Augustin_
-
Compteur de contenus
15 -
Inscrit(e) le
-
Dernière visite
Récompenses de Augustin_
")





-
Réapparition écrasement des 10 premières couches Ender 3
Augustin_ en réponse au topic de Augustin_ dans Discussions sur les imprimantes 3D
Bonne nouvelle ! Le problème est réglé, et il venait bien de la mécanique. J'ai remarqué que les deux montants verticaux était légèrement plus proche vers le bas (environ 0,5mm). Après avoir réajusté la platine supportant les galets à droite, j'ai pu pallié à cet écart, et le problème est parti ! Le portique était pourtant déjà très libre, même vers l'endroit des premières couches... J'ai aussi regraissé la vis et l'écrou, la graisse était parti après toutes ces manipulations. Merci beaucoup @Titi78 et @remibora , et bonne fin de week-end !! -
Réapparition écrasement des 10 premières couches Ender 3
Augustin_ en réponse au topic de Augustin_ dans Discussions sur les imprimantes 3D
Super, merci !! Je crois avoir compris comment fonctionne le start gcode, et celui que vous m'avez donné fonctionne parfaitement sur mon ender 3, mais malheureusement le problème persiste ... Aucune amélioration, il manque toujours 0,2/0,3 mm sur chaque impression.. J'ai l'impression que ce sont les premières couches qui ne remontent pas assez, et que ça se cumule, d'où le manque de hauteur. Ce qui est vraiment bizarre, c'est que cet écrasement est présent uniquement sur les premières couches... Je tente avec un écrou anti-backlash ? -
Réapparition écrasement des 10 premières couches Ender 3
Augustin_ en réponse au topic de Augustin_ dans Discussions sur les imprimantes 3D
Voilà le starter gcode de cura, dans " machine settings " : ; Ender 3 Custom Start G-code G92 E0 ; Reset Extruder G28 ; Home all axes G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish Merci beaucoup pour votre aide !! -
Réapparition écrasement des 10 premières couches Ender 3
Augustin_ en réponse au topic de Augustin_ dans Discussions sur les imprimantes 3D
Super merci, c'est bien cette dernière ligne du start gcode ligne que je supprime ? : G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish -
Réapparition écrasement des 10 premières couches Ender 3
Augustin_ en réponse au topic de Augustin_ dans Discussions sur les imprimantes 3D
Ok d'accord, vous savez comment le modifier dans Cura ? -
Réapparition écrasement des 10 premières couches Ender 3
Augustin_ en réponse au topic de Augustin_ dans Discussions sur les imprimantes 3D
Ok super !! Le start gcode fait partie du gcode ? Il faut donc le modifier avant chaque impression ? -
Réapparition écrasement des 10 premières couches Ender 3
Augustin_ en réponse au topic de Augustin_ dans Discussions sur les imprimantes 3D
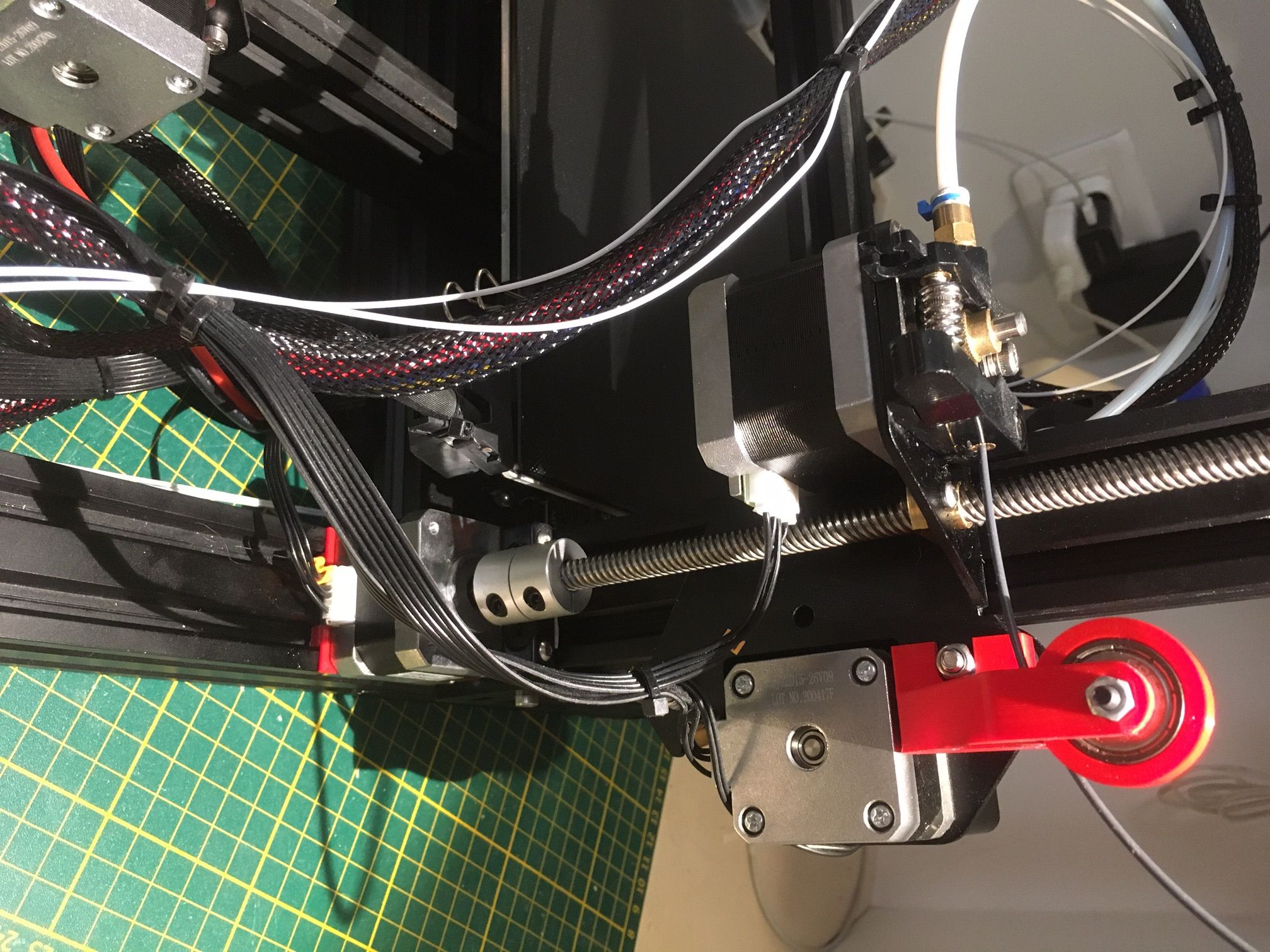
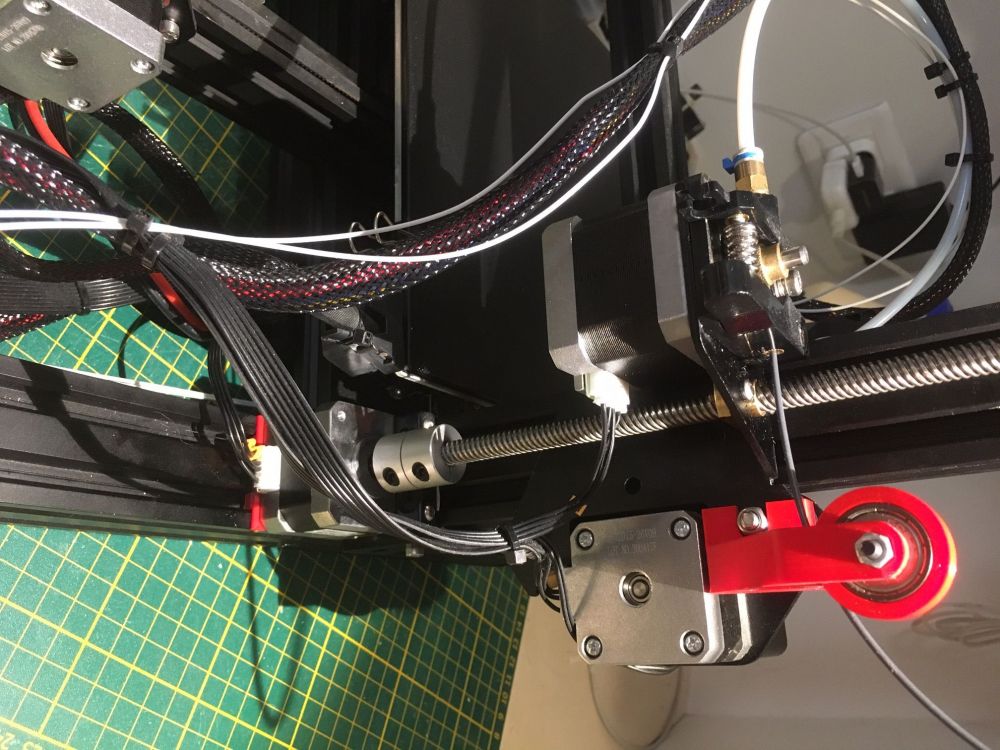
Bonjour, voici les photos du coupleur: Et le fichier avec les premières lignes du gcode: calibratrion cube.gcode.txt C'est un gcode de cube de calibration, que j'ai imprimé sur mon imprimante, et le problème était bien présent (comme sur toutes les impressions). Merci !!
-
Réapparition écrasement des 10 premières couches Ender 3
Augustin_ en réponse au topic de Augustin_ dans Discussions sur les imprimantes 3D
Bonjour @Titi78, Après avoir parfaitement aligné la vis suivant la notice, (le portique descend presque tout seul !), le problème n'est pas parti, mais il est quand même moins présent, il manque plus que 0,2mm à la place de 0.3mm qu'il manquait avant. Il n'y a aucun point dur sur la course du portique et la vis n'est pas voilée. Les excentriques me semble aussi bien réglés. J'ai ce problème depuis longtemps, mais il avait disparu pendant une semaine après avoir ajusté l'axe Z, je ne comprends pas pourquoi il ne part plus... Cela ne peut pas venir du moteur ou du software ? J'utilise mon imprimante pour des pièces techniques, je ne peux pas avoir des pièces aux mauvaises côtes et avec un débordement sur les premières couches... Merci pour votre aide en tout cas !! -
Réapparition écrasement des 10 premières couches Ender 3
Augustin_ en réponse au topic de Augustin_ dans Discussions sur les imprimantes 3D
Ok merci, je vais voir -
Réapparition écrasement des 10 premières couches Ender 3
Augustin_ en réponse au topic de Augustin_ dans Discussions sur les imprimantes 3D
@Titi78 Pouvez vous répondre à mon dernier message ? Merci beaucoup ! -
Réapparition écrasement des 10 premières couches Ender 3
Augustin_ en réponse au topic de Augustin_ dans Discussions sur les imprimantes 3D
Non, j'ai l'impression que tout est bien serré... En forçant la vis, le moteur fait monter le portique sans problème. Le problème n'est pas aléatoire, il revient à chaque impression, uniquement sur les premières couches. -
Bonjour, Il y a environ 2 semaines, j'avais réussi à régler un problème avec une sorte d'écrasement des 10 premières couches sur une ender 3, qui réduisait la hauteur total de l'impression et créait un débordement de plastiques, grâce à ce post: La personne m'avait conseillé d'ajuster correctement l'axe Z, suivant cet autre post: Et cela avait marché ! Habituellement, je réglais les galets sans enlever la vis, le chariot était donc trop dur. Mais après une dizaine d'impressions, le problème est revenu. Il était moins fort, il manquait 0,3mm a la place de 0,6mm qu'il manquait avant, mais je ne peut pas imprimer correctement. J'ai donc réglé un nouvelle fois l'axe Z, ce qui n'a rien changé cette fois. J'ai aussi refait le parallélisme de l'imprimante, selon la vidéo de CHEP: J'ai entre temps seulement imprimé des plaquettes pour le moteur de l'axe Z, afin de mieux aligner la vis. J'espère donc que quelqu'un pourra m'aider, je suis encore débutants en impression 3D, j'ai mon ender 3 depuis maintenant 6 mois. Je donc peut-être pas tout essayé, ni forcément tout bien réglé..
-
Ender 3 écrasement des 10 premières couches
Augustin_ en réponse au topic de challenger4444 dans Entraide : Questions/Réponses sur l'impression 3D
Bonne nouvelle !! Problème réglé ! J'ai réglé l'axe Z en enlevant la tige filetée ( ce que je ne faisais jamais avant ) et maintenant tout marche à merveille ! Merci pour votre aide ! -
Ender 3 écrasement des 10 premières couches
Augustin_ en réponse au topic de challenger4444 dans Entraide : Questions/Réponses sur l'impression 3D
Super merci, je vais aussi essayer cette aprem ! -
Ender 3 écrasement des 10 premières couches
Augustin_ en réponse au topic de challenger4444 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J'ai exactement le même problème sur mon ender 3, que j'ai depuis maintenant 6 mois, équipée de la carte mère silencieuse de Creality, avec le firmware d'usine. Je crois avoir le problème depuis que j'ai changé ma carte mère, peut être même avant. Ma première couche est parfaite, mais les couches suivantes sont aussi écrasées, réduisant la hauteur totale. Toutes les couches après sont irréprochables, sans sur- extrusion. J'ai ce problème depuis maintenant longtemps, et j'ai aussi essayé de nombreuses même solutions comme changer de slicer, régler les step/mm, changement de la sonde, vérification niveau mécanique, sans résultat. Je suis aussi preneur de toutes aides !! Merci