Tsatogua
-
Compteur de contenus
35 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Tsatogua
-
J'ai bien essayé de desserrer la molette mais ça n'a rien changé. En ouvrant l'extrudeur avec le filament engagé (et bloqué) on voit bien qu'il se met en porte a faux. Mais il n'y a pas la place de mettre une piece autour de la roue dentée pour l’empêcher de "s'enrouler" autour...
-
Bon je viens de recevoir des nouvelles bobines, notamment du PLA Chromatik de chez Dagoma. J'ai lancé une impression de près de deux heures : impeccable ! D'où ma question : les bobines Arianeplast qui passaient très bien avant, pourraient elle avoir mal vieillit ou pris l'humidité ou autre selon vous ?
-
Bon ben c'est un fail...
-
Alors, en baissant la vitesse a 25mm et en augmentant le flow a 125% j'ai réussi a finir le cube de calibration (XYZ). Sauf qu'il s'est décollé dans un angle, donc pas beau, mais fini. Je vais donc lancer la très classique coque de téléphone pour voir sur la durée. A suivre...
-
Je rétracte sans doute bien plus que 2-3mm en effet. Mais ce qui m'étonne c'est qu'en retirant le filament, en le coupant et en le ré-incérant, ça extrude
-
Bonjour Avez vous réussi a imprimer du flex avec la MDR ? J'ai acheté du Flexifil et essayé avec une température de 250°, a 30mm/s, 1mm de retractation, mais l'extrusion se bloc au bout de quelques minutes. Si j'ai bien compris mes lectures, la souplesse du matériaux l'empeche d'etre bien poussé vers la tete. Avez vous des conseils ? Merci

-
J'ai bien essayé en modifiant la pression de la molette. Il me semble qu'il ne faut pas trop serrer mais bon. Sinon quand je dis que je fais une retractation manuelle, je veux dire sans passer par l'extrudeur et le tuyau. je met le PLA directement dans la tete, je pousse, ça sort correctement. alors je fais des petits vas et viens genre rétractation et "dé-retractation" et ca fini par bloquer. J'ai commandé une bobine de PLA chez Amazon pour tester. Je vais voir si ça change quelque chose (mais ça m’énerve car le Ariane est réputé bon)
-
1,71 - 1,72 Envoyé de mon iPhone en utilisant Tapatalk
-
1,73 - 1,74. Sous réserve de précision de mon pied à coulisse (digital mais chinois...)
-
Et en changeant la buse, y a t'il des parametrages a faire ?
-
Ce que je ne comprends pas c'est que ca marche parfaitement avec de l'ABS Esun. J'ai imprimé hier soir avec pendant 3h30 sans souci... Pour les variations, en général ça varie d'un degrés ou deux, mais parfois ça monte jusqu'a une dizaine de degres au dessus de la température cible. Et il m'est aussi arrivé d'avoir des difficultés a arriver a la température pour démarrer. Genre il arrive a 1-2 degres en dessous puis redescends de 3-4 puis remonte... J'ai essayé l'astuce du carton + Kapton de Sigiel, mais ca n'a rien changé. Pour le démontage, je sent qu'il va falloir y passer, mais je temporise comme je peux !!!
-
?? Tu parles du tube ? Il est raccordé a une pièce en laiton, elle même vissée. Comment pourrait il y en avoir, et comment vérifier ?? (désolé pour mon ignorance !)
-
J'ai vérifié, c'est froid.
-
Bonjour à tous bon je me suis réjouis un peu vite je crois... j’ai fait de nouvelles tentatives en gardant les paramètres gagnants : toutes en échec. j’ai réduit la distance de rétractation à 2,5 : idem j’ai essayé avec Repetier-host avec une rétractation à 2 : idem j’ai essayé d’introduire le filament directement, sans passer par le tuyau, à la main, il s’extrude correctement. Puis je fait une rétractation manuelle plusieurs fois et au bout d’un moment ça bloque. Impossible d’insérer le filament, même en poussant fort. Je retire donc le filament et coupe l’extremité et là seulement ça rentre et s’extrude. je ne comprends pas pourquoi ça bloque j’ai Essayé avec de l’ABS de marque ´filament ABS’ premium. Il passait nickel il y a quelque temps et là, pareil, il bloque... en fait aujourd’hui il n’y a que l’ABS Esun qui passe bien (en même temps je n’ai pas essayé 50 marques non plus) Ce peut il que la buse soit endomagée (pourtant jamais démontée) ? ou bien les filaments ont mal vieillis ? Pouvez vous -encore- m’aider ? merci
-
Je vais essayer avec une distance à 2.5 pour voir. Merci infiniment pour votre gentillesse et votre patience.
-
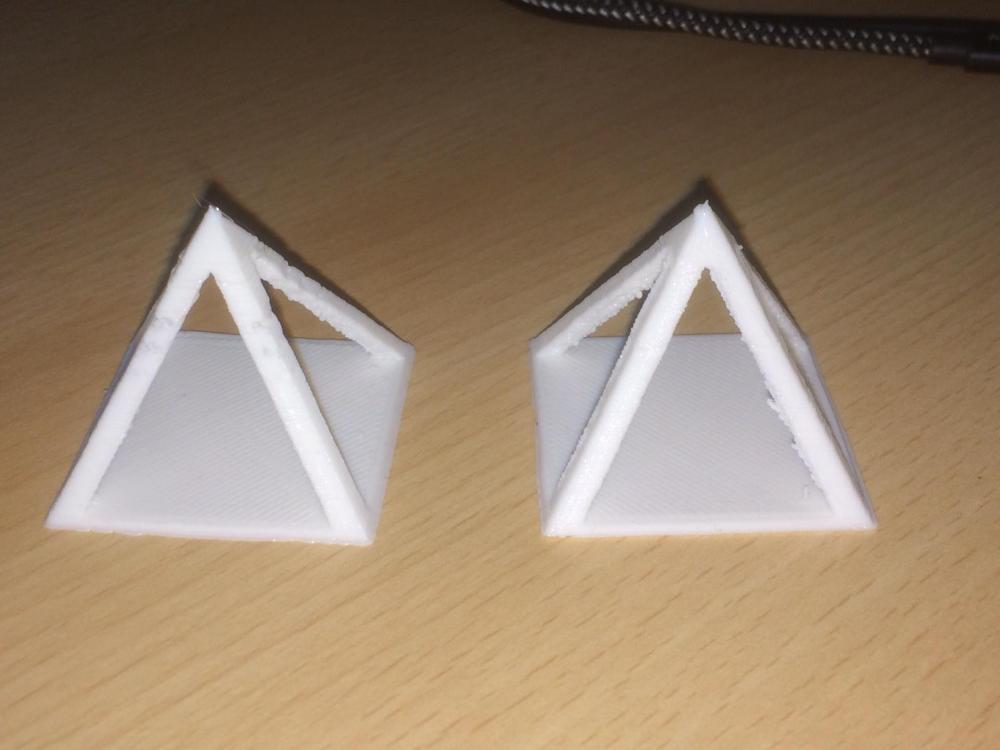
J'ai refais une impressions avec tes parametres : c'est carrement mieux. A gauche la première impression, a droite la nouvelle.
-
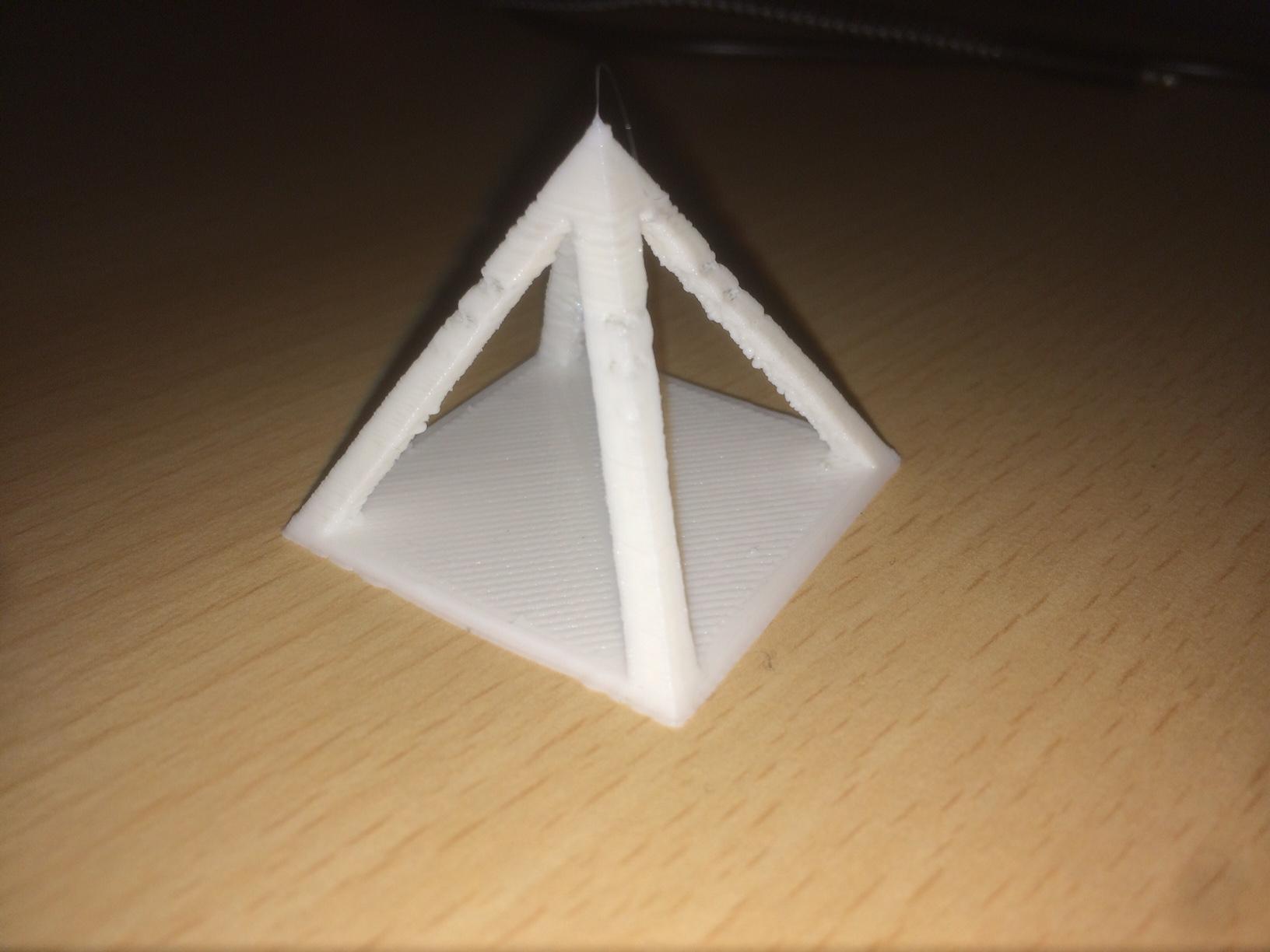
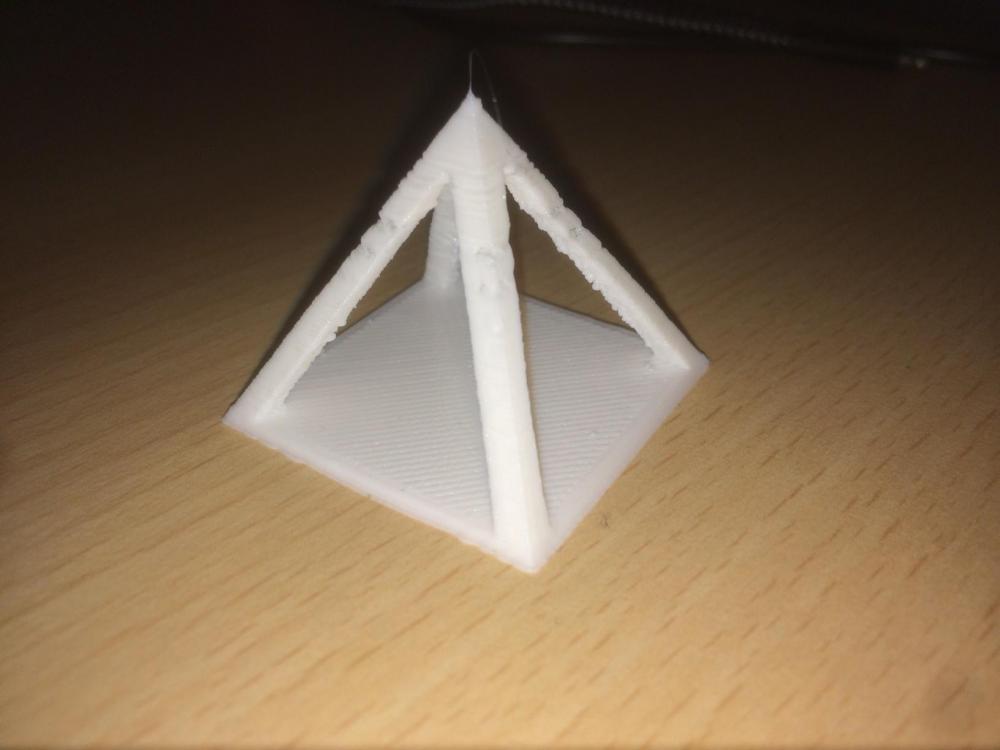
J'ai nettoyé l'Emostrudeur qui était bien encombré après ces derniers fails. J'ai relancé la pyramide (dont photo jointe) à 215°, première couche à 0.3. Le résultat n'est évidement pas terrible mais franchement je m'attendais a largement pire...
-
Sans rien changer de plus, j'ai tenté d'imprimer ma pièce : SUCCES !! Donc j'en ai imprimé une autre et là fail au bout de très peu de temps J'ai donc débouché la buse (très peu forcé sur le filament à 200° pour que ça s'écoule) et j'ai fait ton test (la pyramide) avec tes paramètres (sauf la réintroduction que je n'ai pas su trouver) L'extrudeur a claqué dès la première couche. :(( J'utilise Cura 3.2.1
-
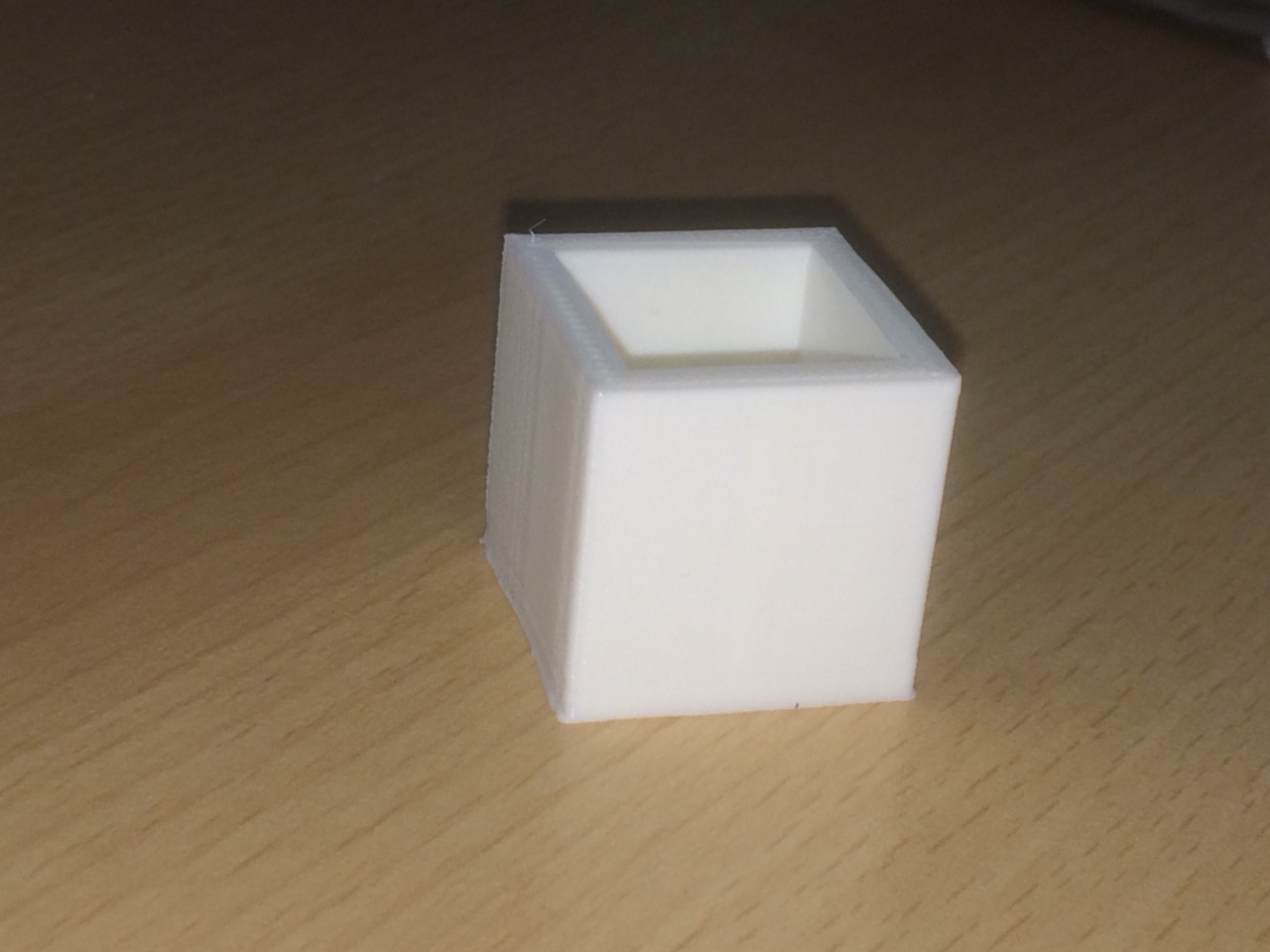
Ci joint le cube (ton deuxième lien est le même...). Pour l’instant j’ai laissé les paramètres par défaut : PLA 210 degrés, plateau a 60, vitesse d’impression 60mm, débit 100% en 0,15... ça pas si mal il me semble, et surtout l’impression s’est bien fini (bien que plus courte) Envoyé de mon iPhone en utilisant Tapatalk
-
Ci joint le dessous de la piece et le STL. J'ai vérifié, lors de l'"incident" le radiateur est parfaitement froid. Pour la première couche, ce que je ne comprends pas c'est que si elle est trop écrasée (elle l'est) le bourrage devrait intervenir plus vite non? Phone tube.STL

-
Bon j’ai refais des tests après avoir bien nettoyé 3 fois la buse à 250°, en réduisant la rétractation à 2mm et à 210° : nouvel échec. Je me désespère...
-
Le topic sur le niveau du bed est très interressant. Ca pourrait bien m'aider pour mon probleme d'accroche...
-
Oui en effet, je n'arrive pas a garder mes impressions en place. Du coup en effet j'ai abaissé le Z0 (de mémoire -150). Mais même comme ça, ça accroche mal. Impossible de faire une impression plate, les bords se relèvent, même avec une bordure ou un raft, avec ou sans Kapton...
-
Merci pour vos réponses. C'est du filament normal, blanc. Même problème avec du rouge. Ci joint une photo de l'objet. Pour le 50 ou 40 mm, je parle de la vitesse d'impression. J'ai tenté l'astuce de Sigiel et son carton/Kapton, pour que le ventilo ne souffle pas sur la buse. Même résultat. Je n'ai pas vérifié si le radiateur était chaud, je vais voir ça. Mais avec le carton, le radiateur devrait être mieux ventilé il me semble. Je vais aussi voir la rétractation que je n'ai pas touché. Pour le réalésage, j'avoue que ça me fait un peu peur... Vue que ça fonctionne avec le ESun, je prefèrerais changer de marque plutôt que travailler "en dure" sur mon imprimante. Je n'ai jamais démonté la buse, ça aussi ça me fait peur... Pour la première couche trop ecrasée, ben je ne crois pas, vue que les premières couches se passent bien (en gros les 15 premières minutes). Quant a la purge a 240°, en effet je ne suis pas monté si haut et c'est vrai que je passais de l'ABS juste avant... Je vais tester ces pistes. MErci a vous

-
Bonjour J'ai une microdelta rework qui fonctionne correctement avec de l'ABS Esun mais je n'arrive pas a imprimer avec du PLA (ArianePlast). A chaque fois, au bout de quelques minutes la buse se bouche et j'entends l'emostrudeur claquer. La piece qui commence bien, puis devient comme de la dentelle (manque de matière je suppose) puis la buse fini par "imprimer" dans le vide. J'ai nettoyé la buse selon la methode de la notice Emotion tech J'ai essayé avec des températures allant de 190 à 215, à 50mm puis a 40mm. J'ai essayé de pousser le filament mais c'est bien au niveau de la buse que ca bloque. Quoi faire ? Changer de marque de filament ? Merci pour votre aide