



Daniel U10
-
Compteur de contenus
112 -
Inscrit(e) le
Récompenses de Daniel U10
")





-

retour d'expérience après achat et premiers pas sur X5SA-500 Pro.
Daniel U10 en réponse au topic de Daniel U10 dans Tronxy
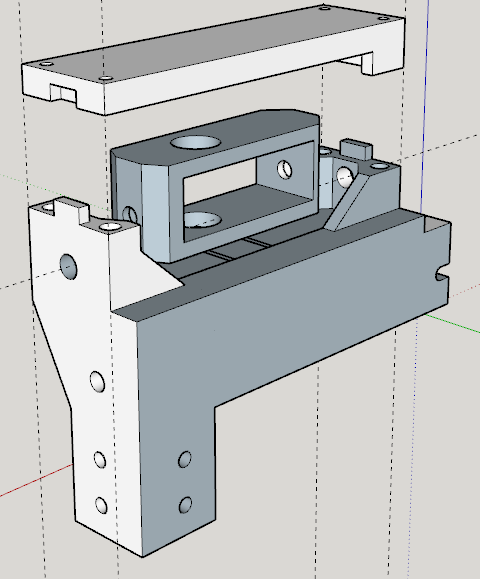
Oui bonjour Fred, et salut à tous, je me suis un peu absenté car j'avais astro un peu partout, je rentre tout juste d'un rassemblement d'astams (astronomes amateurs) où j'ai également beaucoup parlé 3D car beaucoup s'en servent également pour customiser leur matos. Donc oui tout roule, plus précisément depuis début septembre, j'ai enfin commencé à sortir mes premières pièces impeccables, et si j'ai dû en refaire certaines c'est seulement de ma faute car c'était au niveau conception que ça coinçait... quelques erreurs de positionnement ou d'axe mal calculé... Mais ces premières impressions sont toutes consacrées pour le moment à l'amélioration de la machine, ça va me prendre encore un peu de temps car ne prenant pas de risque j'imprime en mode pépère, donc en assez lent. J'ai également commencé la rédaction du petit mémoire résumé de l'expérience en PDF que je posterai lorsque j'aurai terminé ces améliorations, avec les photos et les fichiers STL. voilà un modèle ultra simple auquel je n'avais pas pensé, effectivement, les moteurs sont mal tenus d'origine et ont une fâcheuse propension à s'incliner vers l'avant sous la tension des courroies, avec ça le problème est résolu. Je pense donc que cela est très suffisant, mais comme j'étais parti sur l'idée de renforcer en même temps l’équerrage et la rigidité de la structure, ainsi que de pouvoir faire l'ajustement fin et précis des courroies, je suis parti sur un projet un peu plus "usine à gaz"... ... entre 26 et 28 heures d'impression par angle, et plus de 100 m de filament... et ça c'est pour la pièce principale, les petits accessoires sont en plus... et je mets le paquet, dans l'épaisseur des pièces, je tiens à ce que ça soit très solide. mais en même temps c'est un excellent exercice pour la suite, tant sur la conception que sur la réalisation, après ces deux pièces de l'arrière haut, je m'attaque aux 4 angles du bas qui vont complètement encadrer la machine et empêcher toute défaillance de symétrie et de parallélisme... c'est une bonne entrée en matière avant d'attaquer les deux grosses pièces tant espérées pour mon télescope qui elles vont dépasser les 68 heures d'impression chacune... Voici une petite idée de l'usine à gaz... pas facile de comprendre comment ça fonctionne, j'ai mis une des deux captures en transparence, mais je mettrai tous les détails avec les photos sur le PDF. j'ai déjà essayé de positionner la première qui est imprimée, et ça semble aller plutôt bien... j'attends d'avoir l'autre pour le montage complet, c'est sous presse en cours d'impressions. et j'attends aussi les accessoires, traverse supplémentaire, roulements etc. en bref, ça vient se positionner contre le montant arrière et sur la traverse du fond, qui n'est d'ailleurs qu'en 20 x 20 d'origine et donc très faible par rapport aux 40 x 40 presque partout ailleurs, donc cette pièce en PETG est aussi prévue pour recevoir et maintenir une traverse supplémentaire de 20 x 60 qui reliera les deux montants arrière et permettra de pouvoir y adapter par la suite le porte bobine de manière un peu plus sérieuse que sur la simple traverse actuelle qui branlotte.... Le passage à l'arrière est pour le moteur, prévu un peu plus haut que nécessaire pour un format supérieur éventuellement, et au dessus, le petit boîtier avec la navette réglable par vis pour la tension des courroies, et le petit plus, avec le support de roulement pour le haut de l'axe moteur, ici c'est la partie gauche, donc l'axe du moteur X. et tout ça avec les passages de vis et d'écrous marteaux, les emplacement d'inserts, de roulements et de poulies... ça se démonte, ça s'ouvre et ça se règle. Voilà, j'y passe les plus de temps possible, mais l'astro prime sur tout, alors ça demande un peu de patience... Merci @pommeverte, je vais étudier ça de près mais pour le moment ça a l'air d'aller un poil mieux question bruit de moteur, j'ai réaligné les poulies avec les courroies neuves et avec le montage prévu ça devrait aller encore mieux, mais de toute manière je pense qu'il faudra les changer pour la tranquillité, je ne tiens pas à ce qu'ils me lâchent dans une impression de 68heures, donc c'est aussi pour ça que je les éprouve actuellement avec mes customs. Bonne semaine à tous et à bientôt.

-
retour d'expérience après achat et premiers pas sur X5SA-500 Pro.
Daniel U10 en réponse au topic de Daniel U10 dans Tronxy
merci de l'info, mais sont-ils bien équivalent? Car sur la Tronxy les moteurs 42x60 sont ceux du Z, mais les moteurs des X-Y ne font que 42x38... s'ils sont de puissance égale et font le même travail, en sont plus solide et qu'on peut les mettre à la place pourquoi pas?... De fait il y a la place pour les mettre, et donc s'ils remplissent le même office à la même puissance, le fait qu'ils soient plus hauts d'un bon tiers les rends en principe plus résistants sur l'axe puisque les roulements sont plus éloignés entre eux, d'ailleurs le moteur qui fait du bruit de cliquetis est justement celui de la courroie haute, donc de celle qui exerce le plus de force sur son axe si on considère l'axe comme un bras de levier... Je me demande même si ce ne serait pas intéressant de monter un système qui reprendrait l'axe par le dessus de la poulie pour le maintenir dans un autre roulement aligné et compenser ainsi cet effort inutile... on peut très facilement remonter un peu le moteur pour laisser dépasser suffisemment d'axe au dessus de la poulie pour cette reprise en roulement... Certes, cela fonctionne sans ce dispositif, mais à la longue avec la fatigue je pense que cela peut être intéressant... C'est quand même bizarre cette configuration d'origine avec des moteurs X-Y plus courts et le Z plus long... alors que les moteurs du Z travaillent eux dans l'alignement de l'axe, et donc les roulements ne souffrent pas comme dans un travail perpendiculaire à l'axe où les courroies exercent un effort assez conséquent. On est vraiment certain que ce soient des ingénieurs qui aient conçu le truc? -
retour d'expérience après achat et premiers pas sur X5SA-500 Pro.
Daniel U10 en réponse au topic de Daniel U10 dans Tronxy
aïe, c'est un peu ce que je redoutais... Pourtant elles ne sont pas plus tendues qu'auparavant, la seule différence c'est qu'elle ne sont pas élastiques... et donc sans avoir à être trop tendues elles restituent fidèlement les impulsions reçues vers la tête d'impression, et même si j'ai un peu forcé la tension sur les anciennes vers la fin, cela n'a vraiment pas duré très longtemps, je me suis très vite rendu compte que ça ne servait à rien... et de toute manière ces espèces d’élastique à slip ne supportent pas la tension, donc si avec si peu de contrainte les roulement sont déjà HS ou en perdition je dois aussi supposer et déplorer que pour ça aussi on est dans le très bas de gamme... En fait je vais finir par me demander pourquoi ils vendent des machines, le plan nous suffirait si on doit tout remplacer dès le départ... Donc je vais commander des moteurs de secours, mais là je crains qu'ils ne soient tous fabriqués en chine... Mais bon ils ne font pas non plus que que de la daube quand ils veulent, faut juste trouver la bonne marque. Si quelqu'un a un bon tuyau pour choisir le bon moteur, je suis à l'écoute. -
retour d'expérience après achat et premiers pas sur X5SA-500 Pro.
Daniel U10 en réponse au topic de Daniel U10 dans Tronxy
je ne sais pas si on trouve des Gates dans ce format, je n'en ai pas vu, ni à quel prix le cas échéant, là pour 6 mètres j'en ai eu pour un peu moins de 30 euros avec le port chez Prototype 3D et franchement la différence est flagrante. Petite question puisqu'on est dans le sujet courroies... je constate un léger cliquetis sur la machine, comme elle est très silencieuse, on le remarque plus facilement, mais je ne voyais pas d'où ça venait, et en promenant mon oreille un peu partout j'ai pu déterminer l'origine de ce bruit dans le moteur du X... ça ne semble pas inquiétant outre mesure, mais je me demande si c'est normal, je n'ai rien trouvé sur l'Internet à ce sujet. l'autre côté (Y ) le fait aussi mais on ne l'entend qu'à peine et en mettant l'oreille très près. quelqu'un a-t-il déjà relevé ce détail? Ou est-ce un symptôme inquiétant à surveiller? Je ne l'avais pas remarqué avant, mais ça ne veut pas dire que ça ne le faisait pas, j'avais tellement à faire avec les galères... et comme cette machine est très silencieuse dans l'ensemble on ne remarque pas le peu de bruit qu'elle fait, mais là comme tout va bien et que je passe du temps à contempler son évolution, j'ai tout loisir de me rendre compte de ce genre de détail... -
retour d'expérience après achat et premiers pas sur X5SA-500 Pro.
Daniel U10 en réponse au topic de Daniel U10 dans Tronxy
Merci @Yellow T-pot, tu m'en avais déjà parlé et j'ai bien suivi ce conseil, effectivement en vérifiant sur l'aperçu comme tu me l'as expliqué c'est parfaitement évident, jusqu'ici vu que par défaut on n'est seulement à 10%e n'ai osé aller que jusqu'à 25% pour ne pas risquer la sur-extrusion, avec le PETG c'est délicat, et ça marche bien, mais je tenterai 30% à l'occasion. Désolé pour mon long silence de ces derniers temps, je suis un peu le forum discrètement de loin en loin car j'ai assez peu de temps, et surtout j'ai été bien en panne avec cette histoire de courroies... pas moyen de les régler correctement et surtout le fichier et la méthode prise sur Thingiverse ne marche pas. Donc j'ai refait un modèle d'octogone de calibration, et commandé un palmer 175-200 pour calibrer sur un format raisonnable, mais entre temps j'ai une courroie qui s'est déformée grave... j'ai donc remplacé les deux par un jeu de meilleure qualité (blanches et armées acier). Le temps que cela arrive, j'ai également fait quelques améliorations sur l'extrudeur et le hotend, et depuis quelques jours j'imprime à fond les manettes, ça marche du tonnerre de Brest. j'ai résolu tous mes problèmes et je prépare un petit compte rendu global pour le retour, donc patience, car je veux terminer le jeu d'impression et le montage pour tout mettre au propre avec les photo, les fichiers STL et les explications. Pour résumer, en plus des nombreuses malfaçons sur cette pauvre imprimante la dernière en date c'est la médiocrité des courroies d'origine... Il est imératif de les virer dès le départ et de partir avec des vraies bonnes courroies, même mal réglées, le résultat est nettement meilleur, les courroies d'origine sont extensibles et donc aucun réglage sérieux n'est possible, j'ai imprimé pas moins de 14 octogones de calibration de la méthode prise sur Tingiverse avec les corrections de steps/mm sans aucun résultat probant... avec les courroies neuves, un seul essai pour prendre la mesure de base puis un second pour la correction et c'est absolument parfait au premier coup..., sur le X, le Y et même sur le A et B... avec ça et le changement de filament pour éliminer cette daube de Overture et tout marche comme sur des roulettes, chaque modification de réglage est aussitôt traduite par un résultat évident et petit à petit on peut affiner à la demande, avant ça aucune corrélation entre les réglages et le résultat, c'est comme pisser dans un violon. Là j'attends la livraison d'un gros onduleur de 2000VA (1200W), pour mettre tout mon système (Workstation écrans et Tronxy X5SA) à l’abri des surprises avant d'attaquer les grosses pièces (68heures d'impression)... je veux au moins en sortir une avant de publier le bilan compte rendu de l'aventure... La machine est censée pouvoir reprendre une impression interrompue, mais j'ai eu des coupures cet été qui n'ont pas pu reprendre... alors prudent je suis... Mais déjà je confirme que c'est une excellente machine... si on la customise un tant soit peu et surtout si on n'a pas peur du bricolage... et j'ajoute... si on a la chance de bénéficier des bons conseils du forum, encore mille merci, j'espère payer un peu de ma dette en renvoyant l’ascenseur pour d'autres aventureux téméraires... Bonne journée et à bientôt. salut @fred5976, as-tu essayé les courroies armées acier (blanches)? à peine installées on voit direct la différence... je n'ai pas encore terminé l'impression des tendeurs que j'ai dessinés et j'ai donc commencé mes réglages et impressions avec elles, juste tendues à la main et appréciation au doigté... pour le réglage des steps/mm X Y au gabarit octo (le mien), c'était réglé en une seule passe, rien à voir avec les "élastics à slip" d'origine... donc a priori je n'aurai même pas besoin des tendeurs réglables ultra fins, mais comme en même temps ils seront sur les renforts d’équerrages arrière, je les mettrai quand même (sans le noyau de réglage pour le moment), je ne vais pas refaire le dessin très compliqué que j'ai élaboré, et qui peut le plus peut le moins, sait-on jamais... là je suis en train d'imprimer à donf en PTEG, et ça marche au poil... Pour le gabarit de calibrage, j'ai dessiné ça: OctoCalib-200.stl la mesure sur 200 permet de réduire la marge d'erreur et ne ne pas multiplier l'imprécision de la mesure pour les grosses machines comme la 500. je l'ai dessiné au plus juste pour qu'il reste assez rigide et utilisable sans consommer trop de temps et de filament... mais avec les bonnes courroies un seul suffit, alors qu'avec les courroies pourries d'origine et la mesure en encoche au pied à coulisse, après 14 essais je n'ai rien eu d'acceptable... donc j'ai tout repris à zéro et maintenant ça fonctionne comme sur des roulettes. Le mieux c'est aussi d'avoir un palmer de 175-200, (55 balles sur aliexpress) le pied à coulisse c'est pas aussi précis... ou alors faut vraiment y mettre le prix... Bonne rentrée-reprise, mais tu verras plus tard à la retraite, tu n'auras pas plus de temps libre... -
retour d'expérience après achat et premiers pas sur X5SA-500 Pro.
Daniel U10 en réponse au topic de Daniel U10 dans Tronxy
du moment que ça passe c'est bon, pas besoin des graduations, si ça dépasse un peu il suffit de compter le nombre de tours, 1/2 millimètre pour 1 tour... on peut donc facilement mesurer jusqu'à 2 mm de plus, et de toute manière on n'a pas autant d'écart, ou alors il faut revoir tout l’équerrage de la machine... donc 200 c'est parfait, on a un compte rond le but du jeu était de faire la mesure au plus grand possible. -
retour d'expérience après achat et premiers pas sur X5SA-500 Pro.
Daniel U10 en réponse au topic de Daniel U10 dans Tronxy
Oui j'avais bien compris, j'ai mis le fichier STL au début du précédent message: Donc c'est aussi un octogone, mais plus grand et sans les encoches mal définies et source d'erreurs de mesure, à la place ce sont de sommets plats pour mesurer avec un palmer. et bien si c'est très exactement ça qui s'est passé... et ça corrobore tout ce que je pense depuis le début et qui s'avère donc au fur et à mesure... le principe de cette bécane reste génial, mais sa fabrication et tout le service Tronxy en général (à l’exception du marketing ultra performant), tout le reste donc c'est de la merde en branche... Il ne faut surtout avoir confiance en rien de ce qui vient de chez eux, il faut tout revérifier systématiquement et contrôler avant montage si on veut avoir quelque chose de correct. Bref il faut faire leur boulot et s'attendre à un surcoût de matériel pour remplacer la daube, ça justifie amplement le coût relativement modeste de cette machine, il ne faut pas croire aux miracles, ce qu'on ne paye pas à l'achat on le paye après et surtout en temps passé à tout remettre au point. Pour moi financièrement ça reste très valable mais il faut le savoir et s'y préparer... Je fais bien la différence entre la machine en elle même, et le service lamentable qui est censé aller avec... donc pour bricoleurs avertis uniquement, et si possible non débutants en 3D. Le fait de livrer en Kit ne devrai pas signifier livrer n'importe quoi n'importe comment. -
retour d'expérience après achat et premiers pas sur X5SA-500 Pro.
Daniel U10 en réponse au topic de Daniel U10 dans Tronxy
et voilà... OctoCalib-200.stl les huit petits plots sont juste suffisants pour positionner le palmer, et recevoir les lettres mentionnant l'axe pour ne pas faire d'erreur... Je pensais le mettre en ligne mais après l'avoir imprimé pour vérifier la tenue et l'efficacité, mais si ça peut te servir avant... j'espère qu'il ne sera pas nécessaire de le renforcer davantage, je l'ai dessiné pour un minimum de rigidité, de volume et de temps d'impression, Cora me le tranche en PETG pour 1h50 ou en PLA pour 1h30 ce qui reste acceptable pour un objet de cette taille. Avec un palmer on devrait donc avoir assez de précision, au moins égale ou supérieures à celle des possibilités de la machine, avec un plateau de 50x50, ça fait seulement multiplier par 2.5 la marge d'erreur, alors qu'avec l'octogone de 100mm trouvé sur Thingiverse, elle est à multiplier par 5 et la précision du pied à coulisse en fond d'encoche est très aléatoire... C'est parce que je ne suis arrivé à rien de correct que j'ai petit à petit continué à tendre mes courroies au delà du raisonnable jusqu'à la quasi-rupture après élongation. j'avais de meilleurs résultats beaucoup plus précis avec un petit cube de 25mm mesurés au palmer, ce qui m'a donné l'idée d'investir sur un plus grand, et de revoir le modèle car 25mm pour un plateau de 500 ça nous fait un rapport 20... donc ce qu'on gagne d'un côté en précision on le perd par la multiplication de la marge d'erreur Et pour le palmer 175-200 il est à 55euros chez AliExpress, pas de quoi s'en priver. Par contre pour les tenseurs de courroies que j'ai dessinés, je vais attendre de les avoir imprimés et testés avant de passer le STL, et il faut aussi que je reçoive les roulements et les poulies pour valider le format du dessin... et il faut aussi que je valide le diamètre de perçage pour les inserts... ces modules vont se fixer sur la traverse à l'arrière et serviront également à renforcer l'équerrage de la machine qui laisse franchement à désirer, donc d'une pierre deux coups (je rajouterai peut être aussi une équerre plus large si nécessaire, mais déjà ça me paraît suffisant). Le réglage de tension se fera par une simple vis sans rien avoir à démonter. voici le projet de l'usine à gaz... le noyau mobile intérieur est tiré par une vis non représentée, il peut également être poussé par l'autre côté si nécessaire... le noyau est conçu pour recevoir la poulie dentée sur un axe entre deux roulements car je ne veux aucune contrainte mécanique sur les courroies autre que la tension. La poulie est dentée car le seul endroit possible pour placer ce genre de réglage ne peut se faire que depuis la face dentés de la courroie, sans cela j'aurais privilégié la surface lisse et une poulie simple. et le couvercle qui retient le tout se fixe par dessus. Sur la partie inférieure, le système de fixation contre la barre transversale profilée et l'angle arrière droit, il sera peut être délicat de placer les vis avec les écrous marteaux dans l'angle, au moins sur la face arrière, je pense donc retoucher le dessin et mettre des fentes comme sur la partie contre la traverse arrière... Pour le côté gauche c'est la même en symétrique, mais avec une surélévation du noyau de 10mm pour correspondre à la courroie haute. les deux marques intérieures en fond de tiroir marquent l'aplomb du passage des courroies, la tension est nulle quand la poulie est juste positionnée au milieu, donc entre les courroies, et augmente à mesure qu'on la tire vers l'extérieur (droit ou gauche), donc le réglage sera sensible et précis, à partir d'une tension de base réglée avec le système d'accrochage dont @Yellow T-pot nous a fourni le modèle. Quand ça sera en place, je ferai des photos plus parlantes. Pour la jauge de tension j'ai trouvé ça que je vais essayer, pour 20 euros c'est correct... en effet, ça semble sympa et facile à réaliser, mais je ne vois pas très bien comment ça fonctionne... ni où est-ce que cela s'articule? peut être cela est-il expliqué sur thingiverse ou autre, si tu peux mentionner la page de référence...



-
Compensation inversée du bltouch.
Daniel U10 en réponse au topic de piloupio dans Alfawise / Longer3D
Ben en fait j'ai encore pas mal de cheveux pour mon âge... Ceci dit, c'est vrai que j'ai pas mal galéré et je déconseillerais formellement cette machine pour un total débutant, en revanche je la recommanderais chaudement pour un utilisateur chevronné ou un excellent bricoleur intuitif. Actuellement je suis en attente car j'ai niqué une courroie en essayant de les tendre un peu trop, elle s'est carrément distendue comme un vieil élastique et on voyait la trame d'armature prête à casser... du coup j'ai commandé des courroies plus solides, (blanches et armées acier) et pendant ce temps j'ai dessiné un tendeur de courroies plus facile à régler très finement que de retendre cran par cran en faisant tout bouger ou de tirer grossièrement sur les moteurs en utilisant les vis de positionnement dans les trous allongés... J'ai aussi commandé un petit appareil à mesurer la tension de courroie et un palmer de 175-200 qui me permettra de régler très finement le rapport X-Y et les diagonales A-B avec un nouveau modèle de calibration, parce que le système avec l'octogone de tergiverse c'est du n'importe quoi même si l'idée est bonne, l'encoche n'est jamais précise et au pied à coulisse pas moyen d'avoir une mesure correcte, tu la prends dix fois de suite et tu as dix mesures différentes. Avec mon système j'aurais une mesure bien plus fiable et sur une distance qui limitera la multiplication de l'imprécision rapportée à la dimension du plateau. Autre petit détail que j'ai constaté, quand on a un problème "bizarre", la première des choses à faire est de re-tester avec un autre filament... et ensuite seulement si le souci persiste on commence à chercher la cause... Du coup j'ai parcouru ce fil et je suis tombé sur une question à laquelle je pense avoir une réponse plus simple... Il suffit de mettre un point virgule avant G28 dans ton CG de démarrage(;G28), et la ligne de commande ainsi précédée ne sera pas prise en compte, et tu peux le retirer à tout moment en cas de besoin spécifique. C'est ce que j'ai fait et ça fonctionne à merveille... désormais je fais mon nivellement quand j'en ressens la nécessité et je peux faire plusieurs petites impressions consécutives, il suffit de veiller à ne pas bouger le plateau au décollage de la pièce... -
Salut @Yellow T-pot, c'était justement des bobines neuves achetées récemment et chaque fois tout juste sorties de l'emballage, en plus avec la canicule qu'on a eu et utilisées dans mon bureau-atelier non isolé, si cela arrive sur plusieurs bobines consécutives, on est un peu en droit de penser que cette maison n'est pas sérieuse... en tout cas pour moi c'est terminé avec cette marque. j'ai des bobines de PLA Sunlu (et d'autres marques, certains de type réputées plus délicates d'emploi comme chargés en bronze), qui sont entamées depuis plus d'un an et qui restent parfaitement fonctionnelles... et protégées sommairement en les remettant dans le sachet et la boîte, on ne peut éviter totalement l'humidité et je m'attends à un peu de perte dans le temps ce qui est normal avec tout matériau entamé non utilisé dans un délai raisonnable, mais là on est très loin d'une négligence de stockage... (de stockage chez-moi j'entends). En fait je me rends compte que je n'ai strictement jamais réussi aucun objet avec cette marque... alors c'est peut être moi, mais dans ce cas pourquoi n'ai-je ce souci qu'avec Overture? Je me souviens de ma première expérience de PETG sur l'Alfawise avant la panne, j'ai oublié la marque mais je suis absolument certain que ça n'était pas Overture, j'avais été enchanté du résultat et surpris de la réputation un peu "délicate" de ce type de filament alors que je l'avais trouvé presque plus facile que je PLA, j'en avais d'ailleurs parlé sur le moment il me semble, car je n'avais qu'un souci de déformation de la pièce qui s'était décollée du lit. Je veux bien être tombé sur "la" mauvaise bobine, mais pas trois fois de suite... et en pleine canicule. J'essayerai de le passer au four, merci du conseil, mais quelque soit le résultat et pire encore si ça marche puisque cela prouvera que le souci était livré avec le produit, cette marque reste définitivement bannie de mes futures commandes, heureusement il y en a beaucoup d'autres.
-
Respect oh combien mérité que je partage... il me manque aussi ce cher Gotlib, sa Rubrique à brac c'était toute ma jeunesse, avec lui et Franquin et plus tard Desproges on a appris l'irrévérence courtoise, la dérision bienveillante et l'impertinence débonnaire, ce petit décalage de la réalité qui la rend supportable sans se prendre trop au sérieux...
-
pour du plus sexy il y a des sites plus spécialisée... mais oui je le trouve aussi bien plus intéressant, moins blablateux et plus directement fonctionnel, on n'a pas l'impression de perdre son temps comme chez beaucoup de youtubeurs... oui j'ai eu exactement ce même problème, comme si la machine n'en faisait qu'à sa tête sans tenir compte des instructions du GC, j'avais lâché l'affaire provisoirement pour y revenir plus tard car ça n'était pas primordial... en découvrant ton fil j'ai donc suivi très attentivement le lien que tu as ouvert, vérifié mes paramètres machine et modifié les GC de début et fin... je le testerai d'ici qulques jours car là je suis en cours de modif, je profite du remplacement de heatbreack, je donnerai les explications quand je reprendrai mon fil dès que ce sera prêt. Bref tout ça confirme que c'est vraiment une bonne machine, la seule chose qui coince en fait c'est Tronxy qui ne donne pas les bonnes infos et qui se plante hélas assez souvent à ce qu'il semble... si je comprends tout, ils vendent en fait des versions bêta mal ficelées de leur bidouillage en mélangeant les paramètres de différentes bécanes sans même donner les moyens de les corriger soi-même, il faut en passer par la débrouille entre nous et donc compter sur les compétences de quelques uns... un grand merci au passage pour ces quelques uns dont tu fais partie... perso, livré à moi même en rase campagne je n'aurais jamais rien pu sortir de cette machine... alors que je sens enfin que la solution commence à se dessiner à l'horizon... Autre chose, je confirme que d'un filament à l'autre même intra spécifique (PLA, PETG, mon expérience se limite à ceux là) il y a de très grosses différences d'une marque à l'autre... je commence à bien maîtriser le PLA, mais je viens de merder grave avec une bobine de chez Overture qui va finir ses jours à la poubelle... une daube de chez daube, tous les autres marchent sans problème sauf celui là, essayé sur la même pièce et avec le même Gcode, et aucune variation (temp, vitesse débit etc.) ne permet d'améliorer l'impression... d'ailleurs on le sent déjà au toucher, et le fil est très cassant. Du coup je me demande si une part des problèmes que j'ai eu avec le PTEG ne trouveraient pas ici une partie d'explication, pas toutes naturellement, mais sans doute une bonne part car c'était justement de l'Overture qui présente très bien, jolie bobine très bien emballée, mais à côté du simple SUNLU à l'emballage souvent minable, la différence de qualité est flagrante... enfin pour moi et sur ma machine bien sûr, mais quand même... Je n'ai pas encore assez de recul avec le PETG pour asseoir mon jugement, mais sur le PLA c'est radical donc plus jamais d'Overture... pour moi c'est définitif... "Fermeture"... là encore je confirme qu'on veut toujours aller trop vite au début... je me suis bien corrigé de ce défaut... quand aux parties fines, comme je l'ai dit plus haut, il y a des sites très spécialisés... et même s'ils font bonne impression et qu'on distingue bien les reliefs, ça n'est pas de la 3D...
-
Salut Fred, alors là j'en suis baba... en fait moi je l'ai apprise par un tuto sur une chaine que je trouve bien faite et où j'ai appris plein de trucs de base. Renaud Iltis - https://tamtam3d.fr j'y ai trouvé également des PDF (pour les nuls) qui m'ont bien servi par exemple: Guide-Ultime-de-Parametrage-des-Impressions-3D.pdf je lui ai même demandé conseil au tout début car il fait aussi de la formation sur SketchUp, et il m'a très gentiment répondu. Actuellement il s'est tourné essentiellement vers le modélisme. Je vois que je ne suis pas tout seul à galérer avec la X5SA, mais ça commence à venir, j'ai un peu levé le pied ces derniers temps en raison d'occupations multiples et j'attendais une commande de buses et de heatbreaks que je viens juste de recevoir. Je vais pouvoir reprendre les choses en main... à bientôt. Guide-Ultime-de-Parametrage-des-Impressions-3D.pdf
-
retour d'expérience après achat et premiers pas sur X5SA-500 Pro.
Daniel U10 en réponse au topic de Daniel U10 dans Tronxy
effectivement j'avais pas percuté... donc ça y est je viens l'intégrer le plugin dans Cura. D je j'ai bien suivi, lorsqu’il y a des parties circulaires dans une pièce je peux cocher cette option... ça tombe bien, en général les tubes de télescope sont plutôt souvent arrondis... et je suppose que ça le fait aussi sur les parties ellipsoïdes et cie d'une surface??? et comment donc, je teste ça sur la prochaine... -
retour d'expérience après achat et premiers pas sur X5SA-500 Pro.
Daniel U10 en réponse au topic de Daniel U10 dans Tronxy
Alors là je dis Bravo, il m'a fait un joli cercle complet bien visible au dessus du plateau... cela signifie donc que cette commande est acceptée dans mon marlin je présume... et quel en est l'avantage par rapport à la manière précédente de gérer les cercles? Et comment l'utiliser? Car franchement je ne me vois pas vraiment réécrire le GC de mes pièces, cela dépasse trop mes compétences... donc si c'est intégrable au système dans Cura ça peut le faire, sinon ce serait réservé pour des cas exceptionnels, avec beaucoup de précautions... enfin il me semble... Là je vais repasser en PETG pour tenter une nouvelle pièce différée par les nouvelles données et tests, je voudrais bien voir la différence avec ce que me propose @Yellow T-pot, au sujet des je vais donc partir avec la même pièce (bahtinov alterné) dans un format un poil inférieur pour le télescope de 254, et surtout je vais tester les différentes possibilités sur les gros plans de l'aperçu... ça me fera une expérience de plus sur une pièce de peu d'importance, c'est tout bénef... résultat dans une douzaine d'heures... le temps de changer la bobine, refaire le Z et c'est parti mon kiki... Bahtinov-alterné-254PETG-03-10h58.html


