cidrixx
-
Compteur de contenus
22 -
Inscrit(e) le
-
Dernière visite
Récompenses de cidrixx
")





-
Content que tu aies pu résoudre ton problème. C'est vrai que j'essaye toujours d'être au plus bas pour la température, ça me permet aussi de minimiser le stringing. Par contre effectivement c'est bizarre que tu aies besoin de descendre aussi bas en T° pour le même filament. Peut-être une histoire de calibrage (le truc du pid) ou la sonde qui déconne ?
-
Salut @tladlo, Il y a quelque temps, j'ai profité d'avoir la 2eme tête pour me préparer une avec buse 0.4 et une autre en 0.8 pour imprimer des plus grosses pièces nécessitant moins de détails. Bref, j'ai constaté à nouveau ce type de problème dans certains cas et je me suis dit que puisque j'allais bricoler c'était l'occasion de désosser complètement mes têtes d'impression. ça m'a permis de me rendre compte que parfois le bout de ptfe à l'intérieur du hot end n'était pas toujours assez long, ou qu'il était mal placé (comme suggéré par @Greg² plus haut dans ce post). Ce qui faisait que la buse n'était pas suffisamment en contact avec ce tube justement. Alors peut-être qu'il y a d'autres raisons, mais j'ai tout démonté, nettoyé, refait les tubes à la bonne longueur, remonté, recalibré l'imprimante, etc. Et je n'ai plus le problème. Après, ce qui joue énormément c'est le paramétrage du slicer. Clairement, quand j'ai des résultats très différents en fonction du logiciel utilisé et de son paramétrage (Cura / PrusaSlicer / Simplify3D), y compris ces petits "craquements" ressemblant à des bulles qui éclatent. De toute façon, si j'augmente trop la retraction pour essayer de diminuer le stringing, les mini bulles reviennent (enfin on parle de grosses valeurs hein ). Donc j'essaie en permanence de trouver le bon compromis entre "nettoyage des cheveux d'ange" et qualité de l'impression sans bulles... Pour conclure, si le phénomène est arrivé sans que tu n'aies rien changé dans tes paramètres de slicer, je ne saurais que trop te conseiller de commencer par un démontage complet de ta tête pour vérifier / nettoyer les différentes parties (surtout le ptfe interne du hotend et/ou la buse). Bon courage.
-
Hello. J'ai pris la mienne en mono et je te confirme que tu devrais avoir le câble présent même en mono...

-
Bah maintenant que l'autre hotend est dans le tiroir, je vais pouvoir prendre le temps de tout démonter pour essayer de trouver la cause...
-
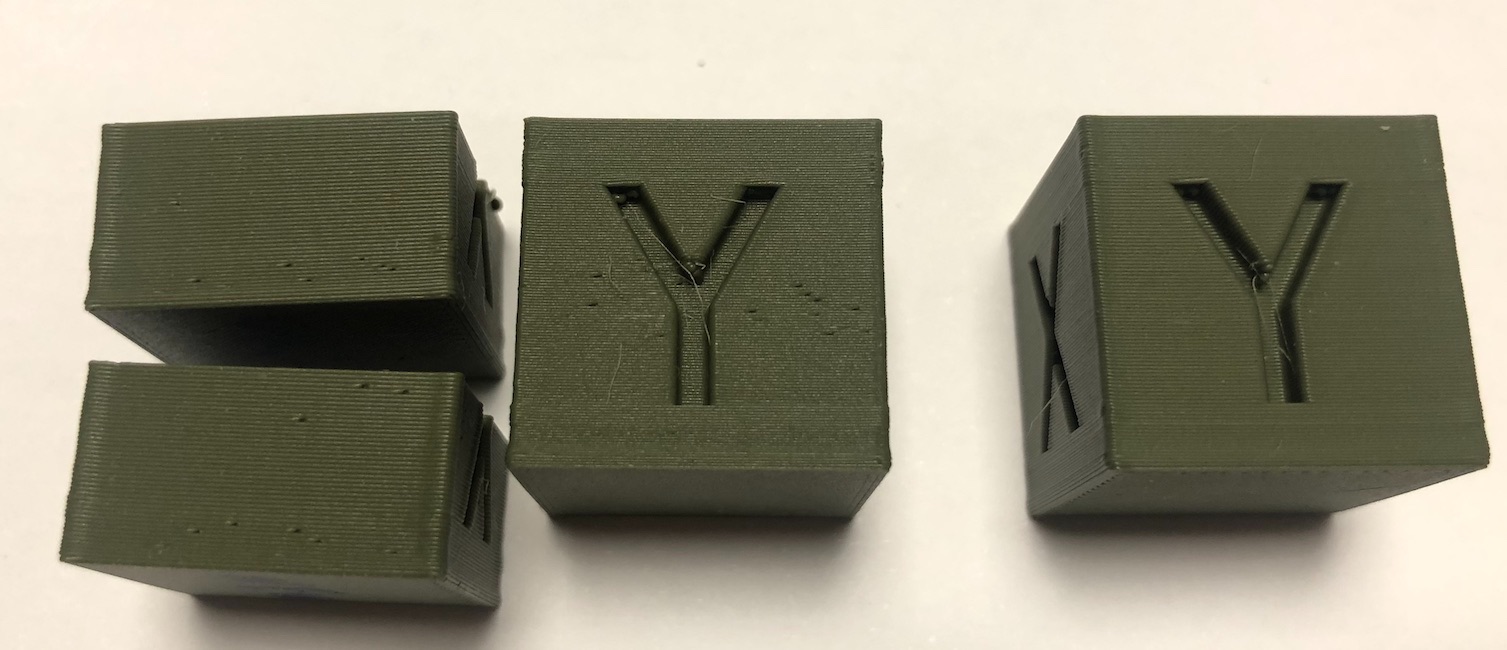
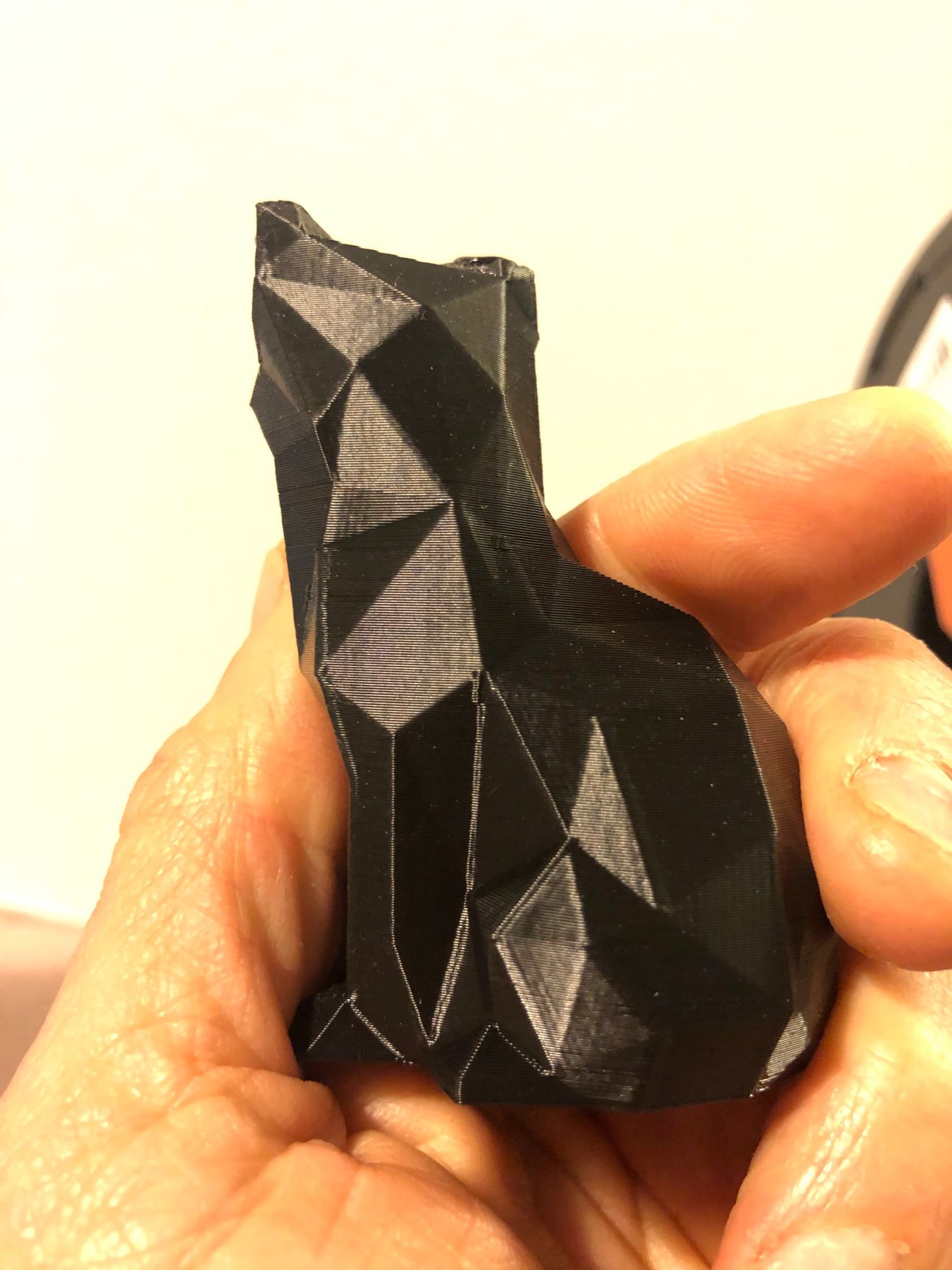
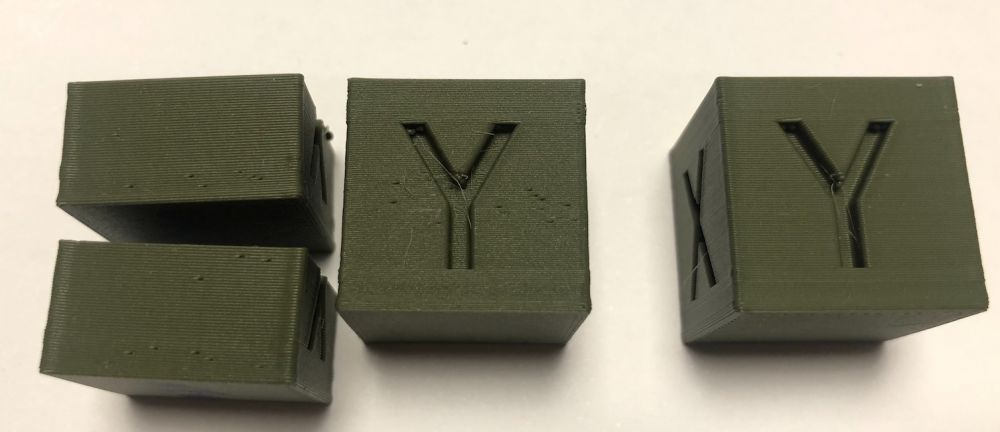
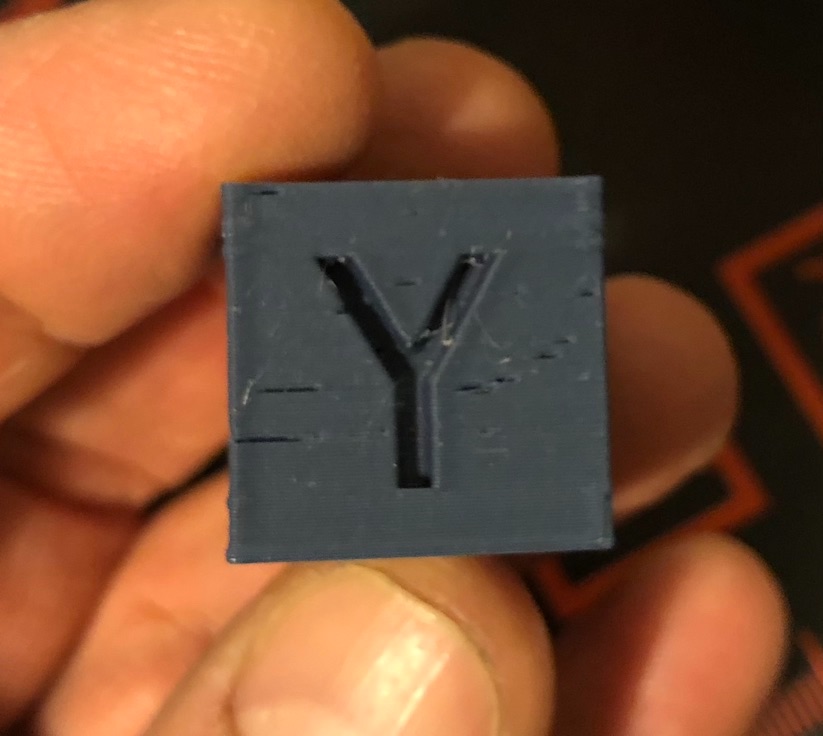
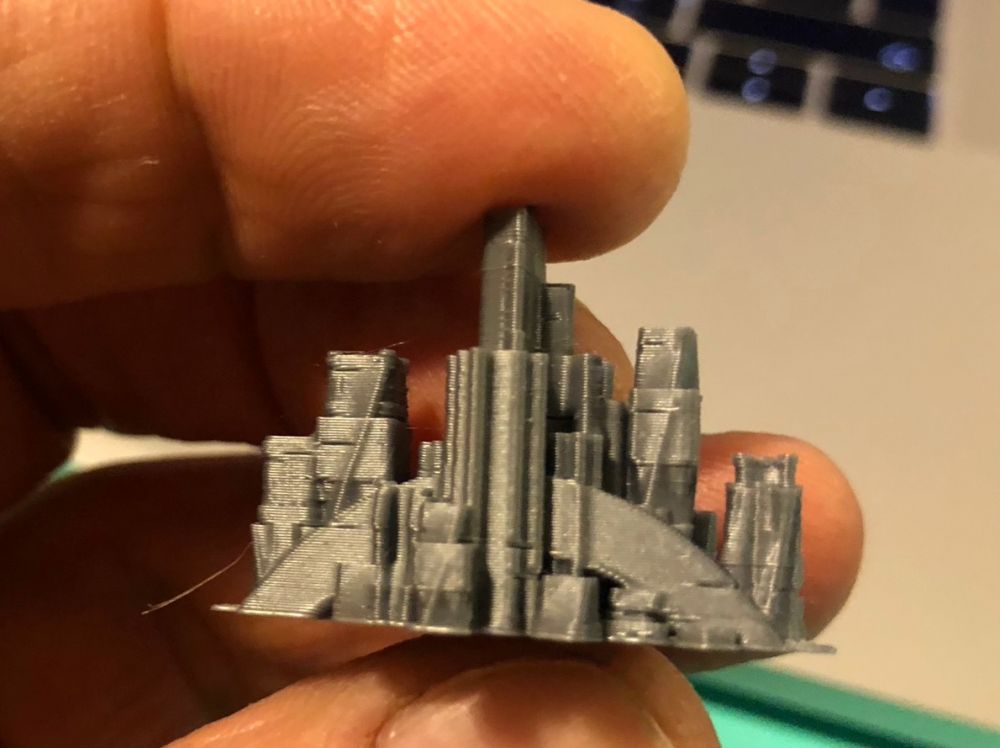
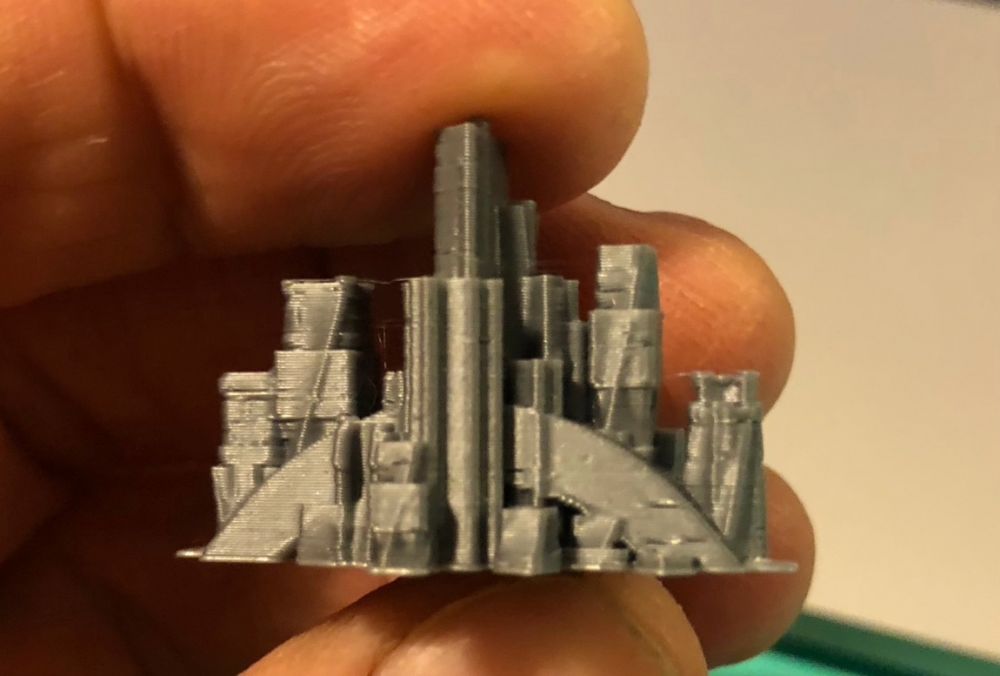
Salut à tous. Alors j'ai résolu mon problème... Après avoir testé plein de réglages, j'avais finalement trouvé des paramètres avec Simplify3D qui permettaient de minimiser le problème pour le rendre le moins visible possible. Mais c'était plus un contournement qu'une résolution du problème. Et surtout j'avais vraiment l'impression de sous-exploiter l'imprimante (vitesse très lente, rétraction minimum, etc.). Et puis Simplify souffre quand-même de son age (la dernière version date de 2 ans je crois). Il manque pas mal de paramètres présents dans les autres slicers récents (sur les types de remplissage, jointure en Z, et plein d'autres choses)... Bref, j'ai fini par commander une hotend neuve chez Wanhao. Je l'ai reçue et changée hier. Et devinez quoi : Plus aucune bulle (ni de trou du coup) lors de mes impressions !!! Ci dessous, la même pièce qu'au début de ce post, mais imprimée aujourd'hui avec la tête neuve : Et encore, la photo ne rend pas justice, la pièce est vraiment nickel à l'oeil nu. Autre exemple : Test sur un cube de calibration. à gauche et au centre, 3 essais avec des réglages différents avec l'ancienne tête, et à droite exactement le même gcode qu'au centre, avec le même filament, mais après changement de la tête... Y'a pas photo ! Donc, je vais reprendre contact avec Wanhao pour voir avec eux ce qu'ils en pensent. Je les avais sollicités, mais ils m'avaient juste renvoyé vers des vidéos Youtube et un discord. Voici voilou. Une fois encore, merci à tous pour vos différents conseils.
-
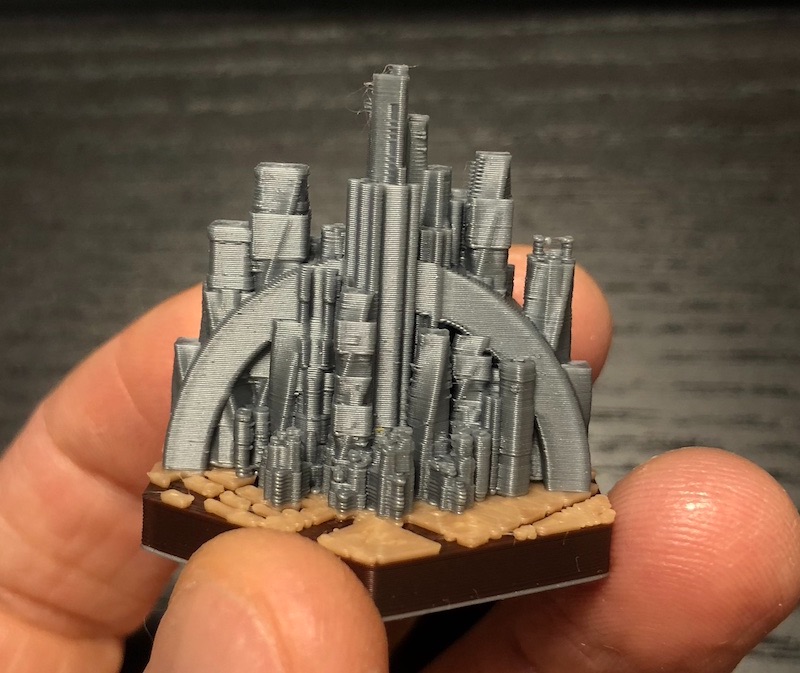
Alors, comme j'en avais marre de changer 50 paramètres à chaque test et que je doutais de tout, j'ai essayé de prendre un peu de recul. Je suis donc reparti de la base : Eliminer un problème matériel. Pour ça, j'ai remis sur la sdcard les gcode de démo de chez Wanhao pour les imprimer. Je dis bien les gcode car comme ça, j'élimine tous les problèmes de paramétrage en imprimant avec ceux de Wanhao directement. Et le résultat est sans appel : Les impressions sont nickelles !!! Bon, le banche a quand-même mis 3h20 à sortir, mais le résultat est vraiment chouette. J'ai volontairement utilisé le même filament que celui qui me posait des problèmes pour éliminer aussi la piste concernant l'humidité. Bref, je vais tout reprendre à zéro (désinstallation des slicer et suppression des profils). Je vais peut-être aussi me laisser tenter par Simplify3D car en ouvrant les gcodes en question, j'ai vu que ça avait été slicé avec ce logiciel. Mais ce qui me gène, c'est de payer un logiciel quasiment aussi cher que l'imprimante elle-même, et surtout qu'il semblerait (en ayant lu pas mal de posts sur leur forum) que le soft est plus ou moins laissé à l'abandon par le développeur... Je vous ferais un retour quand j'aurais avancé sur tout ça. Merci encore à vous pour vos différentes contributions.


-
Ok, je vois ce que tu veux dire. Alors quand je dis que c'est après les rétractions, c'est peut-être juste l'arbre qui cache la forêt, comme on dit. En gros, j'ai remarqué qu'il y avait comme un lien entre les deux, mais c'est peut-être juste une coïncidence. D'ailleurs, dans la vidéo, on voit bien que ça ne se produit pas "immédiatement" après la rétractions, mais quelques millimètres d'extrusion plus loin. En tout cas, j'en profite pour vous remercier tous d'essayer de me dépanner.
-
Oui, j'y ai pensé. Mais ce qui me fait douter que c'est la cause : Une impression sans rétraction ne provoque aucune bulle Avec la rétraction, les bulles arrivent à peu près toujours au même moment (en tout cas sur les premières couches) Je viens de tester avec 2 autres bobines et le phénomène est identique (et là aussi à peu près au même moment de l'impression... après rétraction) Mais bon, au point où j'en suis, je vais essayer de faire "sécher" une bobine et je verrais bien...
-
Effectivement, c'est difficile de savoir si les bruits de bulles correspondent aux trous. D'autant plus que ça peut arriver certaines fois à l'intérieur de la pièce... Pour l'alignement en Z, j'ai laissé le paramètre par défaut de Cura (angle le plus aigu + masquer la jointure). voici 2 petites vidéos avec le "crépitement" après des rétractions. Sur la vidéo 2 on entend moins bien car étant sur la 2eme couche, le ventilo était démarré et masque un peu le bruit... bulle1.m4v bulle2.m4v
-
Salut à tous, Reçu le tube capricorn aujourd'hui. Effectivement, rien qu'à l'insertion du filament, on sent que c'est plus précis. Par contre, ça n'a hélas pas résolu mon souci de bulles. J'ai quand-même l'impression que ça s'est amélioré, mais à force je ne sais plus trop si c'est mieux ou pas d'un essai à l'autre ! Je vais tester le "volume supplémentaire à l'amorçage", mais je n'ai aucune idée de la valeur à mettre pour ce paramètre... Si vous avez des conseils, je suis preneur. @chacha007 J'ai testé l'impression de la pièce en désactivant la rétraction et je n'ai eu aucune bulle (j'ai arrêté avant la fin mais d'habitude j'avais des bulles dès les premières couches). @PPAC je n'ai pas encore démonté mon bloc d'entrainement du filament pour vérifier... Je te dirais ce qu'il en est. @chacha007 voici le fichier stl (C'est une plus grosse pièce dont j'ai fait la découpe avec PrusaSlicer et exporté le résultat comme fichier stl) : test.stl.zip Je vais essayer de filmer le phénomène (ou au moins enregistrer le son) pour que vous puissiez un peu mieux visualiser le truc. Après, je me dis quand-même que l'imprimante a un mois à peine... Donc peut-être que je vais contacter le service client de Wanhao car franchement j'ai vraiment pas fait des trucs de dingue avec et c'est apparu tout seul...
-
Merci à vous deux pour vos premières pistes. Alors, dans le désordre : Les bobines qui ont pris l'humidité : J'y ai pensé, mais ça m'étonne, car toutes mes bobines sont dans des sacs hermétiques séparés, et j'ai testé sur 5 ou 6 bobines différentes. De plus, si ça venait du filament, je pense que j'aurais des bulles même sans rétraction. Or, ça ne se produit que dans ce cas. Le slicer, je suis certain que ça n'est pas ça car même avec du gcode "non slicé" j'ai le souci. Température, c'est ce que j'ai essayé en premier, avant même de me rendre compte que c'était lié à la rétraction : j'ai imprimé un cube de test en changeant à la main la température par pas de 5°. Et ça faisait la même chose de 190° à 220° (même si j'ai eu l'impression que c'était pire à plus haute température). Pour les fixations du PTFE, j'ai tout vérifié quand j'ai changé le tube. Mais je referais une vérif demain car je dois recevoir un tube capricorn (qui est censé être le plus adapté au niveau du diamètre, car dans celui de base de la Wanhao le filament "nage" littéralement ) Par contre, @PPAC je n'ai pas tout compris sur l'histoire d'arbre moteur . Tu peux juste m'expliquer vite fait ce que je dois regarder, stp ? merci.
-
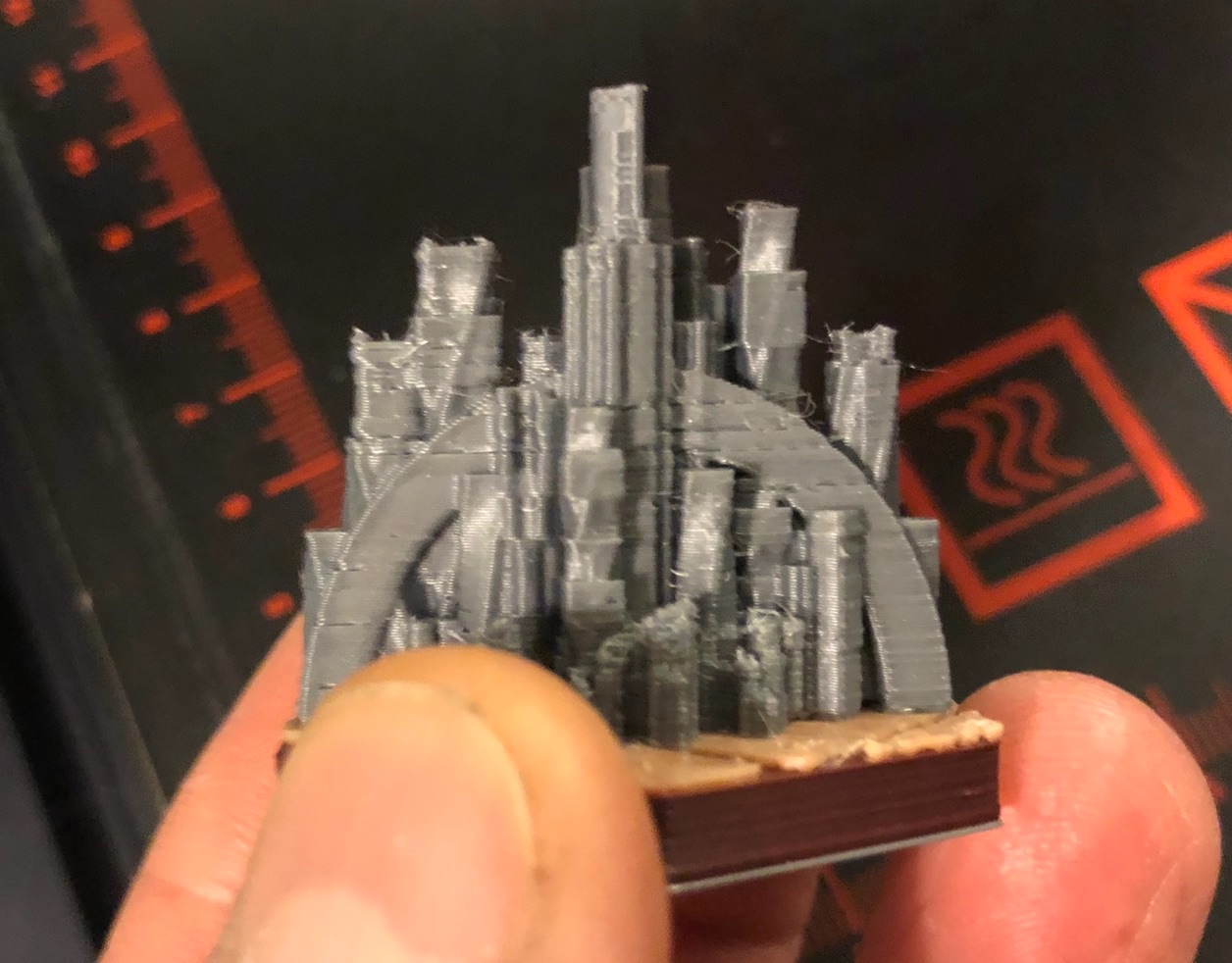
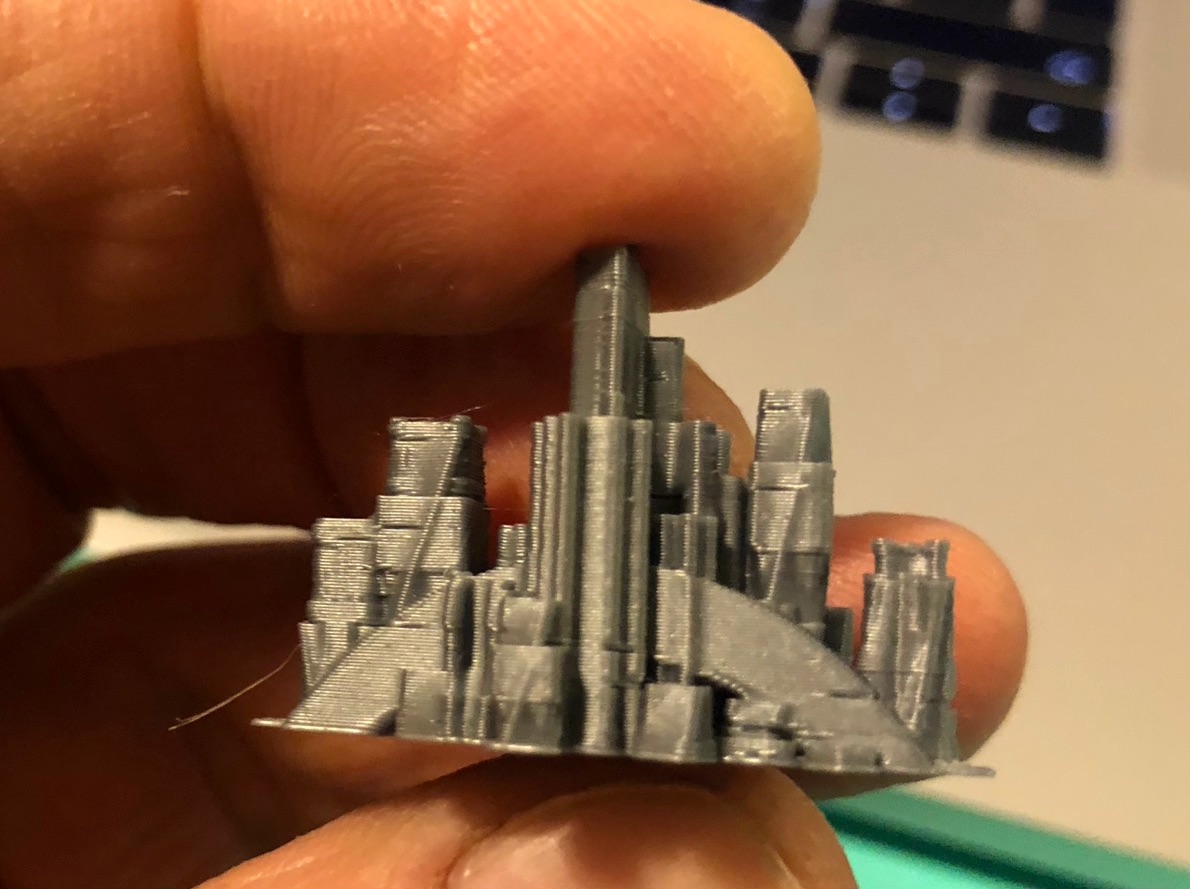
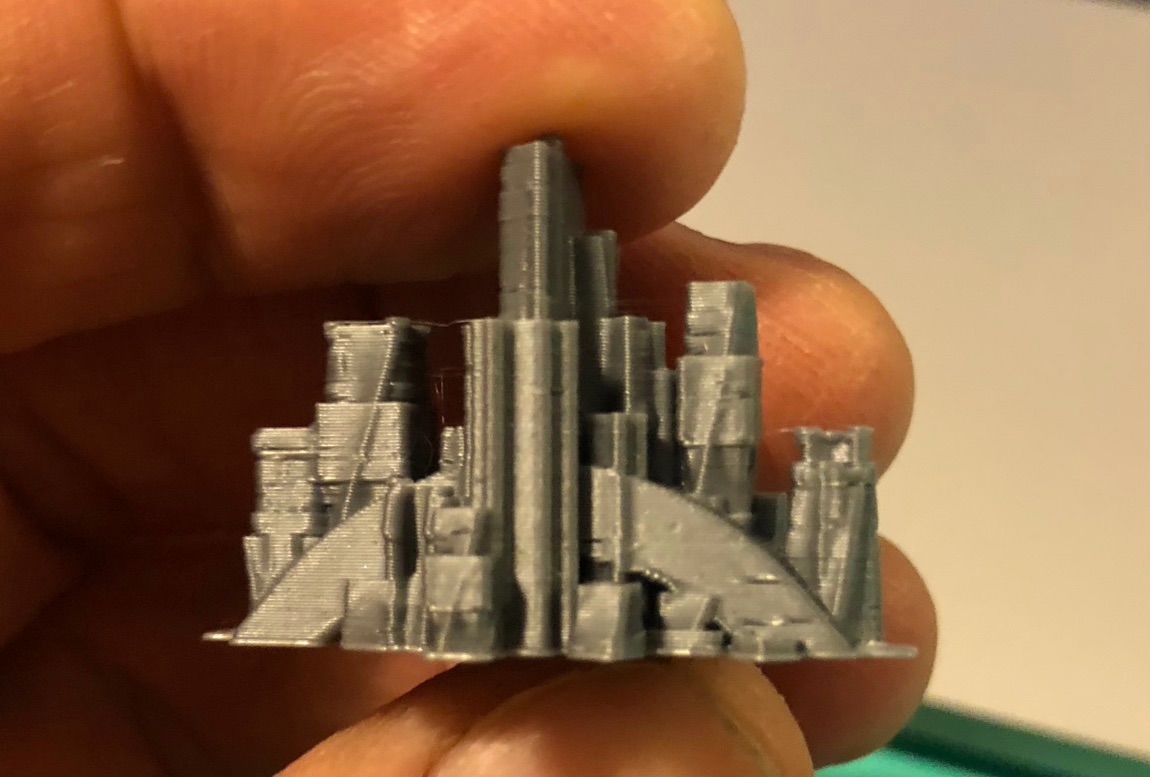
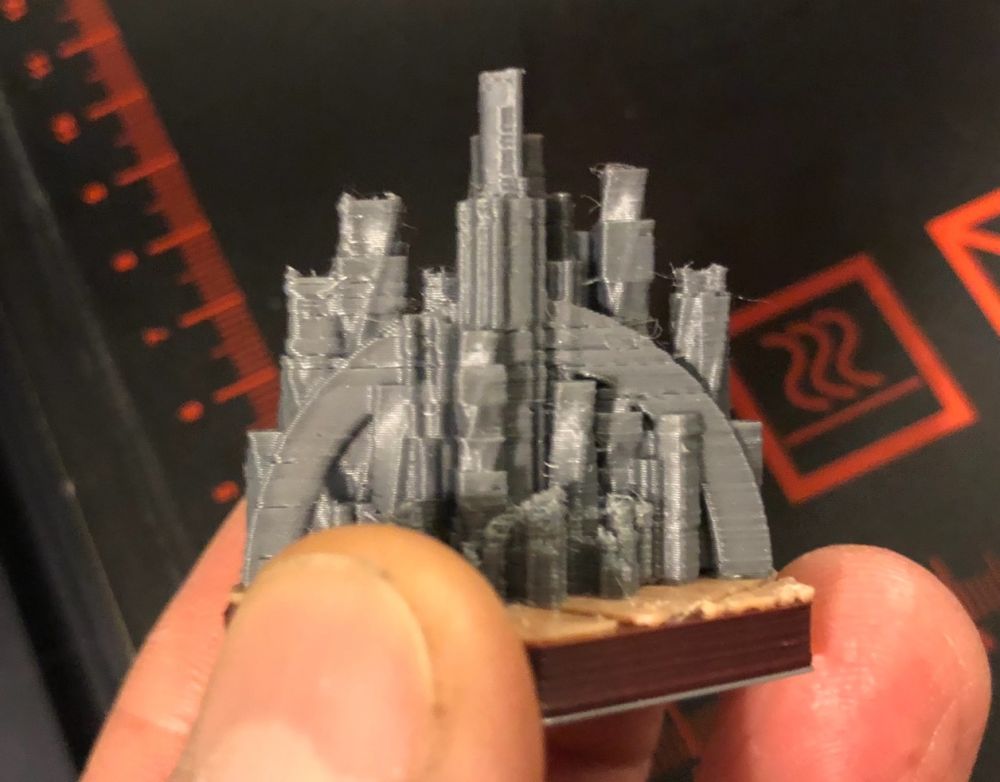
bonsoir, Pour rappel je suis assez nouveau dans le monde de l'impression 3D, mais j'apprends vite... J'ai des soucis de qualité sur mes impressions. J'ai commencé à remarquer des "manques" dans certaines couches. Comme s'il y avait des petits trous mais répartis de façon aléatoire. En cherchant dans les différents sites traitant des problèmes courants, j'ai d'abord cru qu'il s'agissait de sous-extrusion. Mais les différents remèdes proposés n'ont pas amélioré les choses, ça a même plutôt empiré. Et puis à force d'imprimer des pièces de test et des trucs pour calibrer, j'ai fini par remarquer une chose : Les bulles apparaissent systématiquement après des rétractions. J'ai trouvé sur certains forums que ça pouvait être lié à une distance et/ou une vitesse de rétraction trop importantes. J'ai refait tout une batterie de tests et effectivement, quand je descend (vraiment beaucoup) la distance et surtout la vitesse de rétraction, ça améliore un peu les choses. Mais le phénomène ne disparait pas. Et puis une rétraction à 10 mm/s c'est juste pas possible. J'ai aussi cru que ça venait des paramètres dans le slicer (cura 4.8). Mais même en reprenant des profils par défaut sans aucune personnalisation, j'ai le problème. Et pour écarter définitivement cette piste, ça se produit lors de l'impression d'un gcode "de base" sans slicer, généré à partir d'un site de ce genre : https://teachingtechyt.github.io/calibration.html#intro J'ai aussi pensé que ça venait de mon filament... Mais après avoir testé plusieurs bobines de PLA Premium Wanhao, une bobine de PLA+ Sunlu et une autre de PLA+ eSun, même constat ! J'ai même essayé de changer mon tube PTFE et refait tous mes calibrages derrière (accélération, K-Factor, etc.)... Pas mieux !!! Là je suis perdu. Ci-dessous, quelques exemples d'impression avec le phénomène : une tentative avec PrusaSlicer (mais qui met bien en évidence les problèmes de "trous") La fameuse pièce qui m'a fait me dire que j'avais un problème (de tête la rétraction devait être de 7.5mm à 70 mm/s) : Quelques essais sur la partie "haute" de la pièce, en changeant les paramètres de rétraction (5mm 20mm/s puis 5mm 10mm/s) : Et pourtant, lors de mes toutes premières impressions, j'avais sorti une pièce de taille moyenne plutôt nickel (sauf l'oreille fondue, mais c'était une erreur de manipulation de ma part) :
-
Oui, ça peut te servir sous CURA par exemple, mais je me demande s'il ne faut pas installer le plugin MKS pour que ça fonctionne ? Ou alors c'était juste pour la partie WiFi, je ne me rappelle plus. Par contre, le fait de relier ton imprimante en USB te permet d'envoyer des commandes manuellement avec des logiciels comme PronterFace par exemple. Et tu peux aussi envoyer l'impression de ton gcode à l'imprimante via USB avec ce type de logiciel. Mais perso, sauf pour des petites pièces, je préfère passer par la SDCard pour lancer une impression. Car en direct via l'USB, si le logiciel ou l'ordi plante, ou même s'il passe en veille, ton impression va s'arrêter en cours de route.
-

[TUTO] Firmware personnalisé Wanhao D12 - comment compiler son firmware
cidrixx en réponse au topic de Jonathan06 dans Wanhao
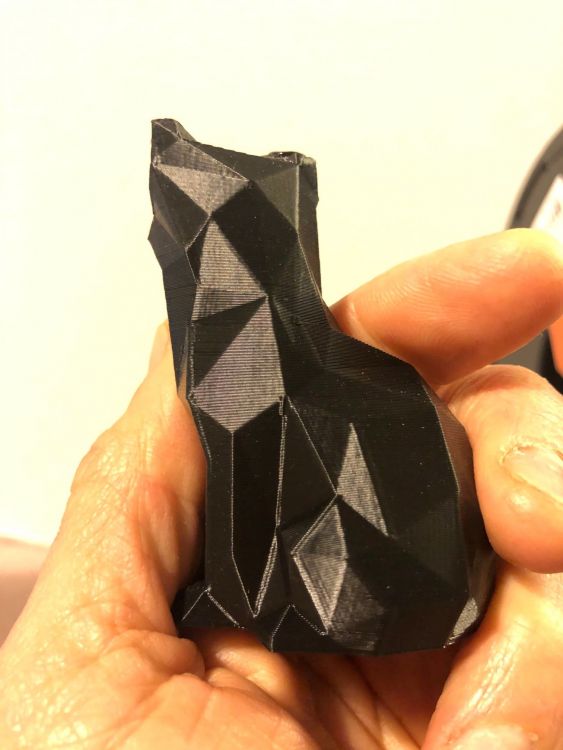
Tout d'abord, je remercie 1000 fois @Jonathan06 de m'avoir fourni les fichiers nécessaires, mais surtout d'avoir pris le temps de tout m'expliquer sur la méthode (et même plus). Ce que j'ai dû faire : Installation de Microsoft Visual Studio Code (je l'avais déjà, ça tombait bien ) Dans VSCode : Installer les modules complémentaires "PlatformIO" et "Auto Build Marlin" Télécharger les sources du firmware "Mks-Robin-Nano-Marlin2.0" Pour cette étape, j'avais pris les mauvaise sources au départ Heureusement, @Jonathan06 m'a envoyé le lien pour récupérer la bonne version voici le lien utilisé : https://github.com/makerbase-mks/Mks-Robin-Nano-Marlin2.0-Firmware Si vous ne savez pas comment télécharger l'ensemble du dossier, vous cliquez sur le bouton "Code" en haut à droite de la liste de fichiers, puis sur "Download ZIP" Récupérer des versions personnalisées des fichiers "platformio.ini", "Configuration.h" et "Configuration_adv.h" Normalement, ça aurait dû être à moi de personnaliser ces fichiers pour les adapter à mon matériel Mais @Jonathan06 les avait déjà préparés pour moi et me les a fournis Ensuite, préparer tous les fichiers pour la compilation : Décompresser les sources du firmware Marlin dans un dossier Remplacer le fichier platformio.ini de ce dossier par la version personnalisée Dans le sous-dossier "Marlin", remplacer les 2 fichiers Configuration.h et Configuration_adv.h par les versions personnalisées Il faut maintenant aller dans VSCode pour compiler tout ça (Les manips peuvent un peu changer en fonction de votre OS, moi je suis sous MacOS) : Double-cliquer platformIO.ini pour qu'il s'ouvre sous VSCode (sinon, aller le chercher à la main dans le logiciel) Une fois dans VSCode, cliquer à gauche sur l'icône permettant d'ouvrir l'emplacement des fichiers sources Ensuite, cliquer sur "Open Folder" pour confirmer l'emplacement des fichiers sources Et là, normalement PIO Home doit s'ouvrir dans VSCode Etape suivante, lancer "Auto Build Marlin" grâce à l'icône qui doit être présente dans la barre latérale Clic sur "Show ABM Panel" Une fenêtre ressemblant à ça doit s'afficher : Dernière étape pour la compilation : Cliquer sur le bouton "Build" (visible dans la capture juste au dessus) A noter qu'il se peut que ça échoue la toute première fois, mais il suffit de relancer et ça doit passer à la deuxième tentative Maintenant que le firmware est compilé, il suffit de prendre le fichier "Robin_nano35.bin" et le dossier "assets" qui ont été créés dans le sous-dossier ".pio/build/mks_robin_nano35" (en tout cas, c'est l'emplacement que j'ai sur Mac) et de les copier sur la sdcard pour flasher sa machine. A noter que je n'avais pas le dossier "assets", et donc @Jonathan06 est venu à mon secours en me fournissant une copie du sien (ce dossier est le même quelques soient les personnalisations apportées au firmware). Ce dossier étant toujours le même, je peux vous le partager : assets.zip J'ai maintenant le menu "d'origine" du firmware Marlin, donc sans toute la partie graphique, mais avec toutes les options permettant de contrôler son imprimante correctement. Dernière remarque, lorsque l'on bascule sur cette version de l'interface, le module WiFi n'est plus actif. Mais perso, ça ne me dérange vraiment pas. Voici un test réalisé ce soir grâce aux scripts "Filament Change" de CURA qui se basent effectivement sur le code M600 : Couches 1 à 5 : filament noir couches 6 & 7 : filament rouge couches 8 à 10 : filament noir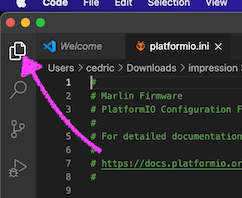


-
Alors pour les sources du firmware, voici le lien utilisé : https://github.com/makerbase-mks/Mks-Robin-Nano-Marlin2.0-Firmware -> Si vous ne savez pas comment télécharger l'ensemble du dossier, vous cliquez sur le bouton "Code" en haut à droite de la liste de fichiers, puis sur "Download ZIP". Les fichiers .h déjà configurés m'ont été fournis par @Jonathan06, donc voir avec lui comme proposé un peu plus haut. Enfin, le dossier "assets" étant toujours le même, je peux vous le partager : assets.zip Un petite remarque complémentaire : Le firmware est le même pour une version mono ou une version dual extrudeur.