xavpx
-
Compteur de contenus
22 -
Inscrit(e) le
-
Dernière visite
Récompenses de xavpx
")





-
@falco62 J'ai également démonter les montants pour resserrer les 4 vis des supports de courroies ainsi que les 2 vis des moteurs. J'ai aussi resserrer les courroies comme expliqué plus haut. Le tout, évidement sur les 3 montants. Je n'ai cepandant rien toucher au plateau. Mais bon... Le problème était toujours présent seul le passage sous PS a tout changer. Même si d'autre problème sont apparu entre autre à la première couche. Mais cela est je pense du paramétrage slicer. Merci pour tes infos tout de même. Si malheureusement pour moi le problème reviens sous PS j'appliquerai ta méthode de bout en bout.
-
@furiousman1er Oui et non. Elle touchait pratiquement toujours à la même hauteur, effectivement, mais pour une pièce en particulier. La hauteur était différente selon la pièce. Je n'ai pas actualisé mon post, mais mon problème n'a finalement pas été résolu avec les manips citées plus haut. Il s'est presque reproduit avec une autre pièce plus "plates". Je dis "presque" parce que je coupais le print avec le décalage. J'ai par contre, dans la foulée, testé en passant par PrusaSlicer avec le profil de @SckyzO. J'ai juste modifier le flow. Et l'impression s'est déroulées sans un frottement. Je suis depuis resté sous PS. Mes prints ne sont pas encore nickel, ils faut que je prenne mes marques avec ce slicer, mais aucuns problèmes à proprement parlé.
-
Oui, mais il s'agit du PLA fournit avec l'imprimante. Il suinte beaucoup plus je trouve. Il a fallut que je bais drastique ment mon Flow comparer au PLA blanc de grossiste3D. Mais l'ensemble est vraiment pas mal malgré le rendu des photos
-
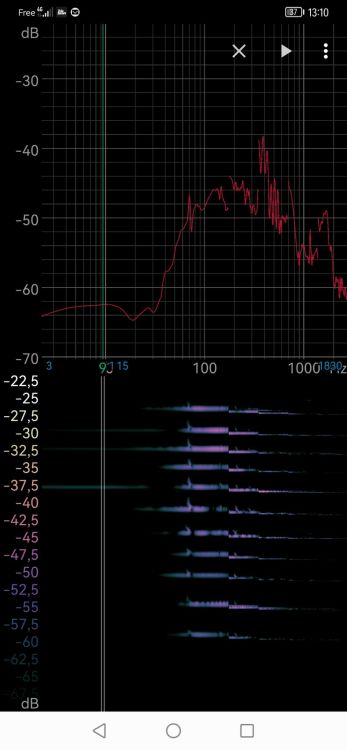
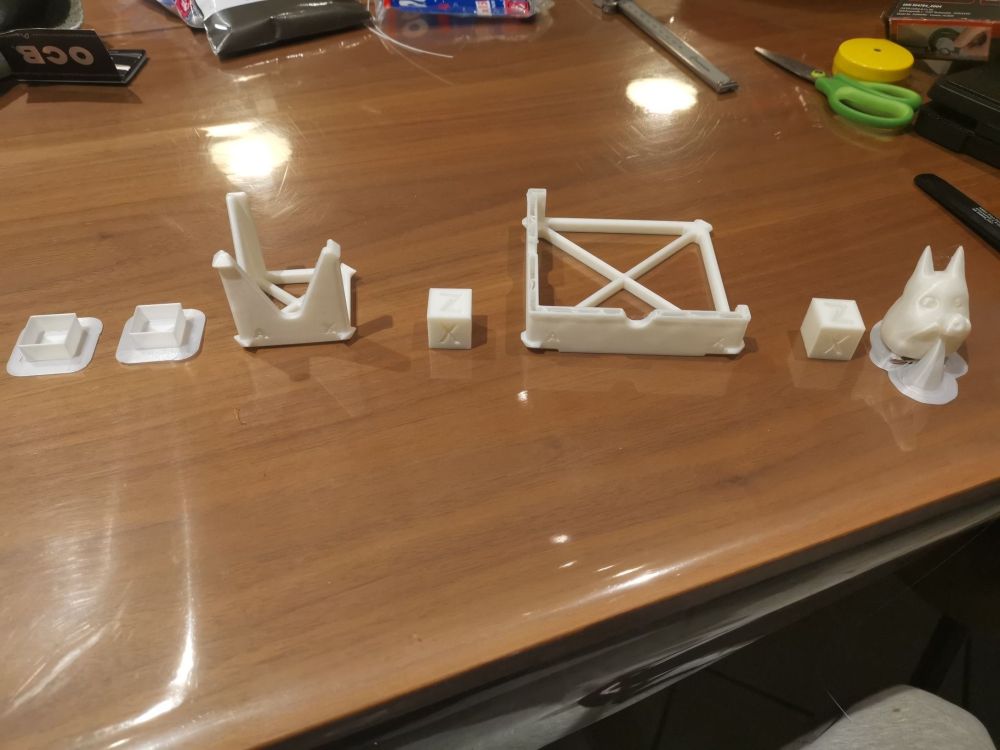
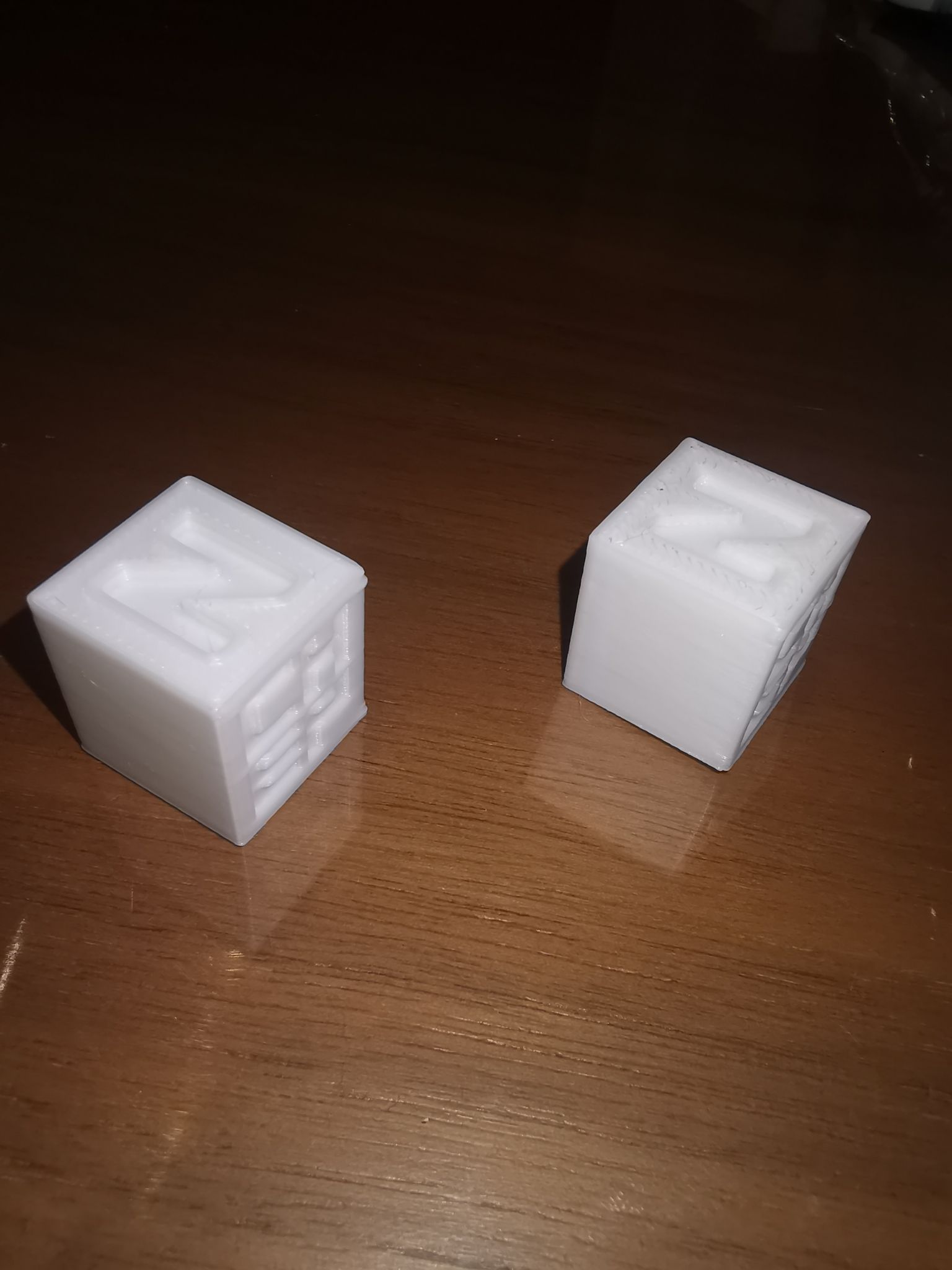
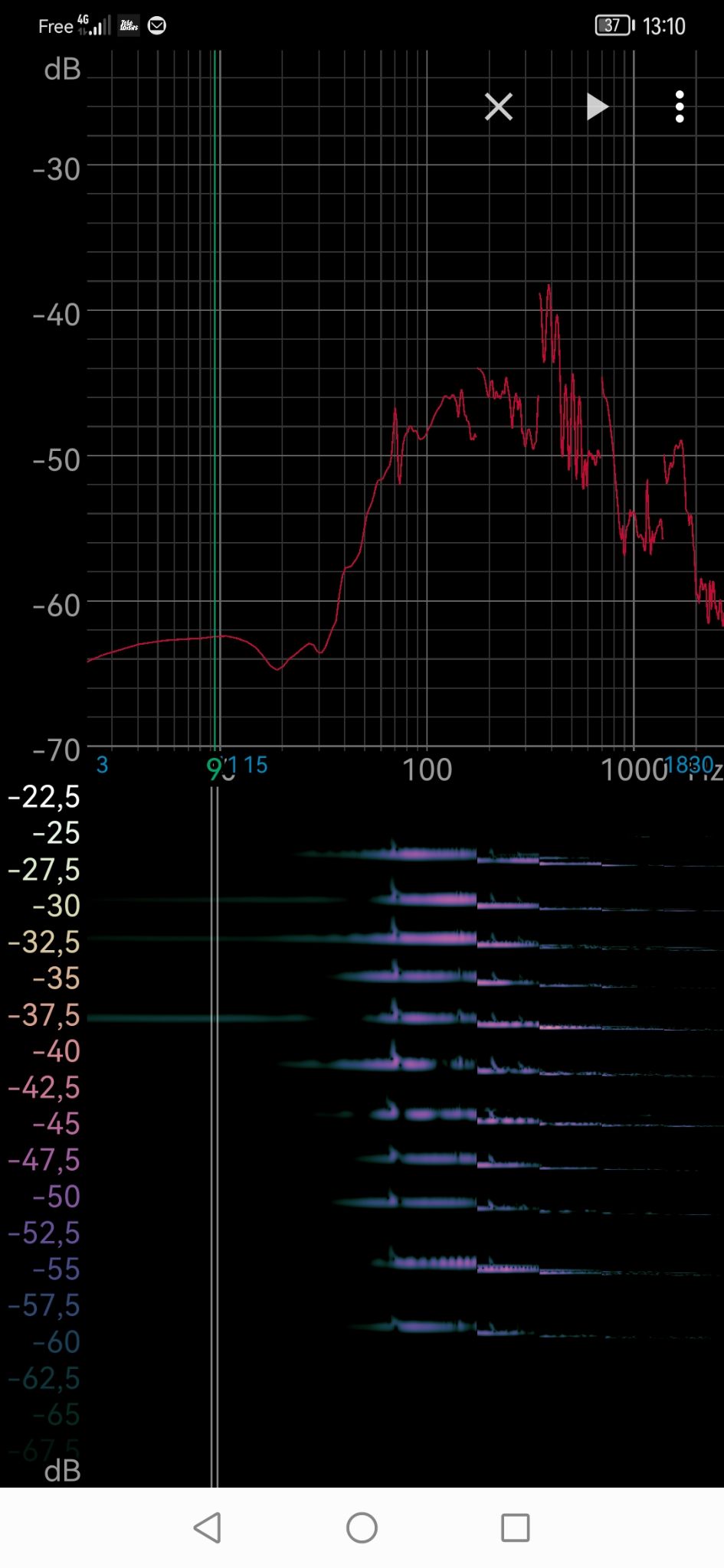
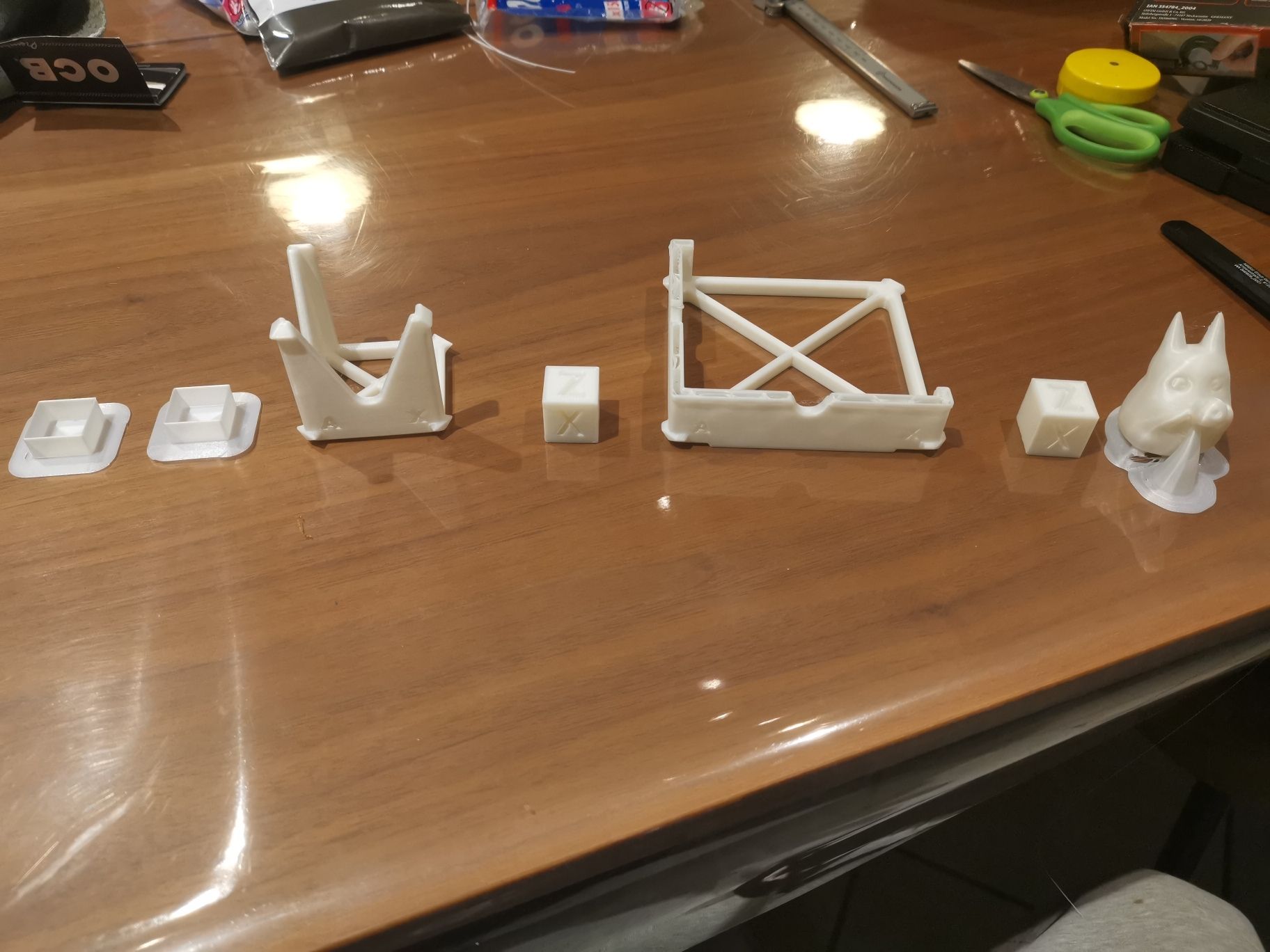
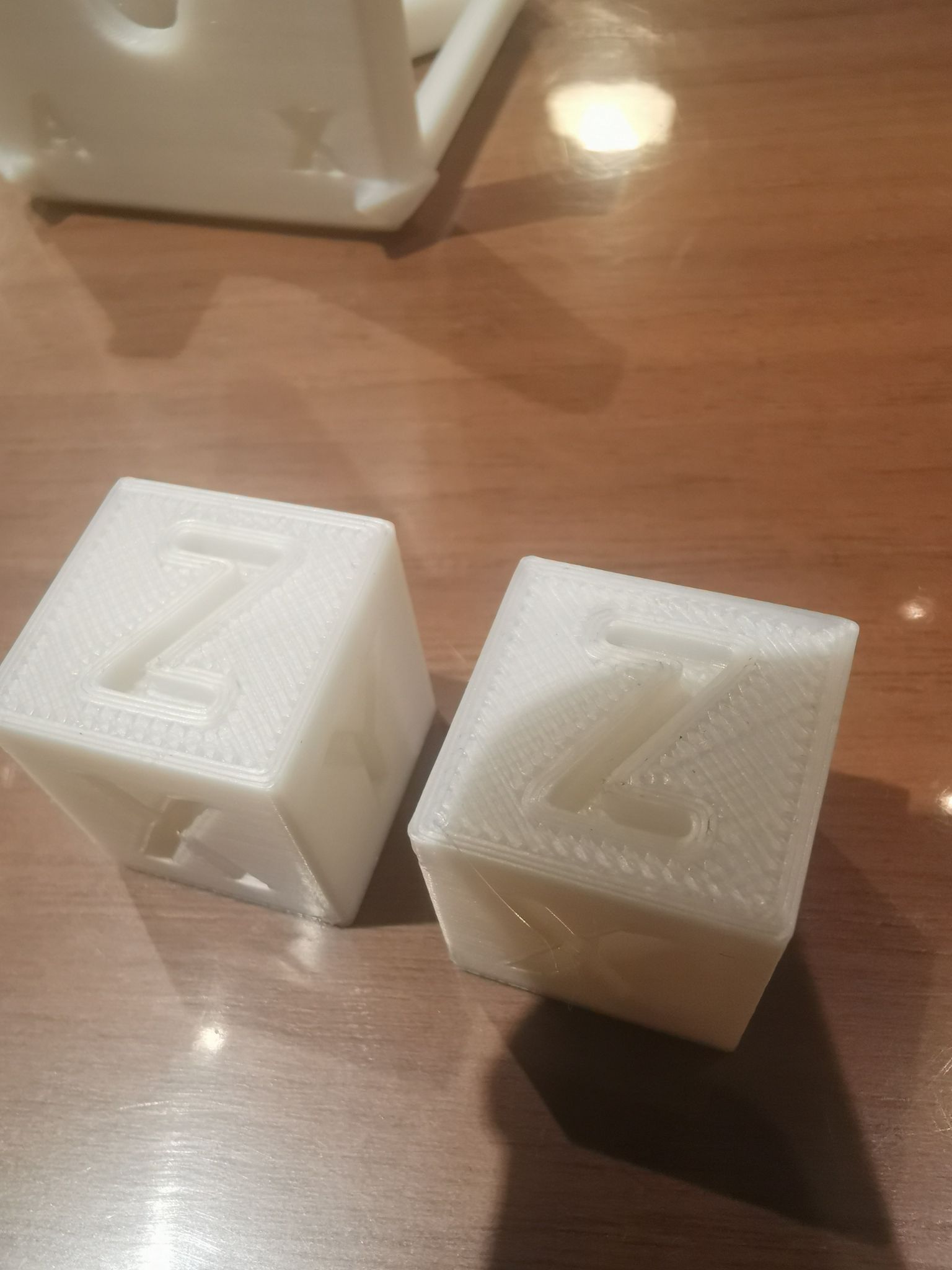
Bonsoir, Pour faire suite à tout vos conseils, je vous remercie tous de vos précieux conseils. Après avoir tout re-démonter, j'ai resserrer les vis des supports moteurs en suivant tes conseils @Jeff8. Manquait 2 tours... Ensuite j'ai re-réglé les courroies, en suivant le tuto de @Motard Geek. J'ai fait un mixte des deux méthodes, le petit outils ET SPECTROID à 58Hz. Petit conseil à ceux qui lirons par la suite, attention au à la lecture du spectre. Je réglais d'abord avec l'outils à imprimer et ensuite seulement avec Spectroid pour affiner... Vérification du calibrage extrudeur et du flow. Pour finir, ma foie sur toutes les pièces plus de décalage et très peu de frottement de buse (j'ai appliqué tes réglages @Toad3). Je vous joins les deux dernier prints encore chaud. Le benchy, que je trouve propre Peu-être affiner le pressure advance ? Les petit cubes, celui de gauche est slicé d'aujourd'hui, celui de droite est celui fourni sur la clefs USB (que j'ai imprimé à réception). J'ai cependant un petit défaut que je ne sais pour l'instant pas résoudre (arrête de gauche) Le cube fait exactement 20mm sur x et y mais j'ai un z à 20,2.. malgré une première couche me semblant parfaite. Si vous avez des derniers conseils je suis preneur, mais encore merci pour le temps accordé jusqu'ici




-
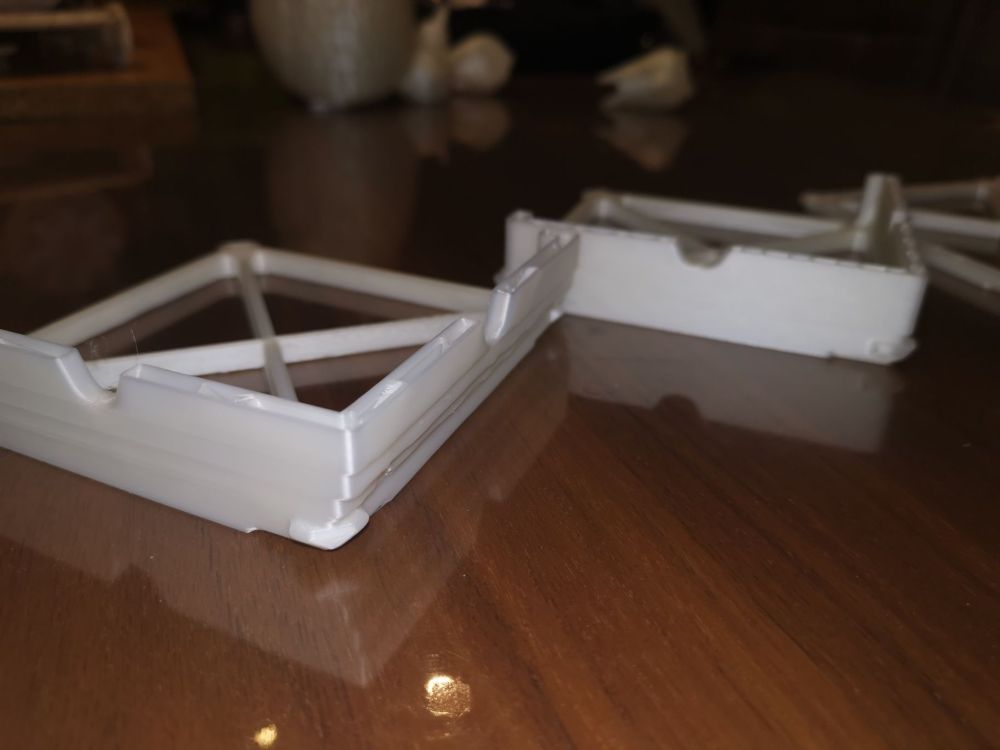
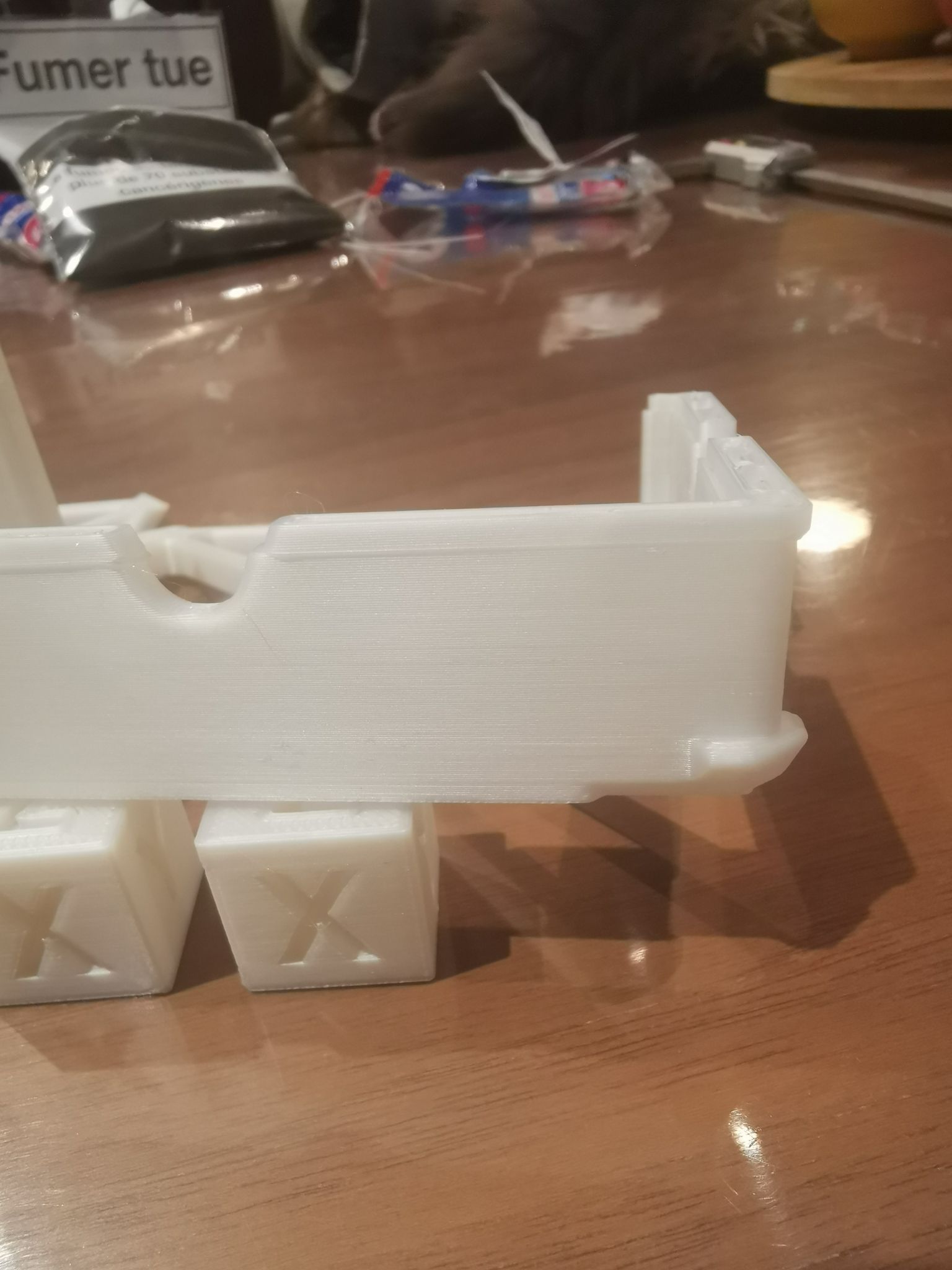
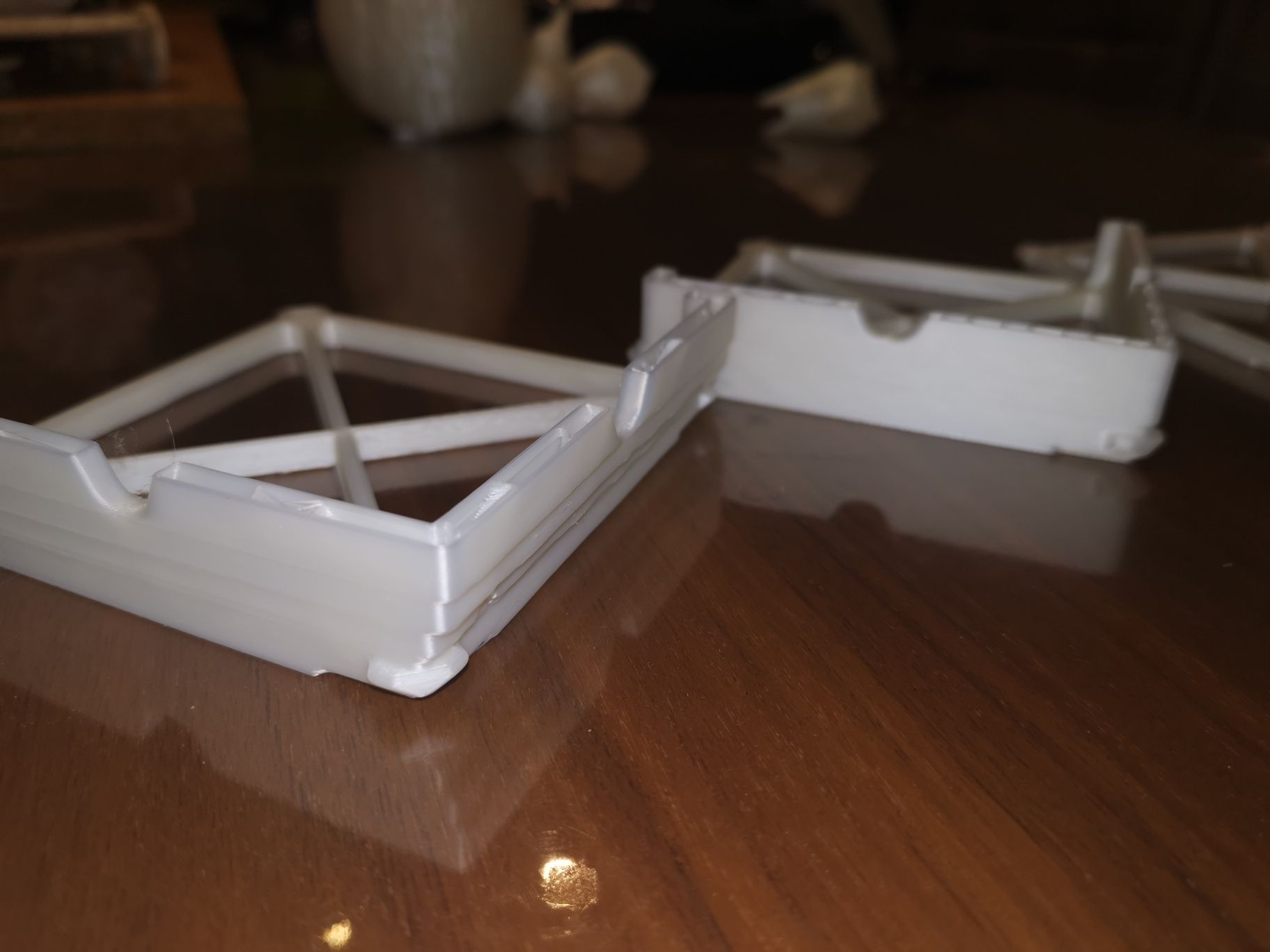
Bon, j'ai tous reprise à 0. Tension des courroies, pas simple au début. Mais tout de même réussi, je pense. Je me suis calé sur le 70hz. Voir PJ N'est-ce pas trop élever ? L'imprimante fais maintenant un bruit (que je ne saurais décrire), au niveau des moteurs (j'ai l'impression). J'ai ensuite fais la rotation distance selon ce lien. Et pour le coup un léger décalage, mois de 2mm, mais tout de même. Réglage du Flow ensuite, 87%. Calibrage, Maillage et Z du plateau à chaud. Je n'ai pas refais les PIDs, et j'ai désactivé le Pressure Advance de l'ancien réglage pour celui d'origine. Histoire de repartir "Stock". Pour Cura 5.0, tout d'origine sauf le flow évidement et quelques paramétrage que je citerai plus bas. Ha si, il y a ça : Bon, il y a du mieux mais pas parfait. Déjà moins de frottement. Voici une photo des prints de l'a-m dans l'ordre de sortie. Pour la 3ème pièces nickel, pas de décalage, un peu de frottement mais c'est symptomatique j'ai l'impression. Juste le remplissage de la dernière couche pas dingue. Mais bon passons c'est pas le but de la pièce. Le cube nickel même chose en tout point. Même si les côtes ne sont pas exactes. La 4ème décalage en Y, mais plus haut que les dernière fois. Le remplissage graduel (30%, /3) fais pas mal gratter la buse sur les dernière couche. Abandon. Elle veut pas sortir celle-ci ! Le dernier cube est un essai en remontant le flow à 95 sur la couche dessus / dessous. Mieux au touché mais pas probant visuellement. La figurine est la pour me rassurer (j'ai pas tout foiré et ça me fait plaisir). Et surtout montrer qu'il n'y a pas de décalage à chaque fois. Et au passage elle est mieux que les précédentes. J'ai tenté de suivre ce lien pour la calibration mais j'ai eu le droit a un shutdown au lancement de l'impression. J'ai pourtant, suivi tout ce qu'il y est dit : - Insertion du [skew_correction] dans le printer.cfg - Gcode de départ et de fin. Pour le coup je ne comprend pas, et mes recherches google en français de donne rien... Du coup, pour finir, voici où j'en suis et donc là où j'aurai besoin de suggestions : - Le réglage des courroies à 70hz est-il bon ? - Une idée pour le décalage en Y de la grande pièce ? - Pour traiter la dernière couche ? - Comment régler du xyz ? Merci aux contributeurs qui m'ont aider jusqu'ici.



-
@Motard Geek Peux-tu m'en dire plus sur les réglage de l'app et l'utilisation de spectroid ? Ou un lien vidéo, tuto ? Parce que je suis très mauvais joueur de guitare et ma femme trop bonne joueuse. J'y arrive pas. Du coup c'est déréglé Cependant je pense que tu as touché du doigt un pb. Les courtois me paraissaient relax
-
Pour Spectroïd, merci, je vais regarder ça. Pour les figurines, si. Les plus petites sont légèrement plus grande que la pièce en premier plan avec le plus gros décalage.
-
Bonjour, Concernant ma première couche, pour les premières impressions, je pensais que oui. Mais après l'avoir refais hier, avec cette fois-ci plateau à chaud, je me suis rendu compte que non. Après avoir tout refais hier, je dirais que je suis bon. Pour les courroies, je n'y ais pas touché. Et honnêtement je ne saurais pas comment juger de leur bonne tension. Une astuce ? Mais cependant, le décalage ne s'est produit que sur la pièce des dernières photos. J'ai imprimé deux des petites figurines après une pièces de test où il y avait bien un décalage (la pièce en question n'est pas présente sur la photo), les figurines RAS. Pour info (peu-être inutile), le décalage se produit, au mieux, toujours au même niveau. Légèrement au dessus de l'écriture des lettres YAX. J'ai vous mets le dernier G-Code au cas où cela serait utile, celui avec les 10% de remplissage. FV_SKEW_100mm.gcode Personnellement, si j'ai bien compris le paramètre Z-Hope (rétractation de la buse en Z lors du passage sur le remplissage), j'ai l'impression qu'il ne se fait pas. Mais je ne sais pas comment le vérifier.
-
Bonjour, De retour dans l'impression 3D après 2 ans d'absence. J'ai eu la joie de recevoir un V400 de ma compagne pour les fêtes. Elle devait sûrement en avoir marre de m'entendre en parler depuis sa sortie . Déballer et monter sans tarder, les impressions fournies sur la clef USB se sont très bien passées. J'ai ensuite fait les premiers réglages : Extrudeurs. Les 100mm demandés du premier coup, rien à changer. Le thin wall me donnais également 0,44 de moyenne du premier coup. Et le S-Plug s'emboitait avec un peu de pression. Rien à changer donc selon moi. Calibration PID et Pressure Advance, selon le tuto de M. Motard Geek. Résultat du Pressure, 0,04. Installation du Cura 5.0 fournit dans la clef. Sans toucher aux paramètres (sauf hauteur de couche en 0,1) voici les impressions réalisées. Ca me semble très bien, mais je suis pas bon juge, débutant que je suis.. Ca me convient mais lors de l'impression de la grosse figurine je remarque la buse frotte le remplissage. Je croise les doigts mais ne m'en préoccupe pas trop... Après ça je souhaites vérifier les réglage XYZ. Pour cela je suis toujours un tuto donné par Motard Geek. C'est la que ça devient un peu plus gênant. Impossible d'imprimer quelque chose de correcte. Ca frotte et décalage Y. Après beaucoup de lecture (sans doute pas suffisamment), j'essaye en augmentant la température de 5° (PLA de chez Grossiste 3D), mais pas mieux. J'ai refais mes leveling, idem. La seul chose qui améliore un peu est de baisser le remplissage à 10% en désactivant le progressif. Mais malgré tout ça frotte et se décale. Que puis-je faire pour régler cela ? Merci d'avance.


-
cura Stringing CR-10 V3
xavpx en réponse au topic de xavpx dans Paramétrer et contrôler son imprimante 3D
Merci beaucoup, avec tout ça j'ai de quoi faire de la lecture et des tests. Avec l'impression 3D j'étais parti sur une utilisation basique, comme on utiliserait une visseuse. Je me rends compte que c'est passionnant et extrêmement gratifiant. D'où le fait chercher une bonne qualité. Je patoge un peu dans tous ces paramètre mais je vais tout reprendre à zéro. -
cura Stringing CR-10 V3
xavpx en réponse au topic de xavpx dans Paramétrer et contrôler son imprimante 3D
Non, pas avec les tests de ton lien. Etant donné que la 1ère impression faite avec le fichier fourni avec l'imprimante était propre, je suis resté sur la même base. Par contre dans mes précédents tests oui. A 190 les résultats se faisait voir, mais je trouvais, p-e à tort, que c'étais trop bas. Je devrais quand même tester selon toi ? -
cura Stringing CR-10 V3
xavpx en réponse au topic de xavpx dans Paramétrer et contrôler son imprimante 3D
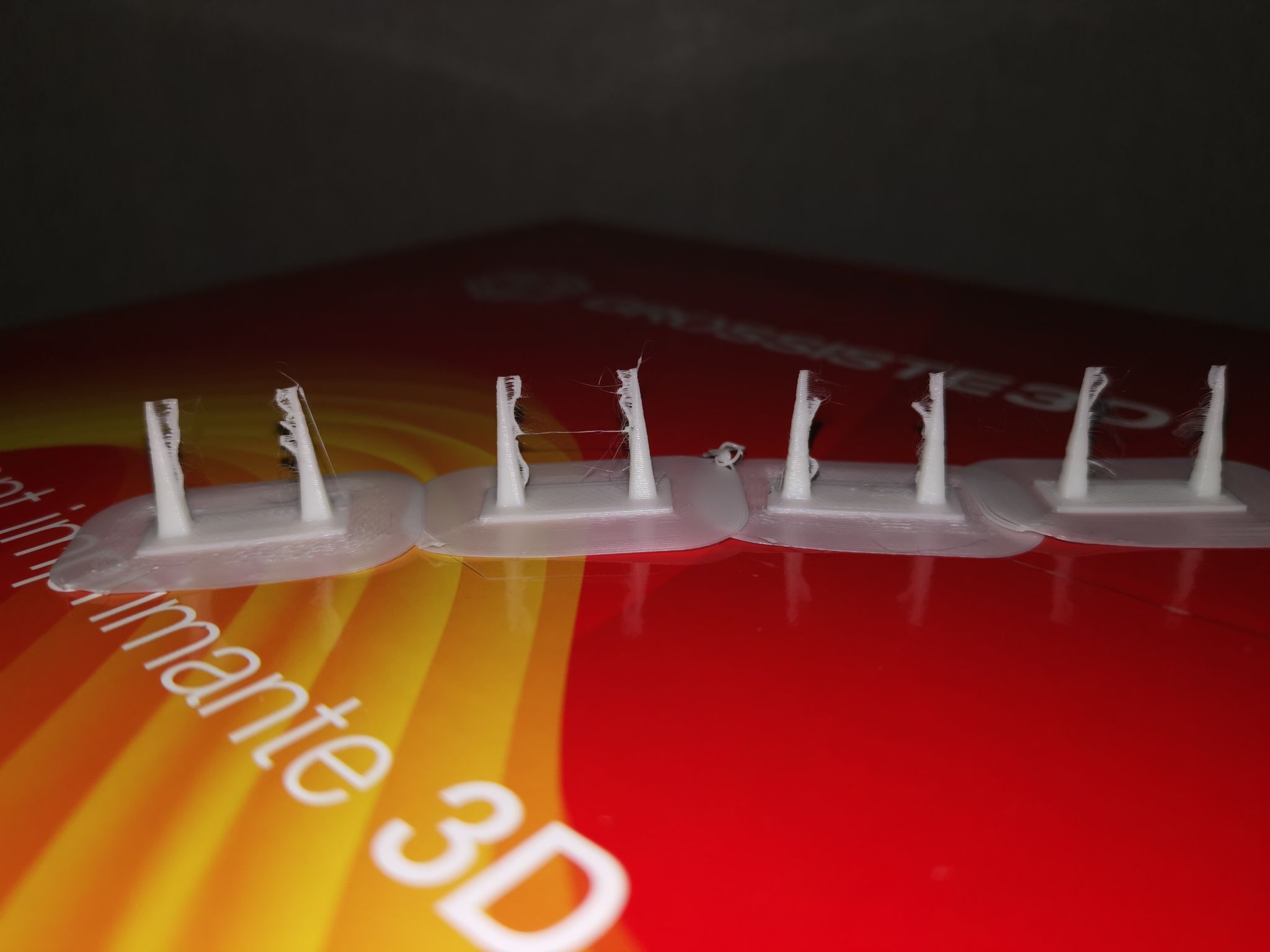
Merci, j'ai fais les essais. Voic le résultat J'ai commencé à 1mm et 40mm/s. En incrément de 0,2mm à chaque segment. Les résultats sont bon, ce que je ne comprends d'ailleurs pas vu que j'ai utilisé ces paramètres sur des tests précédent avec Cura. Cependant, il y a quand même une sorte de "cordon" qui s'est créé pendant l'impression. On le voit lorsque l'on zoom sur la photo. Est ce possible d'améliorer encore avec d'autre paramètre ? Parce que les tests avec un vitesse/distance inférieur ou supérieur sont moins bon..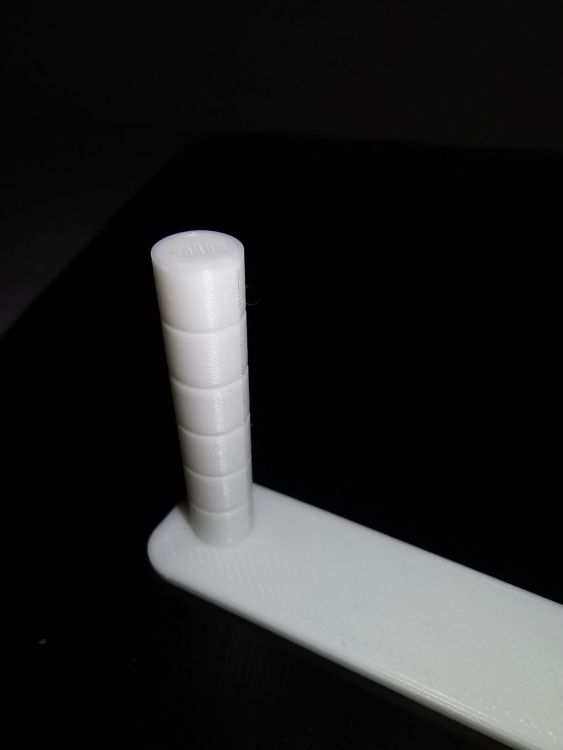
-
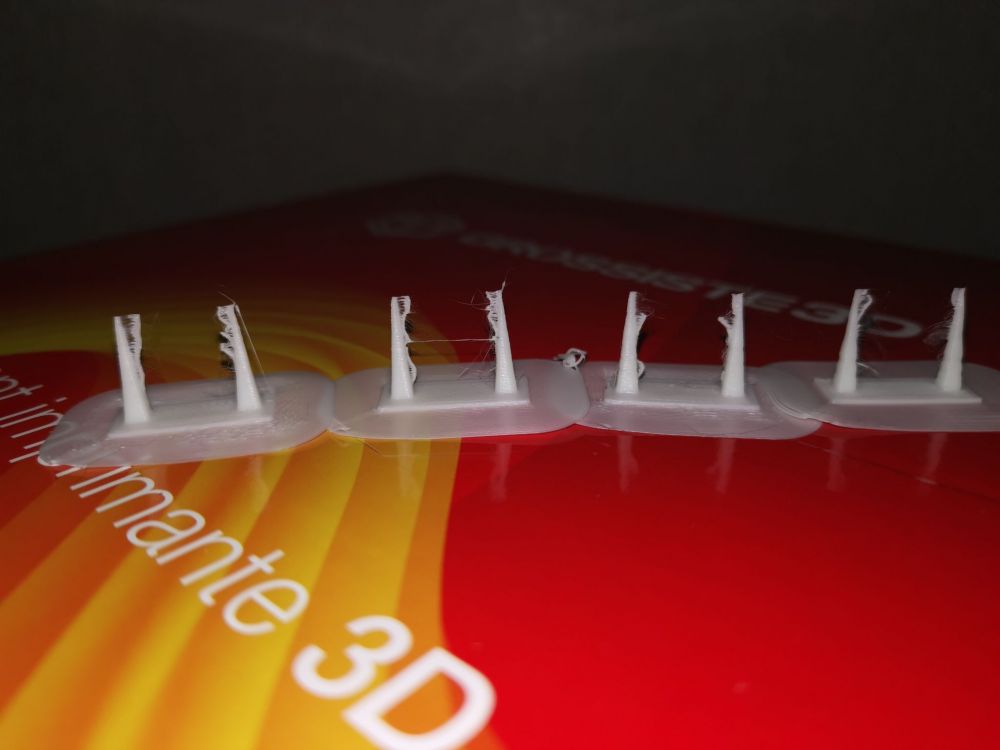
Bonjour, Heureux possesseur d'une Créality CR-10 V3, et nouveau dans le domaine de l'impression 3D, je rencontre quelques problèmes de stringing. J'ai abordé le sujet dans le poste d'aide à la recherche pour cette même imprimante, mais je suppose que ce n'était pas le bon endroit... Pour récapituler, voici la première impression faite : Il s'agit du fichier fourni avec l'imprimante, de même pour le PLA. L'impression est plutôt propre. T° de buse 200, Plateau 50° Deuxième impression : Cette fois-ci le fichier vient de thingiverse. Pour les paramètres, sous CURA, 4.8, j'ai utilisé le profil de la CR10. En modifiant les paramètres de rétractation, 1mm 40mm/s. On voit le stringing au niveau de la tête. Je suis donc passé aux stress tests suivants : De gauche à droite : T° 200 ; Distance 1; Vitesse 40 T° 200; Distance 2; Vitesse 40 T° 200; Distance 4; Vitesse 40 T° 195; Distance 4; Vitesse 40 T° 190; Distance 4; Vitesse 40 J'ai ensuite lu que CURA avec quelques problèmes avec sa dernière version. j'ai donc essayé avec la 6.2. Toujours de gauche à droite : T° 190; Distance 1.5; Vitesse 45 T° 190; Distance 2.5; Vitesse 45 T° 190; Distance 4; Vitesse 45 T° 185; Distance 1.5; Vitesse 45 Donc là, les résultats sont bien visibles mais perfectibles. Ne sachant plus quoi faire, c'est à ce moment que j'ai posté sur ma demande de conseil pour le choix de l'imprimante. En patientant et en faisant des recherches sur le net, un constat. Avec le PLA fournit avec l'imprimante, je sais que l'impression est bonne à 200°. En faisant mes stress tests, toujours avec se PLA, je ne fais rien de bien au dessus de 190°. Je me replace donc à 200° et continu les stress tests. En partant de 1mm à 10mm/s puis 1mm à 15mm/s. Ainsi de suite jusqu'à 45mm/s. (1mm ayant été lu comme paramètre sur un autre forum) Résultat mauvais, je vous épargne la photo. Chose importante, j'entend un léger "clac" au niveau du moteur de l'extrudeur au moment de la rétractation. C'est vraiment léger et se produit quand la roue d'entrainement change de sens de rotation. Je démonte, vérifie, rien qui ne me saute aux yeux donc je remonte en essayant d'enfoncer un peu plus le tube ptfe. Toujours pas de changement de stringing. Que pourrais-je faire de plus pour continuer mes investigations ? Merci d'avance.

.thumb.jpg.f2932680abf6d207684b0f93dbec3b51.jpg)
.thumb.jpg.a8aa6bbe674e56b67462337cabc36b00.jpg)
.thumb.jpg.7445e0cb0ad645ba24d71c45026e55ab.jpg)
-
Première imprimante multi-projets
xavpx en réponse au topic de xavpx dans Bien choisir son imprimante 3D
Je me suis mal exprimé. Le stringing qui me gênait est sur l'impression de la panthère ci-dessous. La figurine faite plus haut était celle présente dans la carte SD fournie avec l'imprimante. Pour la panthère... Il y a un peu plus de boulot... J'ai fait plusieurs "stress test" pour régler la rétractation. De gauche à droite : T° 200 ; Distance 1; Vitesse 40 T° 200; Distance 2; Vitesse 40 T° 200; Distance 4; Vitesse 40 T° 195; Distance 4; Vitesse 40 T° 190; Distance 4; Vitesse 40 J'ai ensuite lu que CURA avec quelques problèmes avec sa dernière version. j'ai donc essayé avec la 6.2. Toujours de gauche à droite : T° 190; Distance 1.5; Vitesse 45 T° 190; Distance 2.5; Vitesse 45 T° 190; Distance 4; Vitesse 45 T° 185; Distance 1.5; Vitesse 45 Les résultats sont nettement visibles, mais encore perfectibles. Et c'est la que ça coince... Je ne vois pas quoi faire de plus...

-
Première imprimante multi-projets
xavpx en réponse au topic de xavpx dans Bien choisir son imprimante 3D
Je reviens vers vous après réception de la bête, montage assez simple. J'ai pris mon temps, je n'ai rencontré aucune difficulté. Première impression plutôt bonne, mais ce n'est que mon avis. Je ne m'attendais vraiment pas à cela. j'attend vos remarques. J'ai lancé une "impression plaisir" pour faire un essai et je remarque la création de petits filaments parasites (cordage ?). Par où commencer corriger cela ? Je me permets de poser cette question ici, mes excuses si ce n'est pas adapté.







.jpg.dcda461f0858a265dead9f746066a11d.jpg)
.jpg.f2b1b1ba5694604ce2b2b9453f85b0c1.jpg)
.jpg.0f15c9ecf6bf7b2b0f91b255d3794e88.jpg)