Furcow
-
Compteur de contenus
85 -
Inscrit(e) le
-
Dernière visite
Récompenses de Furcow
")





-
Merci pour ta réponse. J'ai été pas mal occupé ces derniers temps et j'avais donc dû mettre ca un peu de côté. Je vais voir ce que ca donne en suivant tes conseils, en espérant en fin réussir un scan "potable". ++ Clément
-
Sur n'importe quel Windows. Suivant les réseaux, les logiciels utilisés et appareils connectés / utilisés, cela peut poser des problèmes d'accès ou de restaurations. Les caractères avec accents sont considérés comme des caractères spéciaux. ++ Clément
-
Bonjour, Il faut aussi éviter les accents dans le noms des fichiers (ex: "é"), un peu comme sous windows mais bon... ++ Clément
-
Bonjour, Je me permet d'ouvrir ce post concernant l'utilisation du scan Revopoint pop2. Mis à part la pièce de test fournis avec, je n'arrive pas à obtenir de résultat exploitable avec ce scanner. J'en suis à croire que le fichier 3d de la pièce de test est déjà en mémoire dans l'appli... Bref. Donc j'ai fait des test sur 2 pièces différentes, de tailles moyenne 40 x 40 x 6 cm environ, avec une lumière diffuse, non brillant et avec toute une série de marqueurs (gommette). En mode "détail", le scan débute correctement mais il a tendance à rallonger les formes. Rallonger les formes rectilignes ou les formes en arc de manière exagérée. Au lieu de faire 40 cm de long, elles passent à 1m (d'après la visualisation, je n'ai pas mesuré le modèle obtenu) et pour les zone en arcs de cercle, pareil, ils sont rallongés, jusqu'à faire des tours sur eux même et faire un cercle complet... En mode "marqueur", c'est simple, l'acquisiton se passe bien, mais au moment de compiler les données, j'ai toujours le message d'erreur pour la fusion des points... Pour des 2 modes, j'ai essayé à chaque fois en utilisant le plateau tournant ou en tournant moi autour de la pièce. J'ai l'impression que ca se passe un peu mieux avec le plateau tournant mais le résultat reste inexploitable... En lisant le forum, je vois que personne ne rencontre ce genre de soucis alors je suis à me demander si je n'ai pas un problème de gyroscope... Avez-vous des conseils, retour sur expérience? Merci d'avance. ++ Clément
-
[Anycubix mono X 4K] [Lychee] pièces collées au FEP et détachées des supports - le retour
Furcow en réponse au topic de ormaa dans Les imprimantes 3D SLA
Bonjour Ormaa, Je ne sais pas ce qu'il en est des autres, mais perso, ca fait un moment que j'ai banni les résines translucides... Je pense qu'au vu de la saison, ton problème ne vient pas de la température ambiante, mais niveau parramètre, je resterais avec tes UV à 50% (résine translucide oblige) et j'augmenterais un peu le temps d'exposition à 2.3sec. Pour les vitesses de levée, la réduire produit parfois les effets inverses désirés, pour décoller l'impression du FEP, des fois, c'est comme les sparadras, si tu le fais trop doucement, c'est pire qu'un bon coup sec... Niveau disposition, moi je n'aime pas trop les longs renforts, donc peut-être légèrement diminuer l'inclinaison de ta pièce sur le plateau, mais bon, apparemment, ton impression n'arrive pas encore jusque là... Pour les pieds des supports, j'ai aussi pris l'habitude de faire des rafts. Pour le slicer, au risque de m'attirer les foudres d'une partie, as-tu essayé avec LycheeSlicer? J'utilise exclusivement celui-ci... Bien, pas bien... GL&HF ++ Clément -
Problème bulle d'air - Elegoo Saturn
Furcow en réponse au topic de dgallet2 dans Les imprimantes 3D SLA
Bonjour, Une question que je me pose, qu'est ce qui a changé depuis que t'as ce problème? Je suppose que c'est la même résine, les même réglages... Où est ton imprimante? Est-ce que la température ambiante est la même? La température de ta résine? A la fin de ton impression, est-ce que ta pièce est parfaitement collé sur ton plateau? Ou les bords de ta pièces sont légèrement décollés du plateau? Edit: Je suppose que tu imprimes ta pièces directement à plat sur ton plateau. As-tu essayé d'imprimer avec des trous "d'évent"? ++ Clément -
En voyant tes pièces, je dirais également que tes supports ne sont pas assez denses, personnellement, j'en ferais de taille moyenne mais plus nombreux. Pour les paramètres d'impression, j'ai trouvé ca: D'après ces paramètres fournis par Resione, ton temps d'exposition est légèrement trop faible. ++ Clément

-
Bonjour, Avant même regarder tes paramètres d'impressions, peux-tu nous donner plus de détails sur ta pièces. Ce genre de soucis pour venir de beaucoup de choses et pour pouvoir y donner une réponse, il faut aussi voir la forme de la pièce, son orientation durant l'impression, les supports... Bref, avec ce que tu nous donnes comme informations, pas possible de te donner une réponse... ++ Clément
-
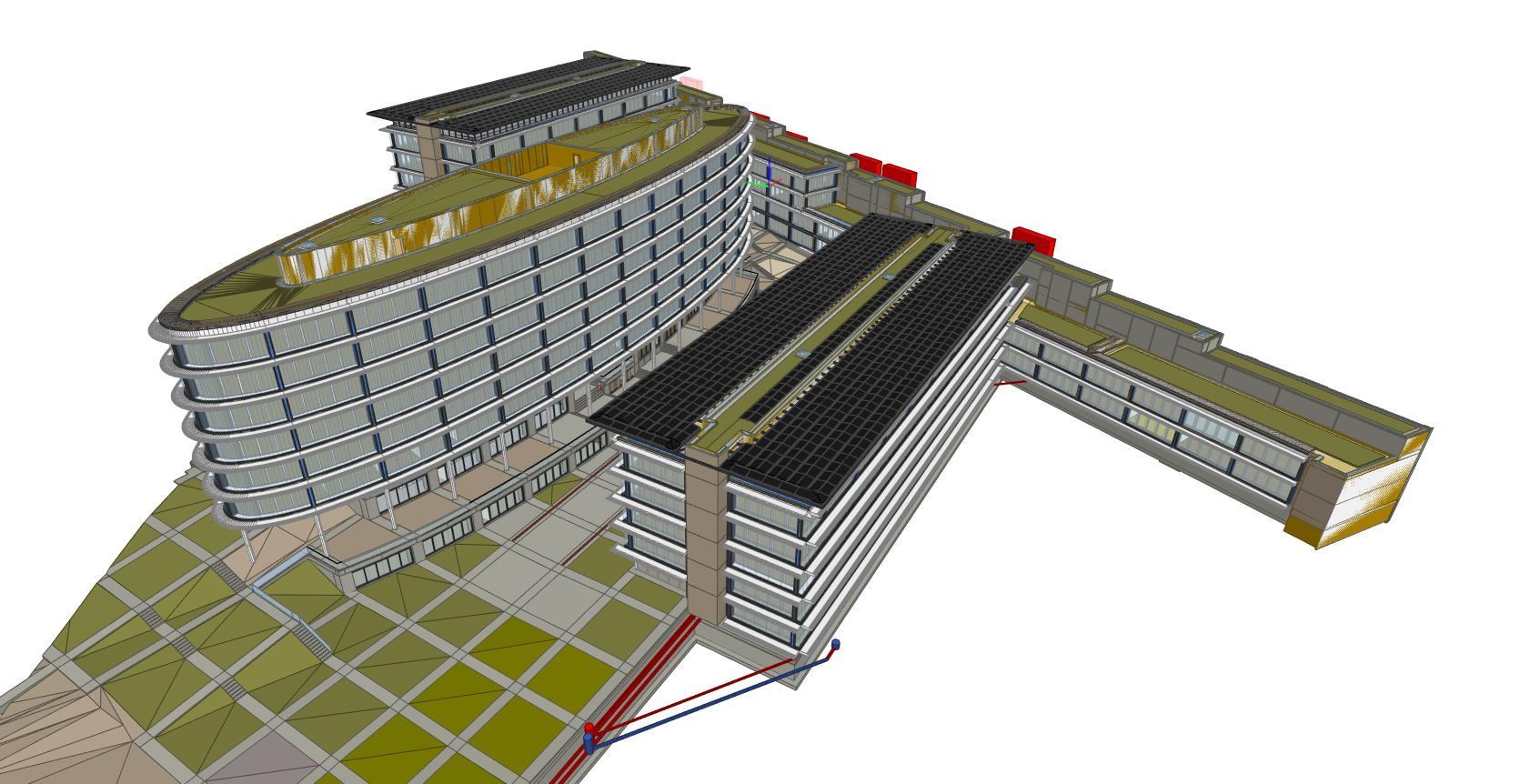
Faire une enveloppe d'un objet 3D (Fichier IFC)
Furcow en réponse au topic de Furcow dans Dessiner / modéliser en 3D
Merci pour vos réponses. Mon fichier STl fait 1.4Go... Je vais essayer Netfabb ++ Clément -
Faire une enveloppe d'un objet 3D (Fichier IFC)
Furcow en réponse au topic de Furcow dans Dessiner / modéliser en 3D
Je suis entrain d'essayer de l'exporter en STL avec Hicad mais vu la taille du fichier ca prend pas mal de temps (plus de 100'000 objets). Le soucis c'est les espaces "vide" dans le modèle, vu que c'est un bâtiment. Comment récupérer l'enveloppe externe et remplir le tout... J'attends déjà de voir le résultat de l'exportation -
Faire une enveloppe d'un objet 3D (Fichier IFC)
Furcow a posté un sujet dans Dessiner / modéliser en 3D
Bonjour, Pour un projet sur lequel je travaille, on aimerait faire un impression 3d miniature sur la base d'un fichier IFC. J'ai donc le modèle 3D en format IFC et je souhaiterais avoir l'enveloppe externe de cet objet et évidemment, "plein" pour pouvoir faire une impression 3d... Quelqu'un saurait comment procéder? Si ca se trouve c'est tout simple, mais je ne trouve pas comment procéder... Merci d'avance pour votre aide. ++ Clément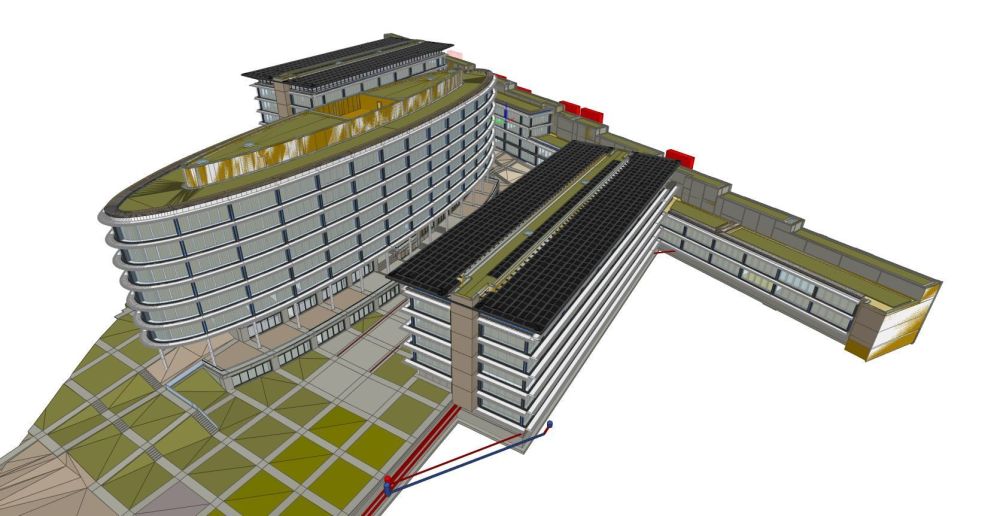
-
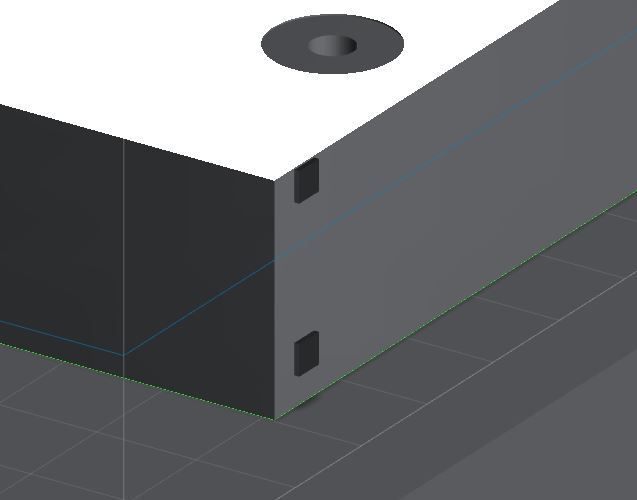
Problèmes de trous et de supports
Furcow en réponse au topic de manu_tella dans Les imprimantes 3D SLA
Bonjour, Pour les trous, celui en bas, ce n'est pas le plus important, il l'est pour laisser la pièce "s'égouter" mais le plus important doit se faire dès les premières impressions de couches comprenant ton évidemment, pour éviter l'effet ventouse de ta pièce sur le FEP, ce qui aurait pour effet de décoller ton impression du plateau ou qu'un couche (ou une partie d'une couche) reste au fond de ton bac. Exemple ici de trou que j'ai fais dès la base de mon évidemment, trou orienté sur le côté vue que ma pièce était imprimée directement sur mon plateau, sans surélévation: Second trou pour l'égoutage: La collerette sur tes premières couches est dû à la surexposition des premières couches, surexposition que tu ne peux pas éviter. Tu peux éventuellement compenser en faisant un chanfrein sur tes embases. ++ Clément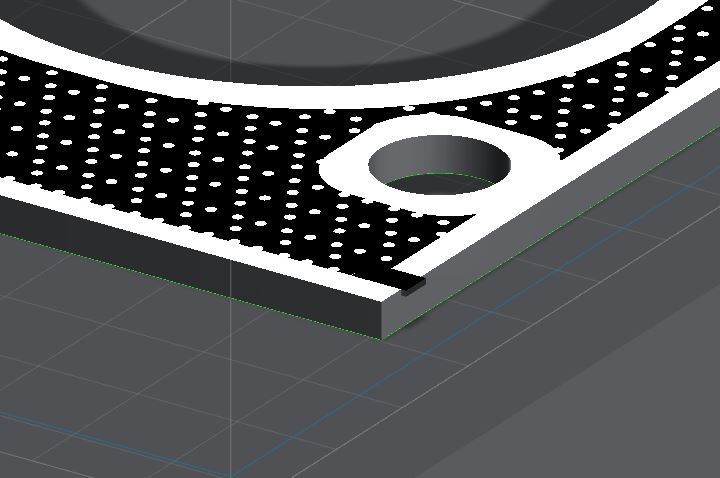
-
Pièce collante - Résine flexible Liqcreate
Furcow en réponse au topic de Furcow dans Les imprimantes 3D SLA
En règle général, les shore "A" sont +/- souples et les shore "D" sont +/- dur. J'utilise cette résine pour des pièces devant résister à des serrages, des chocs. Elle a effectivement une certaine souplesse tout en étant très résistante. Elle est chère mais c'est la meilleure résine que j'ai utilisé jusqu'à présent. ++ Clément
-
Pièce collante - Résine flexible Liqcreate
Furcow en réponse au topic de Furcow dans Les imprimantes 3D SLA
Bah, ce ne serait pas trop compliqué à mettre en place, je pourrais utiliser la bouteille de mon post à souder. Ils en parlent ici: How to process and choose the best flexible 3D-printing resin? (liqcreate.com) Eux parlent d'un traitement de durcissement en chambre d'azote... Perso, je trouvais ca plus compliqué... Concernant ton tableau de paramètres, je suis partie de celui-ci aussi. Pour la Tough-X, la Strong-X et la Premiun Black, aucun soucis. Pour la Flexible-X, j'ai juste passé le temps d'exposition de 13 à 15 sec. J'avais aussi posé la question de la possibilité de faire des mélanges, ils m'avaient répondu que toutes leurs résines étaient compatibles entre elles... ++ Clément -
Resione M70 + Mono X = Accroche impossible
Furcow en réponse au topic de Donald3d dans Les imprimantes 3D SLA
Bonjour Donald, Je ne sais plus où j'avais eu ce tableau (sur le site Resione?) mais pour une Mono X, c'est les UV à 60% et pour le reste: Sinon, la température est effectivement un paramètre très important mais aussi la préparation de ton plateau, bien le nettoyer et le dégraisser. ++ Clément