Chercher dans la communauté
Résultats des étiquettes.
-
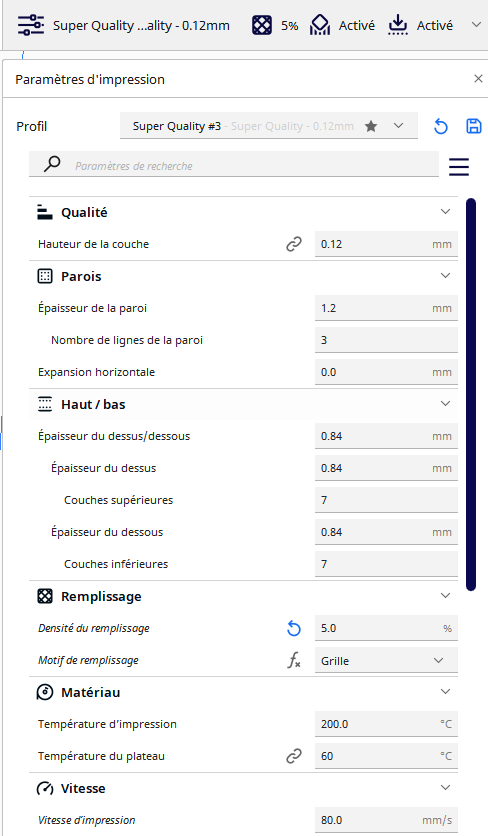
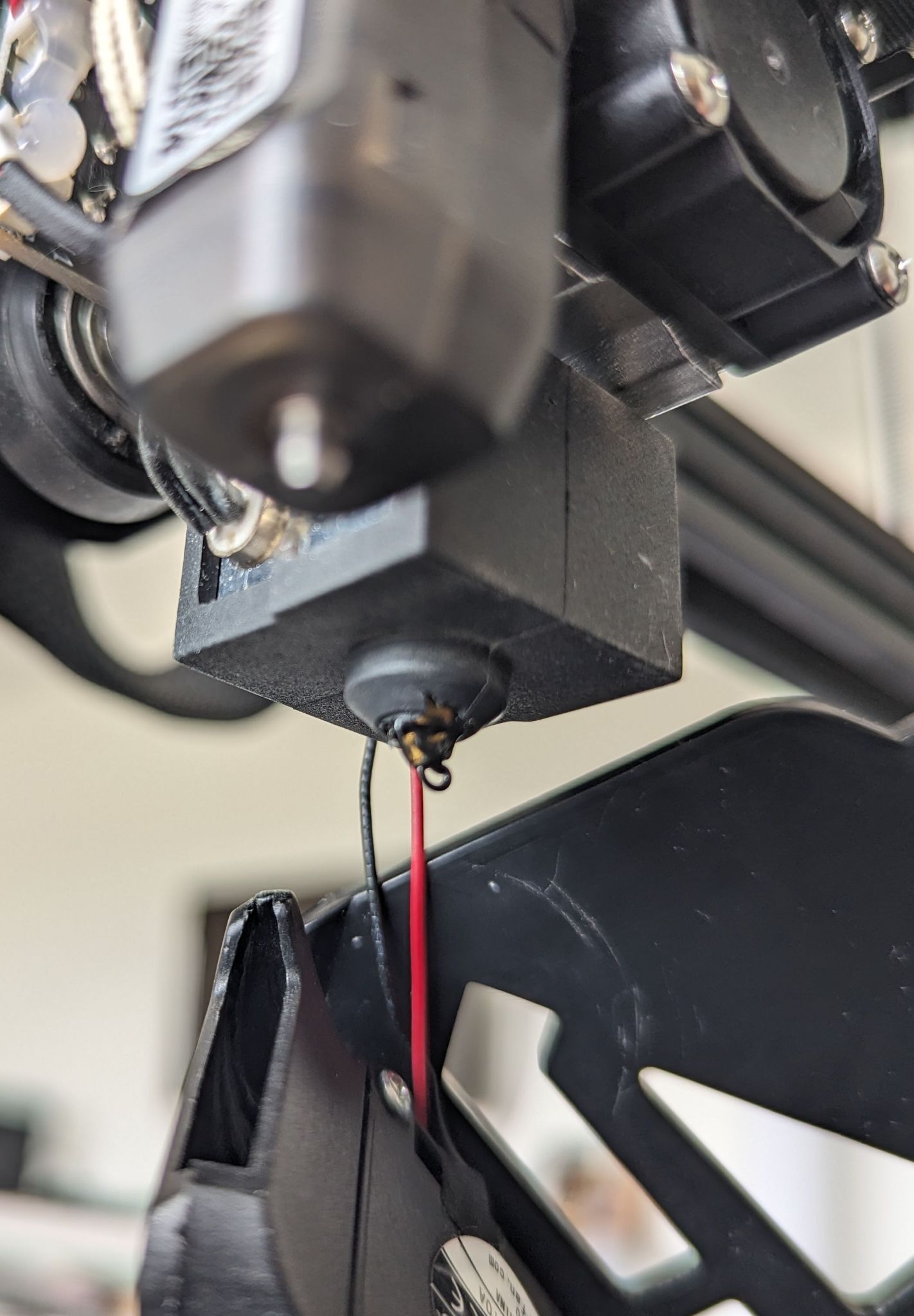
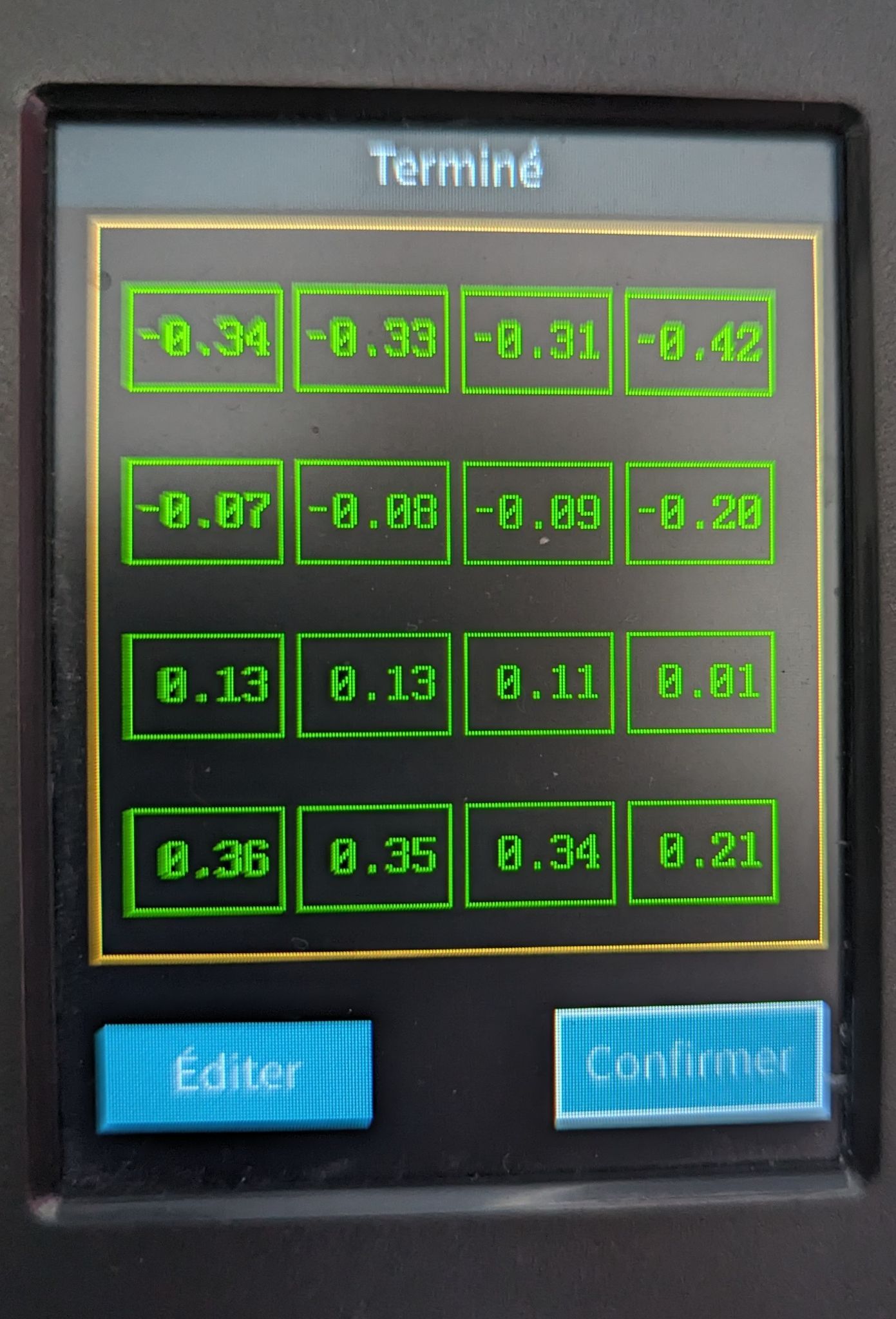
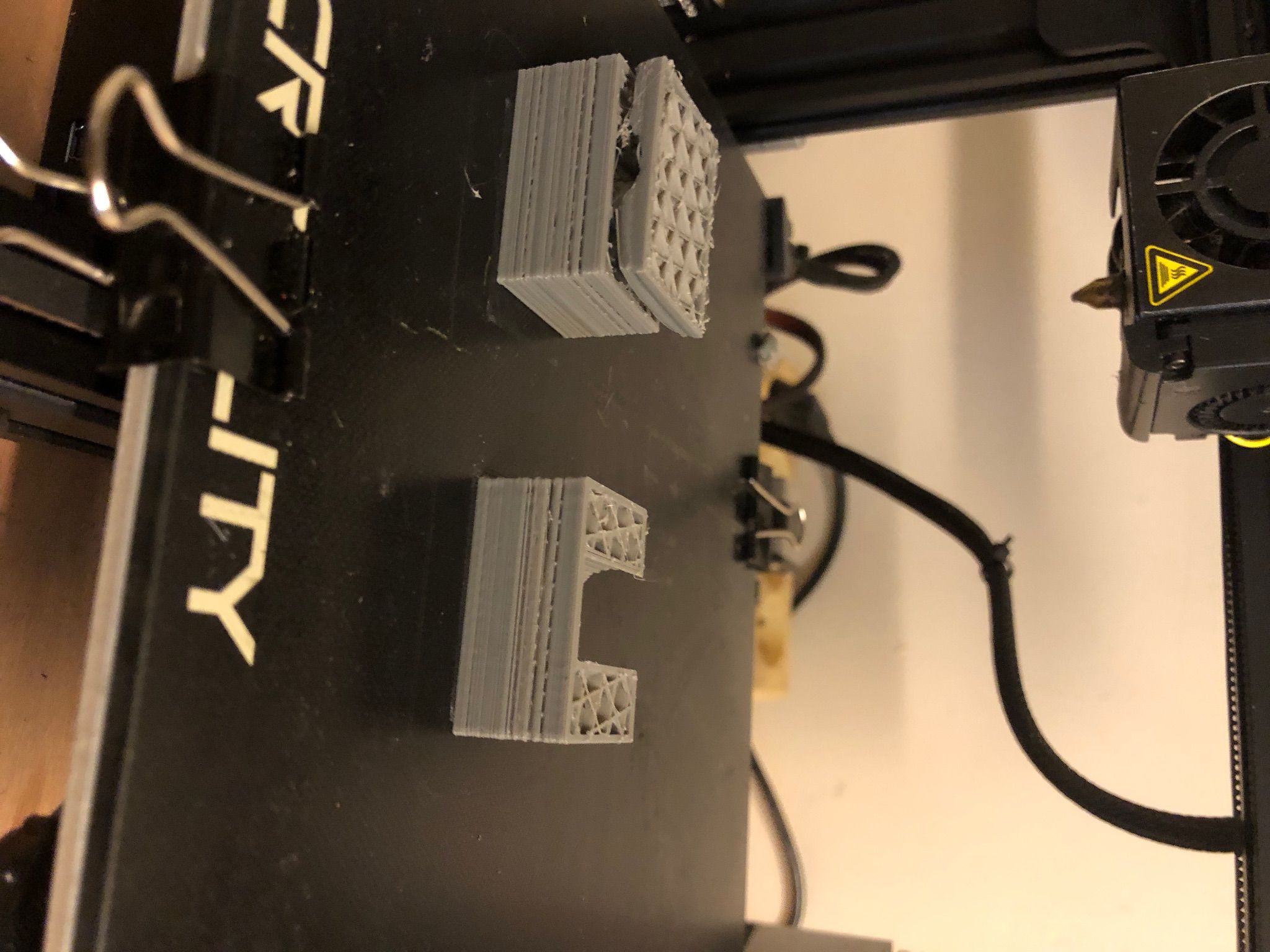
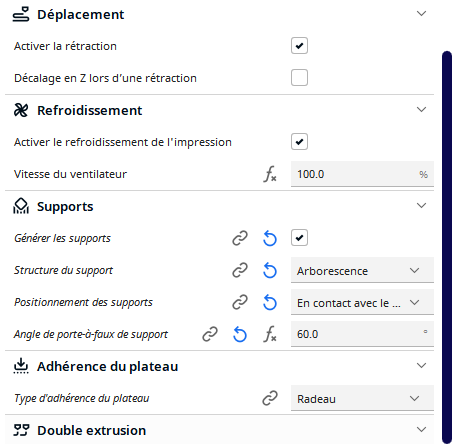
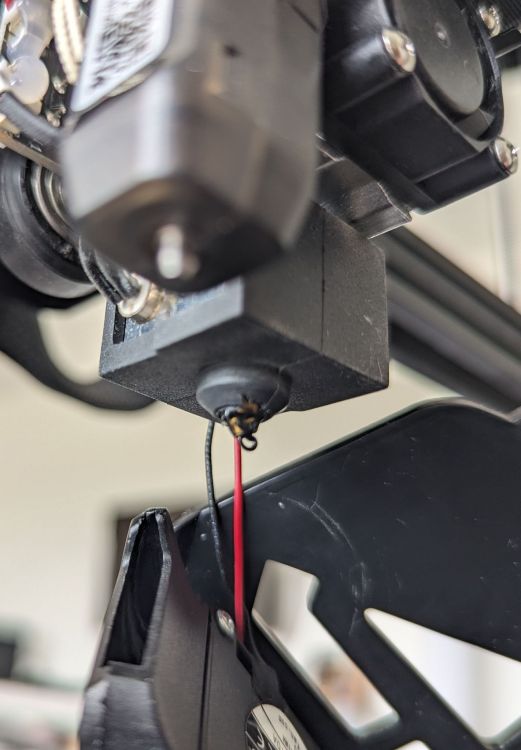
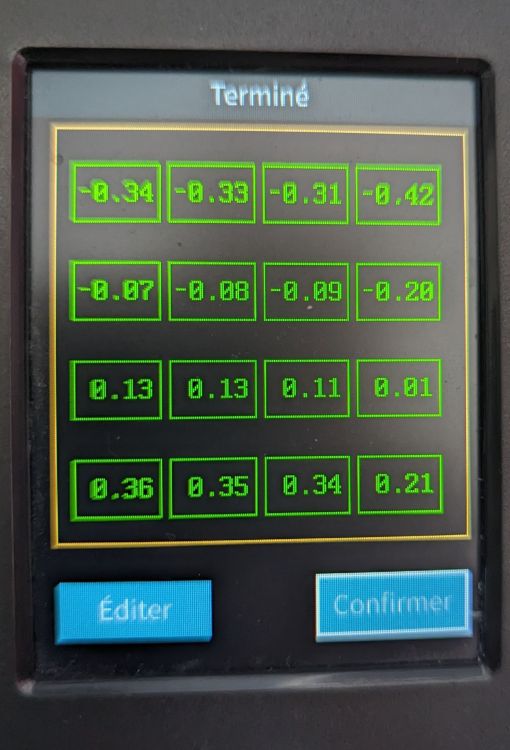
 Bonjour Je vous donne quelques éléments de contexte liés à mon problème d'adhérence. Si vous savez comment résoudre ça je vous devrez une fière chandelle. Contexte Tout commence lorsque je constate que mon ventilateur a un peut de mal car il a pris pas mal de poussières. Je décide donc de démonter et nettoyer le ventilo. Jusque là tout est OK. Je remonte le tout et voulant lancer une mise à niveau j'entend un bruit du tonnerre dans le ventilateur et la buse lors de l'opération a carrément percé mon plateau amovible O_o. Je démonte tout et m'aperçois que j'ai remonté le ventilateur de bas dans le mauvais sens que le bruit venait du bord du ventilateur du bas qui butait dans les pâles de celui du bas. Bref je remontre tout bien. Recalibre tout... ça a l'air OK... Sauf que depuis rien n'adhère ! et je me demande si le problème ne viendrait pas de la buse qui fait des pâtés et qui aurait pu être abîmée/ CF photo. Ou le problème vient d'ailleurs ? Nivellement : Matériel : Plateau : PLA : Mon PLA c'est du creality 1,75 +/- 0,03mm fraichement sorti de son sac sous vide et non humide Les param d'impression
Bonjour Je vous donne quelques éléments de contexte liés à mon problème d'adhérence. Si vous savez comment résoudre ça je vous devrez une fière chandelle. Contexte Tout commence lorsque je constate que mon ventilateur a un peut de mal car il a pris pas mal de poussières. Je décide donc de démonter et nettoyer le ventilo. Jusque là tout est OK. Je remonte le tout et voulant lancer une mise à niveau j'entend un bruit du tonnerre dans le ventilateur et la buse lors de l'opération a carrément percé mon plateau amovible O_o. Je démonte tout et m'aperçois que j'ai remonté le ventilateur de bas dans le mauvais sens que le bruit venait du bord du ventilateur du bas qui butait dans les pâles de celui du bas. Bref je remontre tout bien. Recalibre tout... ça a l'air OK... Sauf que depuis rien n'adhère ! et je me demande si le problème ne viendrait pas de la buse qui fait des pâtés et qui aurait pu être abîmée/ CF photo. Ou le problème vient d'ailleurs ? Nivellement : Matériel : Plateau : PLA : Mon PLA c'est du creality 1,75 +/- 0,03mm fraichement sorti de son sac sous vide et non humide Les param d'impression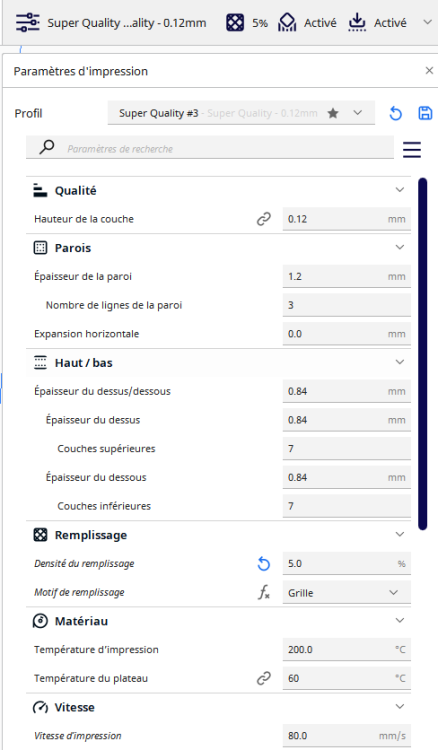
-
Bonjour BCN ne vend pas de buses séparément pour les hotends de ces imprimantes et indique dans son forum support que les buses tierces ne sont pas compatibles et qu'ils vendent l'ensemble pour éviter les problèmes de fuite (en même temps, ils vont pas dire le contraire, plus rentable de vendre le hotend à 70€ que la buse à qq €) Je me demandais si il était possible d'utiliser par exemple les buses e3D v6 ou Volcano (vu que les hotends sont signés e3D). Quelqu'un à t'il déjà fait l'expérience de changer remplacer ses buses ? J'aimerai avoir différentes tailles de buses, que me conseillez vous de faire : - acheter la hotend complète à chaque fois avec le bon diamètre de buses ou - utiliser des buses tierces que je monte / démonte en fonction des besoins ? Merci de votre retour Cordialement
-
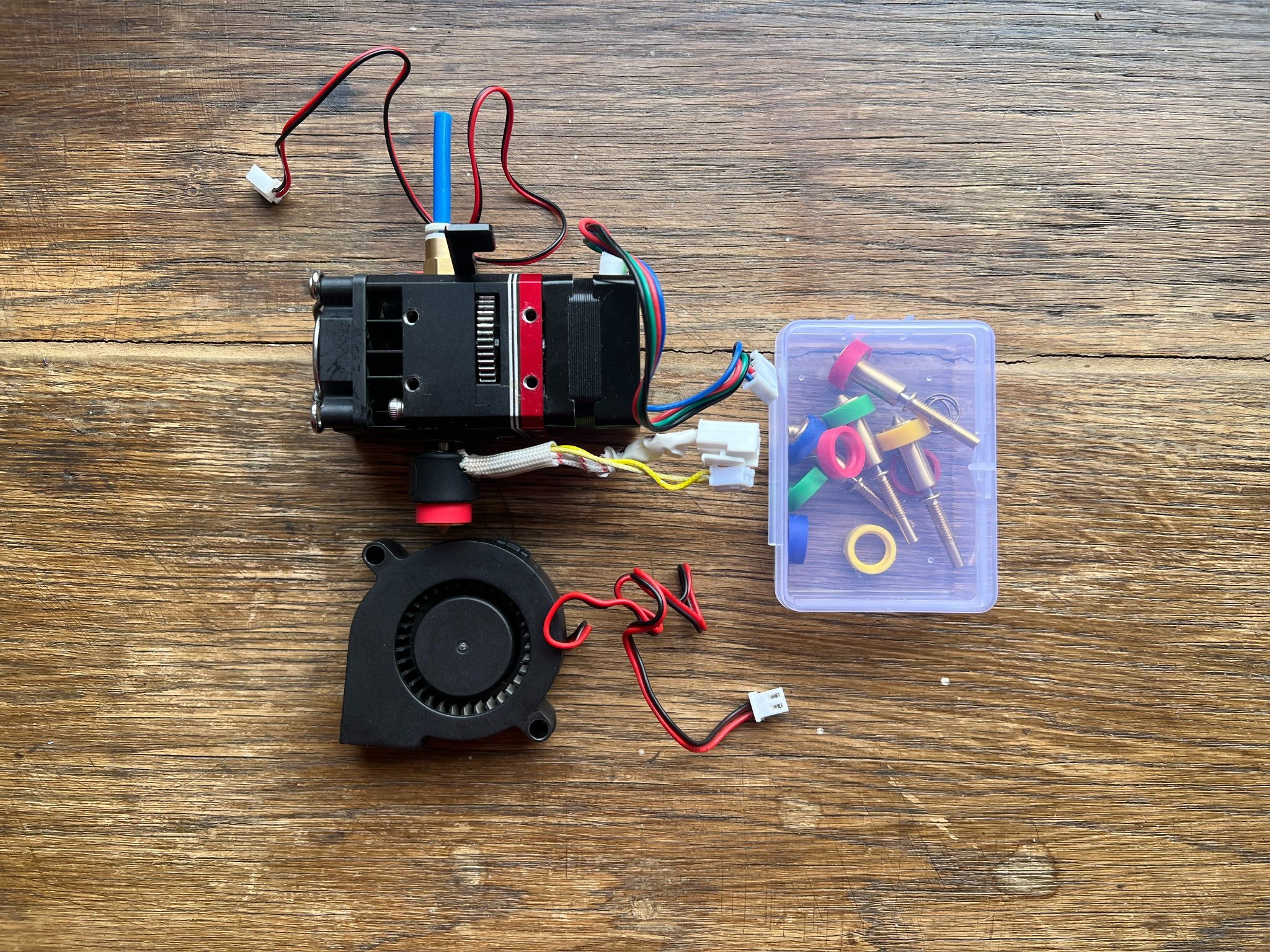
 Presque pas servi. Je revends car j'ai change de machine pour une bambu lab et je revends en piece détaché mes amélioration faite sur mon artillery X2. Le produit contient - Le BIQU H2 V2S Revo Extrudeur - Only Nano-coated gears (2pcs) (ce sont les version renforcé pas ceux d'origine) - Lot de 4 buses revo (toutes les tailles, 0.25, 0.4, 0.6, 0.8) - Blower 5015 24V Prix de ventes 70 € plus frais de port. Frais de port. - Mondial relais : 4.19€ - Colissimo : 8,25€
Presque pas servi. Je revends car j'ai change de machine pour une bambu lab et je revends en piece détaché mes amélioration faite sur mon artillery X2. Le produit contient - Le BIQU H2 V2S Revo Extrudeur - Only Nano-coated gears (2pcs) (ce sont les version renforcé pas ceux d'origine) - Lot de 4 buses revo (toutes les tailles, 0.25, 0.4, 0.6, 0.8) - Blower 5015 24V Prix de ventes 70 € plus frais de port. Frais de port. - Mondial relais : 4.19€ - Colissimo : 8,25€


-

help Volcano ou Super Volcano pour la V400
Azelion a posté un sujet dans Discussions sur les imprimantes 3D
Bonjour, J'ai déjà fais un post, mais il semble qu'il n'ai pas été envoyé (en espérant que celui-ci passe) J'ai quelques questions, je suis débutant dans l'impression, et j'ai une V400. J'ai toujours la buse d'origine, mais je souhaite la remplacer, que me conseillez vous ? La buse Volcano ou la super Volcano? Laquelle est-elle la plus adaptée chez E3D pour la V400? Je souhaite imprimer en qualité 0,05mm, mais je ne sais pas quelle buse est la plus adaptée, du 0,4 suffit-il ? J'ai tenté de faire des prints en grand format, mais elles ratent toutes, j'ai beau essayer les supports en arbre et les supports classiques sur Cura, aucun print ne s'imprime comme je le souhaite jusqu'au bout. En paramètre, j'ai essayé en 0,05 avec la buse d'origine, mais j'ai l'impression que celle-ci se bouche à cause de cela. J'ai mis au ralenti (20% de sa vitesse du profil de base de la V400 (400mm) afin de maximiser les chances de réussite, mais cela ne fonctionne visiblement pas. Les supports se retrouvent "troués" et fait des spaghettis sur la zone. En vitesse 400mm/s, pareil. Voilà, j'ai du rater 1,5kg de filament à l'heure actuel, c'est frustrant.. Merci d'avance pour vos réponse Azelion -
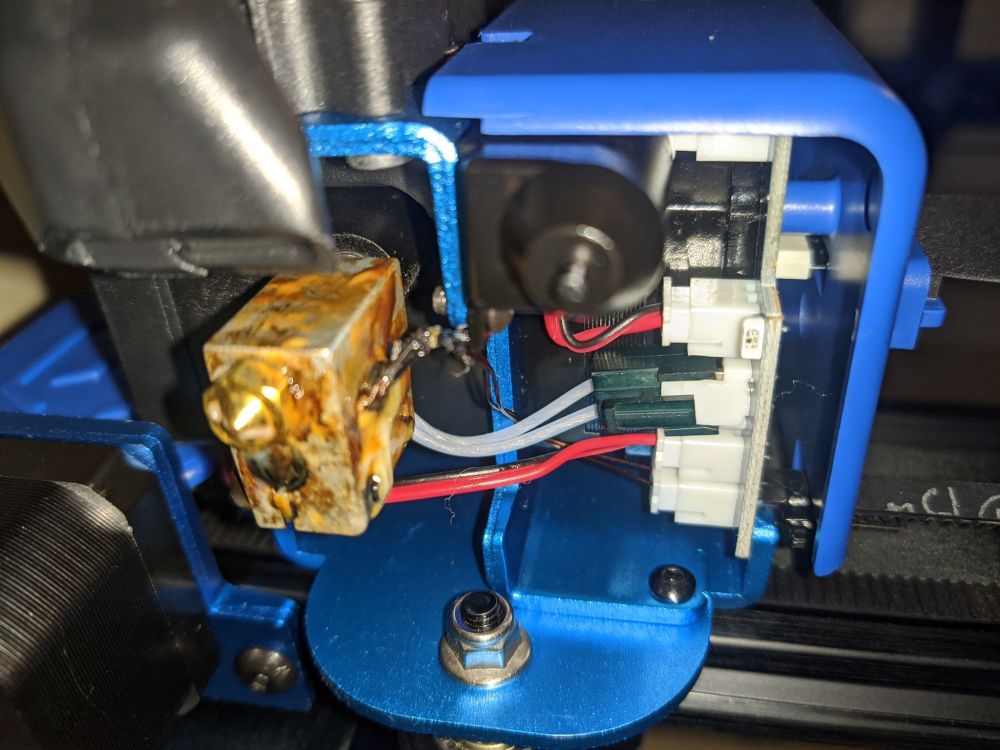
Salut, J'ai un gros probleme d'impression sur ma X1, il n'y a plus de cohérence intercouche. Nota : Avant hier à la mise en chauffe de la buse a 220°C, avant purge, le filament s'est mis a fumer, et s'est coupé. J'ai apercu la temperature sur l'ecran "250/220" Aujourd'hui, ca craint, plus possible d'imprimer! cf. photos. J'ai jeté un oeil sur la discussion de badarin19, mais je ne suis pas aussi expérimenté. Quelqu'un pourrait-il m'accompagner dans ma démarche svp ? Ma machine a moins d'un an, achetée sur banggood (pas de SAV) mais une garantie de 1 an. PS : j'ai modifié le firmware et j'ai flashé l'ecran depuis 4 mois, ca se passait bien jusqu'ici. A bientôt
-
Bonjour à tous ! Bénéficiez de -15% sur toute la boutique jusqu'au Lundi 26 Septembre. Magnet MK10, remplacer vos pneufits définitivement ! Buses Nitro & Buses NitroMAX , du solide, du durable, pour des milliers d"heures de prints (Jusqu'a +9000 heures ) Capteur DualGuard, une fin de bobine ? un noeud dans la bobine ? ça peut arriver et ça fini avec un print à la poubelle ! Avec ce capteur fini ces problèmes, ton imprimante se mettra en pause dans les 2 cas et tu pourra reprendre ton print ! Timelapse Tool, (Nouveauté),Permet de capturer une série de photos de votre impression avec un téléphone (Android ou IOS) à chaque changement de couches grace a une télécommande Bluetooth. et tout le reste, Capteur TouchMI, Corps de chauffe Cuivre, Pignon BMG,Capricorn,ect..... A la page du panier, renseigner le code FD2022 pour obtenir les -15 % Merci et @ bientot pour d'autres nouveautés pour Octobre !!!
-

mon fil a du mal a être entrainé jusqu'à la buse
Dimi42 a posté un sujet dans Discussions sur les imprimantes 3D
Bonjour Je suis totalement novice en impression 3D. J'utilise une imprimante Original Prusa Mini+. Lorsque je met mon fil (PLA) dans le tube PTFE, l'extrudeur à du mal à l'entraîner jusqu'à la buse, pourtant l'extrudeur est très propre et rien ne bloque les tubes PTFE. Enfin lorsque le fil arrive vers la buse chaude, 215°, le fil ne sort pas. Pouvez vous m'apporter des réponses? Merci beaucoup. -
bonjour alors voila je voulais savoir si une valeur d’extrader de 185 steps/mm est ce que c’est trop ? Nn parce que là je continue à imprimer et ça fait le même problème dc j’ai, calibrer l’extrader, couper droit le tube ptfe que j’ai accolé à la buse correctement cette fois ci, j’ai un filament que j’utilise couramment qui marche bien, j’ai resserré les 2 vis du pignon de l’extrader, j’ai resserré la visse du ressort de l’extruder mais est ce que selon si le ressort est plus ou moins vissé ça change le calibrage de l’extrusion ? Si non qlq un aurait une solution svp ? Ça continue à me donner le résultat sur la photo ou qlq chose d’approximatif

-
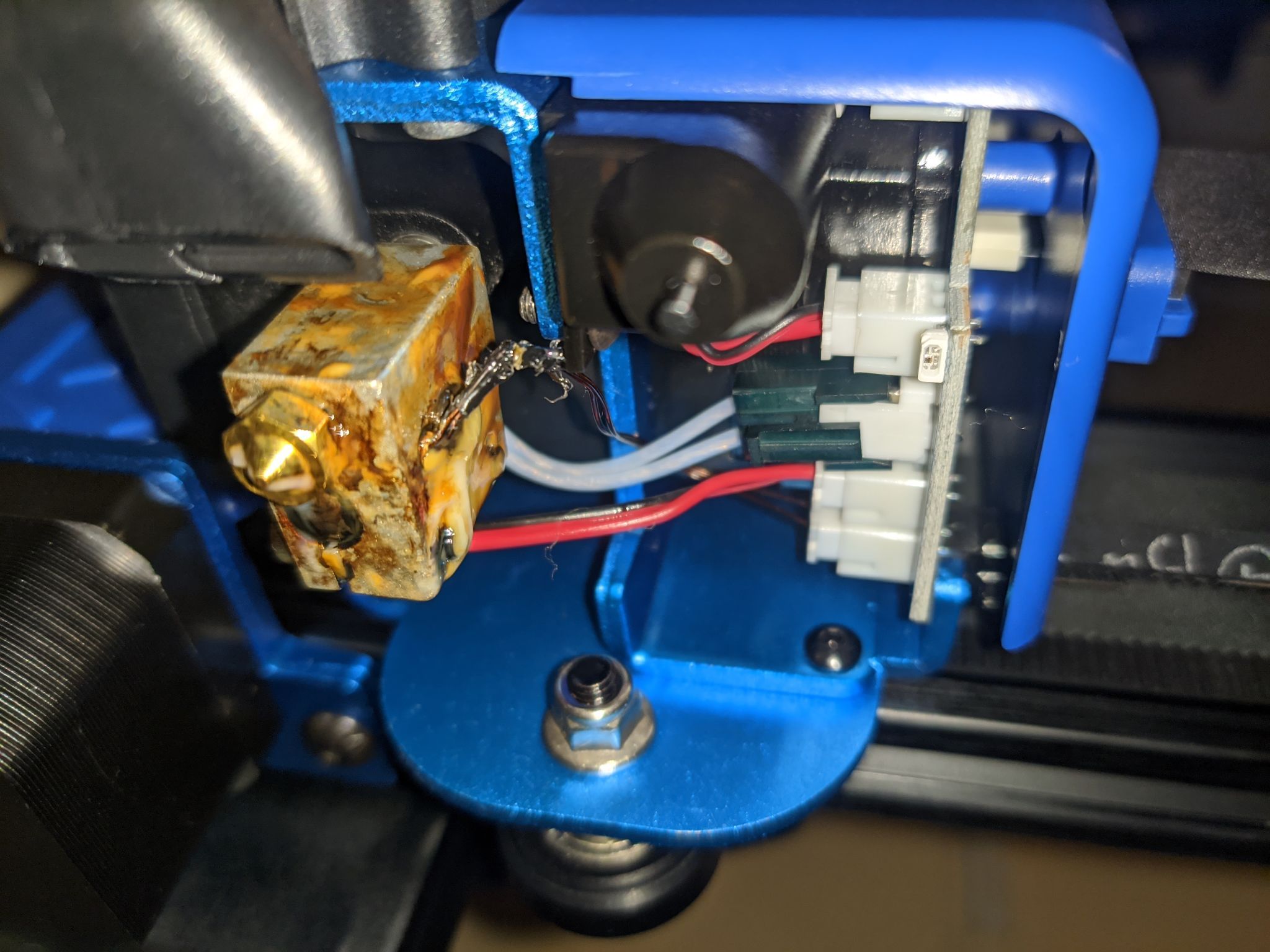
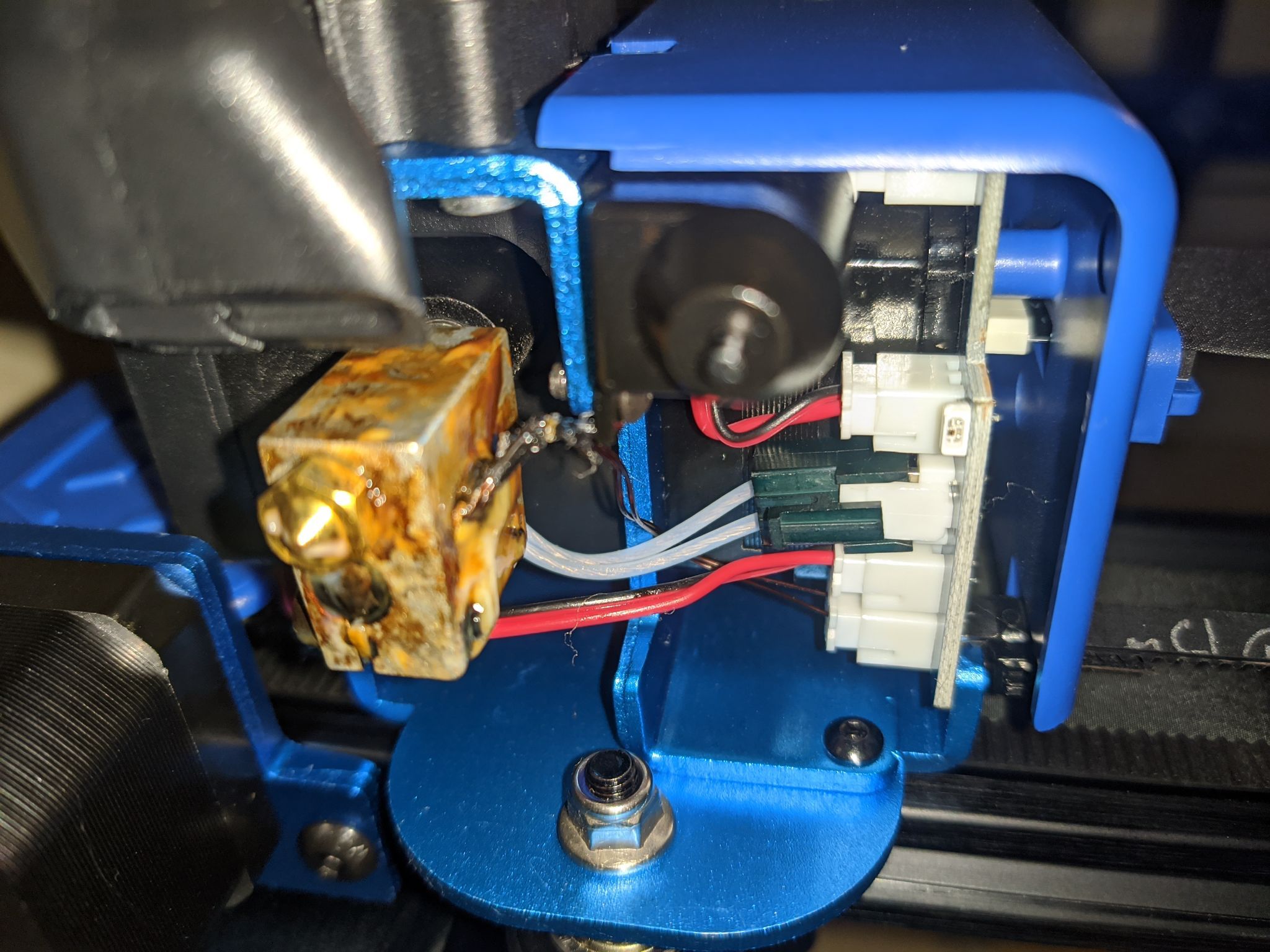
 Bonjour, Voilà un mois que j'ai acheté ma Sidewinder X2 sur le site artillery3dexpert et je m'aperçois qu'après une impression qui a foiré sur celle-ci, mes impressions suivantes qui ne foire pas pour autant ont un aspect brulé sur plusieurs parties de l'impression. Et en lançant ma prochaine impression, mon imprimante refuse d'imprimer en m'affichant "Error:!! STOP called because of BLTouch error - restart with H999". J'ai donc contacté le fournisseur qui m'a transmis a une autre entreprise qui, elle, me propose de m'envoyer simplement un BL touch. Or viens mon souci: Je ne pense pas que le problème vient simplement du BL Touch étant donné que mon PLA+ est "brulé", je pense qu'il y a un problème un plus, mais impossible de savoir quoi.. Est-ce que vous avez eu le même problème, si oui, qu'avez-vous fait.? Merci de vos retours et de votre aide, je joint une photo de ma buse qui n'est pas très belle à l'occasion. Cordialement, Nico :)
Bonjour, Voilà un mois que j'ai acheté ma Sidewinder X2 sur le site artillery3dexpert et je m'aperçois qu'après une impression qui a foiré sur celle-ci, mes impressions suivantes qui ne foire pas pour autant ont un aspect brulé sur plusieurs parties de l'impression. Et en lançant ma prochaine impression, mon imprimante refuse d'imprimer en m'affichant "Error:!! STOP called because of BLTouch error - restart with H999". J'ai donc contacté le fournisseur qui m'a transmis a une autre entreprise qui, elle, me propose de m'envoyer simplement un BL touch. Or viens mon souci: Je ne pense pas que le problème vient simplement du BL Touch étant donné que mon PLA+ est "brulé", je pense qu'il y a un problème un plus, mais impossible de savoir quoi.. Est-ce que vous avez eu le même problème, si oui, qu'avez-vous fait.? Merci de vos retours et de votre aide, je joint une photo de ma buse qui n'est pas très belle à l'occasion. Cordialement, Nico :)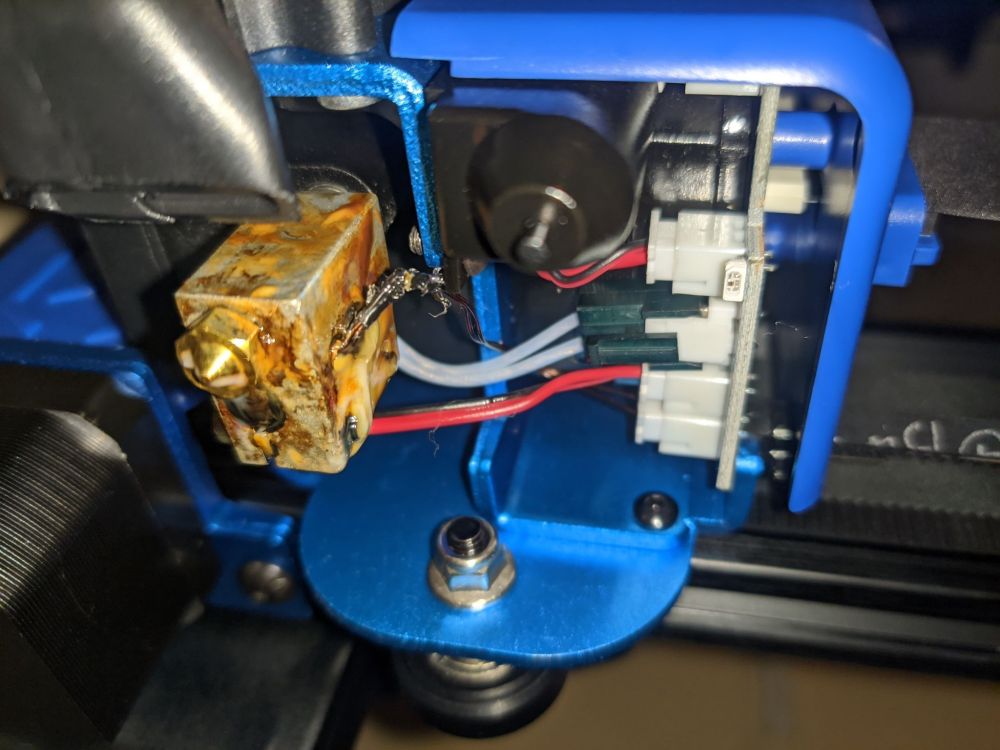
-
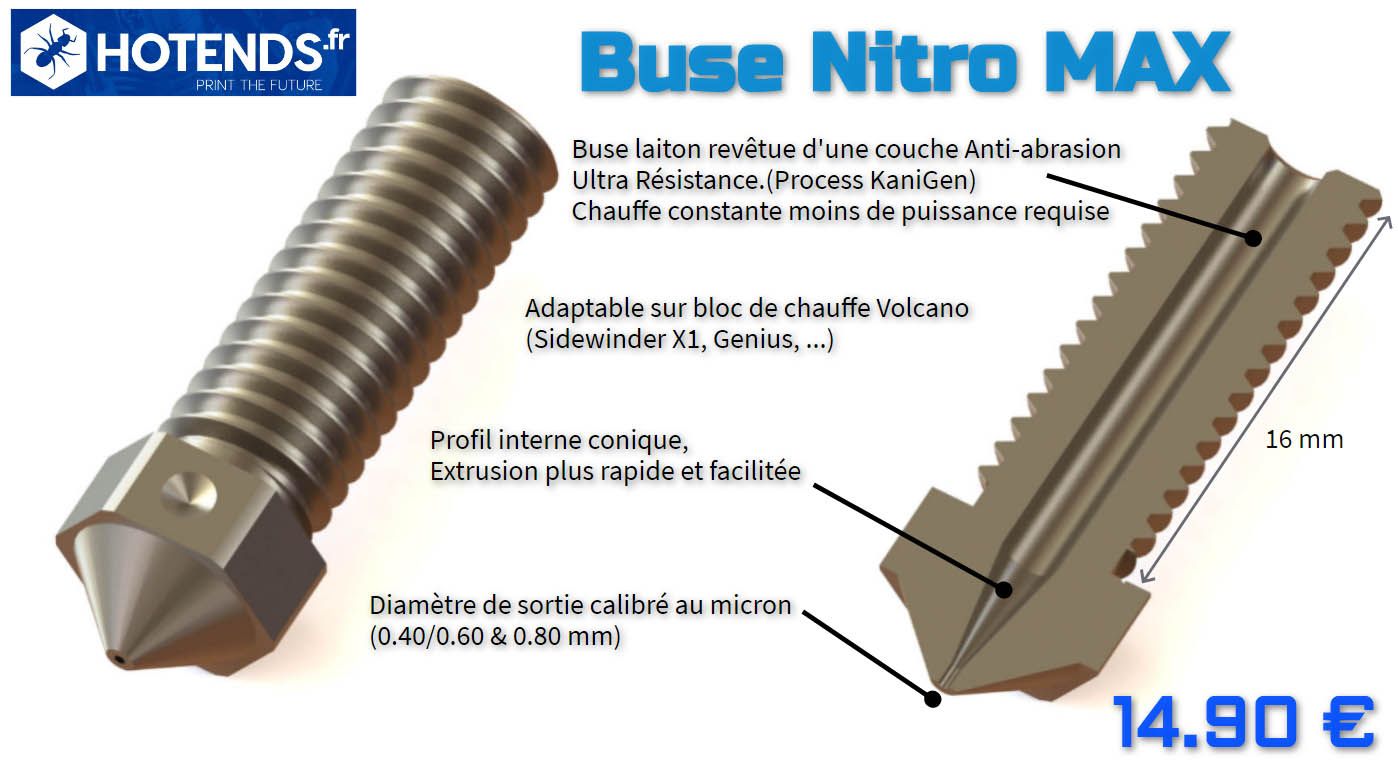
Bonjour, nous allons sortir la Buse Nitro en version Maxi, pour les Imprimantes Sidewinder X1, Génius et Hotend avec bloc Volcano !! Si vous êtes interessés, venez remplir notre formulaire ;) >> Sondage Buse Nitro MAX Disponible a peu prés dans 4 semaines au tarif de 14.90 €, mais prix reduit pour les précommandes trés bientot. Merci et à bientot !
-
J'ai une Guider II depuis quelques mois elle fonctionne parfaitement. J'ai acheté une kit haute température 300°C, je n'ai pas encore installé Je voudrais installer une buse en acier trempé ou rubis pour imprimer des matériaux chargé en fifre de carbone. Flashforge m'a dis qu'il n'avait pas ce type de buse pour mon imprimante (seulement pour la creator3). Les buses sont très différentes en fonction des imprimantes. Est ce quelqu'un a déjà changé la buse d'une imprimante Guider II, ou s'approvisionner ? Merci
-
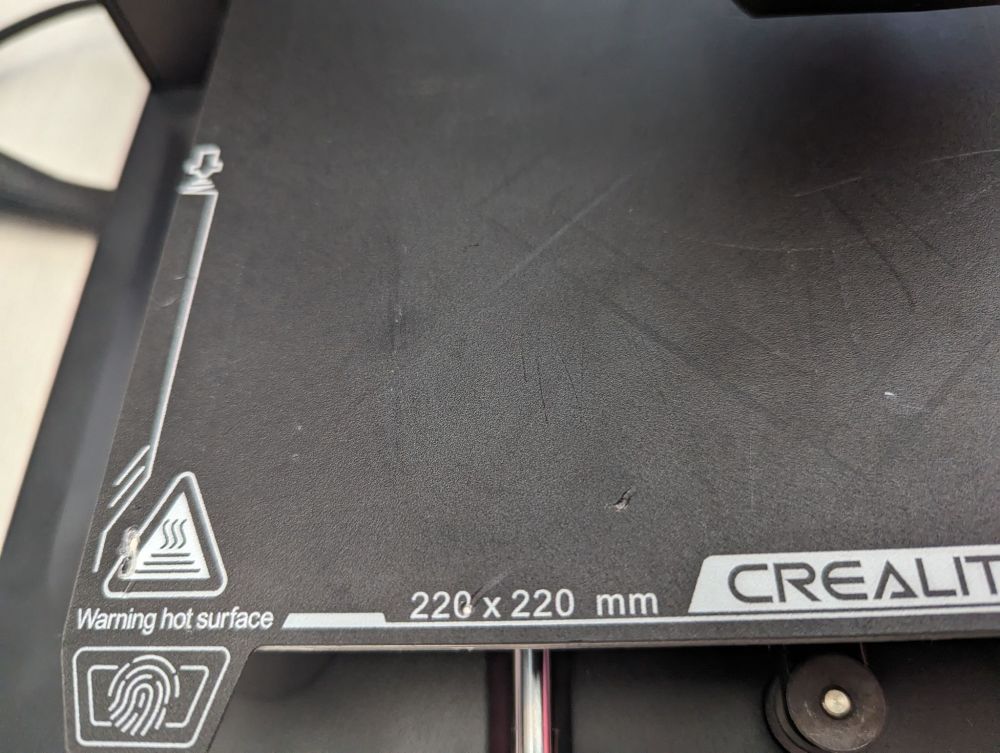
 Bonjour, J’ai reçu récemment mon nouveau plateau magnétique Ziflex sur mon imprimante 3D (CR-10S pro) Avec le plateau d’origine de l’imprimante, je n’avais aucun souci sauf pour l’adhérence Le nouveau plateau Ziflex adhère beaucoup mieux et est plus épais que le précédent mais un problème est survenu lors de la première impression, la buse descend trop bas et appuie sur le plateau et donc le raye. J’ai essayé de régler manuellement le plateau mais au lancement d’une impression, c’est reparti pour rayer le plateau. Avec le plateau, j’ai également reçu un petit bout de plastique sensé se fixer sur la butée Z pour compenser l’épaisseur du plateau mais je ne sais pas où le fixer exactement. Ou si vous avez d’autres solutions, je suis preneur. Merci d’avance
Bonjour, J’ai reçu récemment mon nouveau plateau magnétique Ziflex sur mon imprimante 3D (CR-10S pro) Avec le plateau d’origine de l’imprimante, je n’avais aucun souci sauf pour l’adhérence Le nouveau plateau Ziflex adhère beaucoup mieux et est plus épais que le précédent mais un problème est survenu lors de la première impression, la buse descend trop bas et appuie sur le plateau et donc le raye. J’ai essayé de régler manuellement le plateau mais au lancement d’une impression, c’est reparti pour rayer le plateau. Avec le plateau, j’ai également reçu un petit bout de plastique sensé se fixer sur la butée Z pour compenser l’épaisseur du plateau mais je ne sais pas où le fixer exactement. Ou si vous avez d’autres solutions, je suis preneur. Merci d’avance -
 Bonjour ! Je suis nouveau dans le monde de l'imprimante 3d et j'ai un petit problème. Pendant mes impression, ma buse vas en haut a gauche de mon plateau ce qui a pour effet de crée des résidus qui se colle à mon impression. Je suis sur Cura et je ne trouve pas de paramètre pouvant expliquer cela. Merci de vos réponse.
Bonjour ! Je suis nouveau dans le monde de l'imprimante 3d et j'ai un petit problème. Pendant mes impression, ma buse vas en haut a gauche de mon plateau ce qui a pour effet de crée des résidus qui se colle à mon impression. Je suis sur Cura et je ne trouve pas de paramètre pouvant expliquer cela. Merci de vos réponse. -
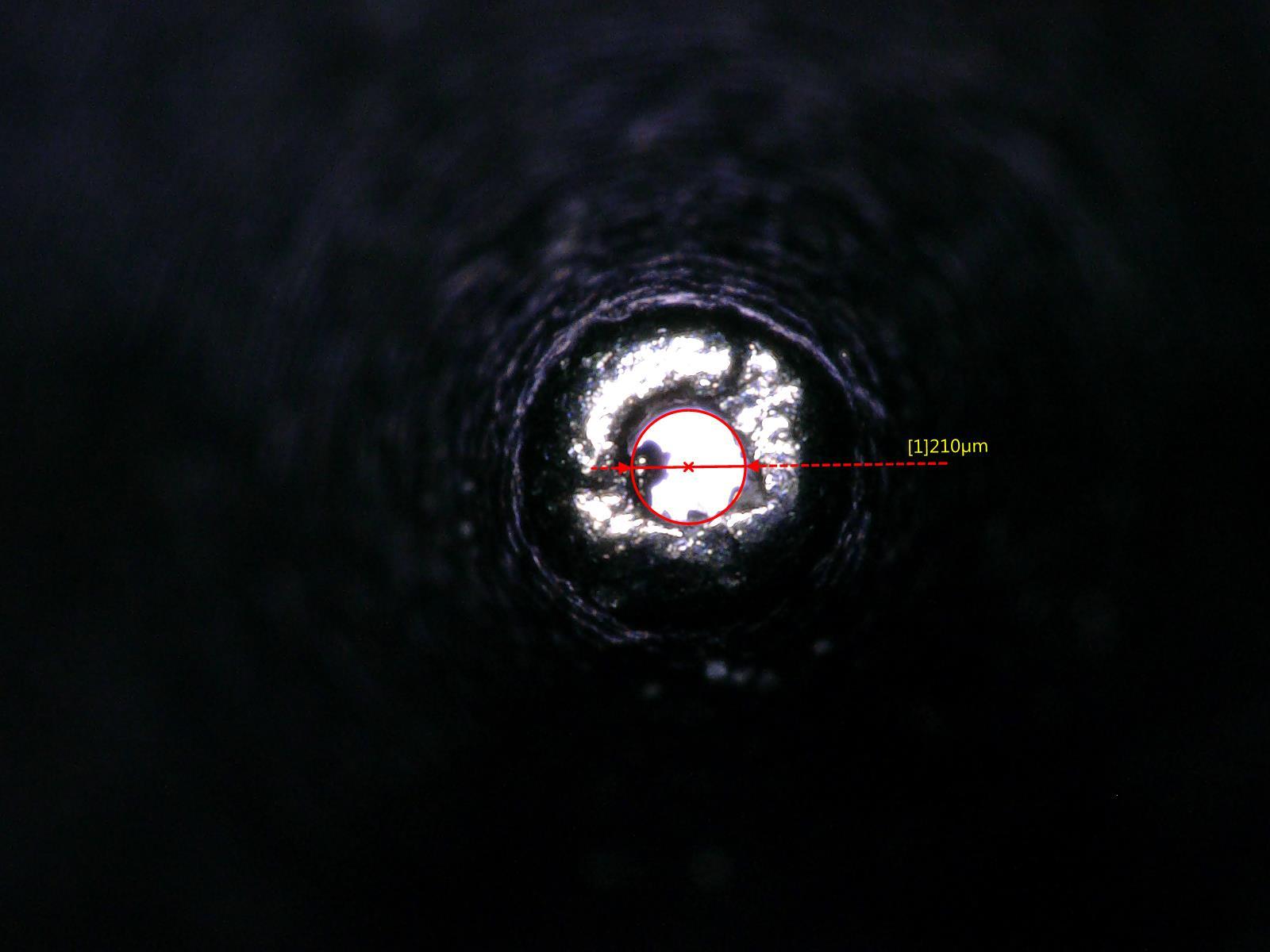
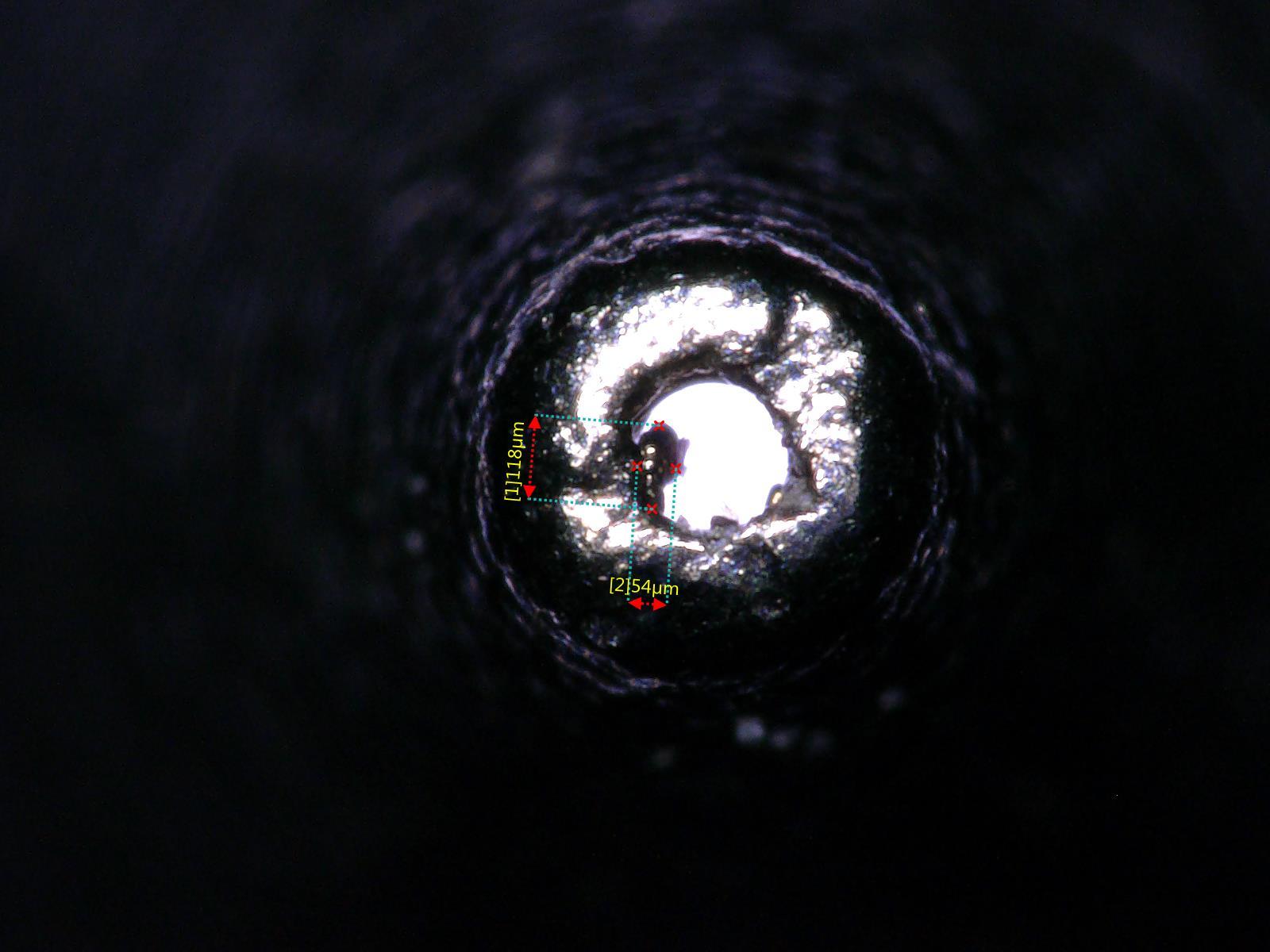
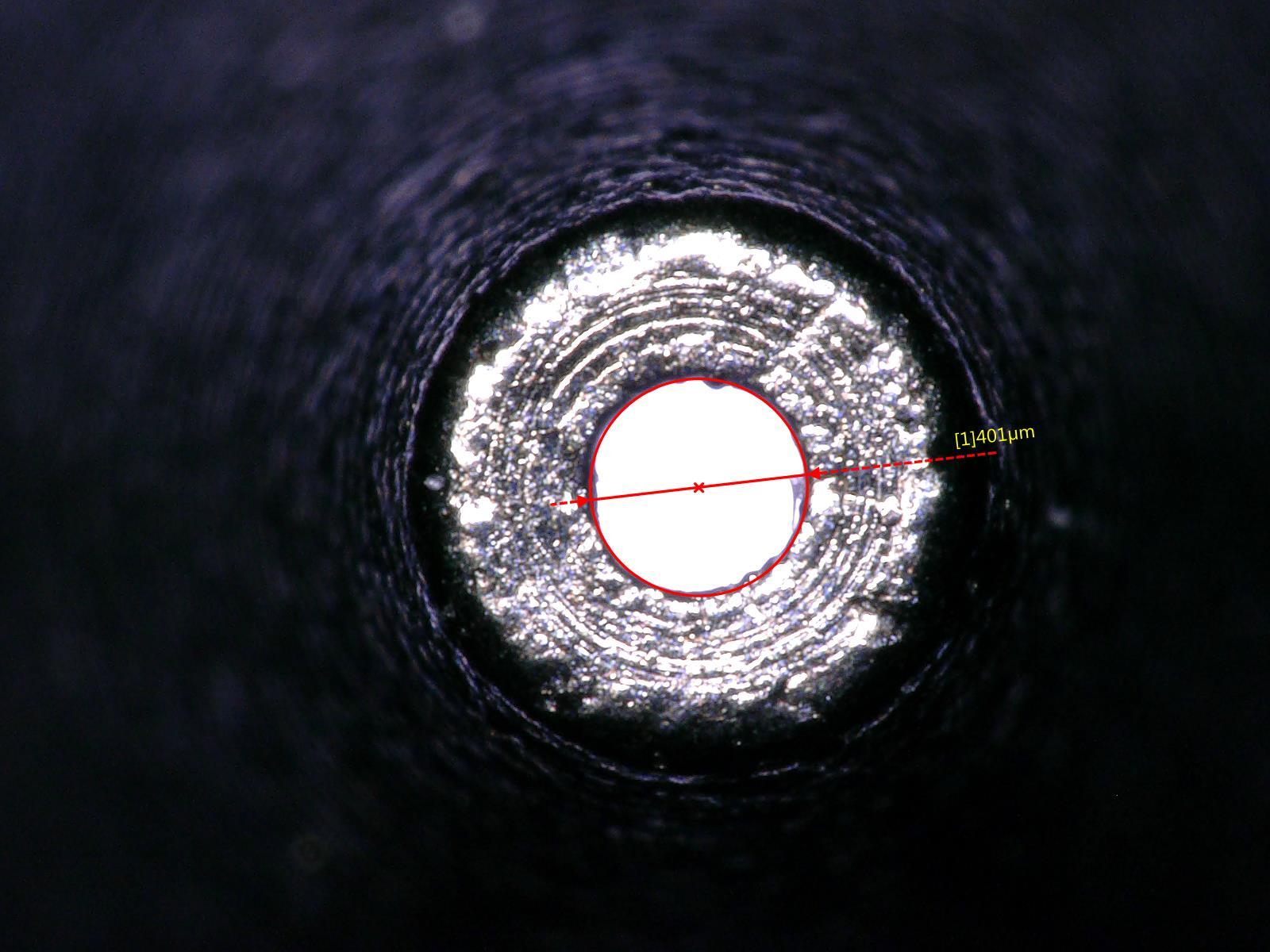
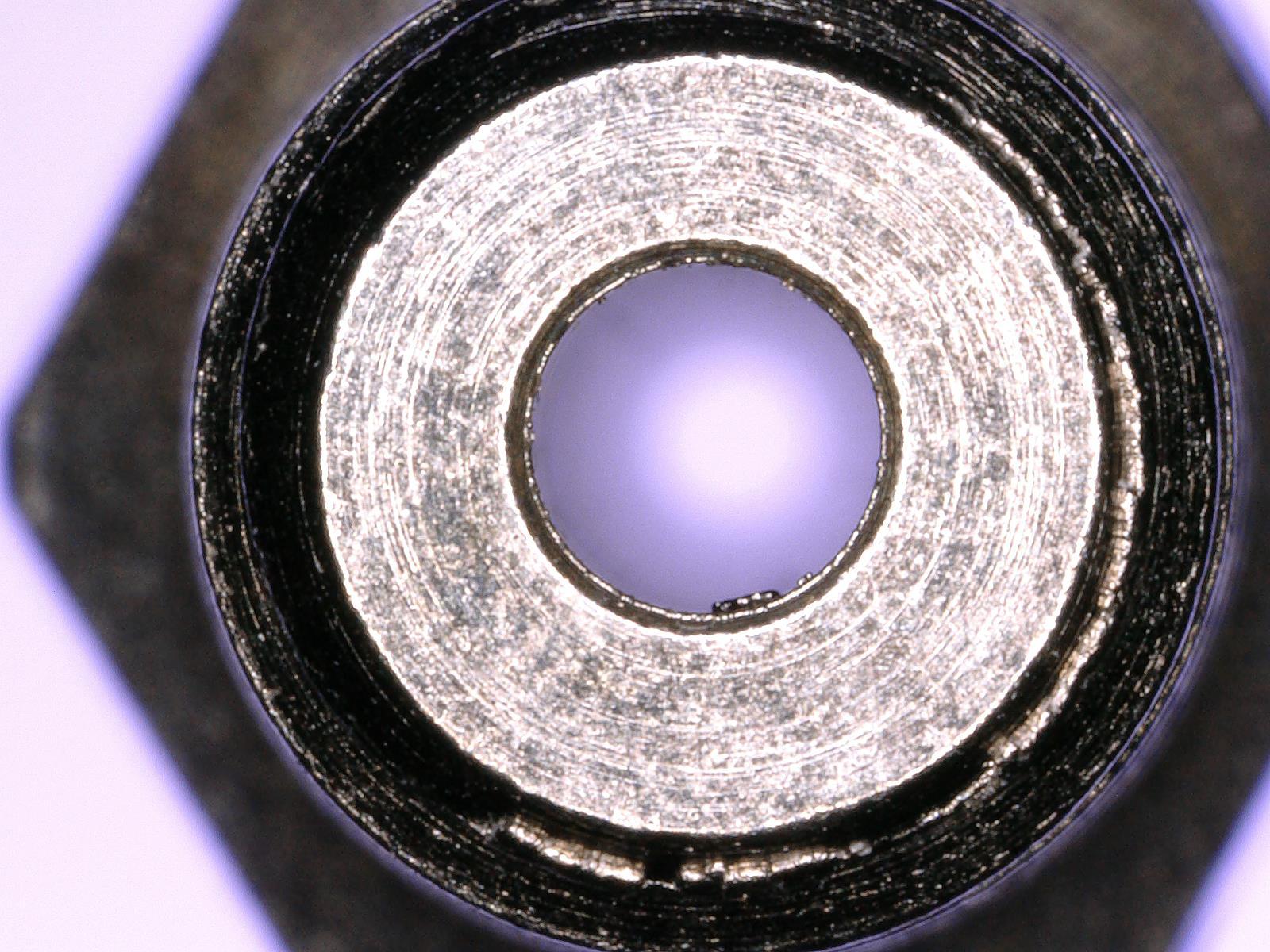
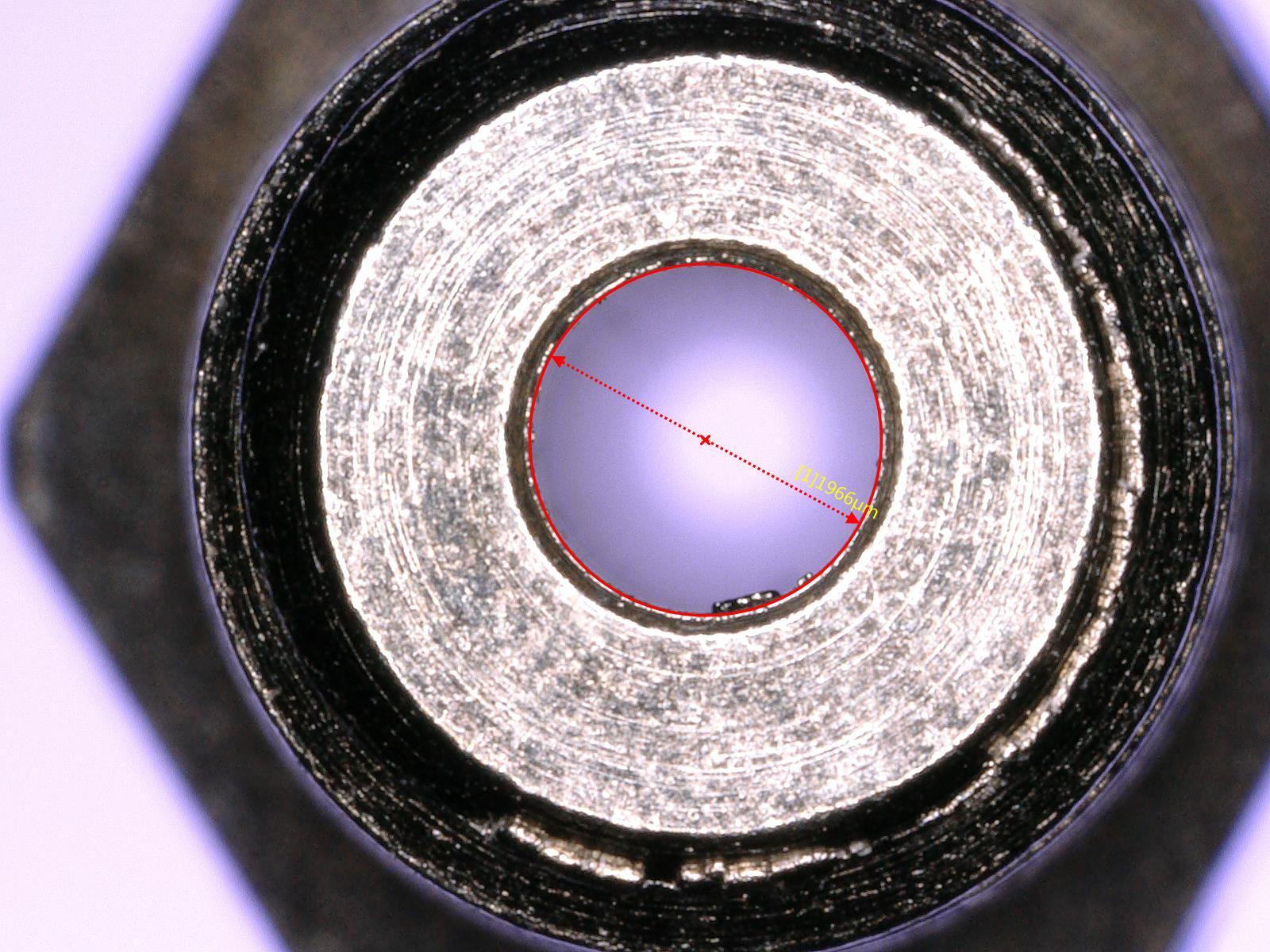
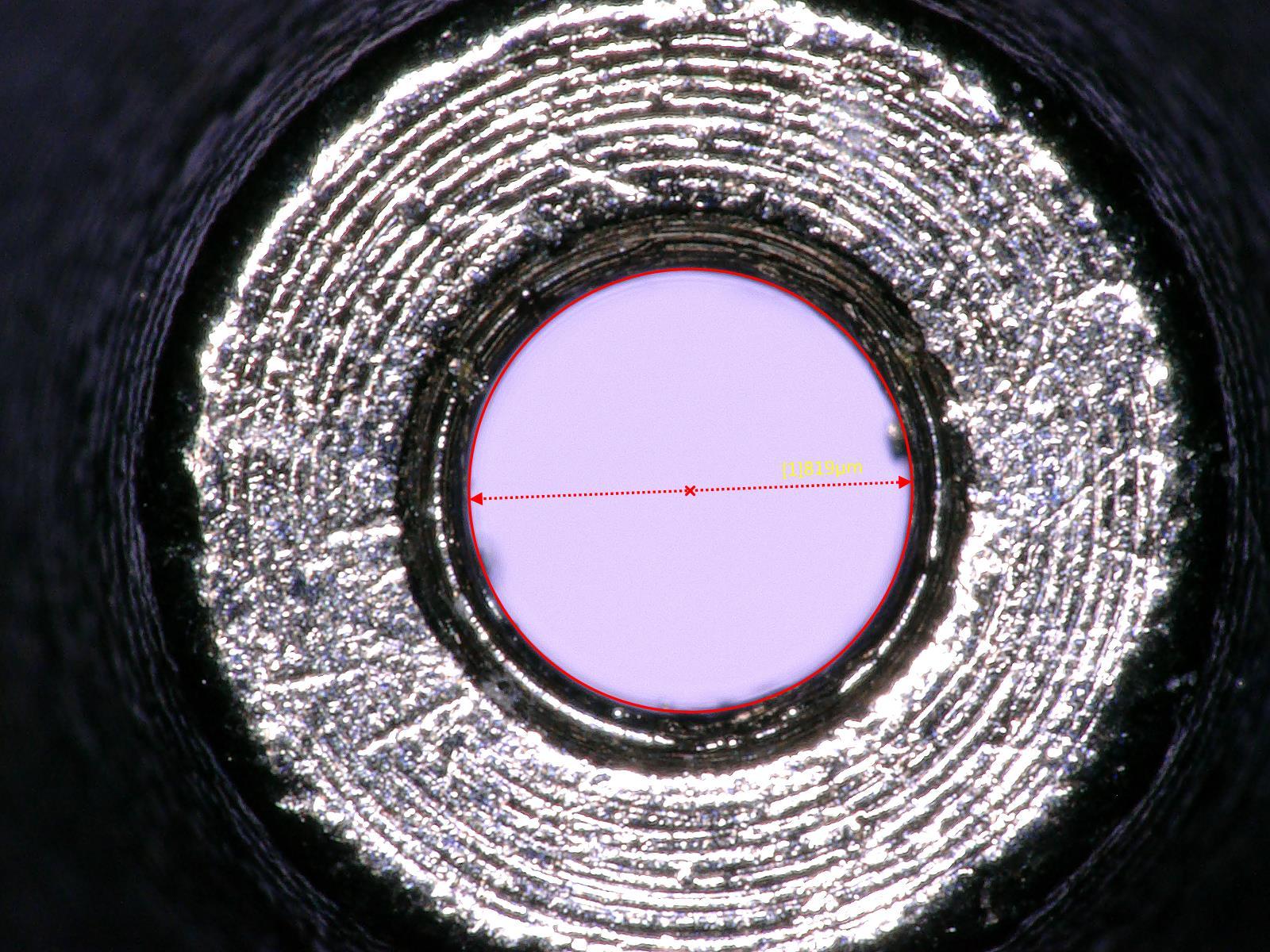
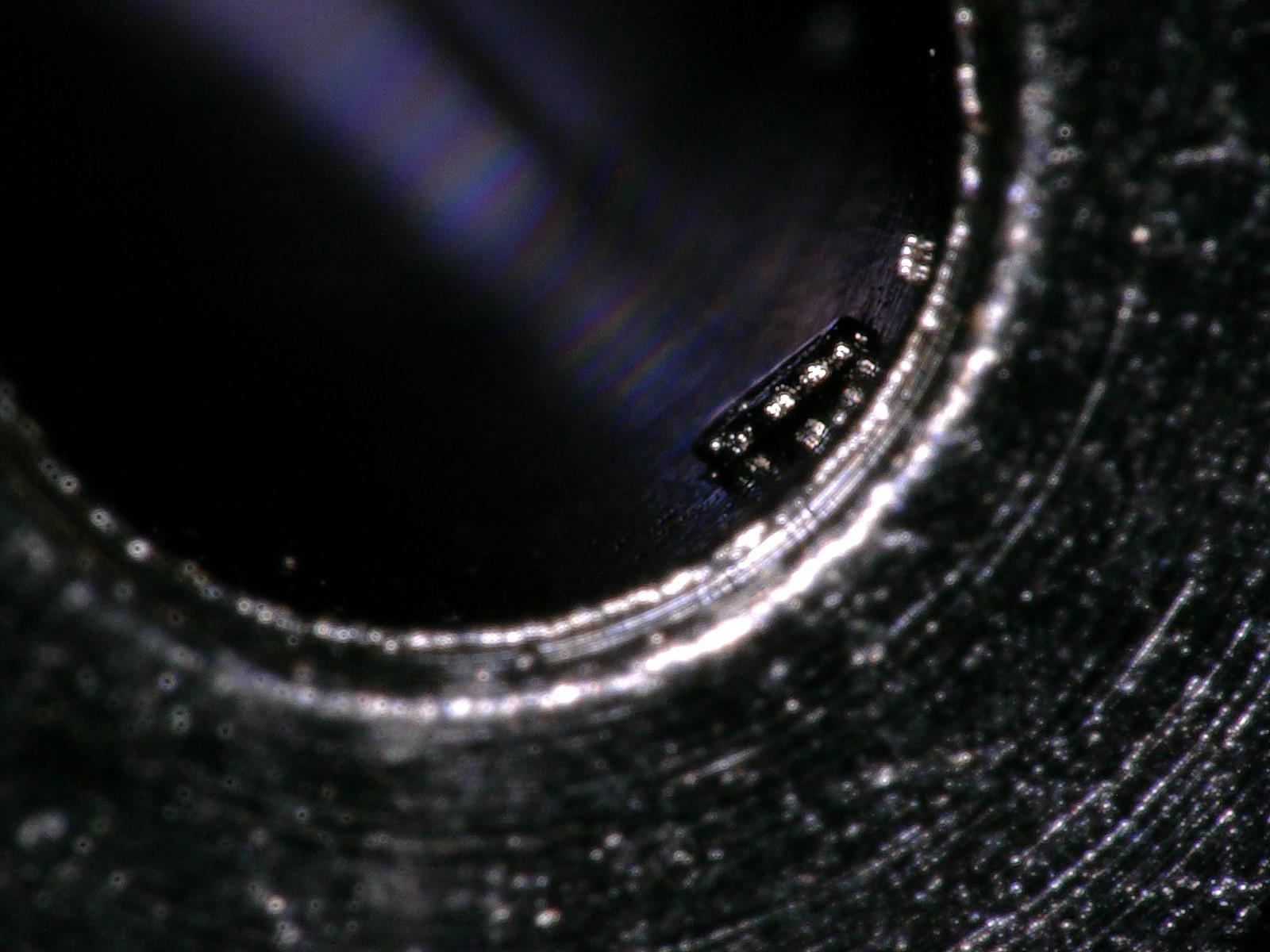
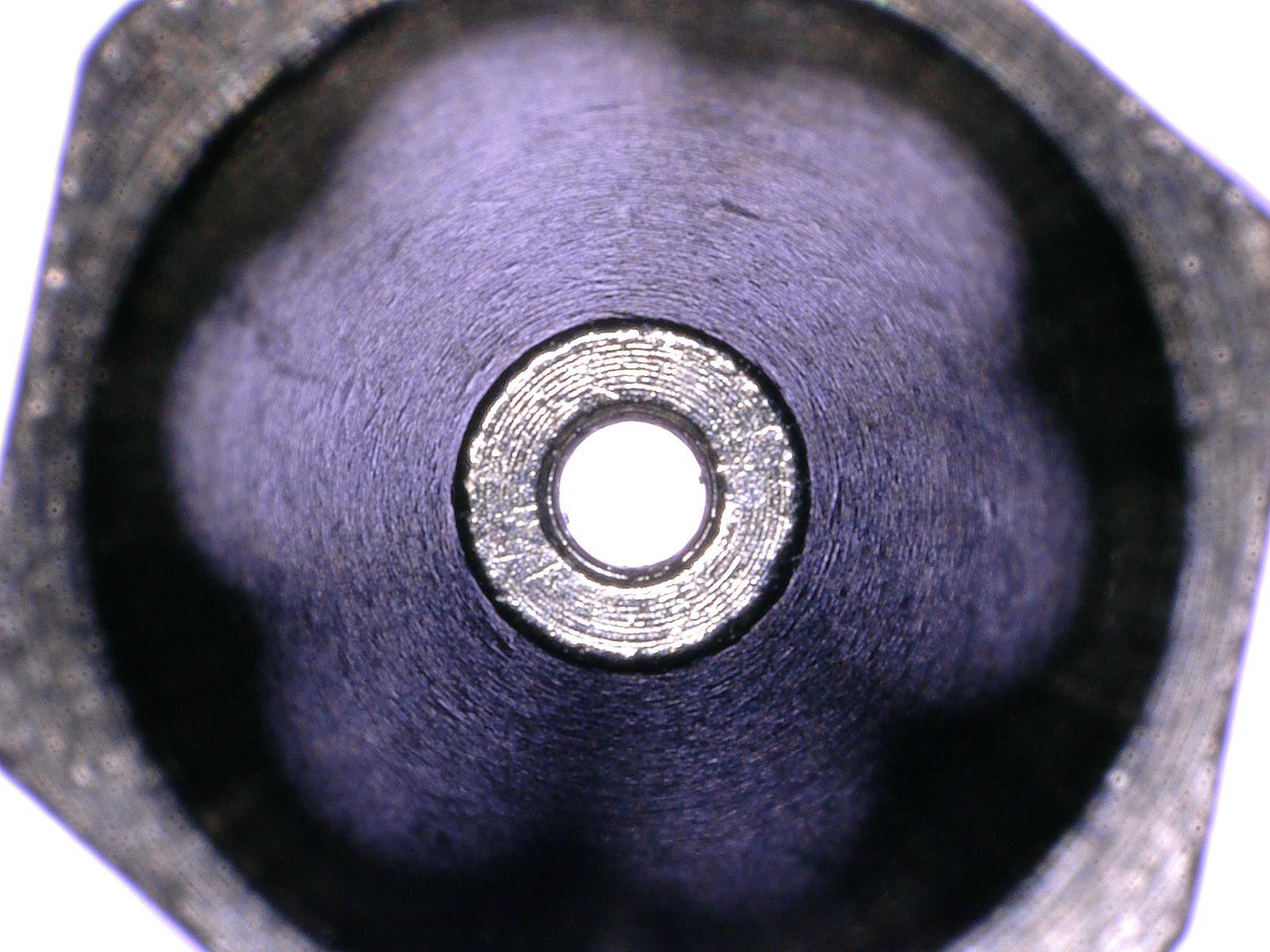
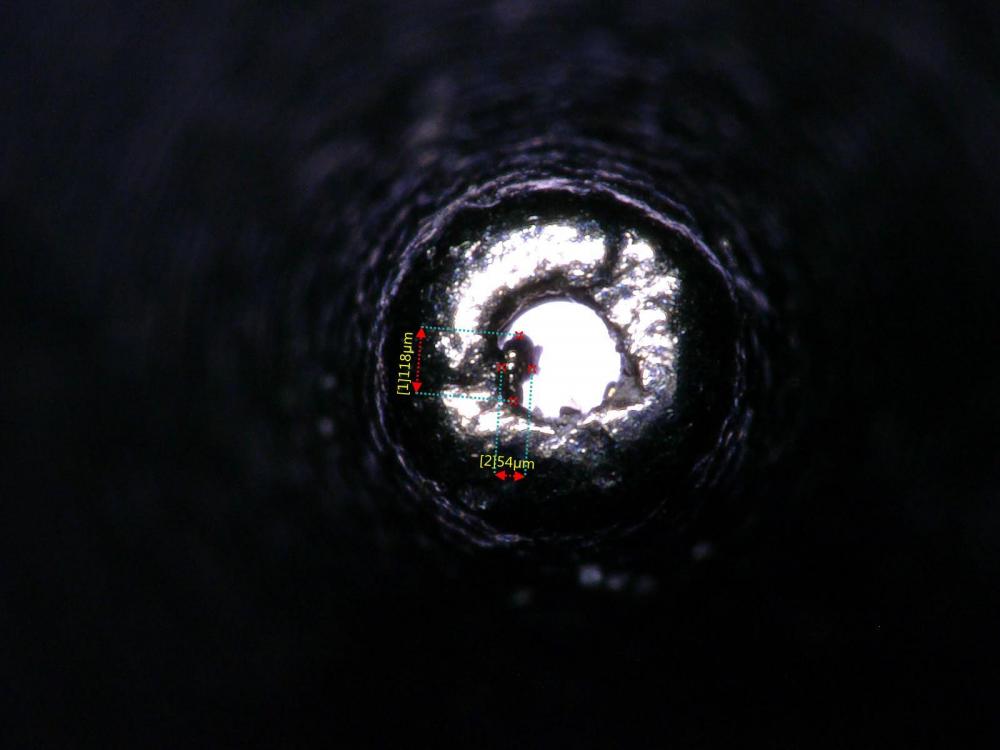
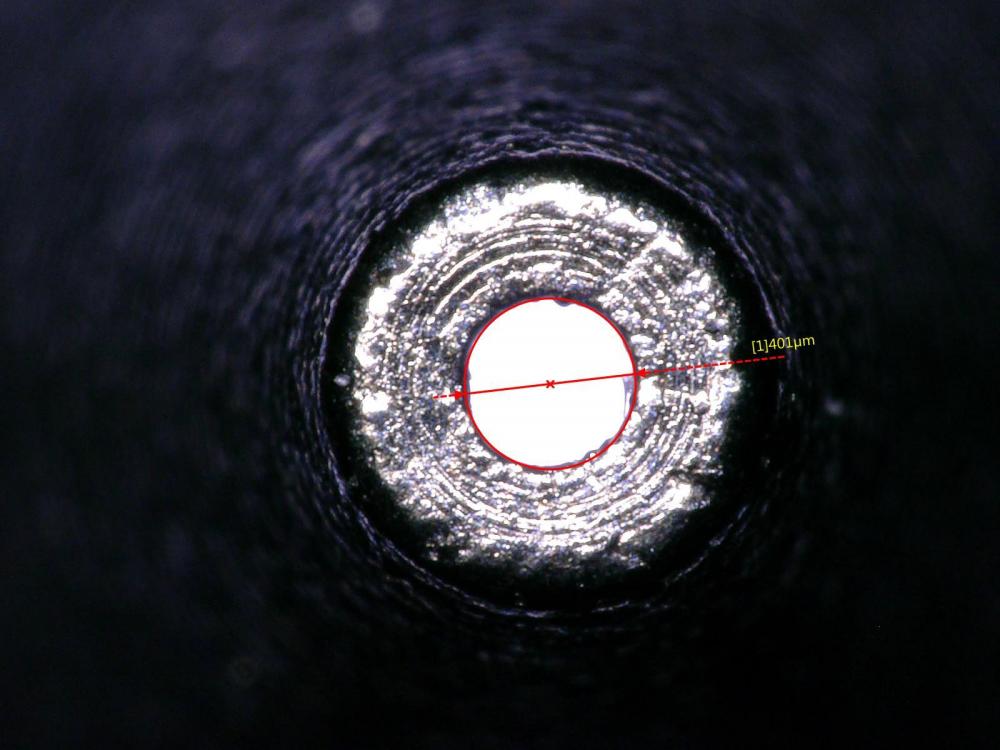
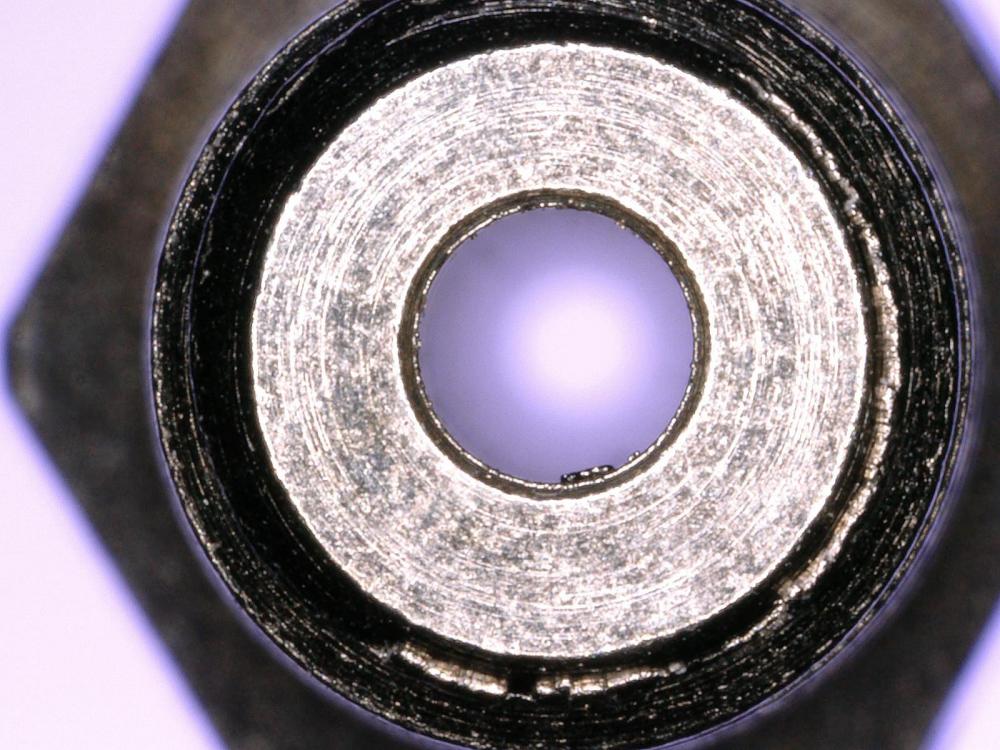
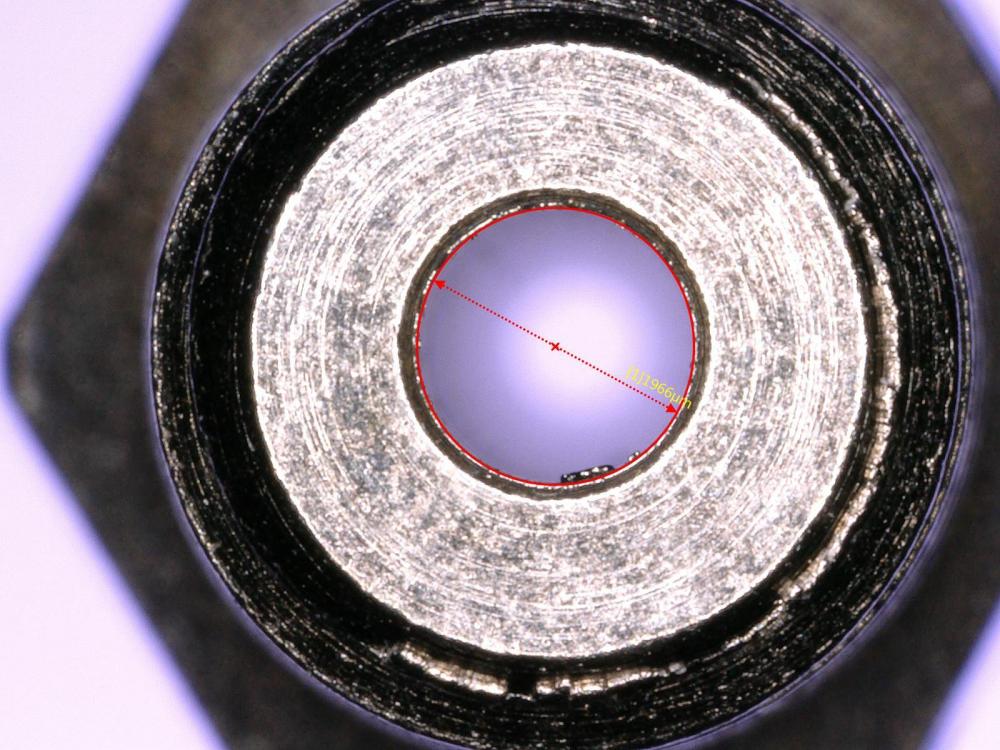
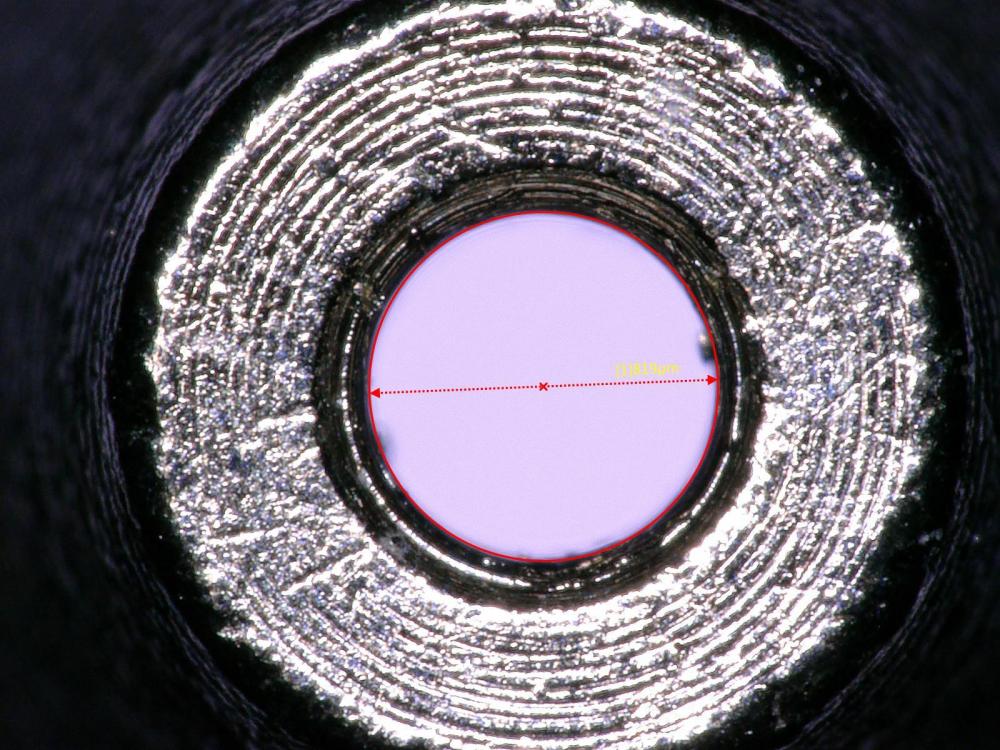
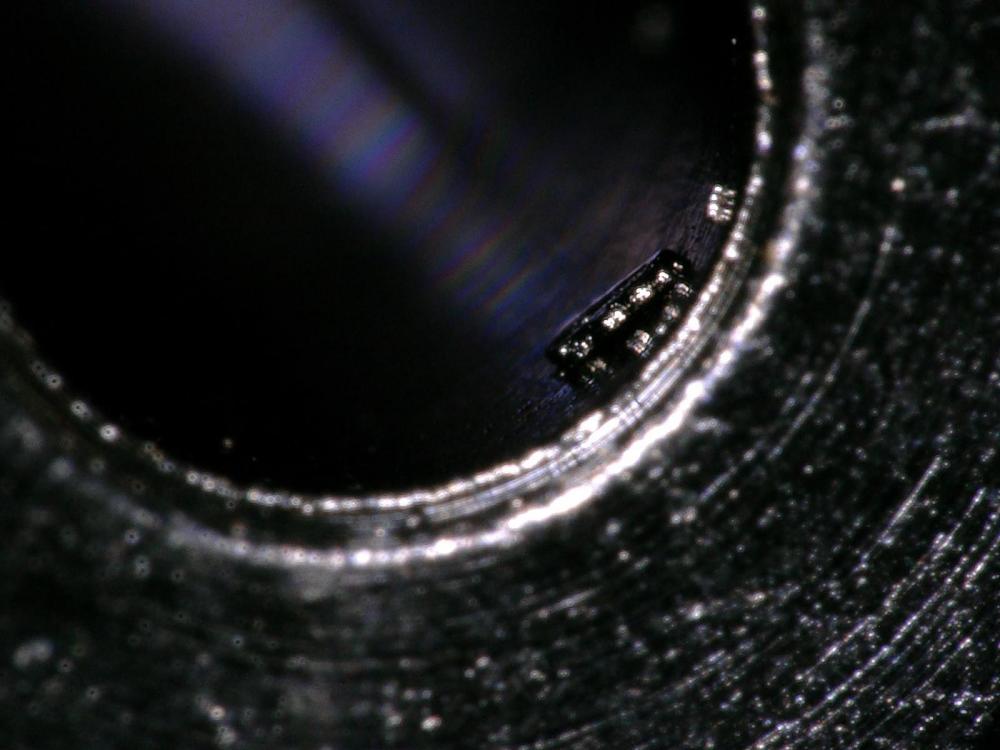
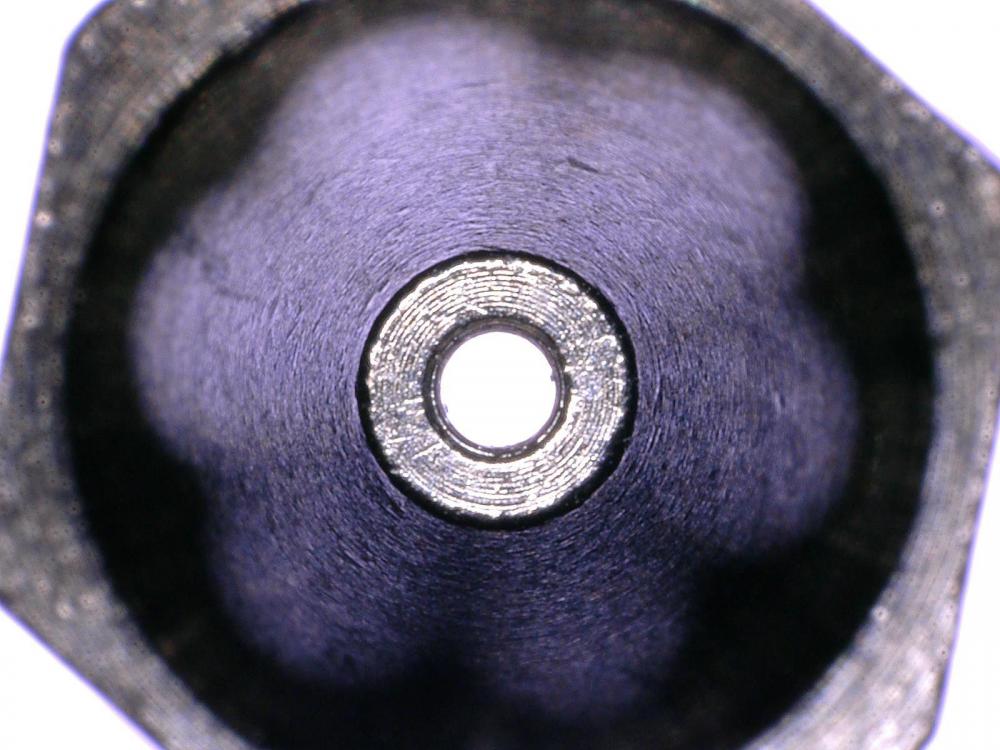
Bonjour à tous, @Tircown a attiré mon attention sur le topic AIO Evo de chez HOTENDS.FR + CONCOURS afin que je réitère une session de mesures sur des buses. Grâce à la magie du forum lesimprimantes3d.fr, @Fourmi m'a donc envoyé un jeu de buses. On parle ici des buses NiTro de chez hotends.fr, en 0.2, 0.4 et 0.8mm : La première chose qui frappe au déballage : ça respire la qualité, même m'a femme qui ne s'y connait pas (encore) beaucoup en impression 3d les a trouvé belles et pro. L'état de surface est très lisse et brillant. Il faut dire que ces buses sont nickelées et prévue pour les filaments abrasifs, alors que les buses communes sont en laiton bien plus sensible aux rayures. J'ai commencé par dégainer mon arme de prédilection pour voir un peu les côtes extérieurs : Vous voyez les chiffres virgule zéro zéro ? Et bien c'est la même chose sur les trois buses, on sent déjà que l'usinage est précis. A la hauteur de l'aspect visuel pour le moment. Petite note en passant, faites attention si vous changez de modèle de buse, les e3d chinoise que j'ai font +/-12.5mm de longueur, par conséquent si vous mettez une NiTro à la place, il ne faut surtout pas oublier de baisser votre palpeur d'au moins 2.5mm sous peine d'aller planter la buse toute neuve dans votre plateau. Maintenant que les présentations sont faites, nous allons rentrer un peu plus dans l'intimité de ces buses, en commençant en détail par la 0.8mm. Zoom (ou plutôt plan large) afin d'apprécier la qualité d'usinage, c'est à peine si on distingue les stries : Commençons par observer le côté filetage : Ici encore la qualité de l'usinage semble élevée, on remarque tout de même une bavure sur le pourtour extérieur, entre le plat et le premier filet, mais elle ne semble pas dépasser et ne gêne donc pas le contact avec le heatbreak. On remarque aussi une petite impureté dans le perçage, j'y reviendrai juste après la mesure du diamètre : Pas de soucis pour rentrer du 1.75mm, ouf, c'est fait pour. ^^ Zoom sur l'impureté : On dirait quelque chose qui ressemble à une bille de soudure, probablement un résidu du nickelage chimique. Je n'ai pas tenté de la retirer, mais à l’œil elle semble pouvoir se détacher d'elle-même au passage d'un filament. Focus maintenant sur la pointe : A cette échelle, on commence à voir les aspérités et les micro-rayures, mais ce n'est vraiment rien comparé à ce que l'on peut voir sur des buses en laiton neuves. On voit ici la propreté exemplaire du perçage, pas une bavure (en réalité il y a deux micro billes visibles), c'est parfaitement rond. L'instant de vérité, mesurons : La compression de l'image floute un peu la mesure, on est à 819µm sur les points de mesure, ça peut paraître à côté de la plaque, mais ça fait à peine 2% d'erreur. J'ai repris 3 fois les points pour éliminer un éventuel mauvais placement, mais on reste dans la tolérance. Autre remarque, on voit un chanfrein au niveau de l'embouchure (déjà visible sur la photo de famille au début), je ne sais pas si c'est une spécificité des buses de gros diamètre, mais il n'est pas tout net, et cela n'apparaît pas sur les autres. L'e3d en laiton de 0.5mm est très "sharp" en comparaison. Les stries du tournage sont assez visibles également car le brillant du nickelage et l'éclairage les fait beaucoup ressortir, mais subjectivement à la binoculaire je dirais que c'est kif-kif. Pour rappel, l'état de surface d'une chinoise en laiton de 0.25 : J'ai procédé de la même manière pour la buse de 0.4mm, mais comme tout était parfait, plutôt que de remplir de photo identiques, je ne poste que la vue avec la mesure : 401µm, ça se passe de commentaire. Même pas une impureté, c'est à croire que les échantillons ont été sélectionnés et bichonné. Passons à la 0.2mm, c'est vraiment petit : Argh, finalement non, ce sont bien des échantillons pris au hasard... Prenons la côte tout de suite : Déjà, ça c'est toujours super précis, chapeau car à 200µm, on commence à se noyer dans les aspérités du matériau, de l'usinage et du nickelage. D'ailleurs pour le coup le nickelage semble dégrader l'état de surface de la semelle à cette échelle. Par contre il y a une belle bille non négligeable ici : Environ 100x50µm visible. Le risque c'est que l'impureté soit plus grande que 200µm (celle que nous avions observé sur la buse de 0.8mm mesurait environ 400µm de large), et qu'elle ne puisse pas s'évacuer naturellement par le passage du filament. Mais mon avis est qu'un simple cold-pull remet tout ça au propre, je préconiserais même d'en effectuer un d'office à la première mise en service histoire de partir sur une base saine. En conclusion, ces buses NiTro surpassent de loin les e3d (chinoise ou originale) en précision. Le modèle 0.4mm est juste parfait. Le modèle 0.8mm aussi hormis le chanfrein où je ne peux pas me prononcer à défaut de connaissance. Petit bémol sur le 0.2mm, qui me semble un cran en dessous des autres et même des e3d en laiton au niveau de la semelle. Enfin je précise que la dureté du matériau, et par conséquent la difficulté de son usinage (stries sur les pointes), ne doit certainement pas aider à la comparaison avec des buses en laiton. @Fourmi Je ne sais pas si tu as des leviers d'améliorations possibles, mais en tout cas tu as déjà des pistes ici. Si tu as besoin de détails ou mesures supplémentaires, je suis dispo. En plus j'ai découvert qu'on a une connaissance commune. Maintenant, c'est à vous d'écrire, et je suis impatient de lire vos réactions.







-
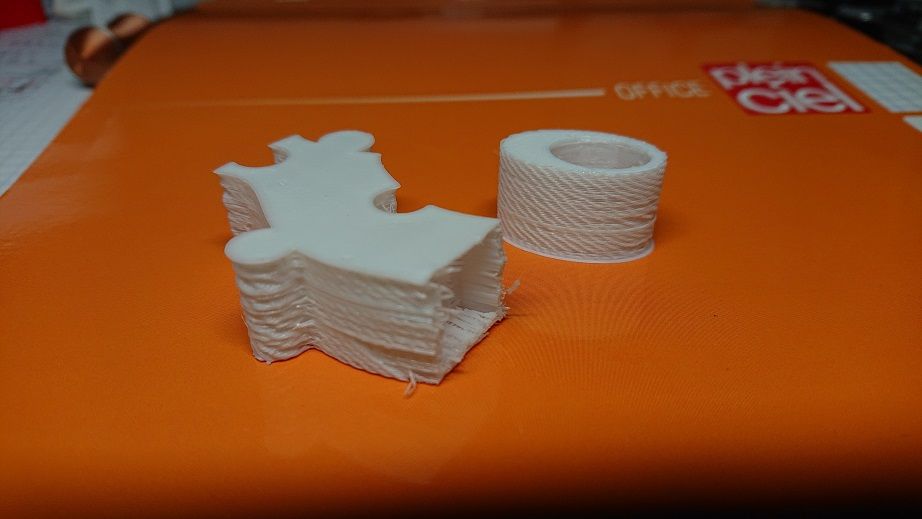
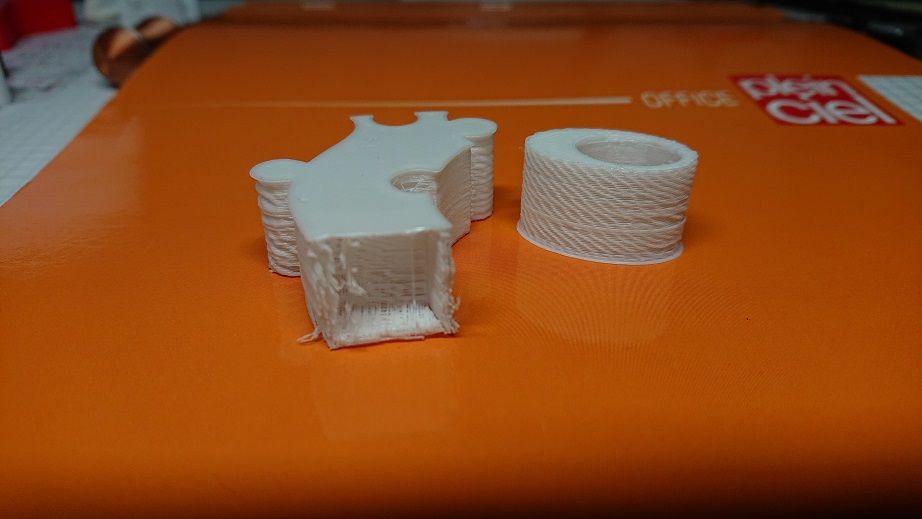
Bonjour à tous, Décidant de continuer mes tests, j'ai voulu installer une nouvelle buse de 0.4mm sur mon imprimante. C'est une buse inox de chez nos amis chinois . Le démontage s'est fait dans les règles de l'art, le nettoyage aussi, ainsi que le remontage. Le réglage du plateau est refait pour m'assurer d'un bonne première couche. Je lance l'impression d'un cube de test sans remplissage, sans fond ni plafond, juste les parois avec mes paramètre habituels avec mon PLA précédemment installé en haut de mon châssis : lit 65°, tête 202°, couche de 0.2mm, vitesse 60mm/s, ventilation à partir de la seconde couche. Ce sont les paramètres utilisés auparavant (chinois ) avec mon ancienne buse en laiton (buse de 0.4). La première couche se déroule sans anicroche. Dès la seconde, je vois bien qu'il y a un problème (la ventilation s'est mise en route): le filament semble ne pas adhérer à la couche précédente. Je laisse toutefois l'impression continuer encore plusieurs couches mais je dois interrompre celle-ci car le filament ne se colle plus aux couches précédentes. Arrêt d'icelle, nettoyage du filament écoulé. Réflexion intensive . Je mesure l'épaisseur du filament fondu, c'est correct et correspond bien à une buse de 0.4. Que faire (Léninien un jour, Léninien toujours )? La "pièce" se délamine totalement. Les couches n'adhèrent absolument pas entre elles. Visite de PrintDocteur . Apparemment ventilation trop grande. Je relance l'impression en diminuant la ventilation à 50%... Un peu de mieux mais au bout de quelques couches même problème. Re réflexion , cogitation intense, c'est pas une machine qui va m'imposer sa volonté. Je relance l'impression avec une chauffe de buse à 210° au départ ,ventilation à 50% à la deuxième couche et cette fois en augmentant la température de consigne par pas de 5° (ma pièce fait 20mm de haut) tous les cinq millimètres. Résultat: ce n'est qu'à partir de 220° que l'adhésion est bonne. Donc pour imprimer actuellement avec cette buse en acier inoxydable, je suis à 20° plus haut qu'avec mes anciennes buse laiton. La question que je (me) pose est: avez-vous avec ces types de buse rencontré des problèmes similaires et si oui quelles explications pour une telle différence de température alors que c'est le seul élément qui a été changé (même PLA, même tête, même système de ventilation (un Petsfang). Mon esprit de formation scientifique demande une explication rationnelle Merci d'avances de vos contributions.
-
Il y a quelques mois, j'étais a la recherche d'une imprimante pour remplacer mon Ender 3, Je voulais un plateau plus grand, et une meilleure facilité pour imprimer du PETG ( vers les 250° la buse d'origine de l'Ender 3 est pas super super contente ) j'ai d'abord louché du coté d'Alfawise, puis, un collegue de boulot m'a proposé de revendre son Ortur 4 a vil prix. J'ai donc accepté. Aujourd'hui, j'ai des bons résultats a une vitesse raisonnable ( 70mm/s ) mais en allant plus vite, l'axe Y se décale parfois toutes les 10-15 couches. J'ai une température de 28° en été dans mon atelier. J'ai récupéré une colonne de cuisine, il se trouve que l'imprimante s'y sent super a l'aise : J'ai des matériaux un peu abrasifs a imprimer ( PLA a paillettes, PLA phosphorescent ) quelqu'un a-t-il testé les buses de Trianglelab ?

-

Changement filament / buse / bowden
lolo78 a posté un sujet dans Consommables (filaments, résines...)
Bonjour à tous, J'ai commencé l'impression PLA il y a 2 mois avec une bobine Eryone. Depuis 2 mois, la bobine est sur son support, j'imprime régulièrement et pour l'instant ma machine est soit dans le salon, soit dans la cuisine, soit dans la chambre. Elle se balade en attendant son meuble Seulement maintenant, mes impressions commencent à être "fatiguées". Je pense qu'au bout de 2 mois, mon fil a du prendre de l'humidité comme on peut le lire un peu partout car j'ai un petit bruit bizarre et inhabituel au niveau de la buse et que toutes mes impressions foirent !!!. Donc direction four à 45°c avec les sachets dessiccateur que j'ai acheté en gros pour sécher tout ça pendant 4h. Ma question maintenant est combien de temps peut-on garder sa bobine sur son support ? Vous me direz, ça dépend de l'humidité qu'il y a chez toi... En France, on tourne généralement autour de 45/60% selon le si il pleut ou non. Aujourd'hui, il 22 avril, il n'a pas plus depuis 4 jours et j'ai 52%. Autre chose, quand changer sa buse ? je me dis que ça doit aussi être du consommable car elle était vendue par 10 la dernière fois que j'en ai acheté ... Pareil pour le tube... ??? -
Bonjour, arriver à environ 40-45% de l'impression des jambes ( https://www.thingiverse.com/thing:2943810 - la figurine est découper en plusieurs partie), la buse accroche la pièce et la décolle. J'utilise Creality slicer fourni avec l'imprimante car Cura me fait des prints qui warp dans les angles. doomfigProfile.ini
-

buse Buse Nitro, comment connaître leur taille.
Darkblur_seb a posté un sujet dans Consommables (filaments, résines...)
Salut Tout est dans le titre ou presque. J'ai acheté des buses Nitro il y a quelques temps déjà, et je ne sais pas à quel diamètre correspond l'une d'elle. J'hésite entre 0.2 et 0.4mm. La 0.8mm, je l'ai reconnu et 0.6mm ne se faisait pas quand j'ai commandé. Donc, quel est le code avec les points svp. @Fourmi si tu peux m'aider. Je n'ai pas trouvé l'info sur ton site, ni dans le forum où ces motq clé sortent énormément de résultat. Merci et à bientôt Sébastien -
Bonjour, je possède une Neva première génération depuis plusieurs années. J'ai déjà beaucoup imprimé avec et j'en suis très satisfait. Je pense qu'il est maintenant temps de remplacer la buse. J'ai impression que l'orifice de sortie n'est plus très net. Vu qu'il faut le faire à chaud, je pensais lancer le g-code de dagoma prévu pour le débouchage . Quelqu'un l'a t'il déjà fait ? Auriez vous des conseils à me donner pour démonter cette buse (faut il démonter complètement la tête par exemple ?) D'avance, merci pour vos réponses
-
Bonjour, Voilà un an que j'imprime avec ma U20 et sa buse de 0.4 sans trop de problème, aujourd'hui je voudrais tester l'impression avec une buse de 0.2. Avant de modifier, je voudrais savoir si il y a beaucoup de modification à faire dans CURA (4.3 pour moi) suite à ce changement de taille de buse si ce n'est d'indiquer à CURA que ma buse faire 0.2 au lieu de 0.4. Merci à vous et passez de bonne fêtes
-
 Bonjour, J'ai acquis l'imprimante 3D Ender 3 Pro de Creality il y a quelques jours. Au début tout se passait bien, j'utilisais la bobine de filament fournie avec l'imprimante. Avant hier étant sur la fin de la bobine je l'aie changée pour une de chez Amazon (Amazon Basic, donc de la bonne qualité de ce que j'ai pu entendre) et là, l'imprimante me fait n'importe quoi... Je dois mettre la buse encore plus proche du plateau pour que le filament entre en contact avec et chaque épaisseurs de filament ne se relient plus, ce qui fait une impression remplie de "vide" et qui tient à peine. Je me suis alors rendu compte que le filament qui sort de la buse est moins épais qu'avant et pourtant c'est aussi du PLA de 1.75mm. J'ai trouvé beaucoup de potentielles solutions et idées de quel peut-être mon problème mais après avoir écarté toutes les pistes je désespère un peu… Voilà, je serai ravi d'avoir les conseils de personnes s'y connaissant en impression 3D. theomine11
Bonjour, J'ai acquis l'imprimante 3D Ender 3 Pro de Creality il y a quelques jours. Au début tout se passait bien, j'utilisais la bobine de filament fournie avec l'imprimante. Avant hier étant sur la fin de la bobine je l'aie changée pour une de chez Amazon (Amazon Basic, donc de la bonne qualité de ce que j'ai pu entendre) et là, l'imprimante me fait n'importe quoi... Je dois mettre la buse encore plus proche du plateau pour que le filament entre en contact avec et chaque épaisseurs de filament ne se relient plus, ce qui fait une impression remplie de "vide" et qui tient à peine. Je me suis alors rendu compte que le filament qui sort de la buse est moins épais qu'avant et pourtant c'est aussi du PLA de 1.75mm. J'ai trouvé beaucoup de potentielles solutions et idées de quel peut-être mon problème mais après avoir écarté toutes les pistes je désespère un peu… Voilà, je serai ravi d'avoir les conseils de personnes s'y connaissant en impression 3D. theomine11


-

Plastique qui passe par le filetage de la buse
destro43 a posté un sujet dans Discussions sur les imprimantes 3D
Bonjour, après réparation de mon imprimante il y a 2 jours j'ai monté et démonté ma buse 10 fois et a chaque fois j'ai recoupé le ptfe et suivi la procédure de Titi pour le montage... 4-6 impression a 60mm/sec et le plastique coulé dans le pas de vis de la buse a chaque impréssion donc rebelotte nettoyage coupage du ptfe ( il commence a être court ) Ensuite on continue Sur une impression de 2h hier soir en vitesse 60mm/sec parfait ça na pas coulé. Par contre j'ai lancer une impression de 5h cette aprem a 80mm/sec et la bah rebelote ça coule. Nettoyage, couper le ptfe remontage avec la Titi procédure Je lance une impréssion de 2h a 80mm/sec et bien ça coule encore. ( c'est en court d'impression encore ) Sérieusement j'en peu plus ! Quelqu'un peu me donner des astuce ou si faut changer le hotend pour en avoir un plus pratique je suis preneur. Merci grandement -

ventilo extrusion ne fonctionne pas sur Longer LK4pro
standyphon a posté un sujet dans Alfawise / Longer3D
bonjour Je possède une Longer LK4pro qui depuis le début a le ventilo de la buse d'extrusion qui ne fonctionne pas. ce qui provoque régulièrement des bouchages de buse: > Je souhaiterais savoir s'il y a un moyen sans démonter de vérifier si c'est le ventilo qui est hs ou bien la carte d'alimentation ? -
Bonjour, Les buses en terminaison rubis sont une fausse bonne idée. Deux sur deux à la poubelle après quelques mois d'utilisation. Désormais je vais tester les buses en laiton nickelé. Vous avez un avis ou une recommandation sur le sujet ?