Yomgui1
-
Compteur de contenus
63 -
Inscrit(e) le
-
Dernière visite
Récompenses de Yomgui1
")





-
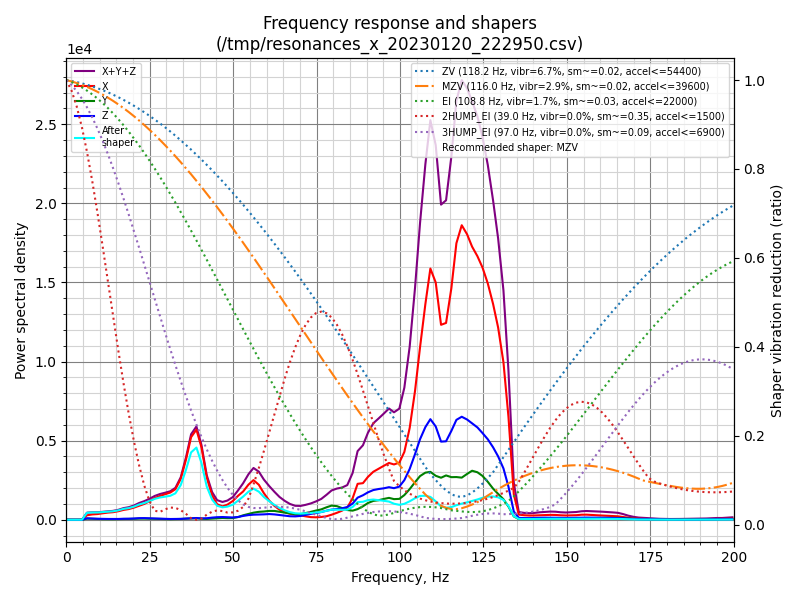
les couleurs faut pas suivre, dans mon cas X = X, Y = Z et Z = Y. Tout mes aimants sont des N52 et tiennent très bien (j'en ai près du bed et pas de soucis). La fréquence: plus c'est haut, mieux c'est. La largeur du pic: oui, plus c'est fin, mieux c'est La hauteur du pic: là c'est plus compliqué, il dépend de l'énergie transmise et donc du paramètre de la force des moteur et du paramètre de variation. Sur une V0 on le descend par exemple. Donc attention, 2 graphes ne sont pas comparables sur l'intensité du pic, si ce n'est pas les mêmes machines. Il faut donc oublier ce paramètre en terme de qualité, mais plus l'utiliser pour comparer 2 graphes de la même machine: il doit augmenter si on diminue la largeur du pic. C'est tout. Dernier point: effectivement il ne faut dans l'idéal que 1 pic et le reste tout plat, ce pic donnant la fréquence propre de la machine, il vaut mieux n'en avoir qu'une seule, et le moins d'harmoniques possible (système bien amortis). PS: je suis en cours de check des courroies A/B. Elles me sembles bien tendues et à la bonne fréquence. pourtant un truc me dérange... investigations en cours.
-
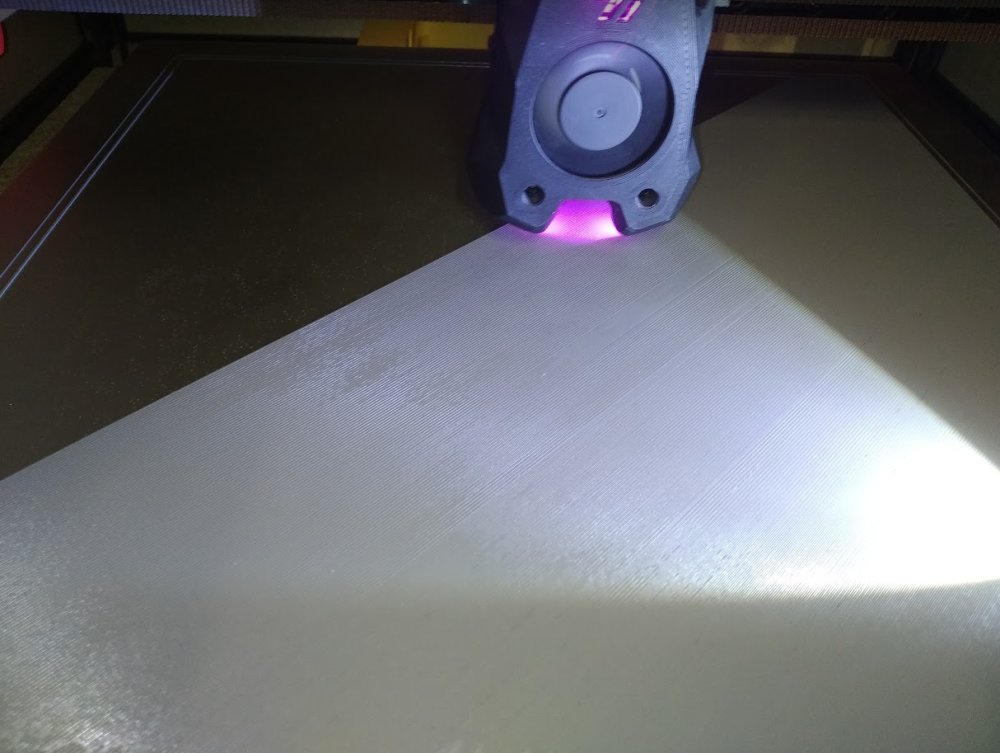
Tu verras à la fin de mon premier post, le lien [5]. Je continue la calibration. Une photo d'un carrée de 1 couche de 300x300 (mon imprimante est la Voron 350mm). Il est nickel! Ensuite, le test de résonance sur l'axe X... juste incroyable: le max d'accel avec à moins de 7% de vribation est à plus de 50000mm/s² !!! Pour l'instant le Y est pourri, donc je ne le met pas, car je n'ai pas bien fixé l'ensemble où se trouve l'imprimante dans cet axe. et donc cela vibre à mort, je n'y dépasse pas les 4000mm/s².
-
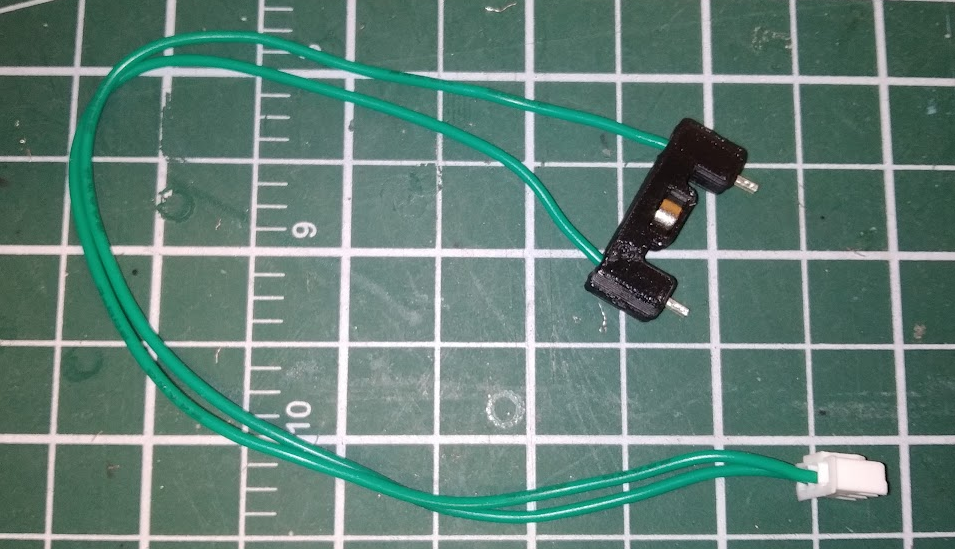
C'est bien cela la config. j'ai tout vérifié pas de soucis dans les tensions/blocs/vis... je testerai avec un poil plus de courant (cela me semble assez haut quand même les 0.8). Mais tu vois, là où celui de devant/droit était parfais, le test suivant montre qu'il ne l'ai plus. Doit y avoir encore moyen de stabiliser la unklicky-tap. mais je suis content déjà d'être revenu à un mode "stable" (plus blocage). Ah ah! j'ai trouvé la combi gagnante! Test probe around the bed to see if there are issues with individual drives Leveling 4...3...2...1...Done min max first last mean std count range drift test 1:corner 50samples (25, 325) 2.00375 2.01750 2.01750 2.00375 2.005950 0.001916 50 0.01375 -0.01375 2:corner 50samples (325, 325) 1.99875 2.00250 2.00250 2.00125 2.000700 0.000764 50 0.00375 -0.00125 3:corner 50samples (25, 25) 2.00250 2.00625 2.00625 2.00375 2.004525 0.000941 50 0.00375 -0.00250 4:corner 50samples (325, 25) 2.00750 2.01000 2.01000 2.00875 2.009150 0.000891 50 0.00250 -0.00125 ... j'ai changé les 2 visses pour mettre directement les fiches venant d'une molex microfit3! Elles s'enfichent très bien et restent en place une fois mise. Avec 2 fils en AWG24 silicone (très important pour garder la souplesse) les chiffres sont géniaux! Reste à voir cela dans le temps.
-
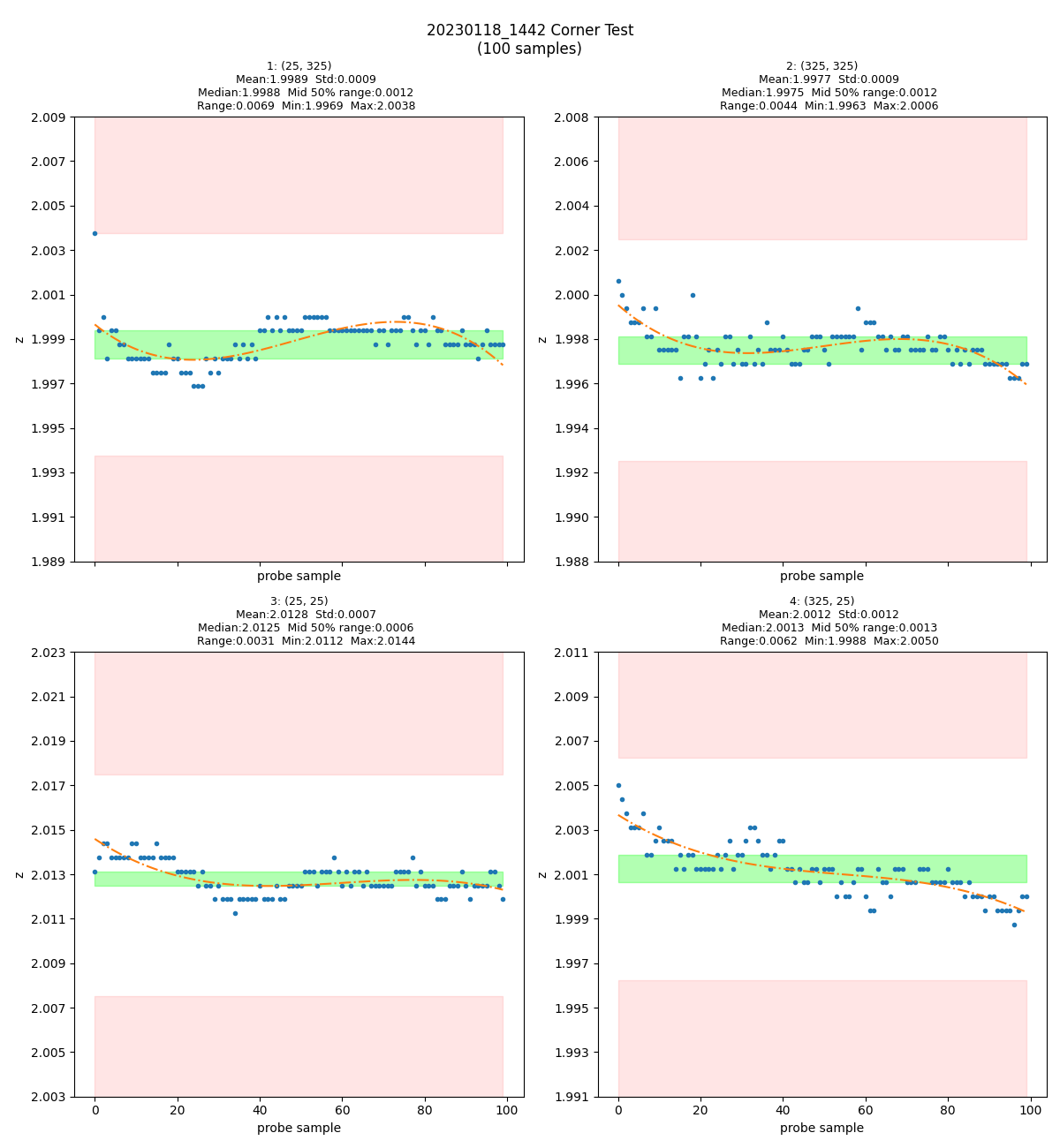
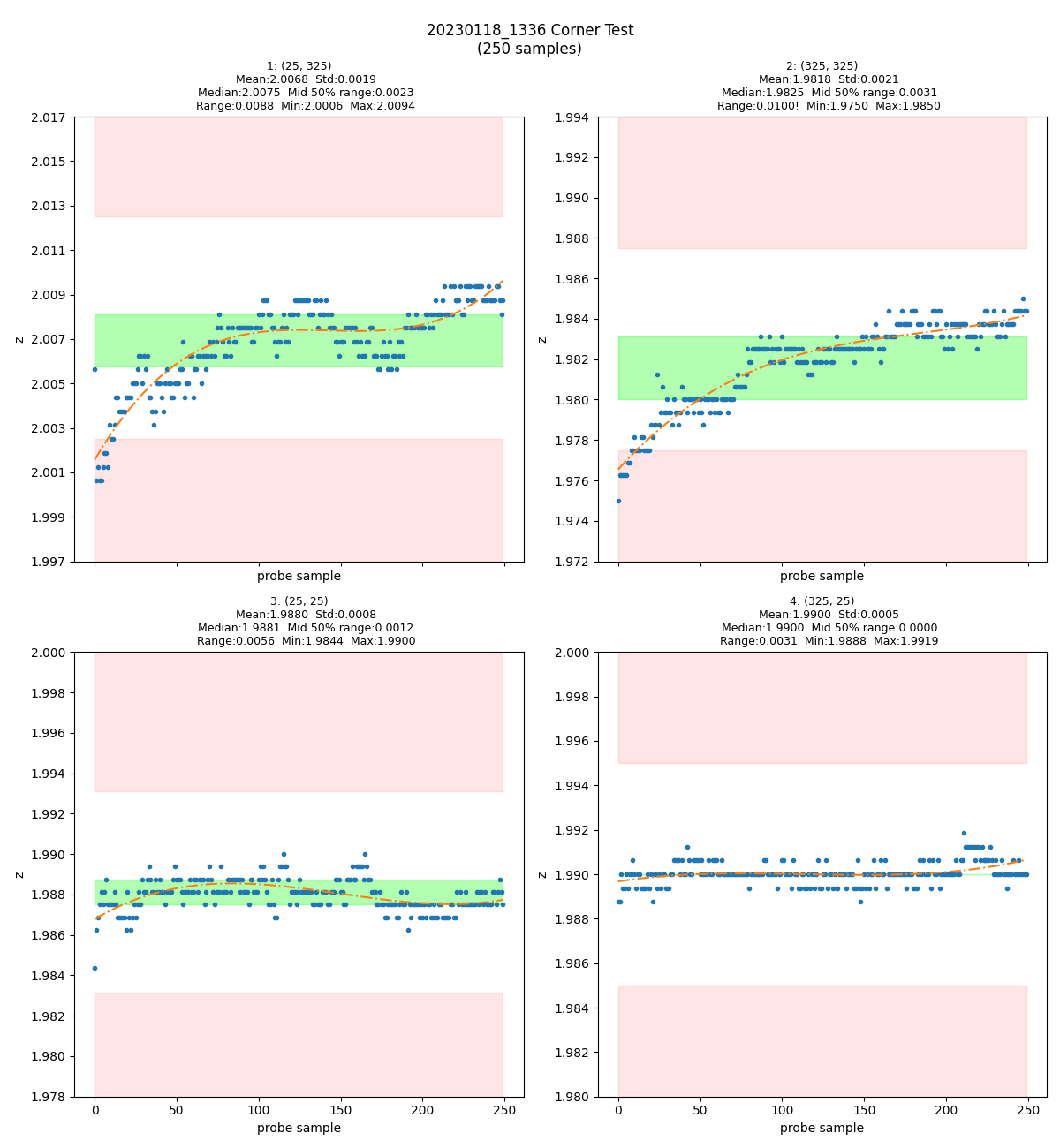
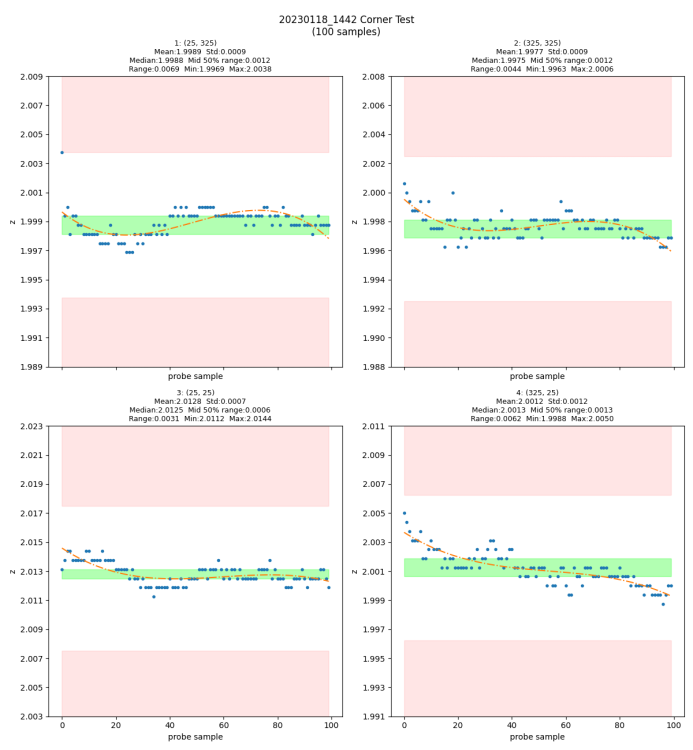
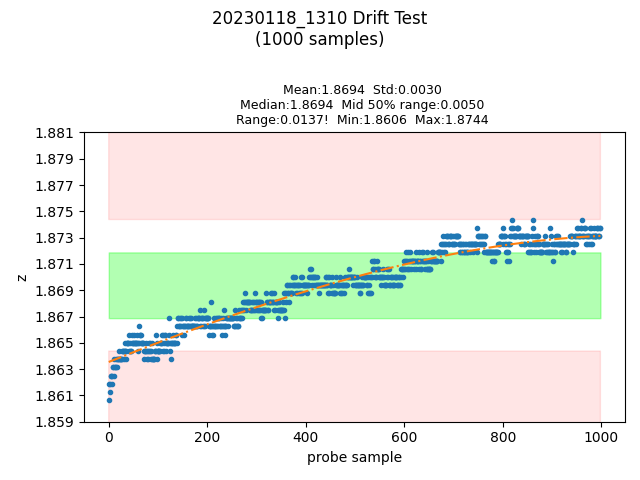
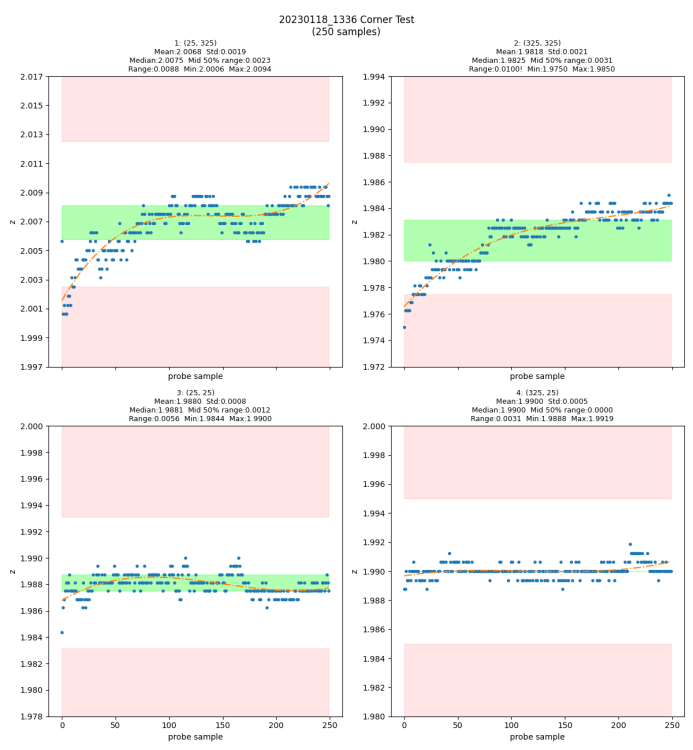
J'ai refait un tout nouveau élément mobile de la unklicky-tap avec du câble plus souple. Cela à grandement stabilisé les résultats autour de valeurs très correctes. Mais le test de drift au centre du plateau me donne une grosse variation dans le temps (voir le graph attaché). Donc j'ai relancé un test sur les quatre coins avec 250 samples par coin (autre graph). On voit très clairement que le soucis vient des Z du fond (Y=325), de chaque côté. Malheureusement je dois ressortir toute l'imprimante de son caisson pour aller voir si il n'y a pas de soucis avec les blocs moteur de ce côté là. Mais pour commencer, un check des vis accessibles sur le gantry s'impose...
-
Tu sais quoi: j'étais un gros "adepte" dans mettre partout, sauf qu'à la longue je me suis aperçu que le classique fragilise l'ABS et que même les autres, bah quand tu fais des modifs souvent c'est très chiant au démontage. Mais bon... la je vais faire une exception Sinon les nouvelles du jours: alors rien ne va plus, j'avais réussi à avoir un truc stable, j'ai fait un bed_mesh de 25x25, commencer à calibrer l'extrudeur LGX-lite. Tout fier je fais aussi le changement pour passer au Zidlers de falcon14141 (avec stl en forme de 3mf... il comprendra). C'est vrai qu'ils sont beaux et pratiques. Mais là après quelques probing c'est la cata! La TAP se met à délirer avec des valeurs complètements aléatoires. La tête s'est même mise à monter à 135mm en tentant de faire le probe_accurate. Dans le unklicky, la partie mobile semble avoir des pb de maintenue ou de fiabilité/répétabilité. J'ai tenté différent fils, différentes vis, de le mettre dans un sens ou l'autre... mais rien n'y fait. Cela fonctionne un temps (parfois même avec de superbes valeurs), puis cela délire d'un coup et je dois faire un peu bouger la tête pour débloquer. Je pense que je dois me résigner à trouver un capteur optique sur PCB...
-
Cela ressemble, mais non c'est pas la même. Bon sinon je pense avoir trouvé le soucis de probe qui déconne d'un coup, en tout cas c'est mieux là et je n'ai pas eu l'erreur de la probe depuis. En démontant toute la tête et la TAP, j'ai trouvé les 4 vis qui tiennent sur le charriot X pratiquement dévissées! Dingue car je les ai bien vérifié pourtant. Autre point, j'ai aussi mis la partie mobile de la Unklicky-Tap dans l'autre sens (rotation sur l'axe Z), je trouve que cela "bouge" mieux ainsi. Remontage et là miracle: j'en suis à la moitié d'un bed mesh de 25x25 et aucun problème jusqu'ici.
-
Alors après discussion avec une personne sur Discord qui a repéré le même soucis que moi sur la température et après une vérification au multimètre des résistances, il semble qu'elles soient bonnes, soit 4700 ohm et donc la config de klipper par défaut (soit pullup_resistor: 4700) est correcte. Par contre il est fort possible vu que la calibration de la sonde ne soit pas top pour les basses températures et que je n'avais pas remarqué avant. Il faudrait que je teste plusieurs sondes sur ce port et sur l'octo en même temps pour comparer. Merci beaucoup. Non c'est bien cela 4 fils: 24V, GND, CAN-L et CAN-H (dans l'ombilical). Sur la SHT36v2, tout le reste elle le contrôle: les 2 fan (en 24V), l'extrudeur (driver inclus), la sonde de temp, la cartouche chauffante, les led RBG, le TAP et le endstop X
-
Pour le «pendouillage», je n'ai pas ce pb pour l'instant il ne se coince pas. mais c'est une bonne remarque... à modifier dans le future. Pour le bus CAN, je suis passé en baudrate de 1M, pas eu de variations significatrices. Pour le parasitage, tant que les deux fils passent exactement au même endroit ils reçoivent les mêmes parasites et donc la conception asymétriques du signal devrait empêcher cela. Mais bon entre la théorie et la pratique... On va voir avec des tests d'impression bientôt. Mais je n'ai pas de pb avec les endstop. Par contre pour le TAP, je ne pense pas que le CAN y soit pour qq chose (pour l'instant). Je me dirige plus sur des pb mécaniques. Comme vu dans les graph, c'est très bon... sauf parfois mais évidement pas au bon moment. A priori je penche pour des frottements/accrochages hasardeux. Les Z-idlers, oui je les ai vu trop tard ... cela donne une excuse d'encore les démonter Par contre j'ai un autre souci en ce moment: la température donnée pour l'extrudeur est erronée de 10°C. j'ai trafiqué la valeur de pull-up dans klipper pour corrigé. mais c'est très étrange. Je n'ai pas changé de sonde depuis les changements. je pense fortement pour un pb de résistance à la fabrication de la carte. investigations en cours...
-
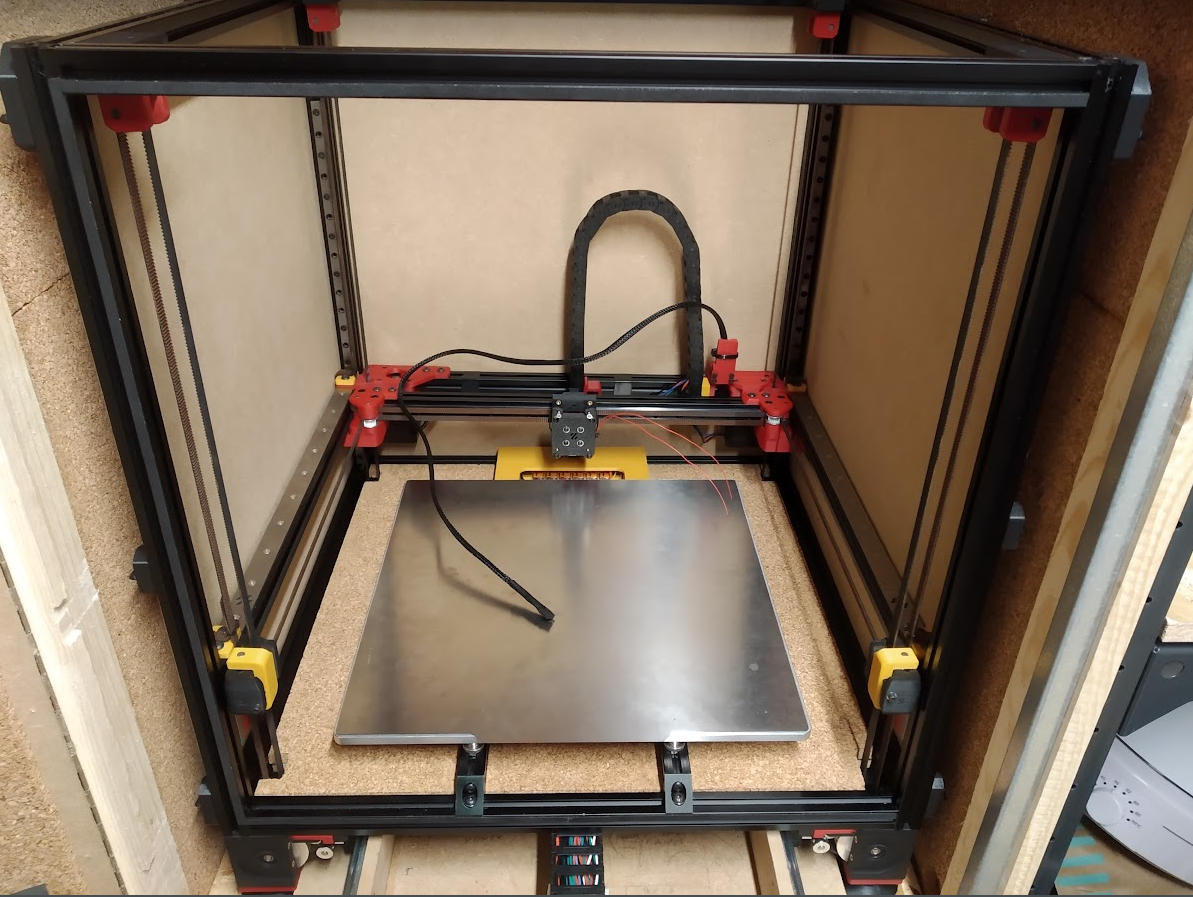
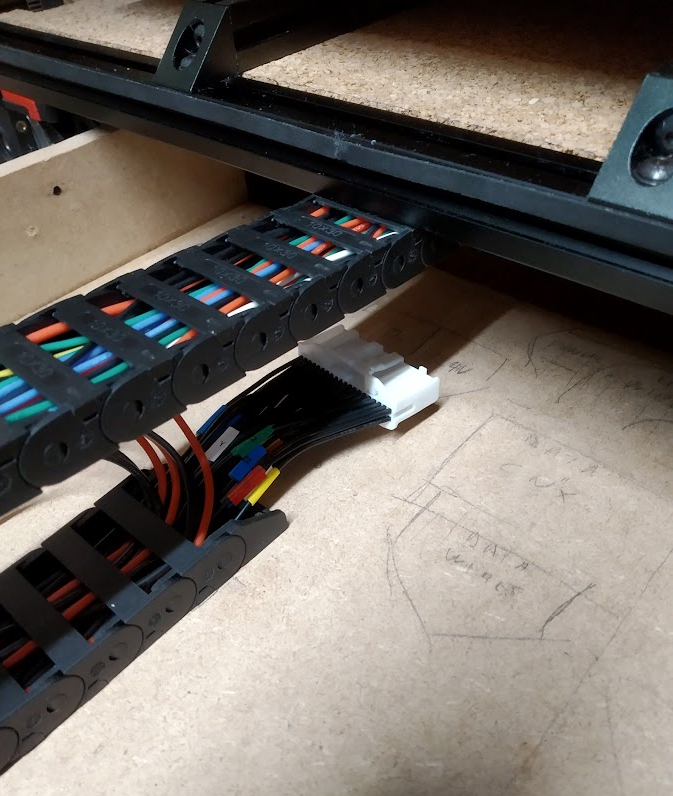
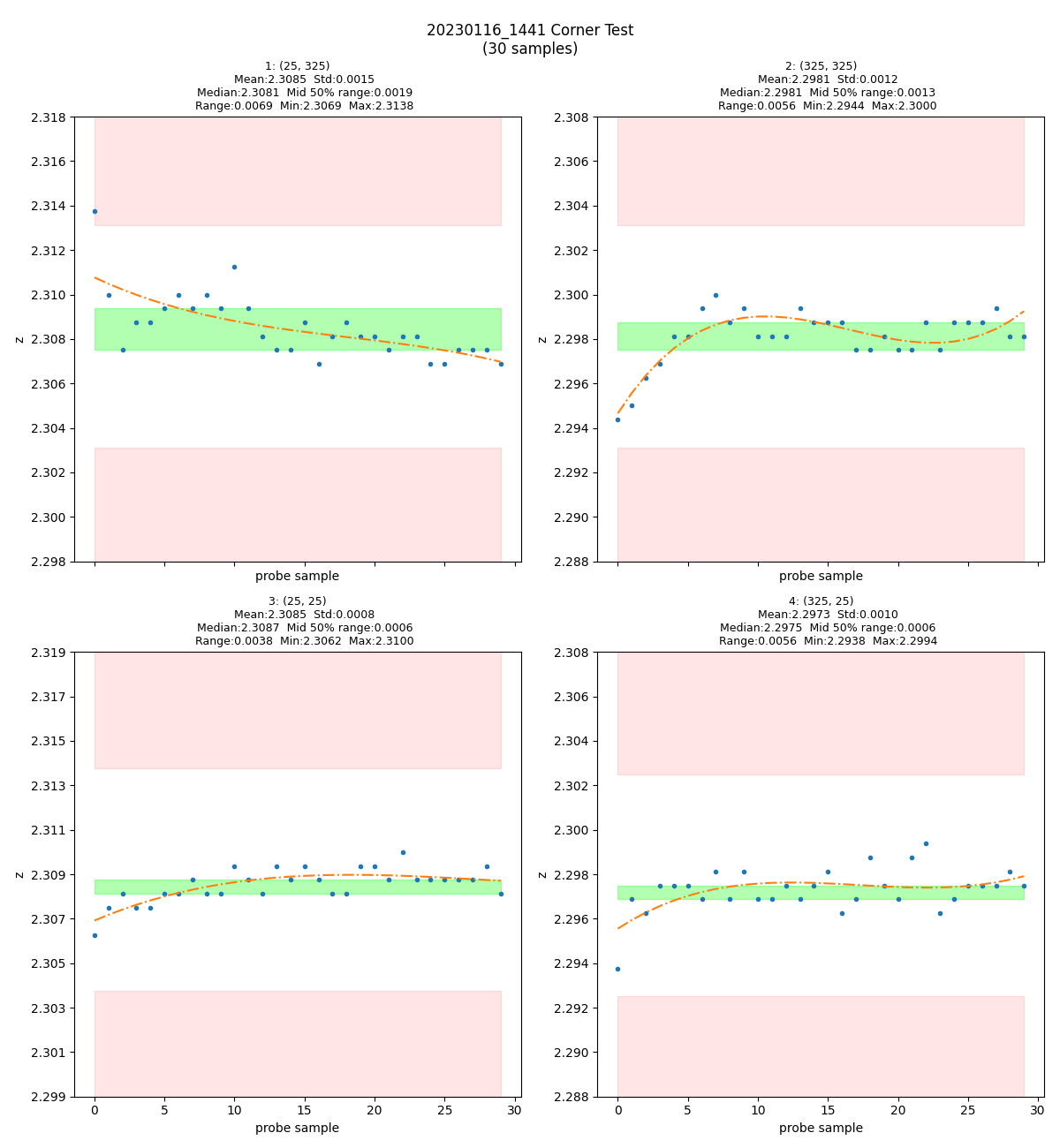
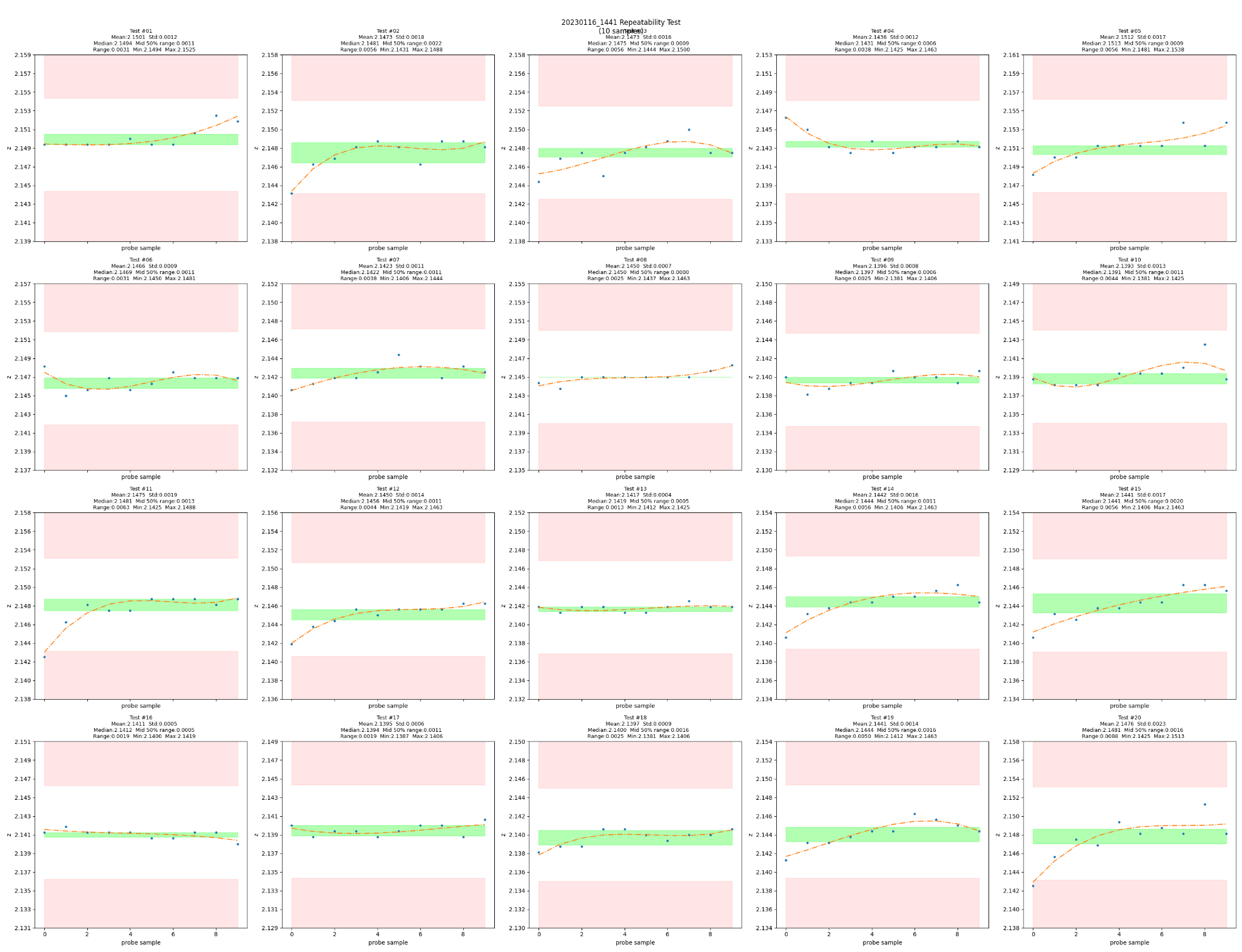
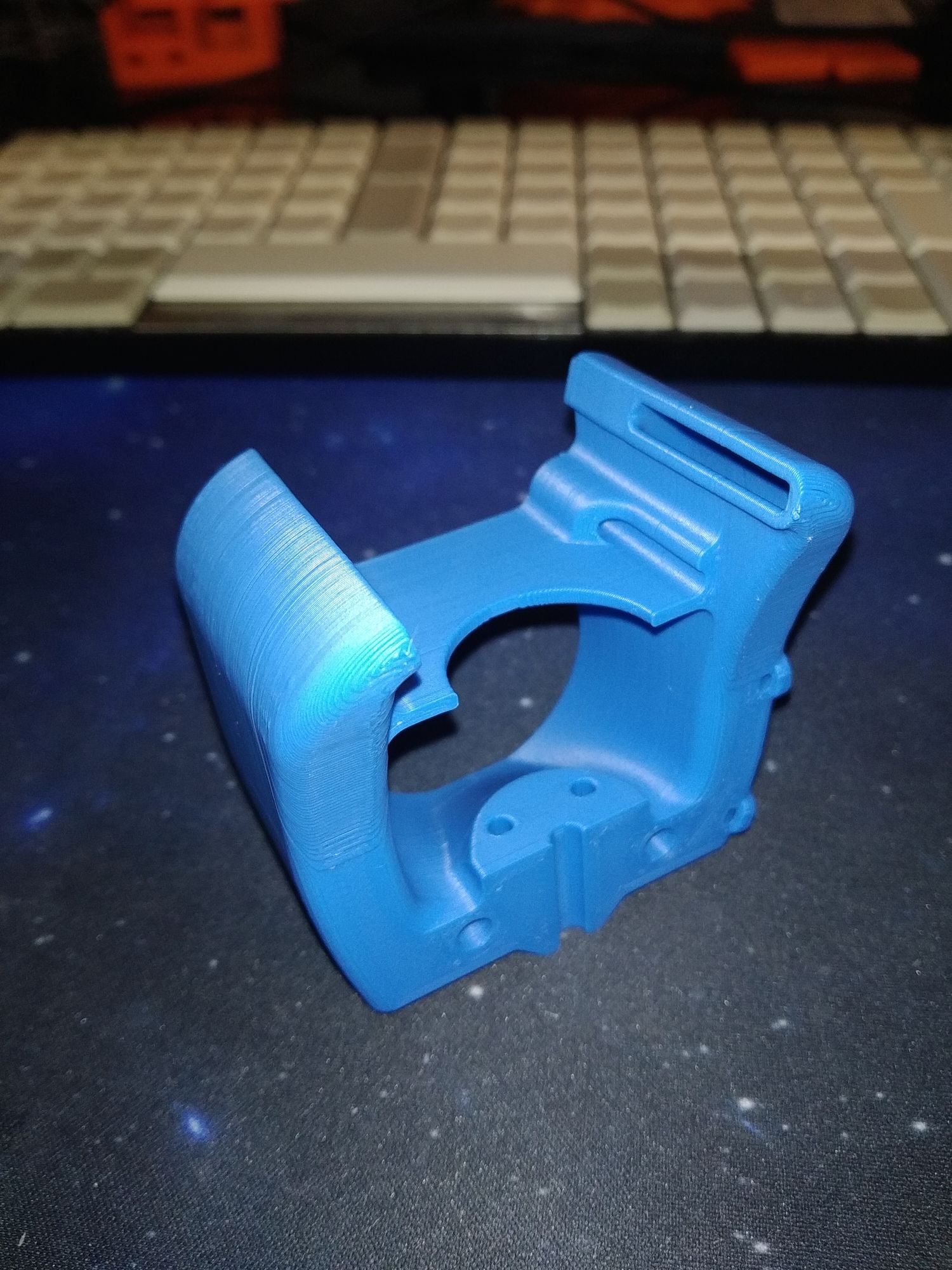
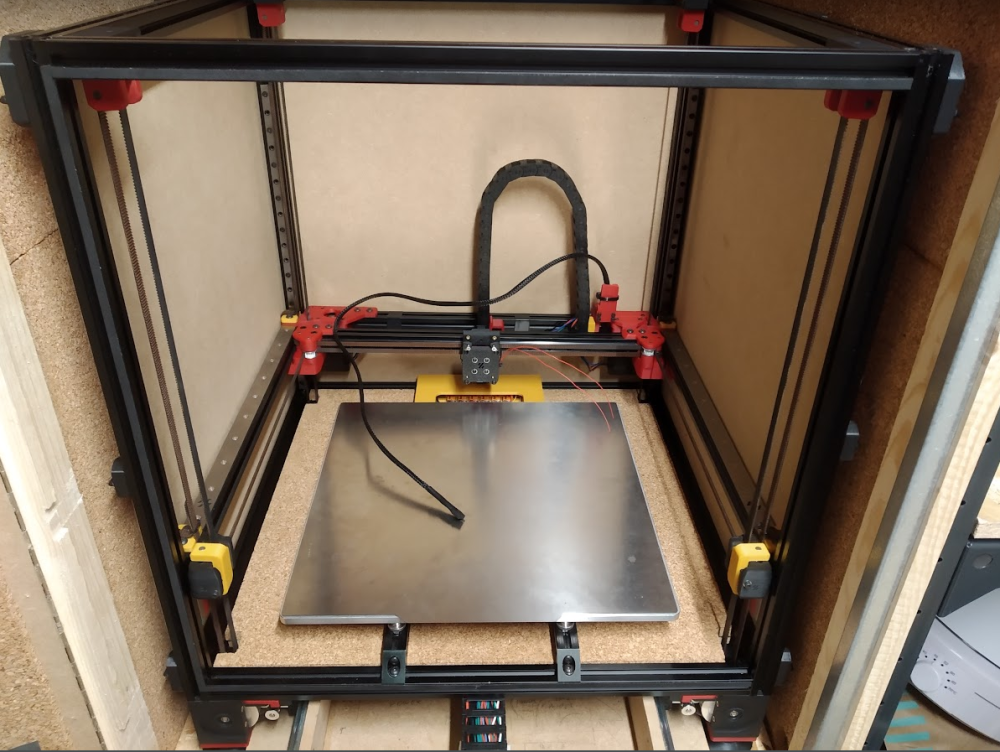
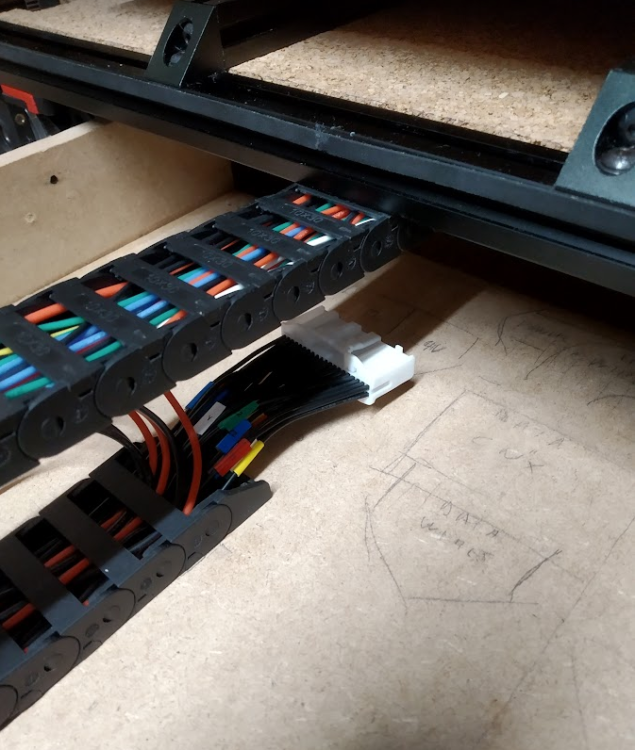
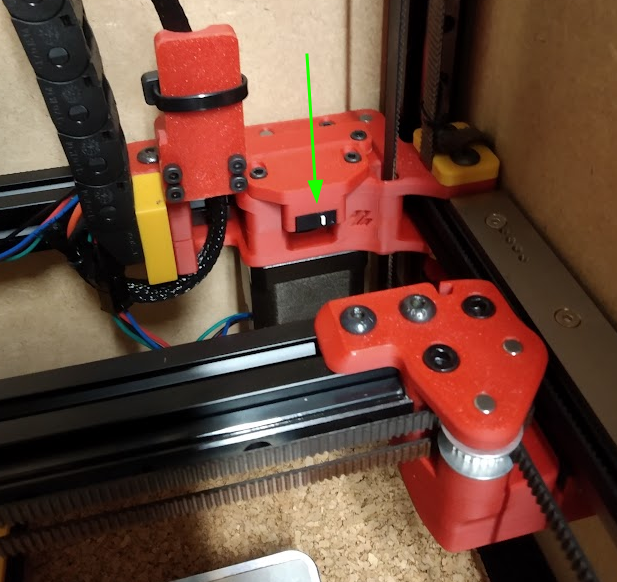
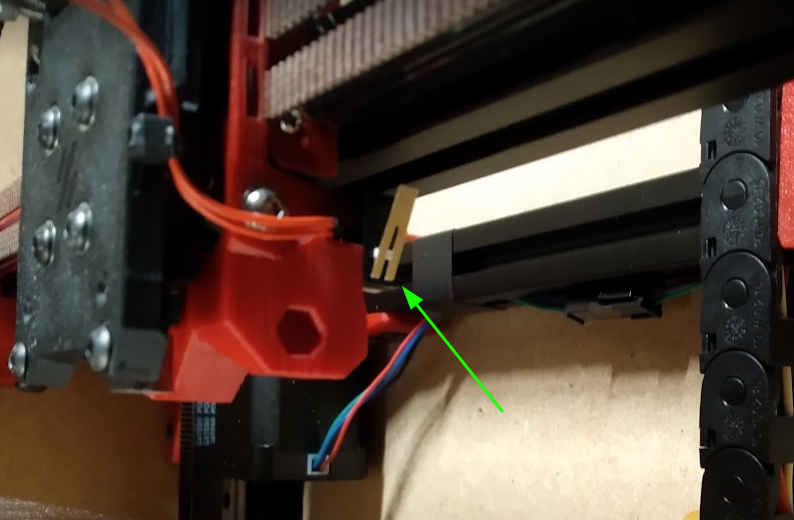
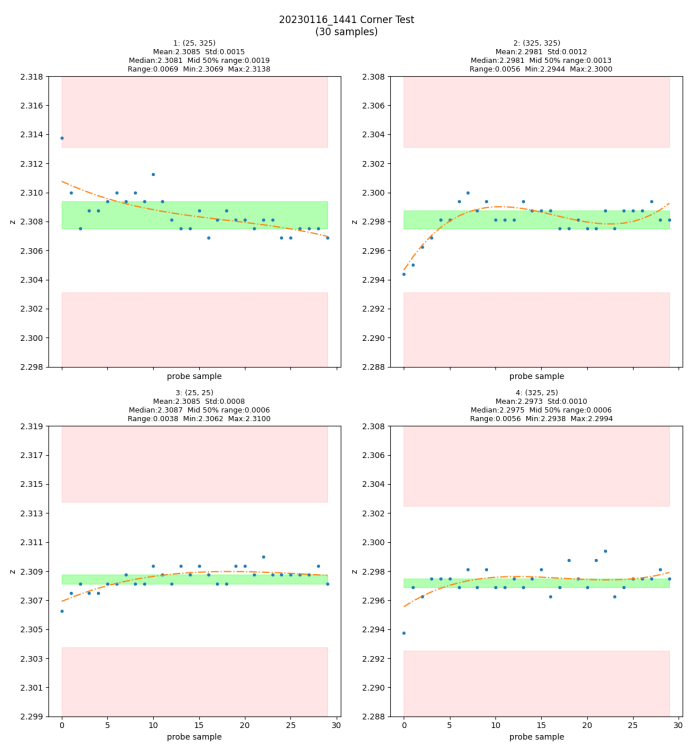
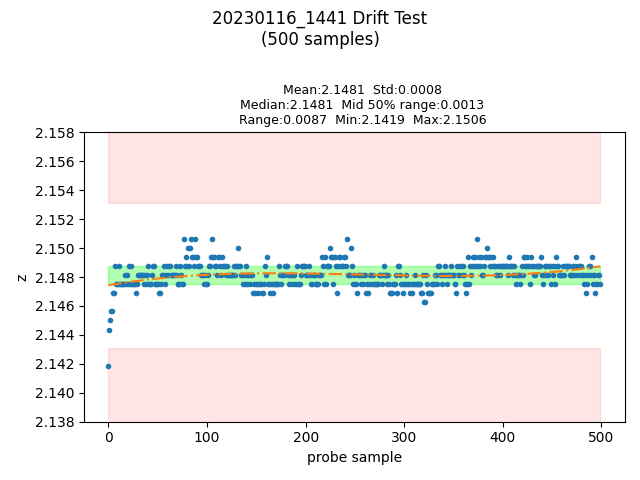
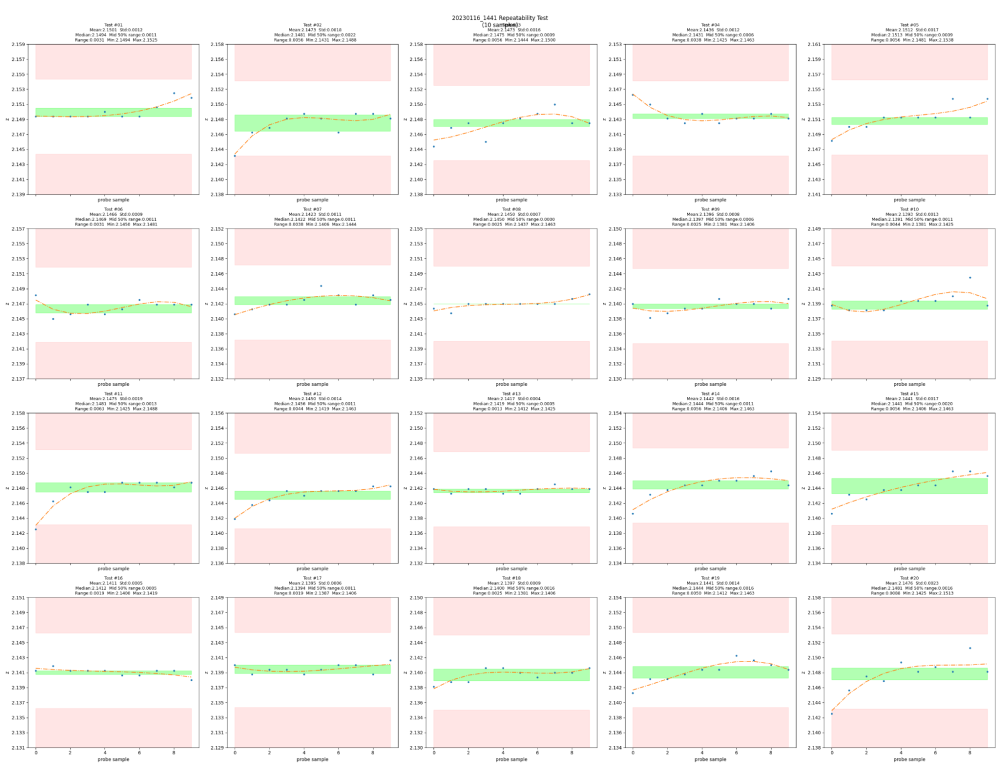
Bonjour, Depuis le mois de Novembre 2022 je me suis lancé dans de nouveaux mods pour ma Voron 2.4, à savoir: Passer la tête d'une AfterBurner à une Stealthburner [0] Utiliser Voron-Tap [1] (et donc plus de «Klicky probe») avec le mod Unklicky [2] pour éviter de chercher un composant introuvable (le détecteur optique). Remplacer tous les rails grâce à un bus CAN sur une FLY-SHT36v2 (de chez Mellow [3]) Donc on remplace le endstop-X sur la Voron-Tap et on déplace le Y sur le bloc moteur A => plus de chaînes! (enfin si... 1 seule au fond) Mettre des vraies glissières et utiliser une «drag chain» pour les câbles à la place de mon ancien bricolage pour le tiroir à électronique Bonus: passer au mod Z-Idler sans outils [4] ... soit pratiquement tout refaire ! Donc cela m'a pris presque 3 mois mais voici les résultats. Je vais profiter de ce post pour aussi décrire les trucs et astuces à savoir quand on passe en Tap. Précautions clairement c'est pas pour le premier venu ; vous aller être déçu des premiers résultats car vous risquez comme moi d' avoir qq chose de plus mauvais qu'avant ; cela demande beaucoup d'attention et de réglages fins mais les résultats en sont à la hauteur ; j'ai du réimprimé aussi mes blocs Z car ceux d'origine avaient des défauts faisant que la tension en Z varié Les problèmes (d'avant) Avant de me lancer j'ai détecté des problèmes dans mes «bed_mesh»: il y avais une sorte de "bruit", les valeurs n'étaient pas constantes (si je retrouve une image...). Quand j'ai découvert le script de «probing automatisé» [5] j'ai clairement vu: d'une part sur un des coins la répétabilité était très mauvaise ; que globalement l'écart type était bien trop élevé (> 0.05) indiquant que qq chose n'allait pas. En regardant de plus prés mes blocs Z je me suis aperçu que lors de leur impression une légère à force rétraction sur les coins faisait que la tension n'était pas celle attendu. Effectivement en appuyant sur les courroies reliées aux moteurs on sentait déjà des grosses différences entre les blocs. Ils étaient aussi un peu vieux et pas très bien imprimés... et pas dans la couleur que je voulais finalement: bref fallait les changer. C'est là que le StealthBurner puis la Voron-Tap sont sortis, mais aussi Klipper a une récemment l'ajout du support CAN en mode «bridge» USB donnant l'accès au bus directement sur mon MCU (une carte Octopus): les premiers résultats sur le net me donnaient l'eau à la bouche surtout dans la vidéo de l'équipe Voron présentant TAP [6]. Le passage en CAN allait aussi m'enlever ces disgracieuses et problématiques chaînes pour les cables: les miennes avaient un problème de "rigidité" et n'étaient j'aimais très droites, malgré mes coup de tournevis. Cela frotter sur différent endroits laissant des traces et poussières partout. Donc les planètes étaient toutes alignées pour me forcer à faire «quelques petits changements»... Les photos du montage Pour commencer il faut tout démonter! C'est le moment de tout revoir et tout re-graisser! La SteathBurner, le Tap, la SHT36v2 et un nouveau extrudeur (LGX-Lite): On enlève les chaînes passe-câbles, on refait TOUS LES CÂBLES (après 120 connexions refaites mes mains disaient «tuez nous»). Mais on en jette pleins (merci le bus CAN). On modifie le endstop Y pour le passer sur bloc moteur A, le endstop X passant sur la TAP avec le bus CAN. Reste à mettre un ombilical qui ne contient que le 24V, GND et les 2 fils CanH/CanL... et c'est tout! C'est pas plus joli? Alors comme j'ai un tiroir pour l'élec (plus besoin de soulever un monstre d'un quart de mètre cube et de 25kg) j'ai tout passer dans une chaîne passe-câble de 30x10 en R18 (très important car une hauteur max de tiroir de 65mm), j'ai refait tous les câbles et rajouté un connecteur de 40 pins pour facilité les déconnexions éventuelles. On fini par remettre l'électronique (photo bientôt, car j'ai pas tout fixé et je ne veux par avoir honte) et on se lance dans les classiques re-calibration de ... tout! Bah oui: les positions min/max X et Y ne sont plus bonnes, les Z on en parle pas, toutes les courroies sont à retendre, la config klipper à refaire complètement, etc. Mais tout fonctionne du premier coup ! Même le TAP au moment de faire le fameux "G28 Z" (sueur garantie). Les premiers résultats Bon c'est bien beau tout cela mais évidement je ne l'ai pas fait juste pour le plaisir de refaire tout ces p#t@!w de câbles. Donc après que le G28 passe bien, le QGL! Et là... le drame: il y a plein de «retry», la tête qui remonte sans arrêt sans redescendre, le QGL qui n'en fini pas et qui abandonne! NNNNOOOOONNN qu'ai je fait! J'ai lancé les tests et ce n'étaient vraiment pas bon: plage de plus de 3mm et je parle pas même de l'écart type!!! Alors je démonte la TAP et je m'aperçois que d'une part la Unklicky avait du frottement, que les vis étaient trop "en pointe" et que la surface du chariot où elles tapent était sale et rouillées, donnant une résistivité trop importante. Bref pas mal d'entretien, de ponçage et de tour de tournevis plus tard j'obtiens de bien meilleurs résultats, mais c'est pas stable. Un coin (le 3 ici) à 2mm de range (!!!) et drift de la mort. min max first last mean std count range drift 1:corner 30samples (25, 325) 2.2525 2.26125 2.25625 2.25875 2.258417 0.002022 30 0.00875 0.0025 2:corner 30samples (325, 325) 2.2700 2.27625 2.27250 2.27500 2.273792 0.001812 30 0.00625 0.0025 3:corner 30samples (25, 25) 0.2800 2.27500 0.28000 2.26500 2.202792 0.363168 30 1.99500 1.9850 4:corner 30samples (325, 25) 2.2100 2.22000 2.21000 2.21500 2.215875 0.002080 30 0.01000 0.0050 Je revois la tension des courroies en Z... min max first last mean std count range drift 1:corner 30samples (25, 325) 0.42000 2.30875 2.30875 0.42750 2.178750 0.477067 30 1.88875 -1.88125 2:corner 30samples (325, 325) 2.30125 2.30750 2.30250 2.30625 2.304333 0.001495 30 0.00625 0.00375 3:corner 30samples (25, 25) 2.30875 2.31375 2.30875 2.31125 2.311958 0.001073 30 0.00500 0.00250 4:corner 30samples (325, 25) 2.29125 2.30000 2.29125 2.29875 2.297750 0.001925 30 0.00875 0.00750 Mince cela à juste changé de coin!! Pourtant les tensions sont toutes propres! Bref, je re-démonte la TAP: c'était les vis, elles n'étaient pas parfaitement à la même longueur, une erreur de 0.5 mm faisait que plan était en biais. De même que les fils n'étaient pas bien attachés et touchés un peu partout, donnant des résultats erronés. PS: je suis en 64 microstep en Z... min max first last mean std count range drift 1:corner 30samples (25, 325) 2.291250 2.296250 2.291875 2.292500 2.293063 0.001081 30 0.005000 0.000625 2:corner 30samples (325, 325) 2.293750 2.300625 2.297500 2.295625 2.297146 0.001474 30 0.006875 -0.001875 3:corner 30samples (25, 25) 2.288750 2.296250 2.291250 2.290000 2.290417 0.001367 30 0.007500 -0.001250 4:corner 30samples (325, 25) 2.283125 2.290000 2.283125 2.285000 2.285896 0.001492 30 0.006875 0.001875 AH AH !!! Allez on lance tous les autres tests (répétabilité et drift sur 500 essais) Take 20 probe_accuracy tests to check for repeatability Test number: 20...19...18...17...16...15...14...13...12...11...10...9...8...7...6...5...4...3...2...1...Done min max first last mean std count range drift test 01: center 10samples 2.146875 2.153750 2.153750 2.148125 2.148750 0.001909 10 0.006875 -0.005625 02: center 10samples 2.144375 2.149375 2.144375 2.148750 2.147875 0.001565 10 0.005000 0.004375 03: center 10samples 2.151250 2.156875 2.151250 2.153750 2.153938 0.001642 10 0.005625 0.002500 04: center 10samples 2.146875 2.149375 2.148750 2.146875 2.147812 0.000793 10 0.002500 -0.001875 05: center 10samples 2.143750 2.149375 2.143750 2.148125 2.147563 0.001515 10 0.005625 0.004375 06: center 10samples 2.138750 2.140625 2.140625 2.139375 2.139875 0.000645 10 0.001875 -0.001250 07: center 10samples 2.138750 2.144375 2.138750 2.142500 2.142313 0.001888 10 0.005625 0.003750 08: center 10samples 2.137500 2.141250 2.137500 2.140625 2.138875 0.001311 10 0.003750 0.003125 09: center 10samples 2.142500 2.147500 2.142500 2.146875 2.145938 0.001510 10 0.005000 0.004375 10: center 10samples 2.136875 2.140000 2.140000 2.139375 2.139000 0.000894 10 0.003125 -0.000625 11: center 10samples 2.137500 2.143125 2.137500 2.142500 2.141000 0.001868 10 0.005625 0.005000 12: center 10samples 2.140625 2.142500 2.142500 2.141250 2.141625 0.000672 10 0.001875 -0.001250 13: center 10samples 2.133750 2.142500 2.133750 2.142500 2.139312 0.002420 10 0.008750 0.008750 14: center 10samples 2.143125 2.145000 2.145000 2.144375 2.144000 0.000844 10 0.001875 -0.000625 15: center 10samples 2.138125 2.148750 2.138125 2.148750 2.144625 0.003388 10 0.010625 0.010625 16: center 10samples 2.137500 2.141250 2.137500 2.139375 2.139250 0.000968 10 0.003750 0.001875 17: center 10samples 2.138750 2.141250 2.138750 2.138750 2.139813 0.001104 10 0.002500 0.000000 18: center 10samples 2.140625 2.144375 2.143125 2.141250 2.142625 0.001344 10 0.003750 -0.001875 19: center 10samples 2.138125 2.147500 2.138125 2.144375 2.144250 0.002514 10 0.009375 0.006250 20: center 10samples 2.138125 2.140000 2.140000 2.140000 2.139250 0.000645 10 0.001875 0.000000 Your probe config uses median of 5 sample(s) over 20 tests Below is the statistics on your median Z values, using different probe samples mean min max std range sample_count 0 2.141781 2.133750 2.153750 0.005013 0.020000 1 1 2.142062 2.135937 2.151562 0.004379 0.015625 2 2 2.142469 2.137500 2.151875 0.004088 0.014375 3 3 2.142828 2.137812 2.152500 0.004117 0.014687 4 4 2.143125 2.138125 2.153125 0.004136 0.015000 5 5 2.143156 2.138125 2.153437 0.004130 0.015312 6 6 2.143188 2.138125 2.153750 0.004224 0.015625 7 7 2.143344 2.138125 2.153750 0.004249 0.015625 8 8 2.143438 2.138125 2.153750 0.004212 0.015625 9 9 2.143516 2.138438 2.153750 0.004213 0.015312 10 Regardez le test #20: écart-type de 0.000645, plage de 0.001875mm et 0mm de drift! C'est magnifique!! Tests de drifts sur 500 samples: Take 500 samples in a row to check for drift min max first last mean std count range drift test center 500samples 2.141875 2.150625 2.141875 2.1475 2.14815 0.000846 500 0.00875 0.005625 Pour ceux qui n'aiment pas le texte, les graphiques sont ajouté à la fin du post. Alors tout n'est pas encore parfait: je n'arrive pas à faire un bed_mesh avec pleins de point de tests (genre 25x25) comme dans la vidéo de présentation de TAP. Je me prend des erreurs «Probe samples exceed samples_tolerance» car d'un coup j'ai 2mm d'écart. Je pense qu'il y a encore des soucis de frottement empêchant la unklicky de bouger librement ou des pb avec l'aimant. Je ne sais pas pour l'instant. Mais c'est très prometteur. Les liens utiles: [0] https://github.com/VoronDesign/Voron-Stealthburner [1] https://github.com/VoronDesign/Voron-Tap [2] https://github.com/majarspeed/Unklicky/tree/main/Unklicky_TAP [3] http://mellow.klipper.cn/#/board/fly_sht_v2/ [4] https://github.com/VoronDesign/VoronUsers/tree/master/printer_mods/Chaoticlab/Tool_free_tensioner [5] https://github.com/sporkus/probe_accuracy_tests [6] https://www.youtube.com/watch?v=JLUDLJQXZeU


-
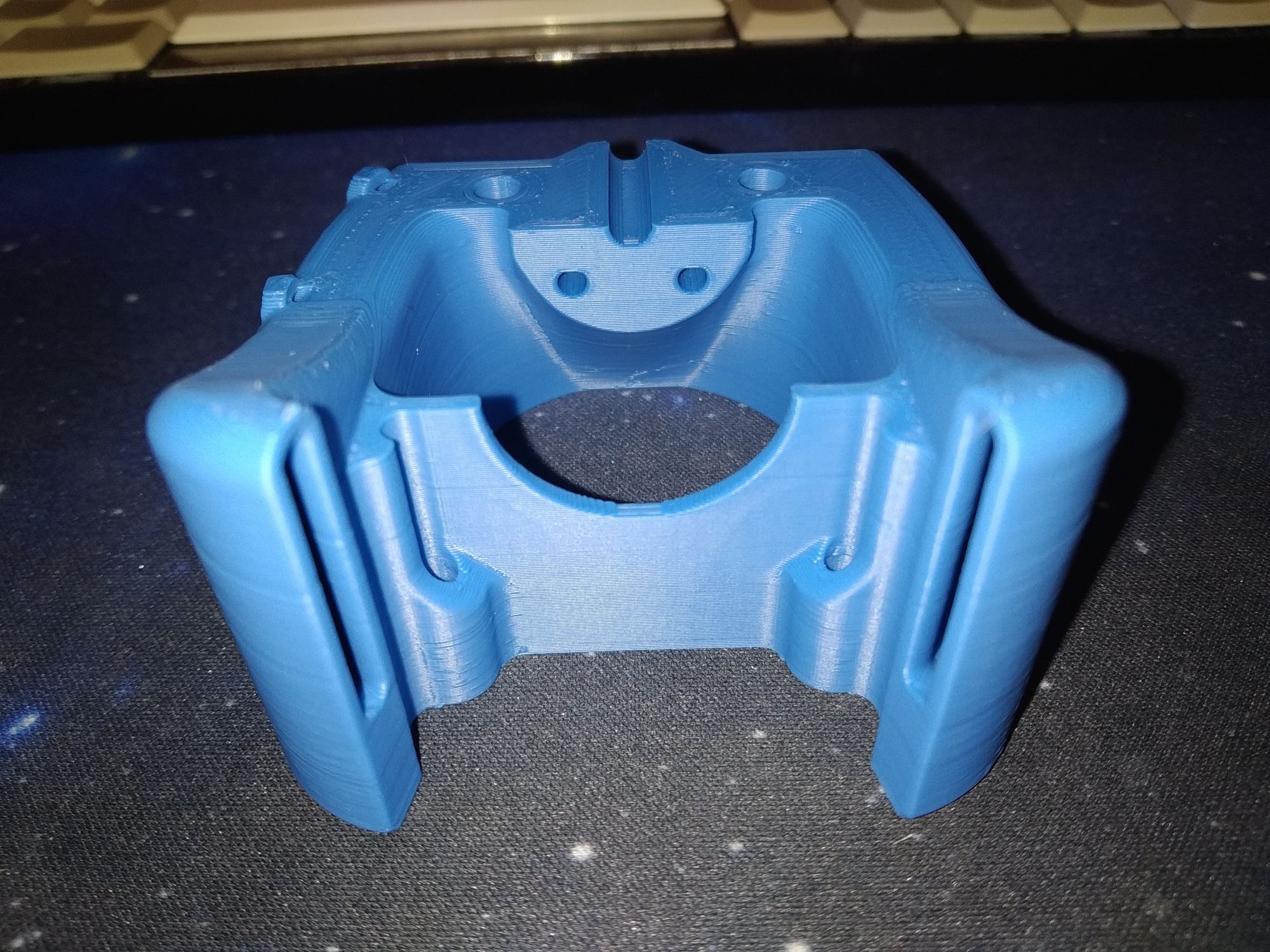
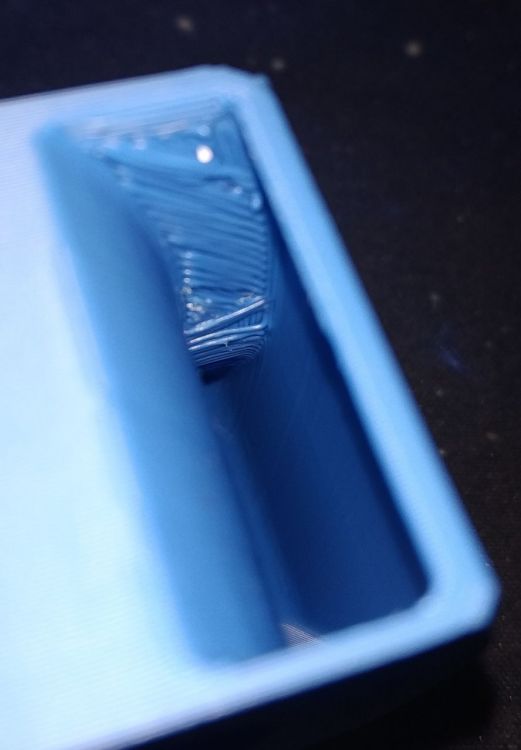
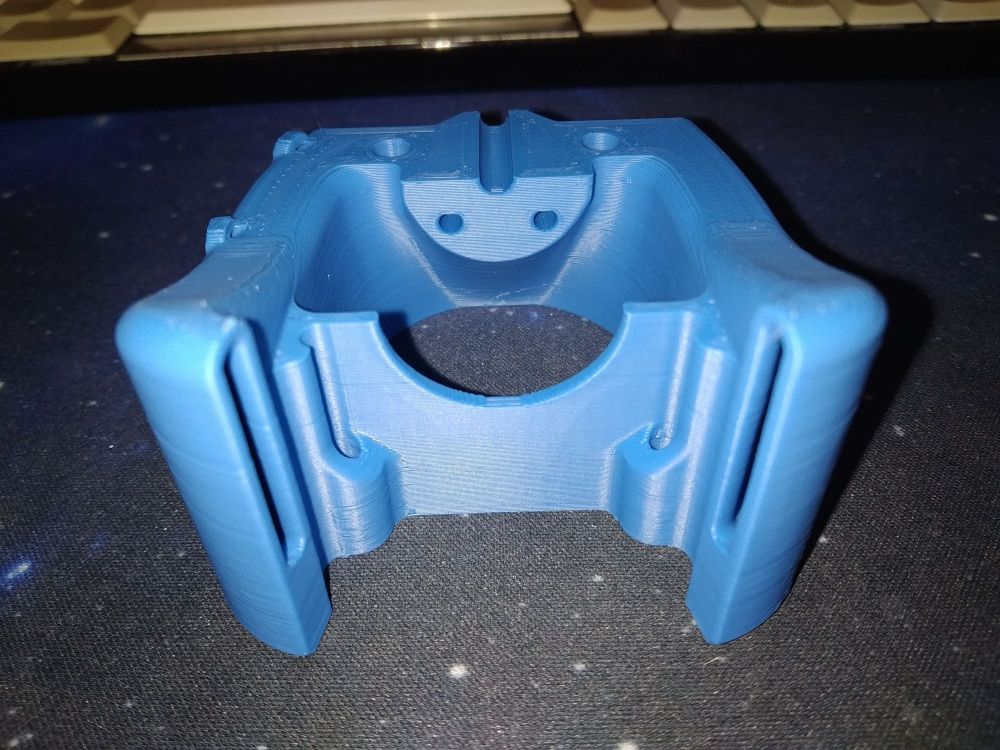
Tranquillement j'arrive à la fin de l'impression de toutes les pièces pour la Voron-2.4 et j'atteins bientôt les 200h d'impressions! Aujourd'hui je test le filament ABS bleu d'AmazonBasic: il sent plus et un poil plus de rétraction (mais .5mm sur 2cm... faut le chercher) que l'ABS+ de eSUN, mise à part cela il est très bon, j'en suis plutôt content! Autant j'ai été très déçu par le PLA orange semi-transparent de chez eux, autant cet ABS passe très bien. En voila l'exemple avec la tête Voron2.4 pour Dragon, photos prise avec la torche du tel pour accentuer les défauts de surface (non visibles si on regarde avec une lumière "normale").

-
que donne le tests des petits carrés? (9 petits carrés 5x5mm, 1 couche, répartis 4 coins, 4 côtés et centre)? (si tu as une photo prise du dessus avec la bonne lumière rasante pour accentuer les détails....) Je trouve que déjà avec ce test des carrés, sans aucunes probes, on a un très beau résultat. Et sur un bed aussi petit, pas certain que cela vaille vraiment le coup d'avoir des probes. Mais si tu en ai content c'est ce qui compte!
-
Je suis en cours d'impression de toutes mes pièces Voron-2.4 sur ma Voron-0.0, en ABS 235°C j'utilise une vitesse de 100mm/s (Print Speed) et 200mm/s (Travel Speed) dans Cura. J'ai descendu un peu les accélérations que les valeurs par défaut en utilisant 1800mm/s² (print) et 3000mm/s² (travel), pour avoir un beau rendu et pas forcer sur le bruit. Résultats: très propre, aucuns pb de Z non plus, j'utilise l'écrou anti-slash fournis avec la vis T8x8 aussi. Je peu facilement monter à 120mm/s aussi, mais j'ai remarqué qq pb avec les murs internes et des sauts de pas sur le moteur d'extrusion. Mais je n'ai pas utilisé le "input shaper" de klipper, ni monter trop les puissances moteurs (0.3 sur les A/B, 0.25 sur Z et l'extrudeur). Il y a qq1 qui montre une vidéo sur YT où il fait un benchy en 8mn sur une V0 stock. C'est clair que c'est une la Voron-0.0 est absolument génial en imprimante de "bureau": on peut vraiment la poser sur son bureau avec tout son carénage qui ferme bien l'ensemble. C'est très propre et les TMC2209 la rendre plutôt silencieuse: le bureau est juste à côté de la chambre et je dois faire vraiment attention et savoir ce que je cherche comme bruit pour l'entendre... elle est WAF-compliant
-
Question bête: tu as testé sans chauffage particulier les-dits filaments pour savoir si déjà sans ajouts tu y arrives bien? Intéressant, tu as des photos de l'ensemble? Mais comment tu utilises cela vu que les vis ne sont pas automatisées?
-
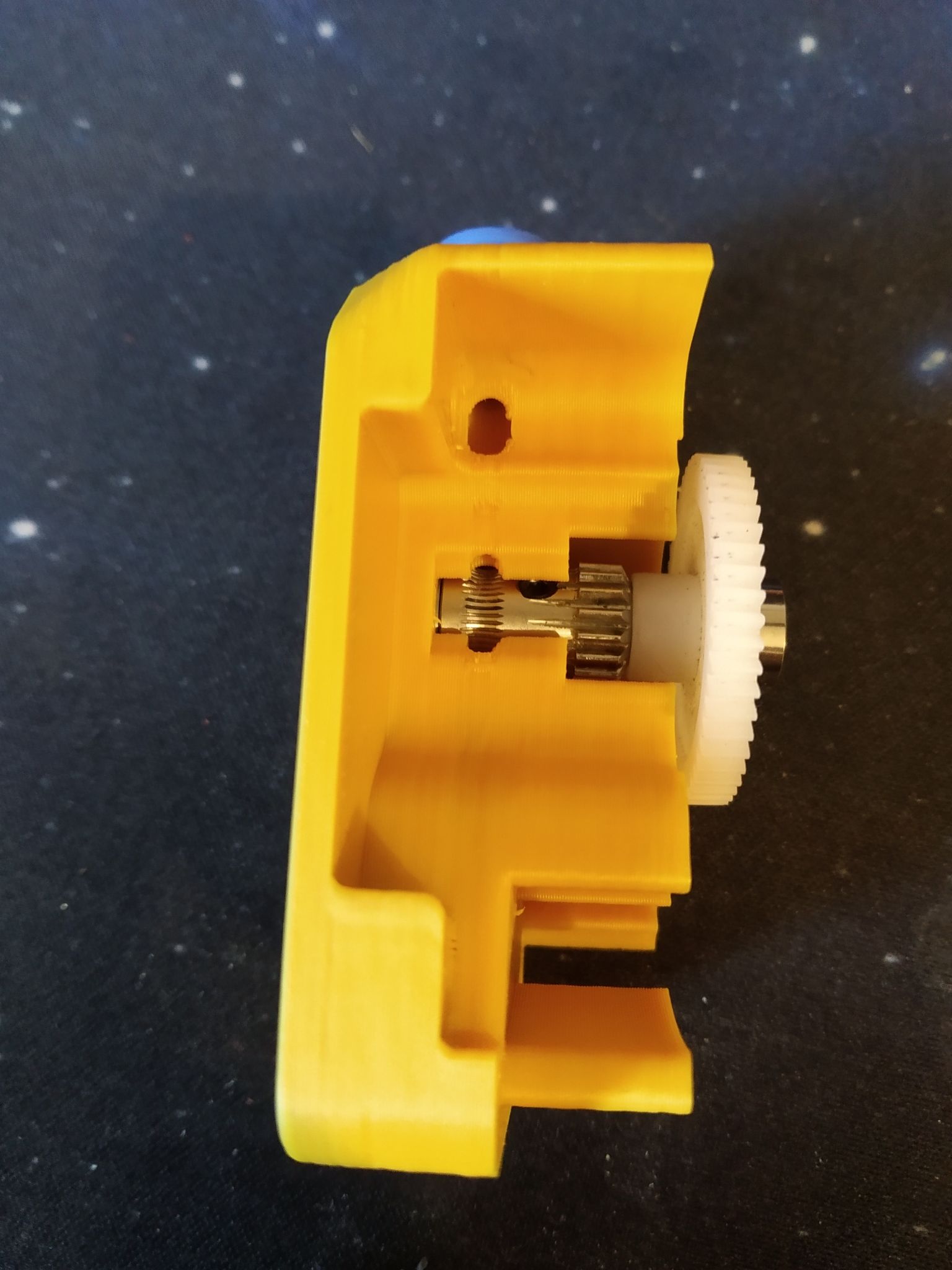
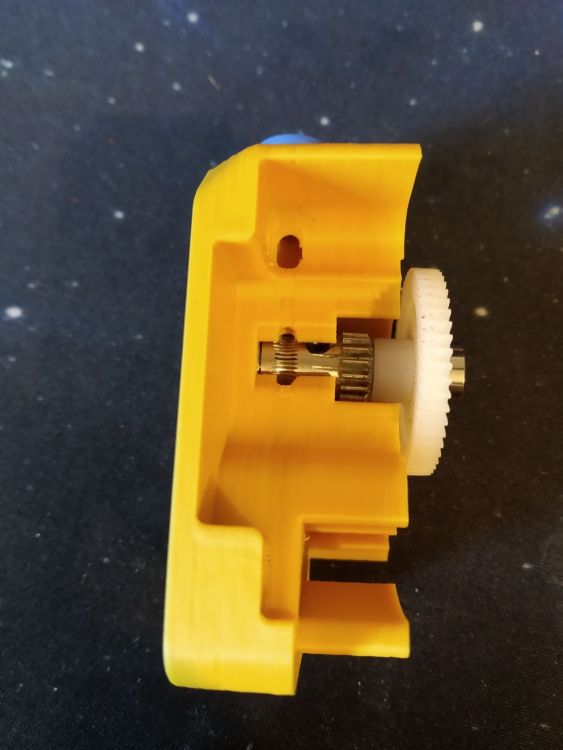
Je suis maudit avec le bloc d’entraînement du fils! La couronnes métallique qui retient le tube PTFE vient d'exploser en petit morceau après à peine une 20aines d'heures d'impression Bref ma journée pour re-démonter le bloc, en imprimer un autre et remonter le tout (cf post précédent où j'ai coller le "collet" à la cyano... donc pas changeable). Le nouveau étant du même lot j'espère que c'était juste moi qui est juste trop forcer dessus en l’enfonçant. Celui-là j'ai fait attention à l'insertion et collé aussi vu que le bloc en plastique peut trop s'assouplir sinon.

-
Oui, j'avais déjà repéré que qq pièces ne seront faites que par la 2.4 elle-même. Mais toutes les pièces fonctionnelles sont imprimables avec une V0 au moins.