likeASecretDream
-
Compteur de contenus
28 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par likeASecretDream
-
- autre - Remplacement du lit chauffant pour CR-10 v2
likeASecretDream en réponse au topic de likeASecretDream dans Électronique
@pommeverte Salut pas de problème pour la réponse tardive Je vais regarder tout ça quand j'aurais un peu de temps. Je ne suis pas pressé non plus car j'attend la nouvelle mousse isolante du plateau que j'ai commandé. Merci pour ton aide ! -
- autre - Remplacement du lit chauffant pour CR-10 v2
likeASecretDream en réponse au topic de likeASecretDream dans Électronique
@pommeverte Hello Merci pour ta précieuse aide ! J'ai transféré le firmware sur la carte mère qui affiche à présent 7° pour le plateau, ce qui parait pas déconnant. D'après ce que je vois on est sur du Marlin 2.1.2.1 Il falloir que je fine tune le bazar et que je recompile tout ça j'imagine ? Encore merci pour l'aide apporté ! -
- autre - Remplacement du lit chauffant pour CR-10 v2
likeASecretDream en réponse au topic de likeASecretDream dans Électronique
Merci beaucoup, je vais essayé ça dès que j'ai un peu de temps -
- autre - Remplacement du lit chauffant pour CR-10 v2
likeASecretDream en réponse au topic de likeASecretDream dans Électronique
Aucune idée de comment faire ça je n'ai jamais compilé de firmware pour une imprimante 3D ... Je vais regarder ça, et du coup il va falloir que je rachète de quoi isoler thermiquement le plateau ... Dès que ça repart en marche j'imprime un boitier pour une une carte mère SKR ... Merci à tous pour vous réponses, ça m'a quand même bien aidé. -
- autre - Remplacement du lit chauffant pour CR-10 v2
likeASecretDream en réponse au topic de likeASecretDream dans Électronique
Comme je le disais, branché ou pas branché ça ne change rien : Ça affiche 320°. En fait, au niveau de la CM la résistance au niveau du connecteur est de 2.5 Ohms. Sur l'ancienne carte mère je mesure environs 5KOhm. Le court-circuit est donc sur la carte mère ... Le mec qui me la vendu en prétendant qu'elle fonctionnait m'a vraisemblablement menti ... EDIT: Et du coup j'ai écrit à Creality mais je ne me fais pas trop d'illusion ... -
- autre - Remplacement du lit chauffant pour CR-10 v2
likeASecretDream en réponse au topic de likeASecretDream dans Électronique
Merci pour la réponse rapide Sur Ali Express la compatibilité n'est pas forcément indiqué. Les plateau sont hors de prix et cela s'ajoute les taxe / frais de livraisons depuis la chine ... Il n'y a pas de SAV, le modèle de l'imprimante n'est même plus sur le site de Creality. Pour la résistance du plateau j'ai 2.5 Ohms Pour la résistance de la sonde j'ai 140K Ohms J'ai également mesuré au niveau du connecteur de la CM il n'y a pas de faux contact. Avec une sonde neuve j'ai les mêmes valeurs, le problèmes viens donc de la carte mère je pense ... Au niveau du firmware peut-être ... Au niveau de la borne de la sonde, sur la CM il y a une résistance de 2.5 Ohm ... Je pense que ça viens de là le problème ... Sur les autres borne de thermistance la resistance est à ~4 KOhm ce qui a plus de sens ... -
- autre - Remplacement du lit chauffant pour CR-10 v2
likeASecretDream a posté un sujet dans Électronique
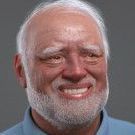
Ce fil de discussion est la suite de mes aventures commencés sur Stack Exchange où l'on découvrait comment il n'est pas possible de réparer une carte mère prise dans un arc-électrique... La carte mère a été laborieusement remplacé et comme les problèmes ne viennent pas seuls le plateau chauffant ne semble plus fonctionner non plus suite à la panne d'origine. La sonde affichant 318° ... J'ai un peu de mal à croire que la résistance du plateau soit endommagé. Les soudures semblent encore bonne donc je dirais que c'est la sonde le problème. Est-ce que quelqu'un peut mesurer pour moi la résistance attendu au borne de la résistance chauffante du plateau ? Ainsi que la résistance de la thermistance à température ambiante ? À titre de comparaison, pour pouvoir peut-être identifier l'origine de la panne. Sinon, il semblerait que les plateaux chauffant pour Creality CR-10 v2 ne sont plus produits. Avez vous connaissance d'un modèle compatible que je pourrais idéalement commander en europe ? Également, s'il y a des soudures à refaire, j'ai peur que ça crée des point de chauffe à l'endroit où le courant passe pendant l'impression ... Merci d'avance pour votre aide !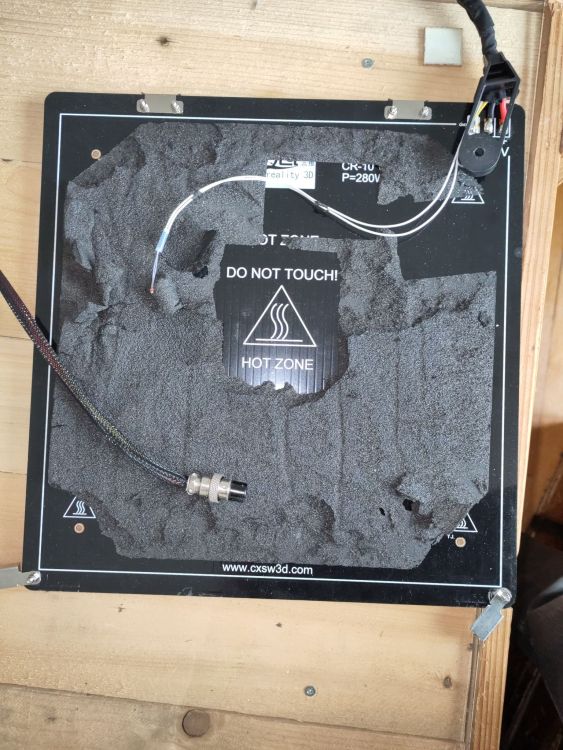
-
Calibration foireuse
likeASecretDream en réponse au topic de likeASecretDream dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, oui tout à fais, j'ai corrigé le step/mm. Entre temps, j'ai refais une calibration. Maintenant le step/mm est réglé à 104 et des poussières. L'extrudeur multiplier, lui est réglé à 92.7 En fait je confondais les deux valeurs. C'est à dire qu'avant, je ne touchais pas à l'extrudeur multiplier et que je modifiais uniquement le step/mm. Entre temps j'ai découvert que le ventilateur de refroidissement du heatbreak ne fonctionnait pas correctement. Il y a avait un faux contact, j'ai du faire une soudure. Ce qui explique bien des choses... À présent, j'ai des résultat significativement meilleur, même si ça bouche encore de temps à autres, j'ai l'impression maintenant que c'est plus à cause d'un mauvais niveau du plateau et / ou distance de rétractation trop élevé. D'ailleurs, j'ai diminué la distance de retractation. Je suis passé de 8mm à 4mm. Ça à l'air également de fonctionner mieux. Hier j'ai pu imprimer sans problème avec une très belle finition une pièce de calibration de 15cm de hauteur. Et là je suis en train d'imprimer une pièce complexe, pour le moment RAS. Nous verrons. A priori le problème est résolu. Merci pour votre aide -
Calibration foireuse
likeASecretDream en réponse au topic de likeASecretDream dans Entraide : Questions/Réponses sur l'impression 3D
Ok, donc ça je l'avais déjà fait en fait, cf mon premier message. -
Calibration foireuse
likeASecretDream en réponse au topic de likeASecretDream dans Entraide : Questions/Réponses sur l'impression 3D
Bon je viens de me rendre compte que je confond Step/mm et extrusion multiplier... En réalité, le nouveau ratio que j'obtiens pour le test du thin wall doit être rentrer dans le slicer, et non pas dans le firmware de l'imprimante? Je ne dois plus toucher au step/mm une fois qu'il est réglé, donc? -
Calibration foireuse
likeASecretDream en réponse au topic de likeASecretDream dans Entraide : Questions/Réponses sur l'impression 3D
Hmmm, non, je ne crois pas. Comment je dois faire ça? Les steps par mm c'est pas pareille que le réglage du flow? EDIT : Je ne l'ai pas précisé, mais je me suis assuré de la correspondance du diamètre réel du filament de la bobine avec celle rentré dans sl1cer. 1.75mm en l'occurence. -
Calibration foireuse
likeASecretDream a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Donc, me revoilà, de retour avec ma Creality cr-10 v2 possédé par le démon. Et mon plastique SUNLU lui aussi possédé par le sheitan. Du PETG. J'imprime à 235° tout le long. 80° / 75° pour le bed. Ayant finalement réussi la titi's procédure. Je n'ai plus de problème de plastique qui dégouline entre la buse et le bloque de chauffe. J'ai toujours des bouchons par contre... J'ai acheté un pied à coulisse avec une précision au centième de millimètre pour pouvoir calibrer et tester tout ça proprement. J'ai réalisé le teste du thin wall avec ça : https://www.thingiverse.com/thing:146232 Mode vase spiralé activé dans sl1cer. Hauteur de layer réglé à 0.2mm et diamètre de filament déposé attendu à 0.4mm. Résultat... L'épaisseur mesuré du mur est de 0.27mm... (Naturellement, j'ai calibré au par avant le flow en comme indiqué ici en partie A: Pour rigoley, j'ai imprimé un autre cube vide. Plus épais. La pièce est impeccable. Mais ses dimensions ne sont pas tout à fait correcte. j'attendais 25mm³ et j'obtiens 25.17 * 25.15 sur X et Y et 25.34 sur Z Bon, c'est pas le drame me dis-je. La pièce est très belle. Pour rigoley une seconde fois, j'ai imprimé une pièce plus sérieuse, pour voir. Sans augmenter le débit qui devrait compenser cette sous extrusion apparente sur la première pièce (celle du teste du thin wall). BIM. Ça se bouche bout de la 4éme couche. Du coup je suis moyennement chaud à augmenter de 148% l'extrusion flow... Qu'est-ce que je fais? Merci par avance. -
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
likeASecretDream en réponse au topic de likeASecretDream dans Creality
... Bonne fête également. ^^' -
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
likeASecretDream en réponse au topic de likeASecretDream dans Creality
Pour le remède thingiversien, il faudrait déjà que j'arrive à imprimer quelque chose... Ensuite, si le tube remontait, même un peu, je devrais avoir des traces de plastique sur la surface de contact de la buse, non? Hors ce n'est pas le cas. Ni sur la buse, ni sur le bout du tube PTFE. -
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
likeASecretDream en réponse au topic de likeASecretDream dans Creality
Ok donc pour la procédure de titi, je pense qu'on ai bon, dans la mesure où ça imprime pendant un temps raisonnable, sans faire de blob du tout. Mais ça se bouche. Quand je démonte. C'est un bouchage net DANS le tube ptfe. La buse est niquel, et le bout du tube ne montre pas de signe de plastique. M'est avis que le décollement (warping) de la pièce, même léger, entraîne localement une surpression au passage de la buse. Cette pression s'accumule, et finit par tout boucher. J'ai utilisé le babystepper pour relever un peu la buse, en prévention, mais ça n'a pas fait le job. Du coup, quand vous avez du warping, vous arrêtez l'impression? Où vous continuez? Tout ça me ramène à l'objet initial de mon post. J'ai quand même l'impression qu'il y a un sérieux problème de refroidissement. Pourtant les ventilos semblent tourner à fond (le bruit me gène pas, et en l'occurence, ça fait du bruit). -
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
likeASecretDream en réponse au topic de likeASecretDream dans Creality
Oui, j'avais bien compris, mais là c'est vraiment comme si ça bloquait parce que trop large. Et je nettoye avec le tube d'origine oui. -
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
likeASecretDream en réponse au topic de likeASecretDream dans Creality
Pour la déformation du tube PTFE, indépendament des marques du pneufit, je constate que le tube galère à rentrer dans le bloque de chauffe, comme si il s'était dilaté. Même en enlevant le filament. Est-ce ce genre de déformation dont parle titi qui signale que tube est foutue? Parce que les blocages que j'avais, sans parler des blobs, ça pourrait venir de ça aussi. Le tube est clairement plus épais, laissant moins de place pour le plastique pour circuler. Qu'est-ce qui fait ça? Les tubes capricorne sont pas censé résister à de hautes température? Parce que c'est pareil, si le tube décède au bout de 4 ou 5 tentative d'impression de moins de 15 minutes... Ça va pas l'faire comme on s'en doute. -
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
likeASecretDream en réponse au topic de likeASecretDream dans Creality
Je n'ai pas de scalpel, je vais essayer avec une pointe de compas. Mais pour le plastic dans le pas de vis du bloc de chauffe? C'est à dire? Et dans l'hypothèse où la manip fonctionne, combien de temps je peux espérer que ça tienne avant le prochain bouchage? -
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
likeASecretDream en réponse au topic de likeASecretDream dans Creality
J'ai donc passé toute l'après midi, jusqu'à maintenant à Réaliser la procédure de titi (pas au doigt mouillé, n'est-ce pas, parce que nous sommes des gens sérieux) Ajuster le plateau. Tester Constater que ça se bouche au bout de 10-15 minutes et que ça blob. Me faire couler un café (déca, sinon mon cœur va lacher à force) Relire la procédure de titi. Recommencer. J'ai bien du faire ça 10 fois aujourd'hui. Je ne comprend pas. Serais-je si maladroit que ça? Suis-je incapable de lire un protocole? L'histoire ne le dit pas. Quand le blob se forme, ça dégouline sur le pas de vis. Est-ce que ça aussi il faut le nettoyer? Si oui comment? parce que manipuler le bloc de chauffe ou la buse brûlante, ça me parait quand même périlleux. Pour le nettoyage, je m'assure que le bout du tube est bien plat et lisse, que la surface de contact est bien perpendiculaire à l'axe du tube. En triturant un peu, je parviens à nettoyer la surface de contact de la buse. Mais pour le pas de vis. je vois pas bien comment faire. Quand la marque du pneufit est bien visible sur le tube PTFE, à force de monter/démonter, faut-il s'en inquiéter et changer le pneufit ou le tube? Parce que ces marques sont bloquantes : L'emprunte du pneufit crée des aspérité sur le tube qui rend sa mise en place laborieuse. Dans le cas où il faut changer le tube, à 15-20 euro le tube capricorne, si à chaque fois que ça se bloque je dois le changer parce que le pneufit laisse immanquablement des marques, ça va commencer à me coûter cher. Sachant que le tube actuel est neuf... Tout ça pour dire que ça n'arrive même plus à m'énerver. Si l'un d'entre vous à encore des pistes, des conseilles, je suis toujours preneur, sinon, merci pour votre patience et votre aide. Je pense aller dans tous les cas dans un fablab local, ramener mon imprimante, et voir ce que je peux faire avec des gens sur place. -
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
likeASecretDream en réponse au topic de likeASecretDream dans Creality
Oui, j'ai bien remit la bague, et j'ai bien appliqué la méthode de titi. Avant j'avais des bouchons dans le tube PTFE, et maintenant j'ai des bouchons ET des blobs sur la buse. À ce stade de l'histoire, ce problème de hauteur me semble être la meilleur piste. À mon avis, j'ai pas encore le doigté pour ça. Le fait d'avoir utilsé un carton semble avoir un peu amélioré la situation, en ce sens que ça force la buse à être un peu plus haute. Mais en même temps, si elle est trop haute, c'est pas top niveau adhérence. -
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
likeASecretDream en réponse au topic de likeASecretDream dans Creality
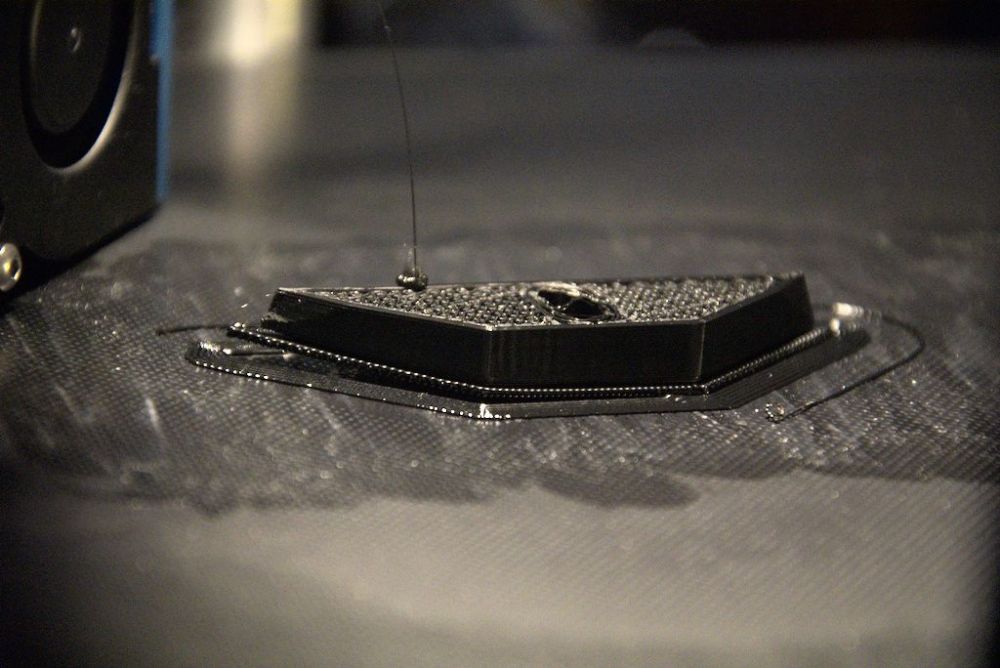
Ce thread devrait être renommé en quelque chose comme "Difficulté d'impression PETG Sunlu / CR10v2". Merci par avance si un modo passe par là Donc là, j'ai recalibré la hauteur du plateau avec un bout de carton. Temperature pour la première couche 235 / 80 Temperature pour le reste 232 / 75 Longueur de rétractation : 3mm Vitesse de rétractation : 40mm/s Extrusion flow réglé au doigt mouillé à 92,25. Je préfére une piece imprimé, un peu moche, sous extrudé qu'une piece foutue et pas terminé à cause d'un blocage... À 30% d'impression de la pièce, du plastique dégouline entre la buse et le bloque de chauffe, formant un blob. Naturellement, ça se bloque... La buse peut-elle être réutilisé après ça? C'était pourtant bien partie (avant je n'arrivais jamais à 5% ou 6%), cependant vers la 3éme ou 4éme couche, ça commençait un peu à se décoller. je me doutais que ça allait partir en vrille, mais je me suis dit que j'allais tenter quand même. Here we are...
-
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
likeASecretDream en réponse au topic de likeASecretDream dans Creality
je n'ai pas de pied à coulisse suffisamment précis pour faire une calibration avec un cube en vase. La précision, max que je peux atteindre avec mon pied à coulisse c'est 1/10 de millimètre. Du coup, pour la dernière fois que j'avais mesuré, j'avais 0.4mm +/- 0.1mm. Mais ça ne nous aide pas vraiment je crois... ^^' -
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
likeASecretDream en réponse au topic de likeASecretDream dans Creality
@Idealnight C'est déjà ce que je fais, à l'exception du réglage du z-offset. Quand je regarde l'impression de la première couche, la buse me semble être à une hauteur tout à fait raisonnable. À l'exception des "ripples" qui apparaisse très vite et des bouchons, tout semble normal... Oh Wait... Mais du coup, je ne comprend pas à quoi sert le réglage du z-offset dans le slicer, si c'est bien de ça qu'on parle, si on fait réglage du niveau du plateau à la main? -
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
likeASecretDream en réponse au topic de likeASecretDream dans Creality
Quel longueur et vitesse de rétractation tu me suggère? Pour l'extrusion flow, en réalité, je suis un tout petit peu en sous extrusion (je devrais être à 100.04, ça fais une grosse différence ? ). je ne calibre pas en imprimant un mur, mais en entraînant 10cm de filament, et je regarde quel longueur est effectivement entraîné. Et de là je déduit un extrusion flow avec un produit en croix. Pour la hauteur du plateau je fais passer une feuille entre la buse et le plateau et je règle de sorte qu'ont sente que ça gratouille gentillement, mais que ça n’accroche pas. Je met également de la colle, je vois pas bien ce que je peux faire de plus pour le réglage de la hauteur :/ -
Remplacement des ventilateurs de l'extrudeur de ma CR-10v2
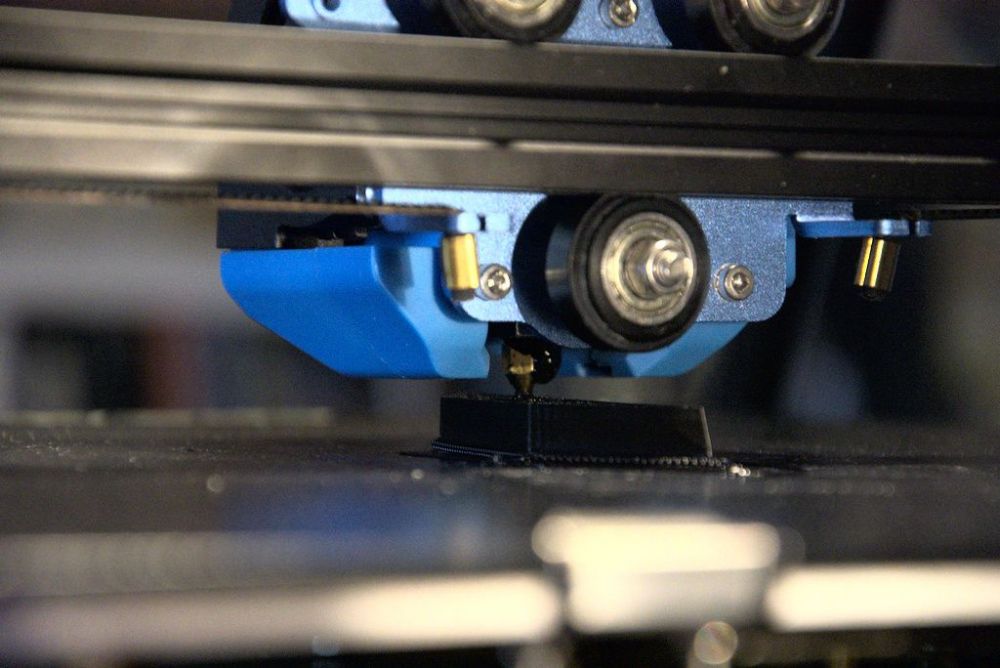
likeASecretDream a posté un sujet dans Creality
Comme j'aime vivre dangereusement, je m’emploie à imprimer du PETG. J'ai constamment des bouchons dans le tube PTFE (ça et de grosse difficulté d'adhérence de la première couche, mais c'est un autre sujet...) . J'ai testé de nombreux réglages, suivit la procédure de Titi pour le remontage de la buse, rien n'y fais. Je soupçonne que la haute température d'impression du PETG fais que la chaleur remonte dans le tube, épaissi le filament et finalement bloque tout, puisque vraisemblablement, le refroidissement n'est pas assez fort. Je ne vois que ça : J'ai déjà changé plusieurs fois le tube PTFE capricorne. J'ai complètement remplacé le bloque d'extrusion par un tout neuf de chez Creality, et dès que la buse laiton commence à tirer ne serait qu'un peu la gueule, je la remplace immédiatement... Mon setting actuel est PETG Sunlu noir 235°/ 80° Extrusion flow : 100% 6mm de rétractation 20mm/s pour la vitesse de rétractation Tube capricorne neuf Donc, est-il possible d'augmenter sensiblement le voltage des ventilateurs de l'extrudeur, sans tout casser? Faut-il remplacer tout le bloque d'extrusion avec quelque chose de plus efficient? Y-a-t-il des modèles de ventilateurs que vous me conseilleriez pour le bloque d'extrusion? Dois-je basarder par la fenêtre mon imprimante 3D? Mon filament? Les deux? Merci par avance.