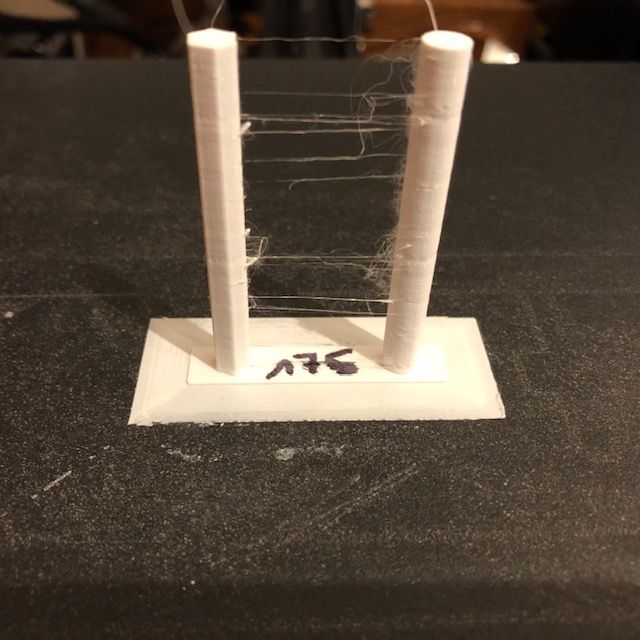
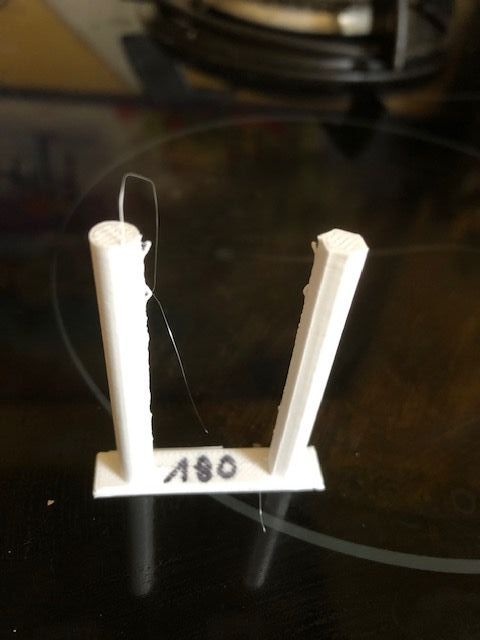
J'ai corrigé les paramètres et j'ai essayé les impressions à 175 et 170° voici les résultats : A 175° des cheveux d'ange et surtout une solidité non conforme : les tours cassent au premier test de résistance. A 170° l'impression est arrêtée, le filament ne colle pas ! Je resterai donc avec ces paramètres et à 180° cela devrait convenir.J'aurai plus de temps la semaine prochaine, je commencerai des pièces plus respectables. Je vous tiens au courant, un grand merci à tous.

-
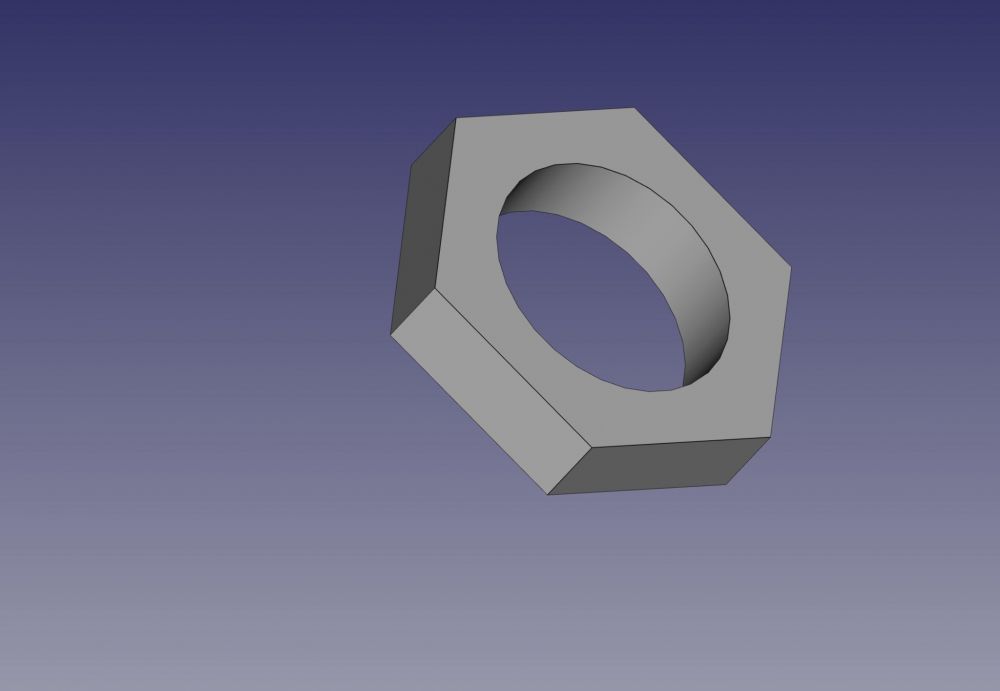
Bonjour, C'est normal : d'un coté une tour cylindrique, d'un autre une tour hexagonale. C'était pour vérifier qu'en élévation il n'y aura pas de déformation. Sur "Creality Slicer" version 1.2.3 qui n'est pas paramètre pour le filament eSun, impossible de descendre plus bas que 180°. J'ai récupéré une version 4.2 de ce slicer, j'essaye ce weekend. J'essayerai aussi ce weekend.
-
Merci, effectivement c'est bien cela : impossible de descendre la température sous Cura 4.8 (et 1h30 d'impression) et sous le vieux slicer : 27mn et avec 180 ou 185° résultat presque parfait : C'est un énorme pas en avant car les proportions sont respectées et les pièces presque OK, il faudra jouer du cutter mais bon. C'est quand même drolement mieux, Un énorme MERCI à tous ! Je continue le weekend prochain avec un pièce plus haute, si vous avez une référence thingverse ou autre, je suis preneur.
-
la zone passe en orange et n'accepte pas de valider la température. Il faut préciser que comme "material" j'ai indiqué "eSun PLA+ color White".
-
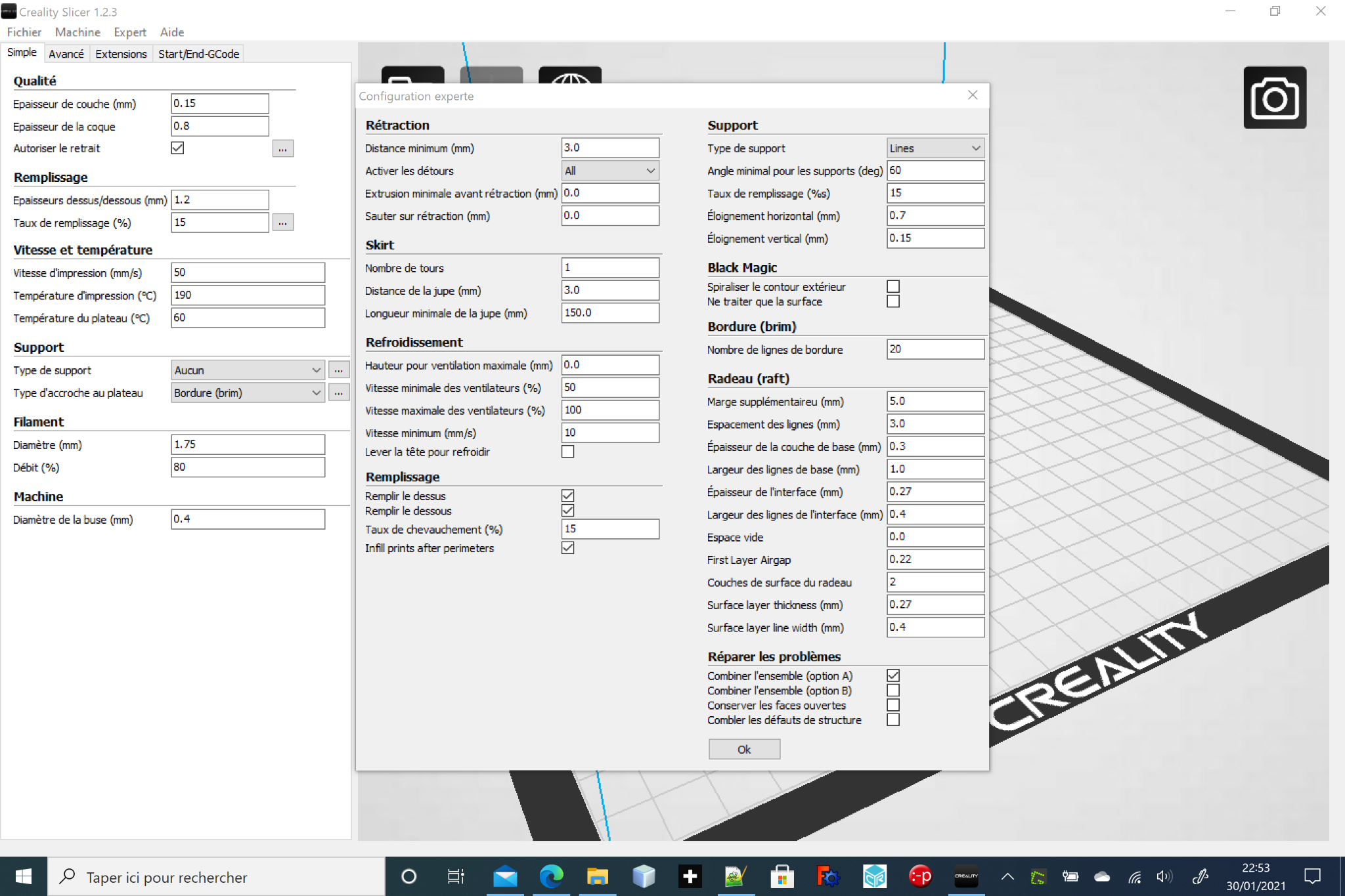
Je tranchais avec CURA 4.8.0 et avec les paramètres de rétractation et de refroidissement donnés par Bosco2509. Problème : impossible de descendre en dessous de 195°, Cura refusait tout bonnement la température. Je suis alors reparti dans le slicer distribué avec la Ender 3 Pro : le programme "Creality Slicer", j'ai descendu la température et là, ce n'est pas encore parfait mais cela commence à ressembler à quelque chose : voici les paramètres pour l'impression à 190°, ensuite j'ai juste changé la température à 185°, ce sera peut être mieux à 180°. Les tours sont solides, les dimensions respectées... bref je vois cela demain et vous dit.

-
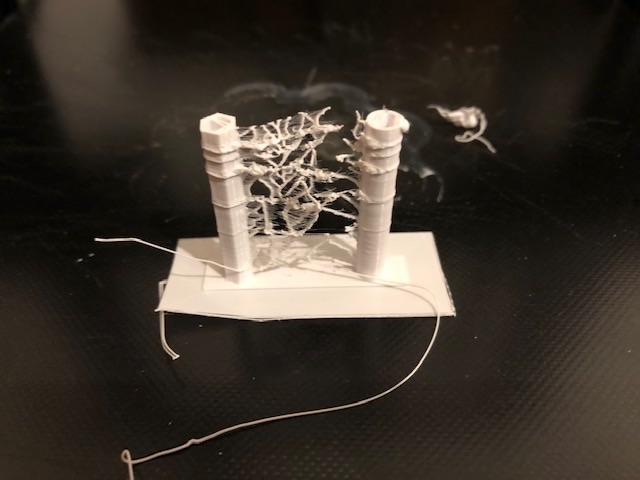
Bon toujours pas de bon résultat mais j'avance : J'ai changé la buse, la précédente avait du filament collé dessus, impossible à décoller à froid. Bref, buse changée. Le caoutchouc avait des restes de filament calcinés dans la partie autour de la buse, un peu de ménage et comme neuf (le caoutchouc) Après ce changement : recalibrage y compris pour le BLTouch. Je m'inspire des conseils de Bosco2509 et tente une impression à 195 puis à 190 mais le résultat est identique. Pourtant j'ai changé tout ce qui était indiqué. et puis, je me suis rapproché de la buse pour voir et là j'ai compris mais ne sais pas comment changer cela : La pièce à imprimer est composé d'un socle et de deux tours, l'une cylindrique, l'autre hexagonale, toute deux de 5mm de diamètre et 5cm de hauteur. Lorsque la tête d'impression (à 190°) a réalisé la couche d'une tour, elle quitte sa position et s'immobilise pour laisser refroidir la couche avant de passer à l'autre tour et c'est à ce moment que le filament coule sur quelques millimètres. La tête d'impression va alors vers l'autre tour et lui colle la coulée. C'est ce qui donne ce filet immonde. S'il n'y avait pas cette coulure, qui intervient après être sortie de la couche (au moins une demi seconde après) tout devrait se passer correctement. Cela ne se voit pas aussi bien que je l'espérais, mais le film suivant montre bien la coulée. Maintenant, comment éviter cela et au travers de quels paramètres... ? IMG_2189.mov
-
je veux bien mais je ne connais pas ses caractéristiques ni comment faire. Résistivité et/ou conductivité ? Avec quelle variance, en fonction de la température ... Ce n'est pas simple si l'on ne connait pas. @Bosco2509, j'essaye demain et te dit... tes explications sont claires et je retrouve le sourire (intérieur pour l'instant) car cela me semble parfaitement logique.
-
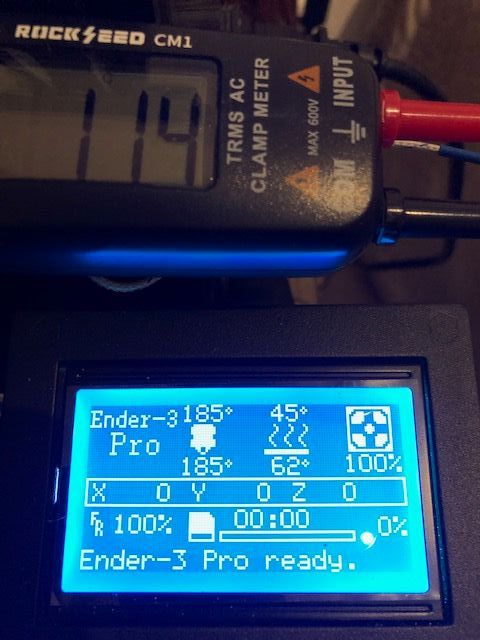
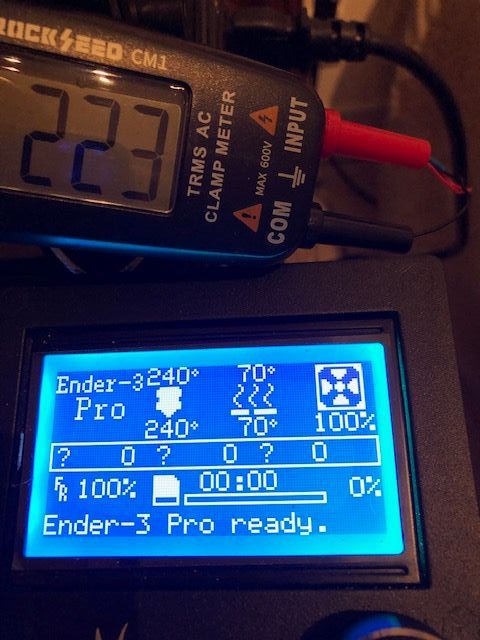
Hello, Finalement nous sommes partis de bonne heure ce soir et je peux vous donner des news (qui me surprennent) : Tout d'abord l'étiquette du filament utilisé : pas de surprise pour l'instant, mais voici les tests avec sonde de température. La sonde a été placée entre le caoutchouc et le bloc chauffant maintenu par appuie sur le bloc. Premier essai en demandant à l'imprimante de faire un preheat PLA soit 185°. Le résultat fourni par la sonde est de : 114° !!! Le second essai demandé est un preheat ABS soit 240° et la sonde donne : 223° Je suis donc largement en dessous de la température attendue. D'après vous que dois-je faire pour calibrer tout ceci correctement, sachant que j'ai bien suivi le réglage du pID ???

-
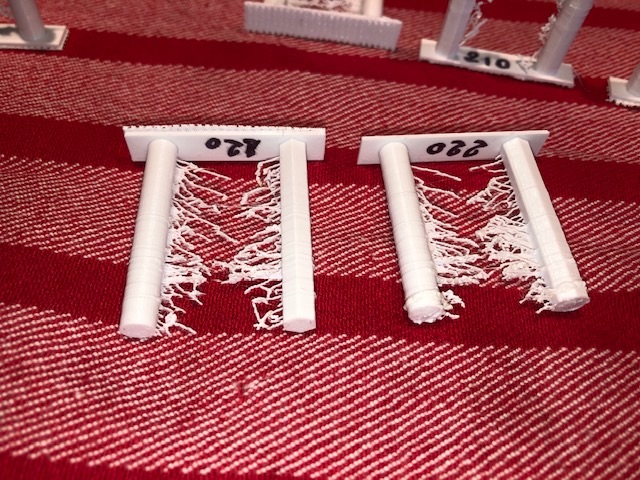
Le meilleur essai était à 220° visible sur la seconde photo (c'est celui qui faisait bien 5cm de haut et qui est le plus éloigné). Je réessaye depuis à cette température mais n'obtiens pas du tout le même résultat (la dernière photo est à cette température ?!) Comme je l'ai dit, je vais vérifier la température du bloc chauffant et refaire des essais à température plus basses comme me le conseille Thierry94. Comme je n'arrivais à rien avec un filament PLA SunLu couleur noir (il commençait à imprimer correctement mais finissait par boucher la buse et aussi bouchait le PTFE (ce qui impliquait changement de PTFE et changement de buse), j'ai acheté un filament eSun PLA+ White Cold (parce qu'il était dans la liste de ceux supporté par Cura 4.7 et le Slicer de Creality). Je ne sais pas (encore) ce que sont "les jerks", mais après vérification, le paramètre n'est pas activé dans cura 4.8.0
-
Le fabricant (étiquette sur la bobine) indiquer entre 210 et 220° Je fais cela samedi prochain, j'amènerai un multimètre qui peut sonder de -20 à 400°. La bobine est stockée dans un tupperware hermétique avec sachet antihumidité, aucune trace de bulle, mais je vais essayé quand même. La température est stable, elle varie de plus ou moins 1° soit 2°, c'est tout ce que j'ai vu. Mais je ne reste pas devant pendant deux heures. Pas encore fait le réglage du PID. Je suis le lien et tente aussi cela samedi prochain. Un grand merci à tous pour votre soutien, cela met un peu de lumière dans ce couloir tout noir !
-
Oui, comme le montre les premières photos : de 205 à 225°, rien n'y fait. Totalement, j'ai une roue sur le shaft du moteur de l'extruder et elle montre bien la rétractation. La bobine est neuve, mais je peux changer pour un autre PLA... je tente demain. Mais si l'impression était meilleure, cela voudrai-il dire que je dois jeter ma bobine ?
-
Bonjour, Après avoir : vérifier l'extruder : sur 100mm il prenait 96mm, la rectification a donc été faite comme indiqué sur le lien (merci nico378) Vérifier le blocage des raccords pneumatique du PTFE Raccourci le PTFE de 10cm pour assurer plus de raideur corriger la longueur de rétractation en restant à 6mm Corriger la vitesse à 25mm/s le résultat est toujours aussi approximatif : Franchement : j'ai beau changer, vérifier, tester ... rien n'y fait, j'y perds mon latin. SI VOUS AVEZ DES IDEES, JE SUIS PRENEUR CAR JE SUIS PERDU !
-
Oups, désolé. Ne voulant pas mélanger les sujets, j'ai fait une réponse par sujet pour être plus clair et que chacun trouve sa réponse. D'où les 3 ou 4 posts effectivement non regroupé. C'était donc volontaire, sur d'autres Chats (professionnel de l'IT) nous avons cette habitude afin qu'il n'y ait ni mélange des genres ni d'oubli. Notre règle étant : un message, une réponse. Je comprends désormais la règle et m'y conformerai désormais. Merci pour ce rappel et d'avoir bien voulu regrouper les sujets. Non, pas encore, mais je le fais dès que possible ce samedi, c'est sur. Merci nico378
-
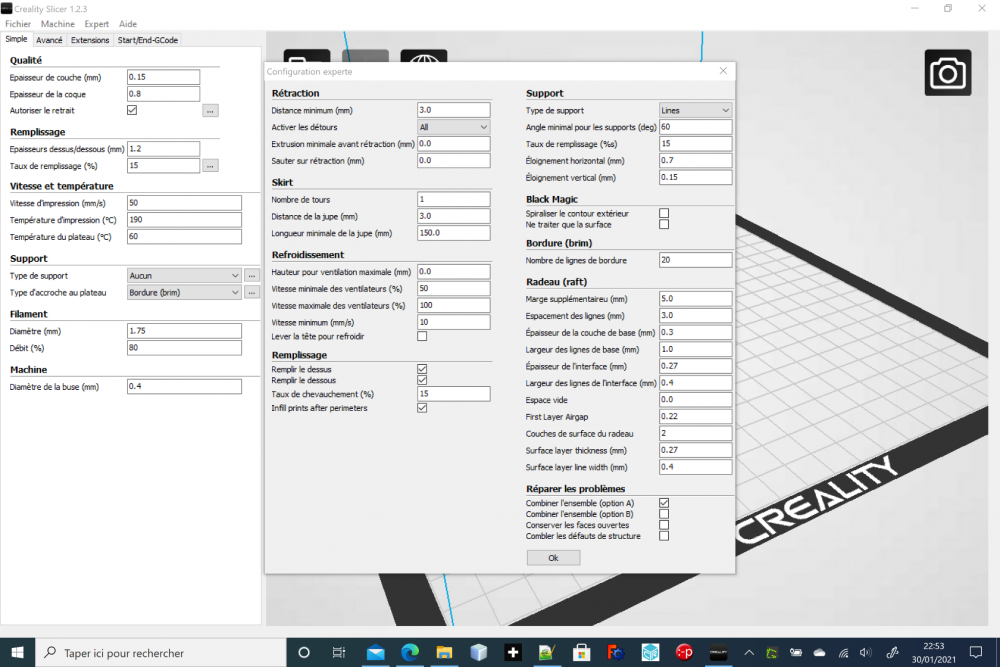
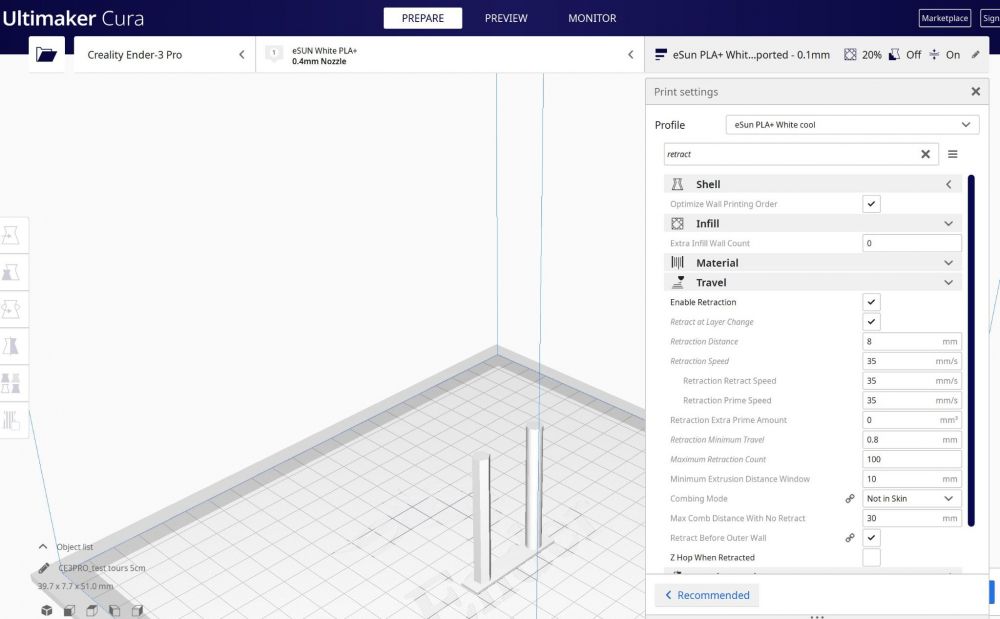
Pour ce qui est des réglages, le mieux est de montrer cette image :
-
j'ai installé depuis un BLTouch et j'ai viré le bed en verre qui me sert désormais de cache poussière. Mais, je ne m'attendais pas à ce qu'un filament puisse adhérer autant. Mais effectivement c'est surement la raison pour laquelle la pièce était impossible à décoller. Merci Oui, les 2 sont bien bloqués. Le PTFE a une longueur de 35cm. Débutant, je ne connais pas la règle des 120mm. Mais je suis preneur des explications. Les excentriques et courroies, tige filetée et coupleur sont vérifiés. Je dois vérifier la température de la buse avec une sonde extérieure. Je ferai cela ce Weekend.
-
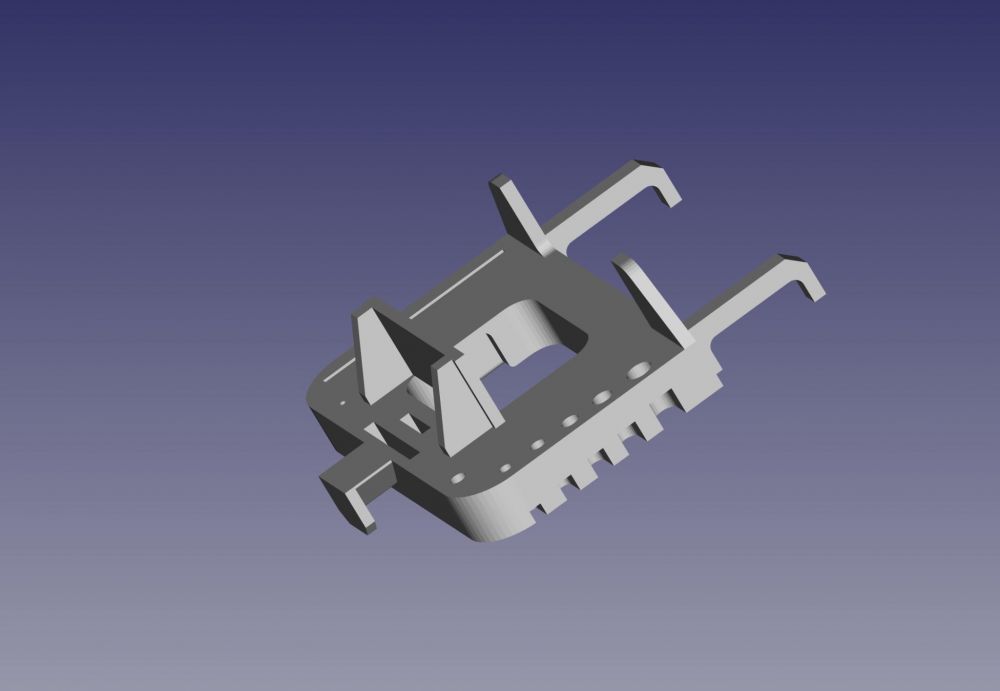
Bonjour, Bonsoir et meilleurs voeux, Après l'infortune du BLTouch j'essaye désespérément de faire des impressions 3D sans réel succès : 1- j'ai acheté du PLA+ White Cold de chez eSun et ... cela m'a détruit ma vitre de bed ! La pièce était tellement collée, que lors du décollage, en la basculant sur le coté, une partie du verre est resté sur la pièce. Résultat : C'est bête non ? Mais je vous sollicite pour un autre problème : Afin de pouvoir trouver les réglages mon Ender 3 pro, j'ai conçu une pièce avec 2 plots (un hexagone et un cylindre) de 5mm de diamètre et 5cm de hauteur, espacé l'un de l'autre d'environ 2cm et sur un rectangle de 1mm d'épaisseur et 1cm de coté x 5cm de long. J'ai ensuite utilisé la dernière version de Cura 4.8 avec mon PLA+ de chez eSun pour faire l'impression à 205, 210, 215, 220 et 225 degrés et trouver le meilleur réglage. Le paramétrage du rétract est à 8mm y compris en changement de couche et le résultat est inexploitable : Seule une impression à gauche en arrière à 220° fait 5cm et ressemble à ma pièce (mais elle n'est pas complètement lisse). J'ai tenter une nouvelle impression avec 10mm de rétractation (la pièce devant) à 220° mais le résultat est identique, ça bave de partout ! et la justesse d'impression en Z est improbable (c'est moins haut). j'ai même tenté une impression avec le slicer Creality avec 10mm de retract : Cela ne ressemble pas du tout à la pièce demandée, c'est franchement nul ! Auriez vous des idées ? Sachant qu'il n'y a pas de jeu sur X, Y ou Z, que les courroies sont bien tendues et que le PLA+ eSun est donné par le fournisseur comme imprimable entre 210 et 230° MERCI DE VOTRE AIDE, je n'en peux plus !


-
Bonjour, je compatis ! Si ton BLTouch vient de antclabs, n'hésite pas à aller sur leur site (antclabs.com) afin de vérifier les quotes de et surtout pour leur écrire via "contact" afin de leur signaler le problème. Dans les problèmes que j'ai rencontrés (uniquement liés au firmware de ma ender 3 pro) il m'a été recommandé de fixer la profondeur de l'aiguille du sensor à 0,3mm via la vis de réglage sur le dessus. Autre point à vérifier : le fait que les connexions des câbles sont bien en contact avec les prises. Pour être plus précis j'ai pu observé que les connecteurs sont assez cheap et leur connexions ne sont pas forcément franches. Je suppose que tu as déjà fait ces vérifications, mais on ne sait jamais. En tout cas bon courage pour la suite et tout mes voeux pour 2021.
-
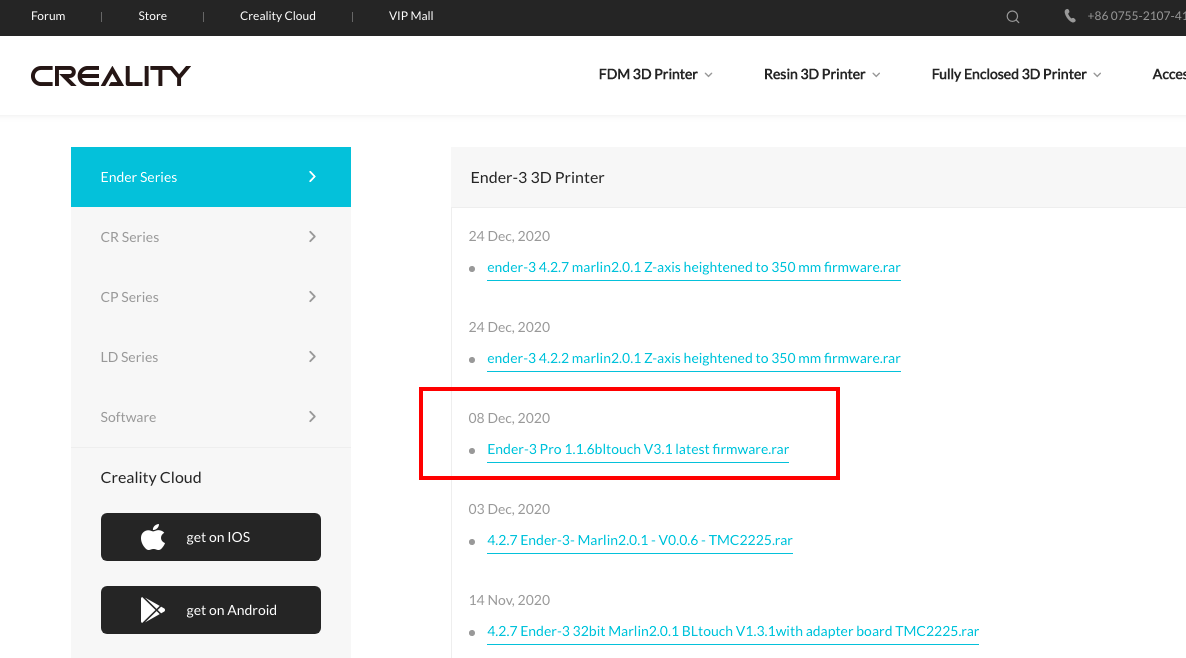
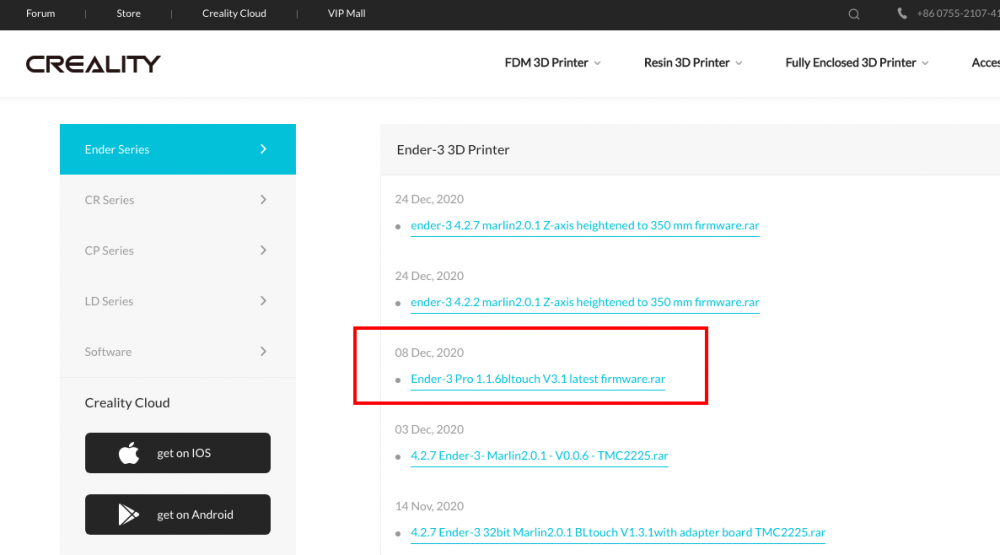
Bonjour, Creality m'a répondu et me conseille la mise en place du firmware 1.1.8. Aussi tôt dit ausitôt fait. Résultat : Toujours bloqué au même point : Power ON : BLTouch allumé en rouge release/retract/release/retract et c'est tout. Auto Home : le BLTouch reste rouge et obligation de faire Power OFF car l'axe Z ne détecte rien. mais voici un peu plus d'informations et une bonne, très bonne nouvelle : Je suis retourné sur le site de Creality vérifier s'il n'y avait pas une nouvelle et version de firmware et, magique, il y en avait une. Une fois chargée et installée, sans rien changer d'autre, le BLTouch semble fonctionner correctement ! Il me faut réaliser des essais pour compléter le simple test de stop de l'axe Z sur un "Auto-home", mais déjà celui-ci fonctionne: Power On : idem, le BLTouch fait son initialisation (release, retract 2 fois) puis fait un dernier release et vire au bleu/rouge. Auto-Home : le BLTouch relache le sensor et devient bleu. Après avoir été touchée le sensor se retracte et devient rouge avant de faire un nouveau release, une deuxième touche stoppe la descente de l'axe Z ! (enfin) Je vais faire quelques essais et vous tiendrais au courant des résultats, mais déjà pour ceux qui sont ou seront dans le même cas que moi le firmware surligné en rouge dans l'image ci-dessus semble être le bon. Il change des choses au niveau du menu qui n'est plus le même, mais je vous indiquerai tout cela dans un futur proche. En attendant, prenez soin de vous, respecter les gestes barrières et passez, autant que faire ce peut, d'excellentes fêtes de fin d'année.
-
problème de sifflement avec mon imprimante ender3
Titanium en réponse au topic de opal458 dans Présentations
Bonjour Opal458, Pour commencer, ce n'est peut-être pas le bon thème du forum pour évoquer ce sujet (Présentation), il faudrait donc sans doute créer ce sujet ailleurs. Ensuite, pour bien comprendre le problème évoqué : Au power On : l'écran s'allume normalement et te propose bien un tableau de bord complet ? un sifflement se fait entendre En appuyant sur le bouton de commande, rien ne se passe C'est bien cela. Ensuite, c'est arrivé après le remplacement de la tête de chauffe et accessoirement du filament. As-tu essayé de reconnecter l'ancienne tête de chauffe ou as-tu vérifier les connexions de ta carte mère ? (notamment de l'écran) car il semble bien qu'il s'agisse d'un problème de connexion (déconnectée ou mal connectée). Je ne suis pas du tout compétent pour t'aider plus, mais je pense que les membres de ce site pourront certainement t'aider à résoudre tes problèmes. Bon courage. -
Bonjour opal458 et bienvenue. Le plaisir artistique est un bonheur qui tend à partager. Je te souhaites pleins de bonheur (artistique et autres) pour cette nouvelle années et accompagné par d'excellente fêtes de fin d'année.