champx
-
Compteur de contenus
22 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Récompenses de champx
")





-
le 0.02 ce n'est pas courant et pas très utile au demeurant.... mais c'est un défi que je me suis fixé, si elle est capable de faire proche du DLP, ça voudra dire que j'aurais une machine très précise..... et qui peut le plus peut le moins en mieux!
-
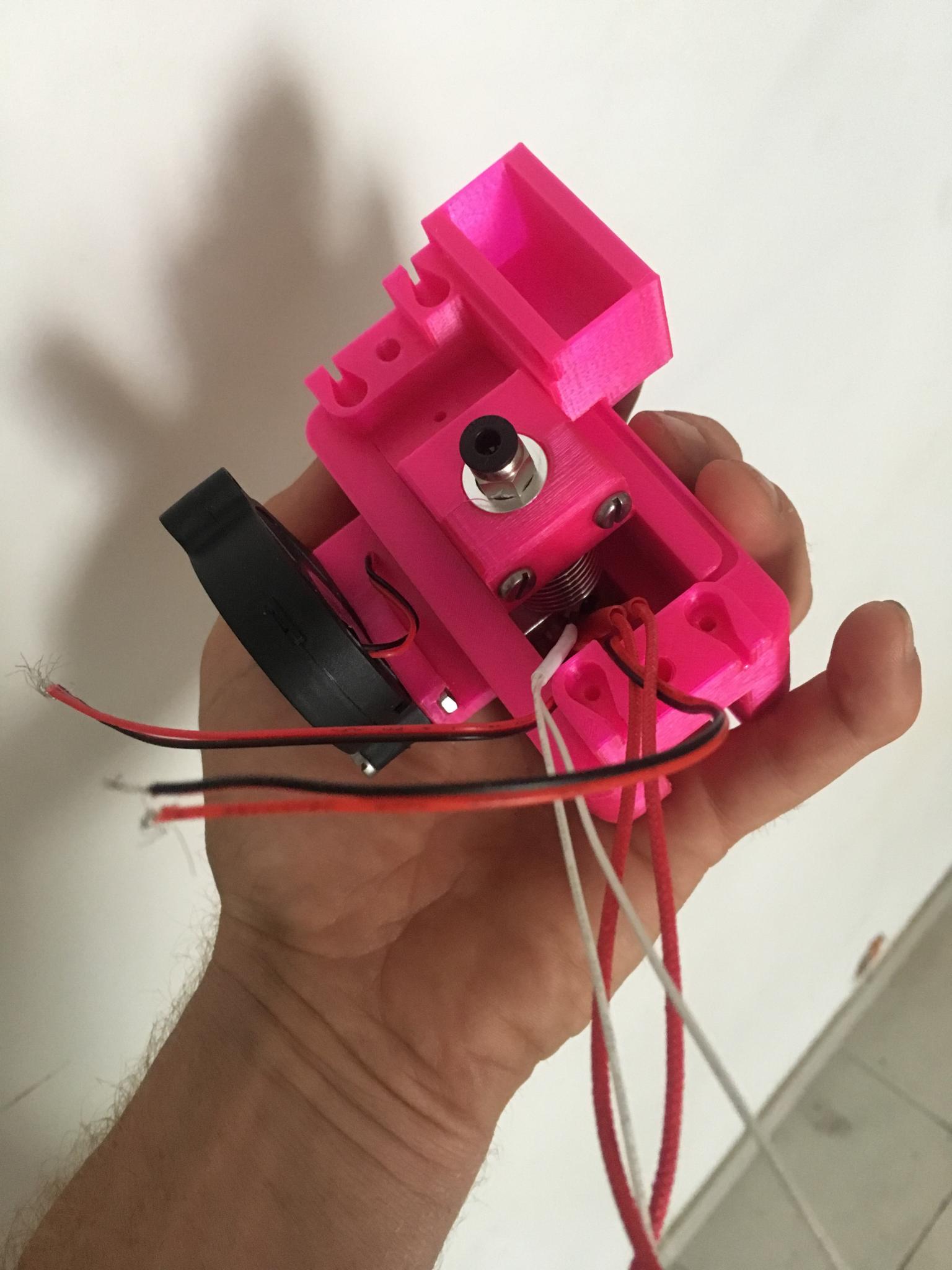
LE BOULET.... développer de A a Z un printeuse, des fois ça implique des erreurs.... j'avais des soucis de retract malgré le passage du heatbreak clone a l’alésoir (qui fonctionne bien sur l'E3D V6 que j'ai fabriqué sur mesure pour l'extrudeur mk8 de ma vielle bécane). en fait j'ai voulu aller trop vite en modélisant le refroidissement des ailettes de mon extrudeur, l'air passait trop loin autour! du coup je suis en train d'imprimer un nouveau verrouillage de E3D avec en plus une canalisation plus précise du flux d'air pour optimiser le refroidissement. je pense que ça va aller mieux après ça!
-
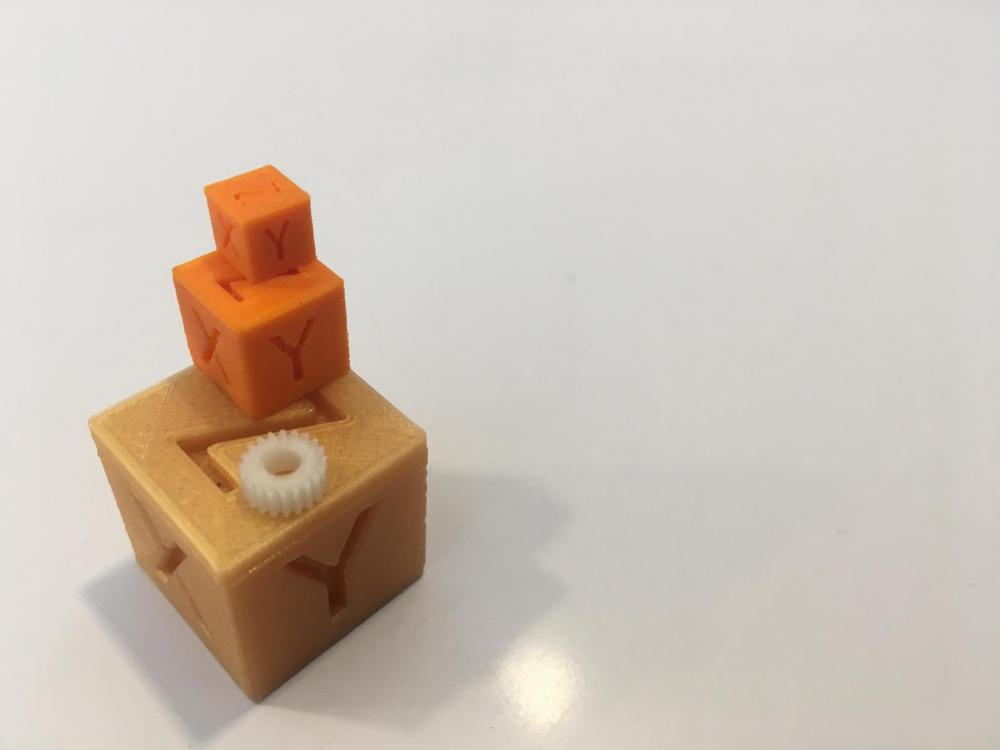
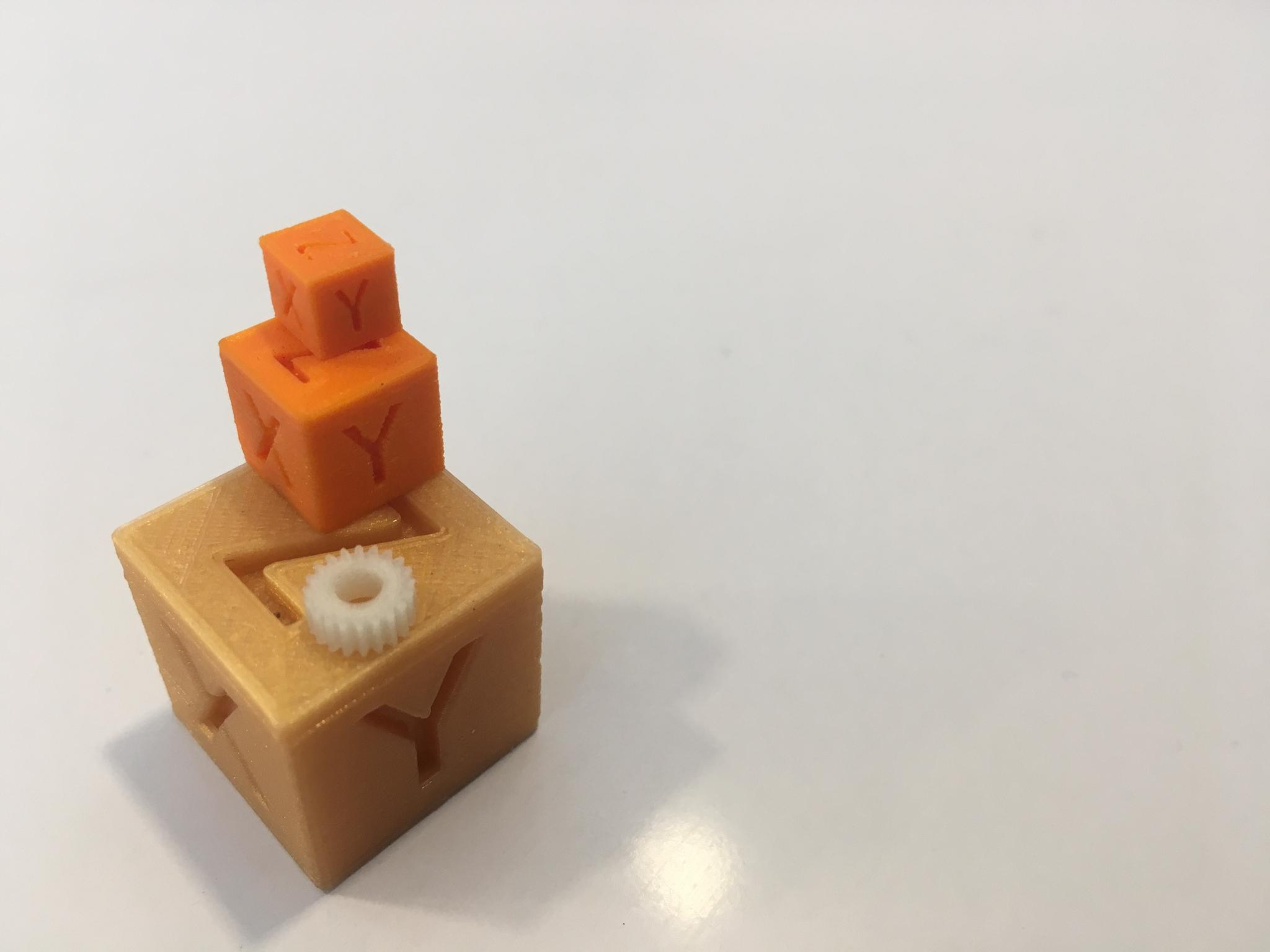
merci le 0.2 avec une buse de 0.4, je ne vais pas m'amuser a faire du 0.2 avec la buse de 0.2.....ça se fait pas! lol pour le 0.1, 0.05 et 0.02, avec la buse de 0.2
-
j'ai encore un peu de rodage a faire sur le Z mais globalement ça fonctionne. le but de cette machine étant surtout de pouvoir faire des petites pièces, j'ai fait quelques test de layer....: -0.2 extrusion parfaite, retract parfait -0.1 extrusion parfaite, retract parfait -0.05 extrusion parfaite, retract a revoir avec un heatbreak e3d original que je vais recevoir -0.02 extrusion moyenne, géométrie nickel... j'ai encore du réglage a faire pour cette épaisseur de print.... trop de matière par rapport a la pièce et plastique qui n'a pas le temps de refroidir, mais je suis sur des pièce de 3mm de coté donc je doit encore travailler. pignon en module 0.3 et cube a 0.3 de l’échelle d'origine, le tout en layer 0.04 et 15mms

-
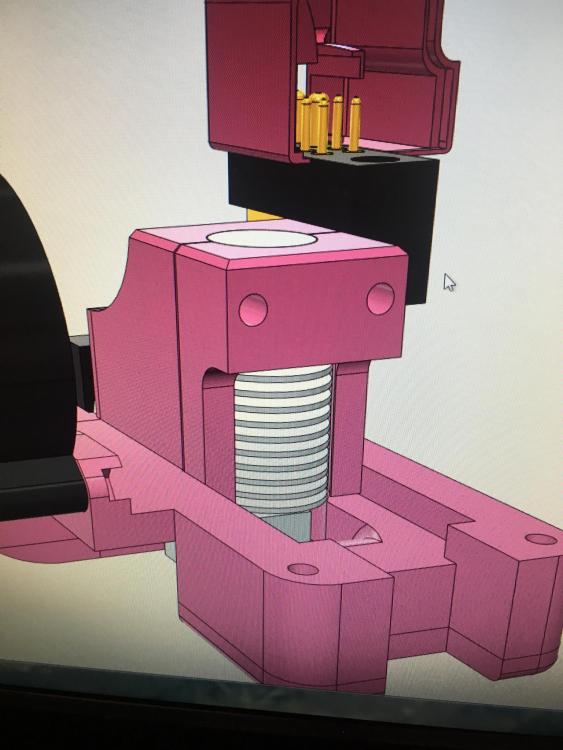
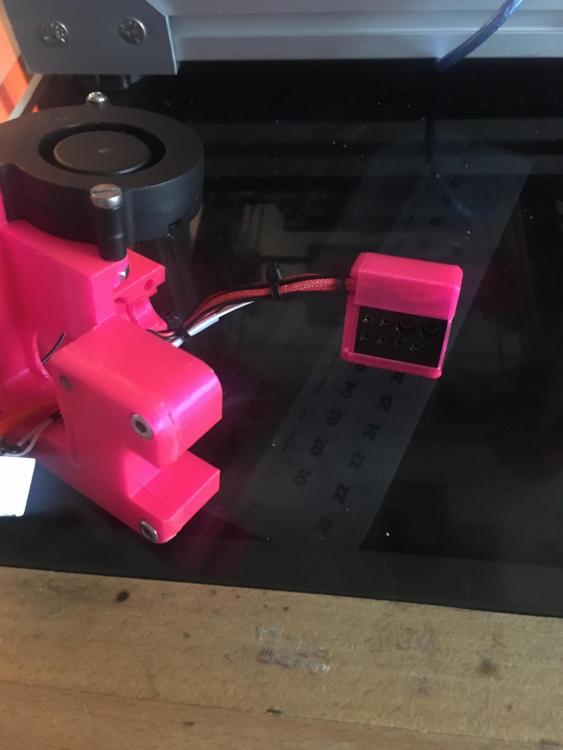
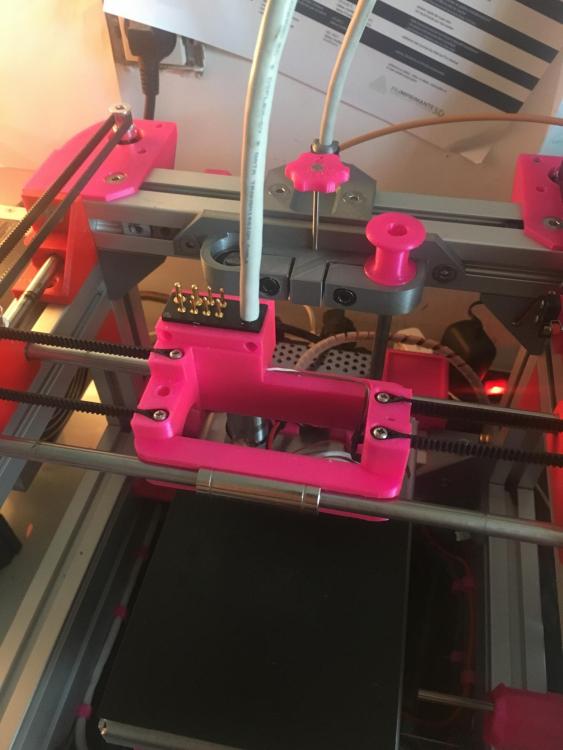
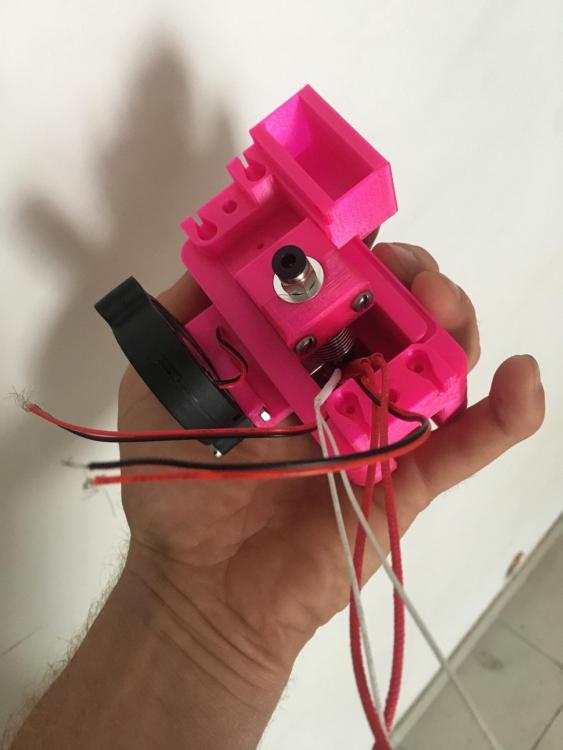
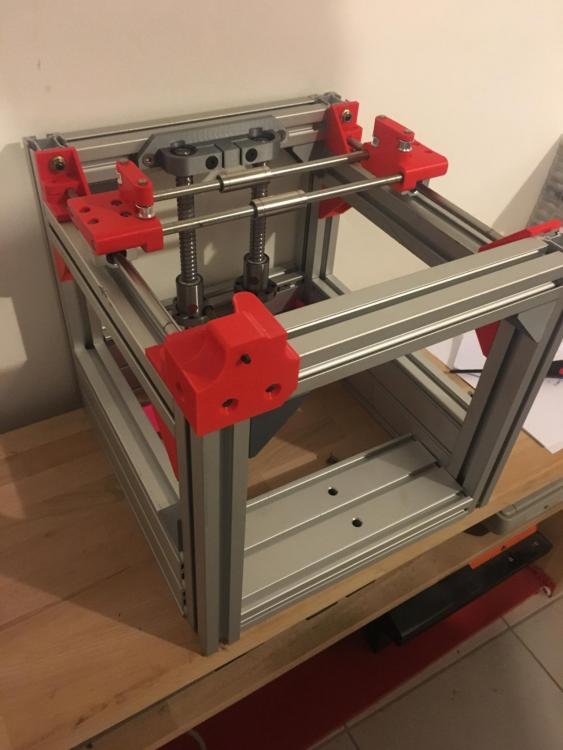
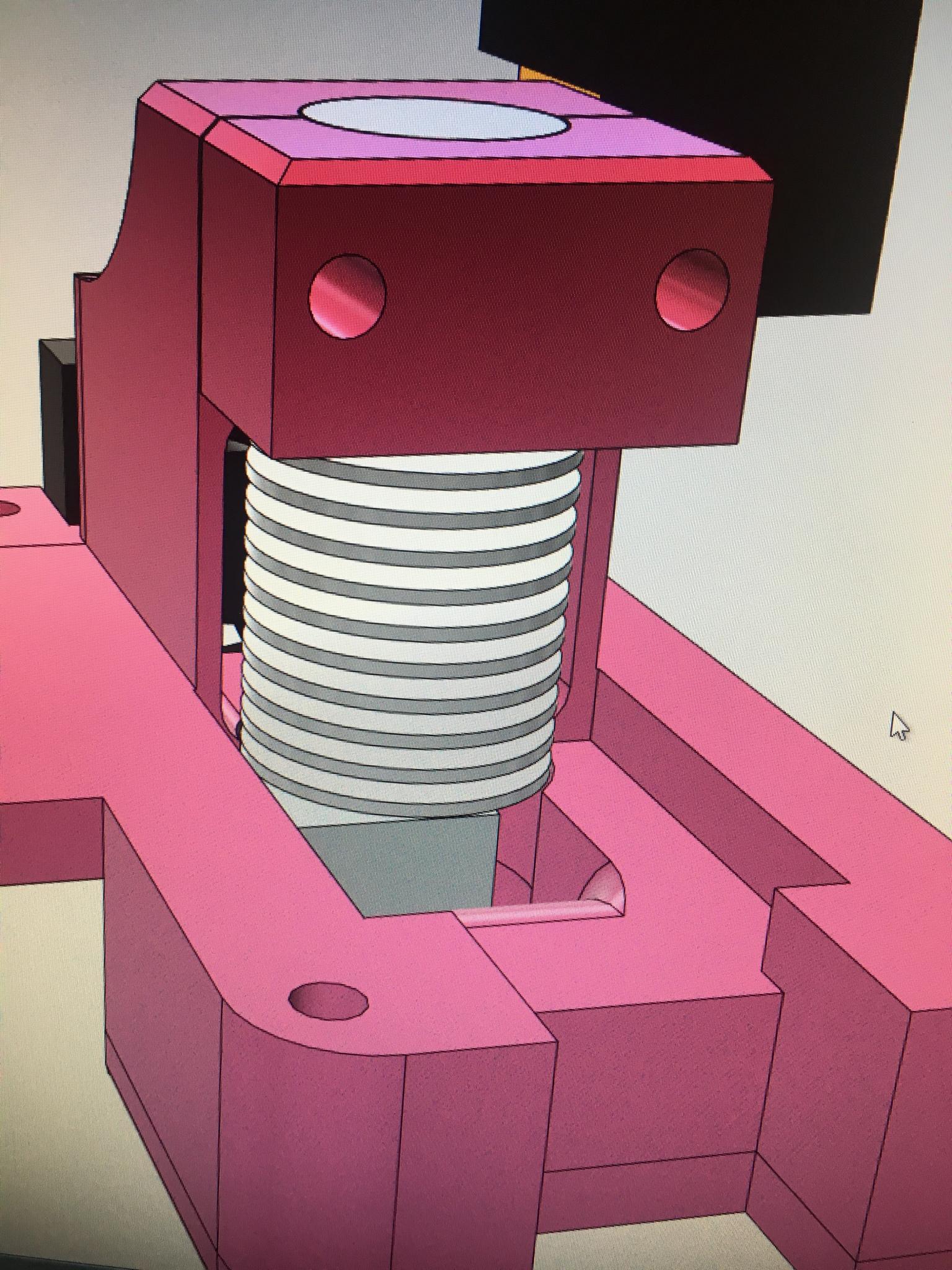
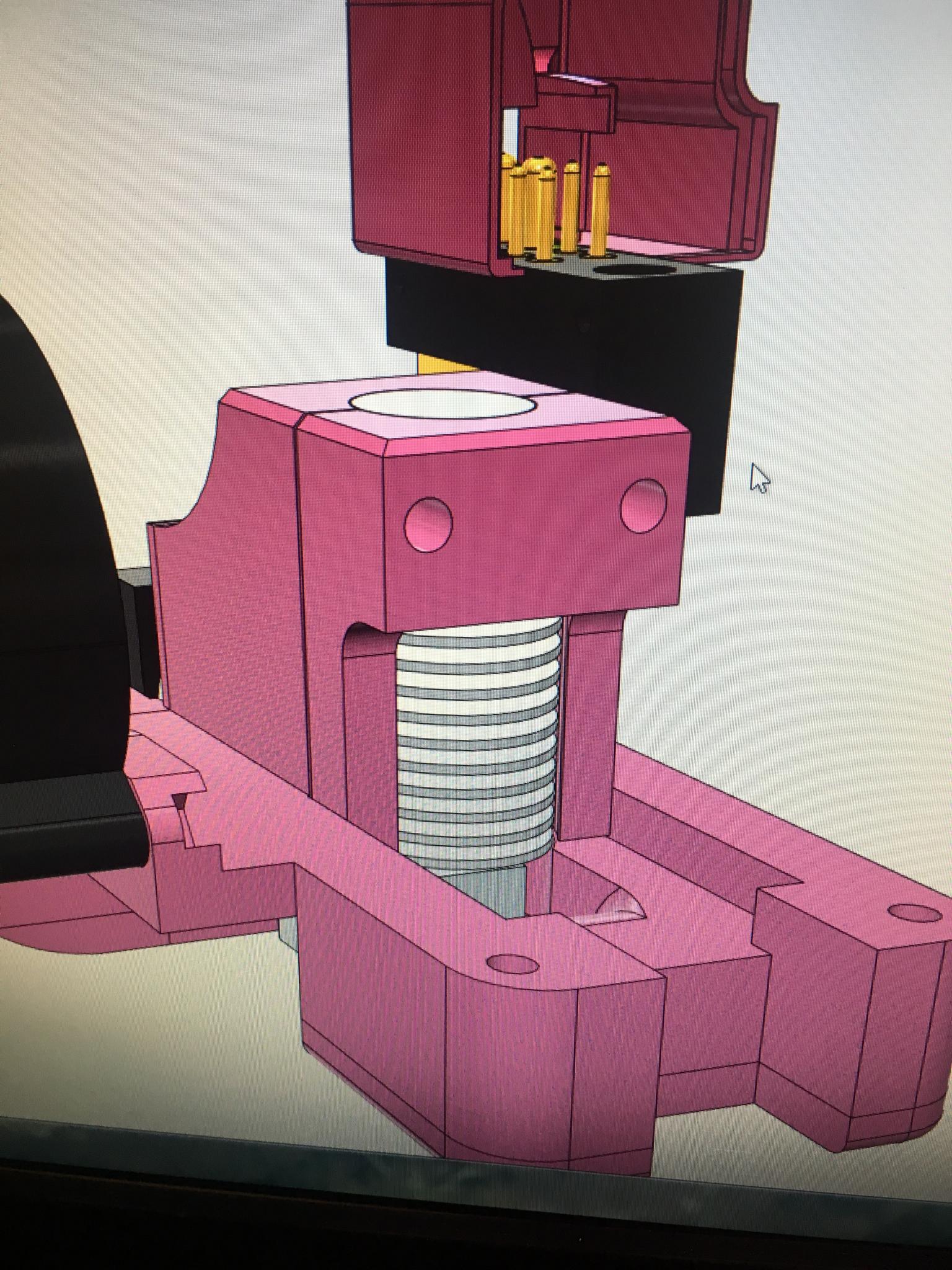
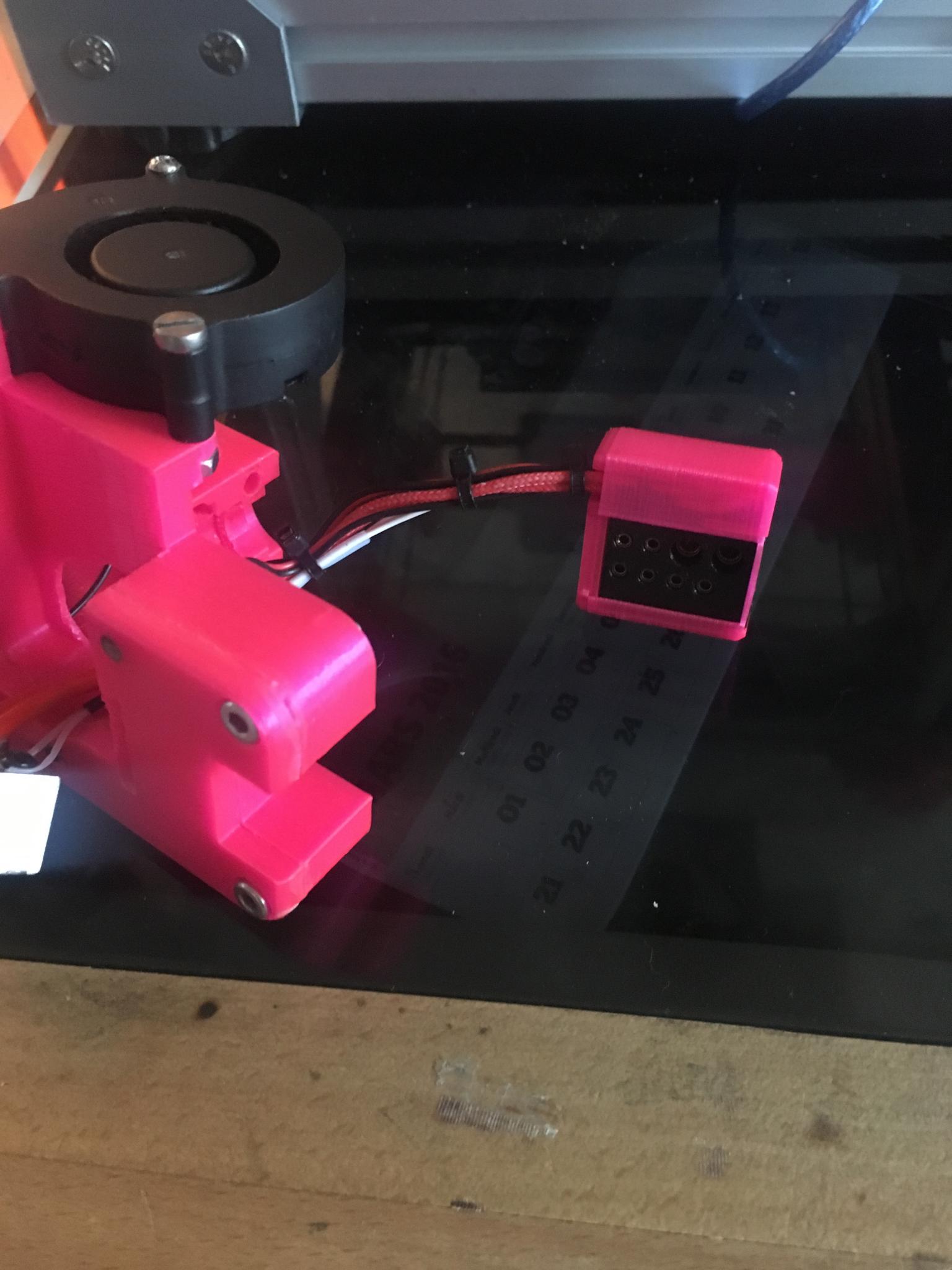
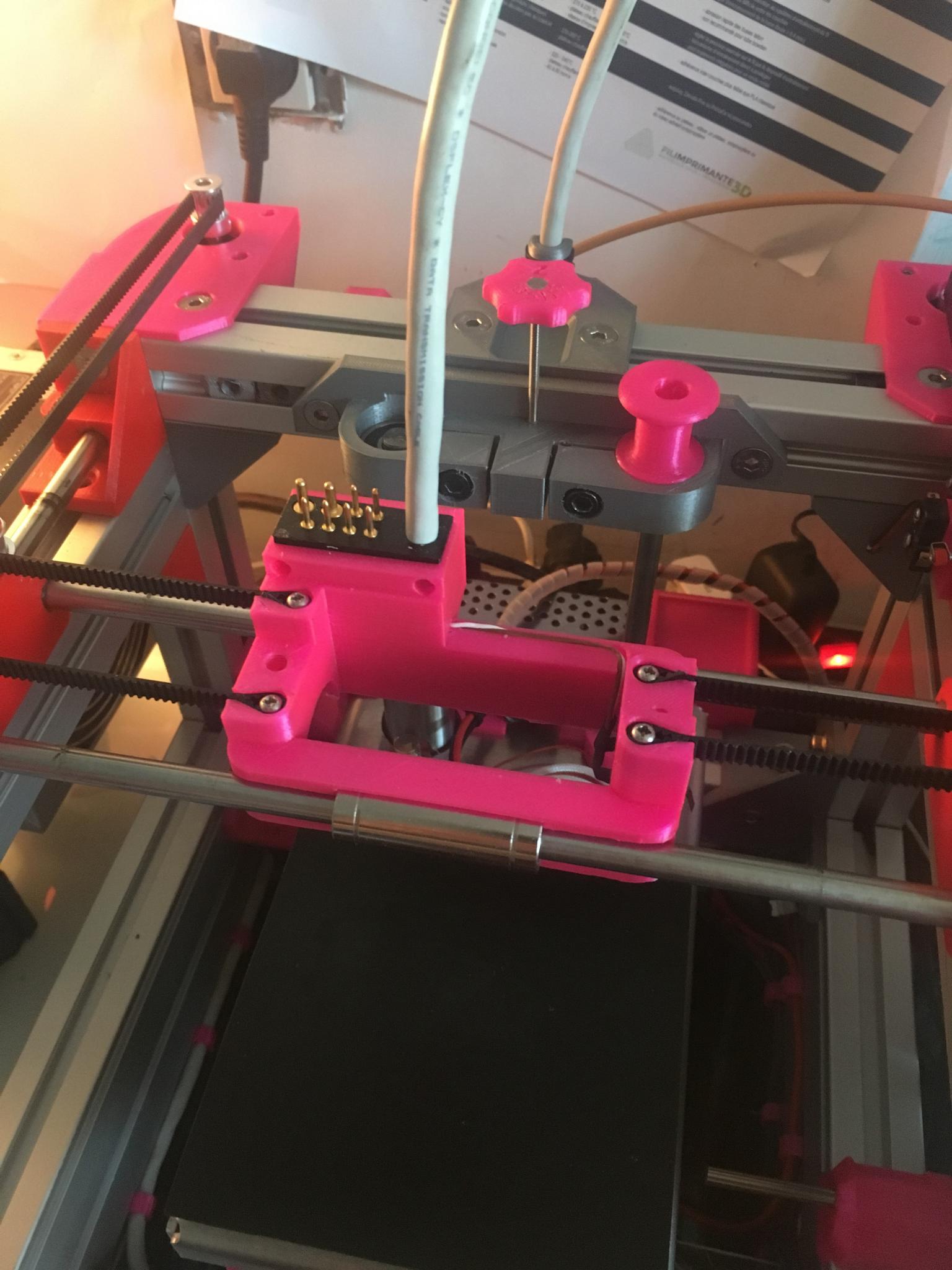
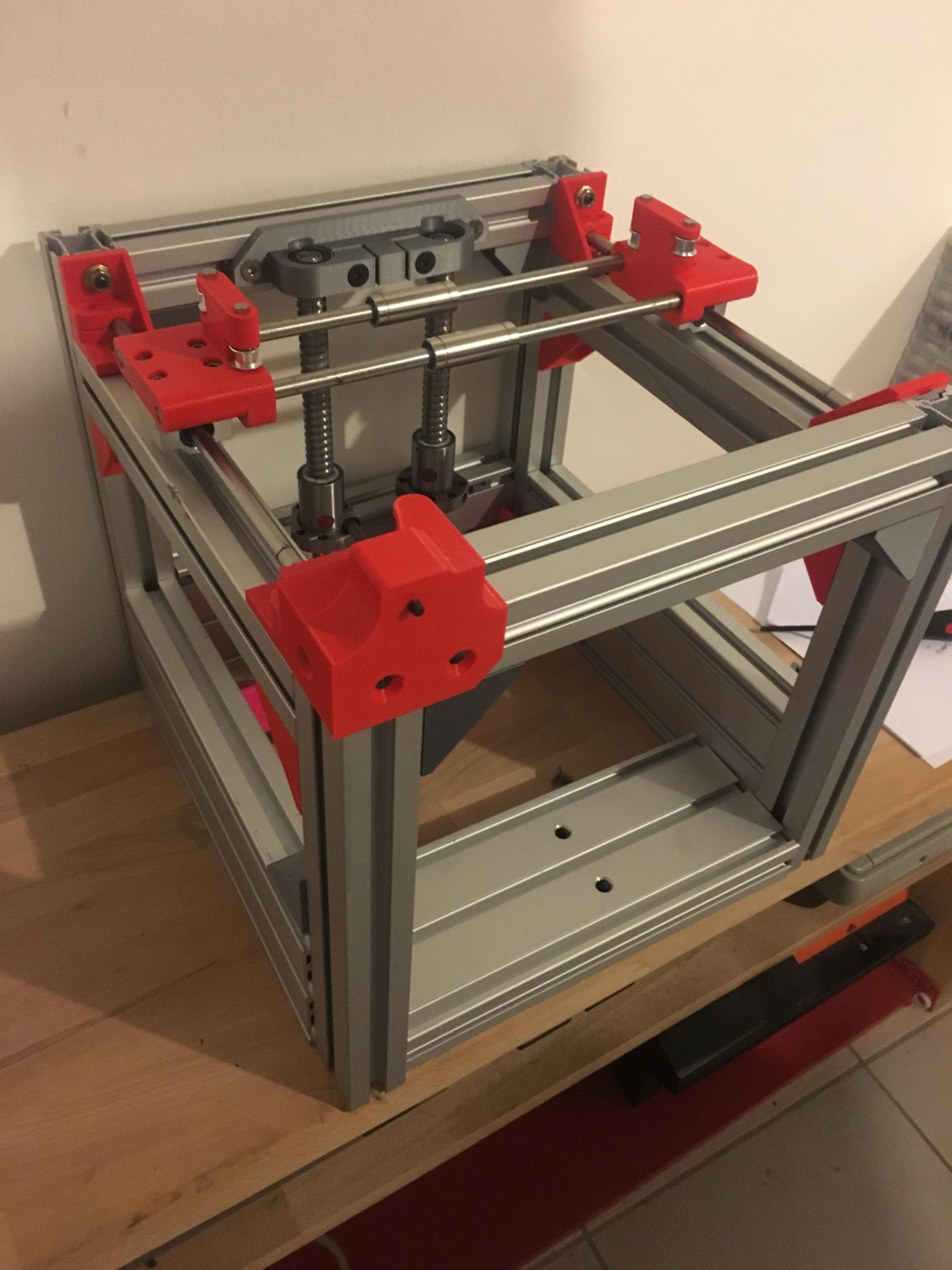
-machine laboratoire: pouvoir tester d'autres types d'extrusion sans avoir a modifier la bécane, tenter des remplacement de pièces sans avoir a tout démonter etc -low-cost: environ 150e sachant que j'utilise la recupe a fond et que la base est une A8 neuve complète payée 50balles (mais de bons éléments achetés a coté pour avoir un truc correcte) -le coté ultra rigide me permet des 80mm/s sans ghosting et une stabilité accrue dans la géométrie des pièces imprimées a vitesse raisonnable pour les vis a bille, j'en ai viré une et j'ai mis deux guide en 8mm a la place avec des LMUU suffisant pour une hauteur utilisable de 100mm, le guidage du Z est digne de Frankenstein mais parfaitement fonctionnel (je ferais des photos détaillées) bien vu pour le connecteur électrique, ce sont des connecteur hyperboloid, les plus petits tiennent 12A et les deux gros du corps de chauffe tiennent 25A. trouvé sur ebay aux USA il y a un moment (comme la vis a bille, pièces achetées a l’époque pour d'autres projets non abouti) connecteur modélisé sur mesure en effet
-
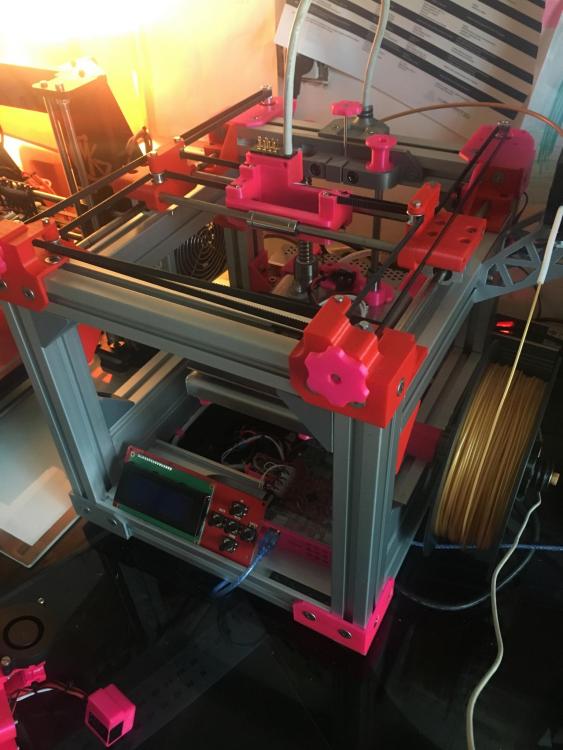
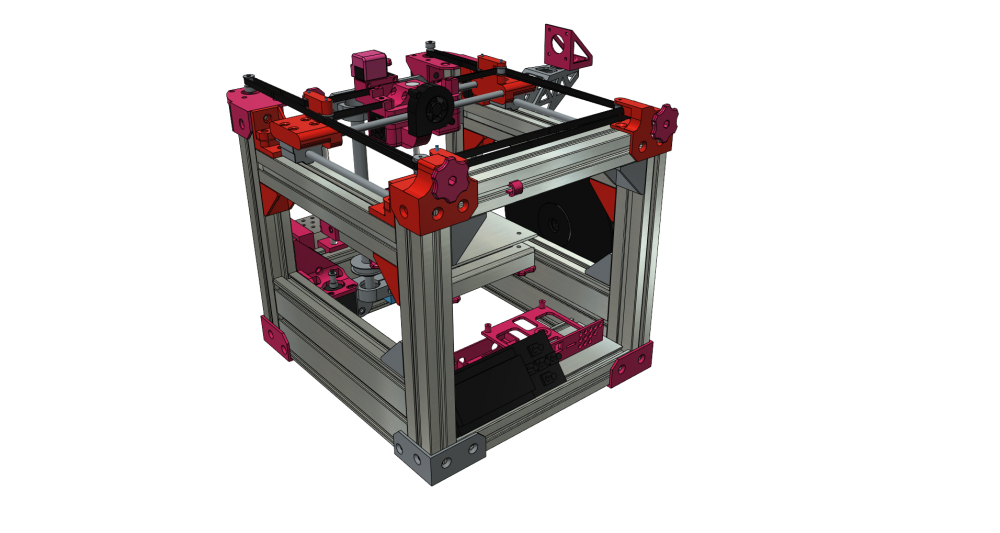
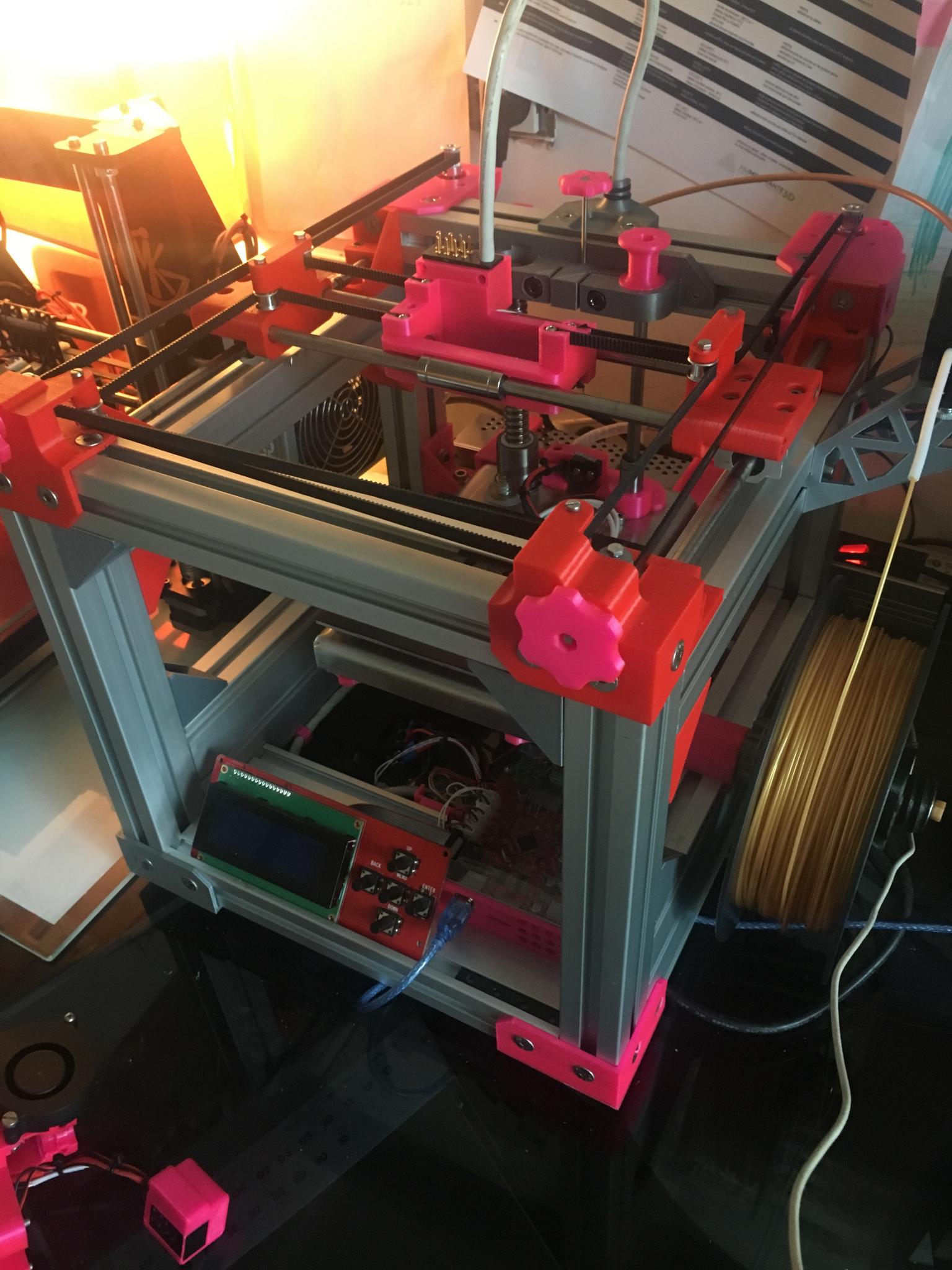
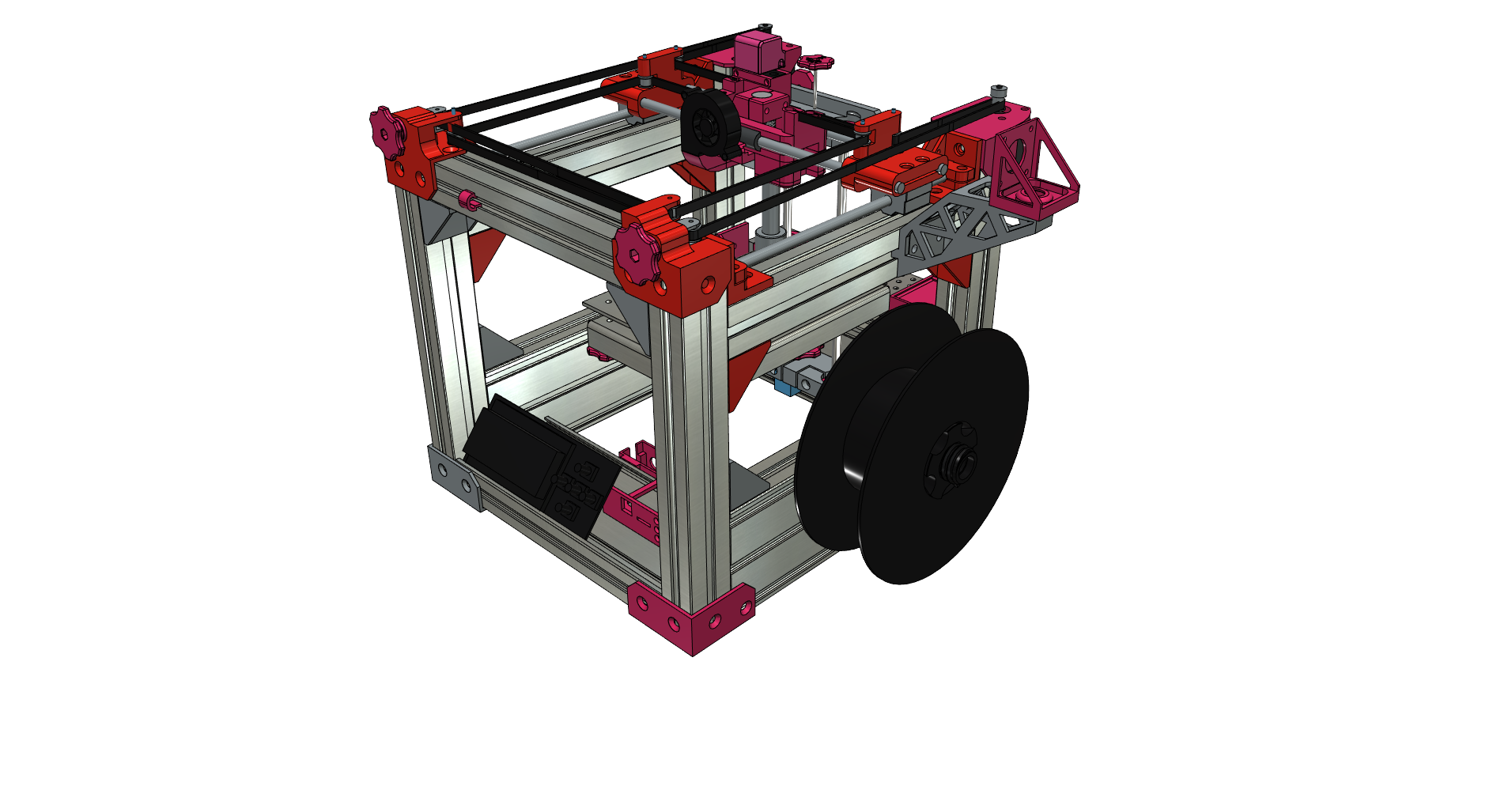
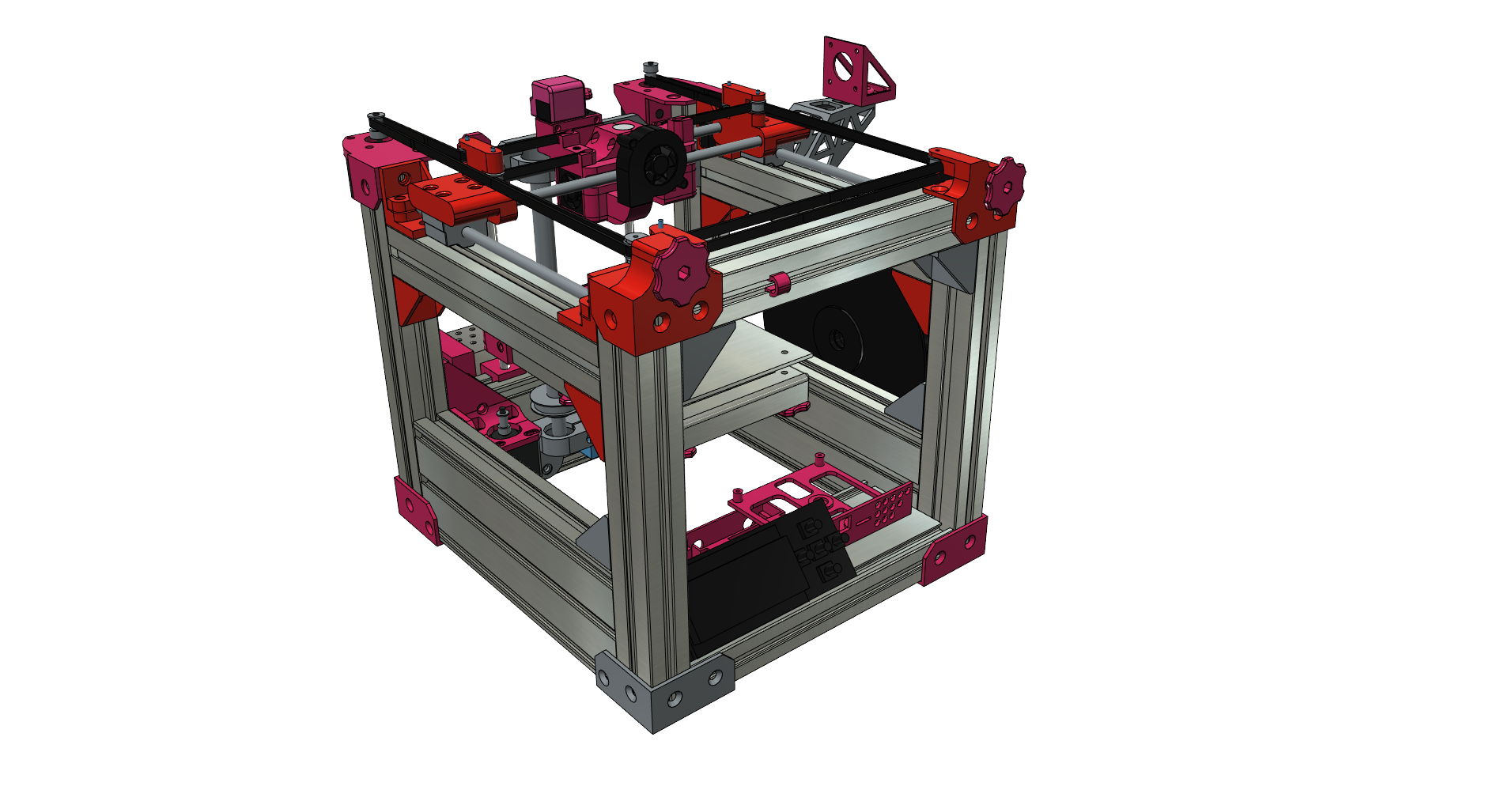
et puis au bout de deux semaine de taf en partant de zéro, j'arrive enfin aux premières impressions, la machine est fonctionnelle: la je suis en train de faire des modifs, le chariot n'est pas en place. (une clef btr, 2min et l'ensemble est démonté) maintenant, un retour sur les "emmerdes": -les vis a billes, si on y met pas 500e, c'est tordu! le guidage full vis a bille serait top mais il faut y mettre le prix. du coup je suis passé en mono vis a bille et deux tige de guidage -les clone de e3dv6 sont pas mal mais le heatbreak est "annelé" donc merdasse! (j'ai commandé un heatbreak officiel e3d) sinon en point positif: -possibilité théorique de couche en 0.01mm, couche en 0.05 juste parfaites (vis a bille sans backlash et démultiplication permettant un 3200 steps/mm) -la géométrie core xy est juste un regal -châssis tellement rigide que je pourrais caler la bagnole avec -réglage multiple juste parfait pour mettre barbie aux petits oignons (tendeurs courroies sur cran, fin de course du Z en vis de 3mm accessible et réglage d'un des axe du Z en excentrique) -rapide si besoin sans ghosting bon j'ai encore du taf de mise au point avec le marlin, puis a suivre, l'installation de l'extrudeuse a pâte (céramique et chocolat) j'ai oublié: impression en 120x120x100, l'idée étant de faire la machine la plus précise possible donc en étant le plus rigide possible.... et le petit format est idéal pour ça. c'est aussi un bon exercice pour apprendre le DIY! évolutions futures: -guidage en rail -ramps et arduino j'en oublie sûrement!
-
pourquoi barbie.... bah je voulais faire rouge et alu mais je suis tombé en panne de fil rouge, j'ai continué avec la rose entiere que j'avais mis de coté pour les prints de ma fille! ("barbie: tu peux être tout ce que tu veux!") bref çà permet aussi de jouer sur les mots: -"hier soir j'ai démonté barbie" le connecteur rapide haute intensité:


-
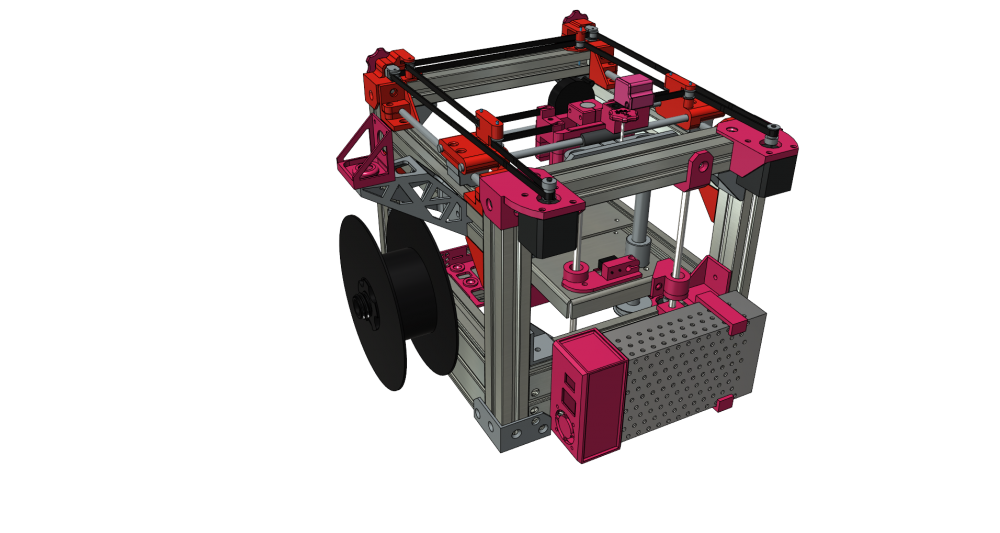
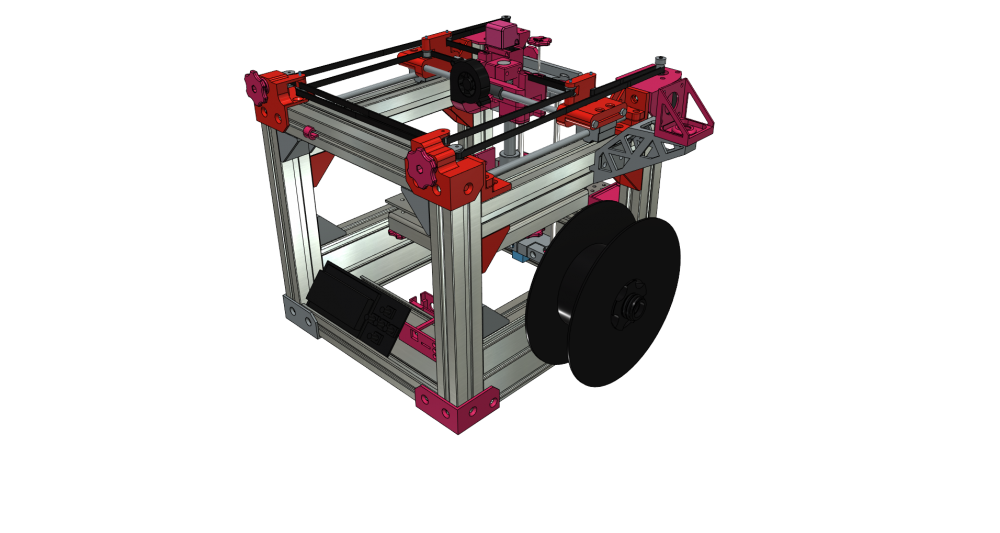
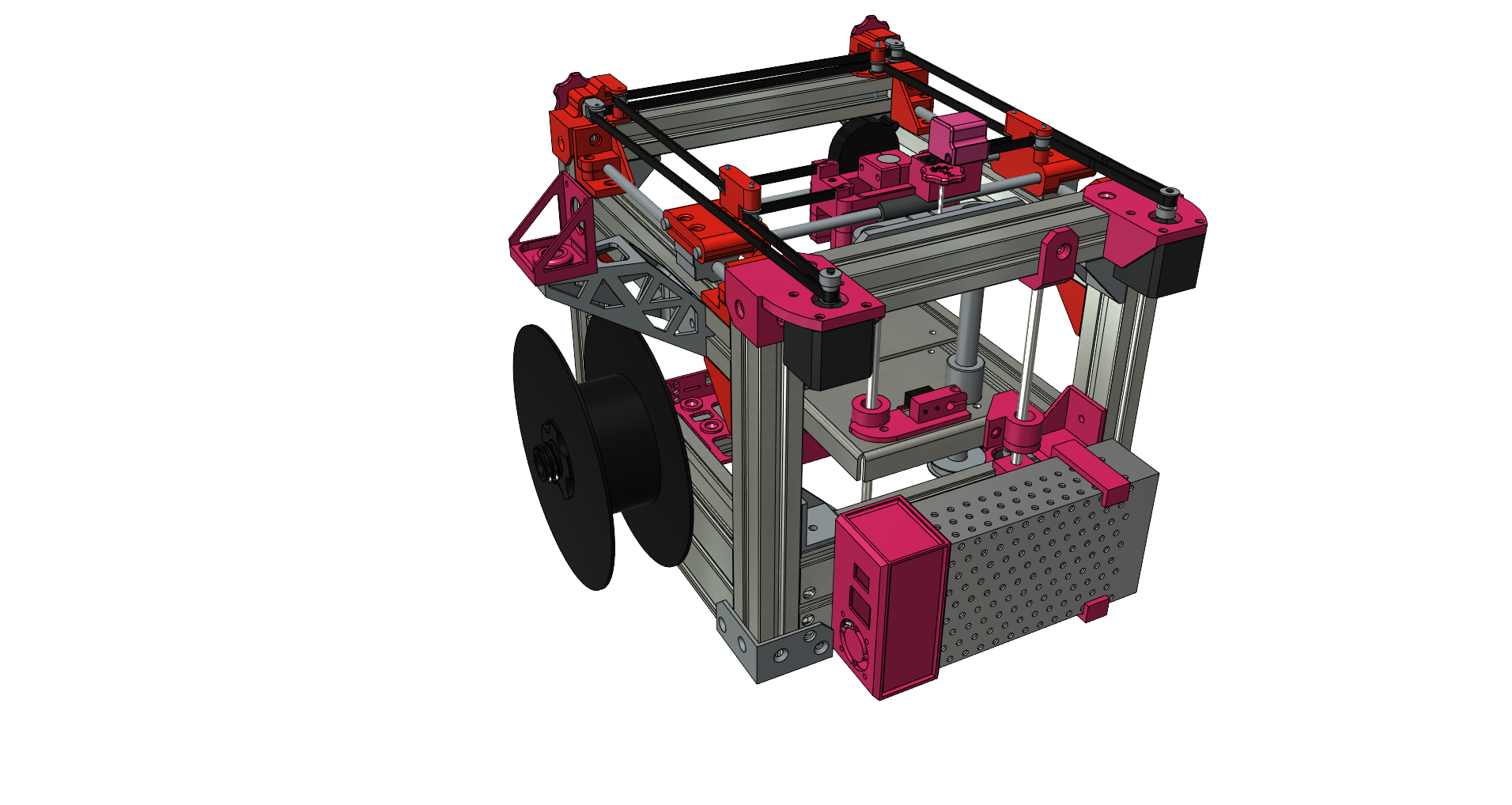
depuis un moment, je voulais faire ma propre imprimante 3d. du coup une fois le projet réfléchi, j'ai obtenu mon cahier des charges: -projet low-cost -machine laboratoire -précision et résolution -vitesse en gros, machine évolutive et interventions facilitées. je part d'un kit anet A8 thegoodcorner jamais monté -vis a billes pour le Z -core XY -chariot avec possibilité de monter plein de truc différents--> connecteur rapide -axes rectifiés -max de réglages possibles bref projet ambitieux! déjà modélisation de la bête: ensuite impression et assemblage des premiers éléments:


-
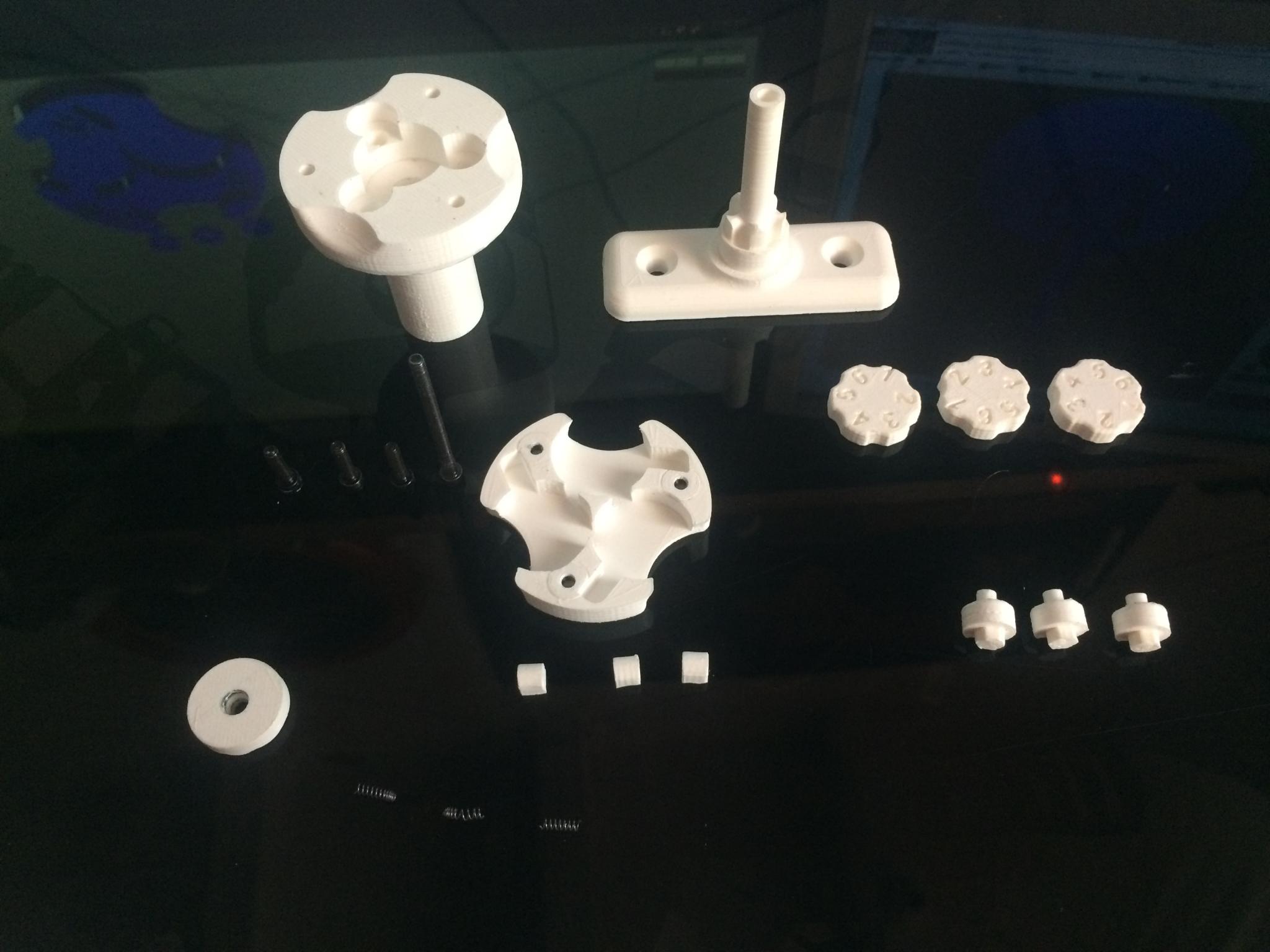
bah vaut mieux car si je devais re-imprimer une poignée a chaque fois que ma fille me top en train d'ouvrir la fenetre on aurait pas fini!!
-
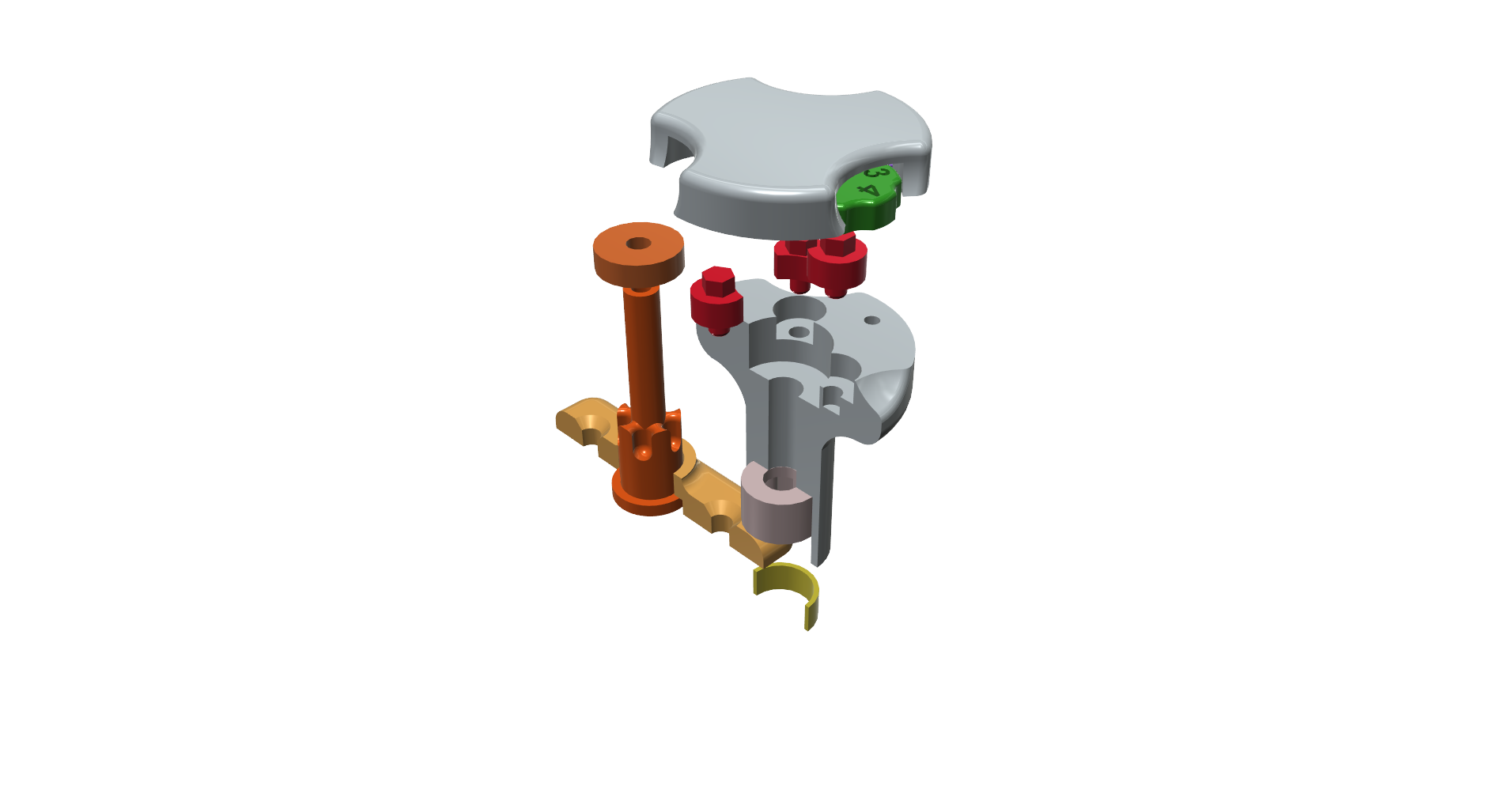
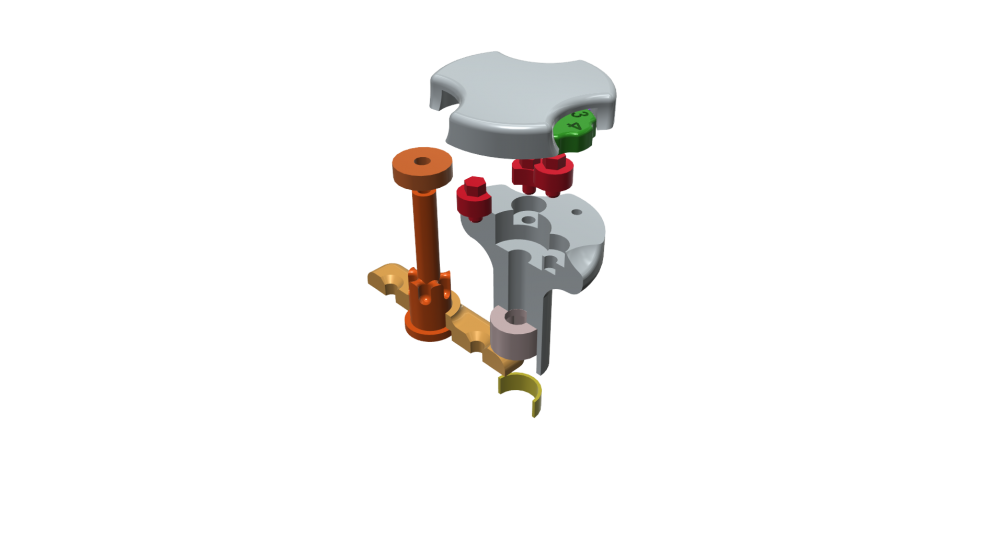
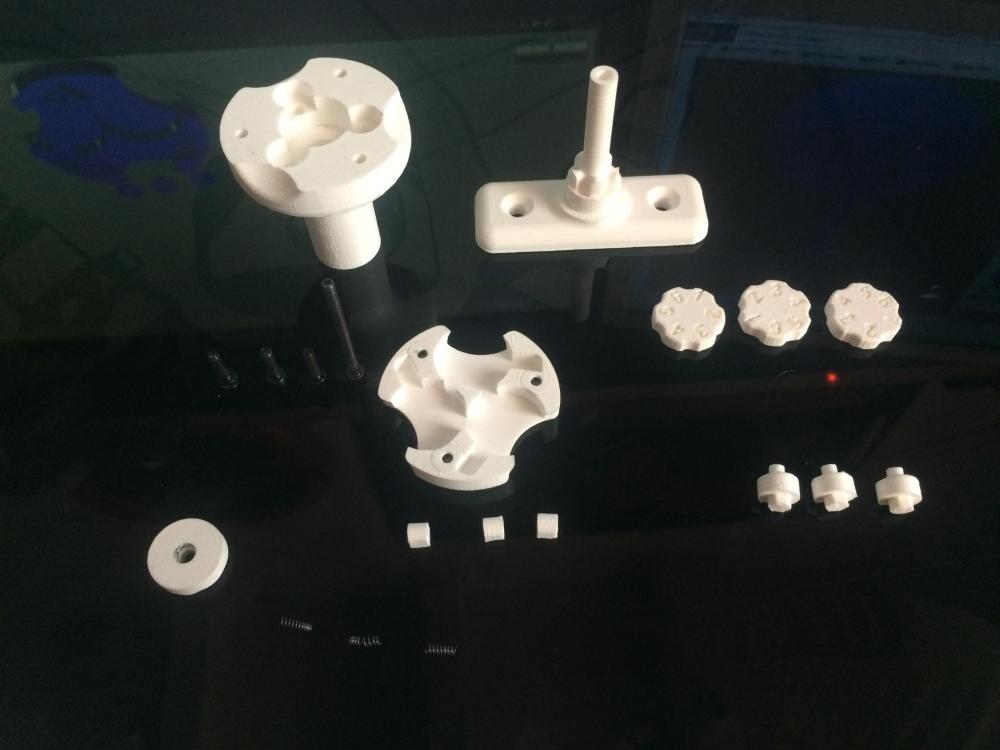
du coup pour personnaliser le code, il "suffit" de démonter et de placer comme on le souhaite les molettes verte sur les roues de blocage rouge une fois ces dernieres calées sur la rondelle orange. une version plus pratique (changement de code sans démontage )et plus sécurisée (anti crochetage car la, le système est de-verrouillable assez facilement malgré tout pour un adulte qui se débrouille en lockpicking.....mais pas nécessaire pour un enfant de 5ans) existe mais cette dernière est bien au chaud et ne sera pas mise en ligne
-
c'est simple pourtant! lol regardes les pièces rouge; il y a sur le dessus un hexagone mâle, ce même hexagone que l'on retrouve en femelle sur les molettes chiffrées. les pièces rouge tournent en même temps que les molettes vertes. ces pièces rouge possèdent un petit évidement qui permet, une fois le code en place et sur un sixième de tour seulement de laisser passer la rondelle orange! c'est plus clair comme ca?
.thumb.png.25104552638846288df247c78d4de10a.png)

-
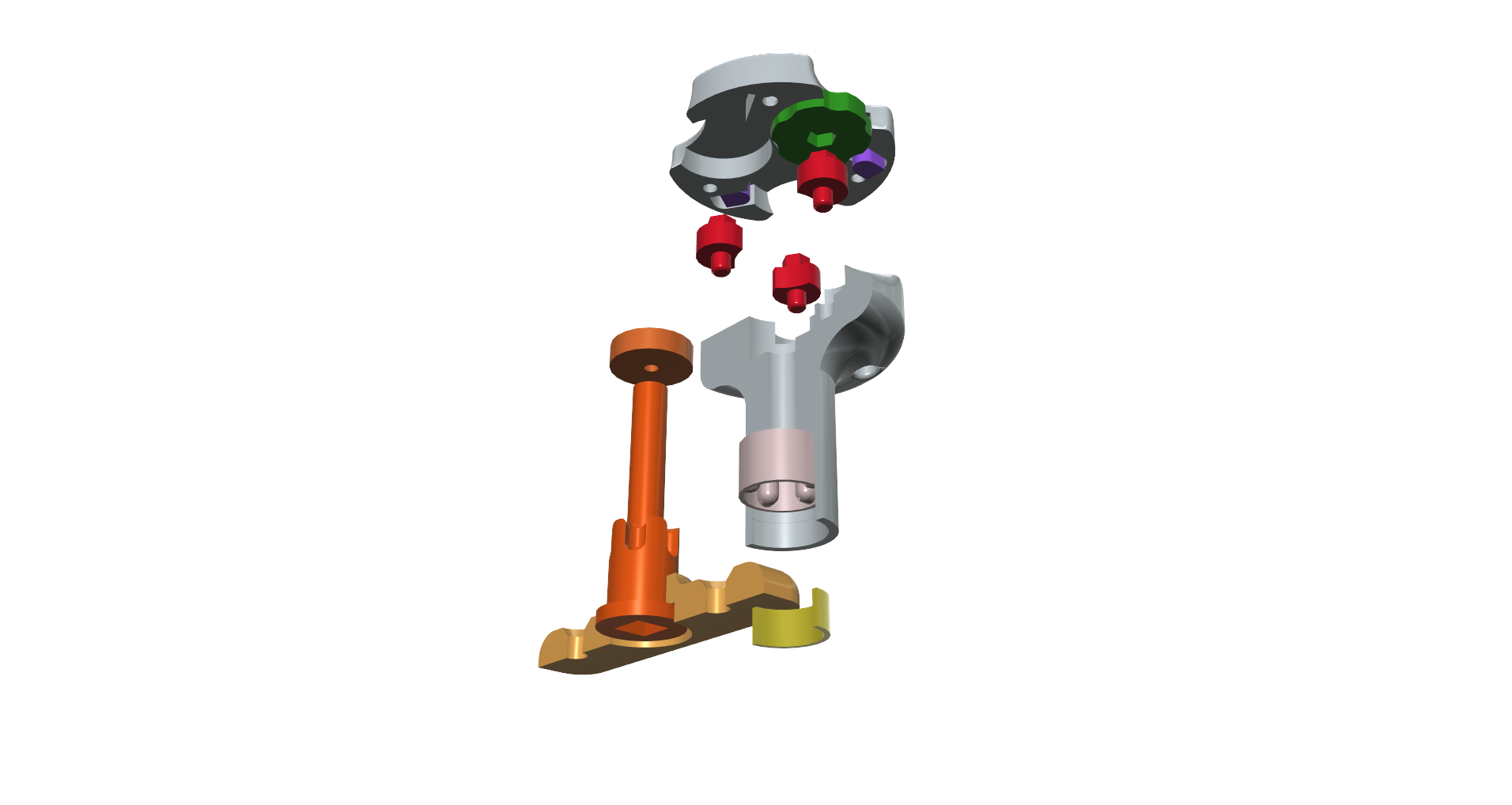
photo2: la poignée est "déverrouillée" (elle permet l'ouverture de la fenêtre) ; pour condamner l'ouverture de la fenêtre: -il faut tirer la poignée pour que la grosse rondelle centrale laisse libre les trois "cylindres a enture" -tourner les molettes crantées/numérotées; la poignée est en mode securité. -en composant le bon code, la grosse ça libère le passage centrale permettant, en poussant la poignée, de rendre a nouveau fonctionnelle la poignée via le système de cran inferieur
-
projet perso pour sécuriser la fenêtre de chambre de ma fille a l’étage. trois soirées de modélisation et 1 première version trop simple a déverrouiller....celle-ci est bien plus efficace! ma geeetech a besoin d'une bonne révision (1 ans et demi sans rien avoir fait dessus... qui a dit qu'elle n’était pas fiable?) mais pour mes prototypes, elle reste efficace et fonctionnelle!




-
bonjour, j'aimerais savoir si certains se sont déjà lancés dans ce type d'aventure? c'est ce type de scanner, http://www.3d-scanner.net/ de ce que j'ai pu voir, ils sont utilisé pour faire des relevé de sols, des véhicules militaires autonomes etc.... il mesurent précisément les distances. comment peut on les contrôler et les exploiter? arduino, pc? bien évidement pour le 3ieme axe il faut un plateau pivotant. mes questions concerne la gestion informatique du signal et sa transformation en STL. de ce que je me dit, ce type de scanner ayant une portée de 50m+ peuvent avec leurs précision devenir de redoutables scanner 3d!!
-
Quel matière pour usiner un hotend ?
champx en réponse au topic de benjamindenantes dans Discussion sur les imprimantes 3D
je suis très intéressé aussi car j'aimerais me refaire également une tête complète améliorée. si je comprends bien le cuivre permettrait de garder une stabilité dans la température de la tête, l'inox en pont thermique est bien mais le titane serait meilleur l'alu refroidi assez vite mais une coldend en inox fin pourrait refroidir plus vite une fois refroidi par air forcé. qu'en serait-il d'un watercooling entre la hot-end et la cold-end? sans parler de contrainte de poids et de tubulure. ou sinon la sonde de chauffe sur une hotend ultra courte avec un peltier pour tenir la partie basse au chaud et la partie haute au frais a condition que le peltier puisse tenir les 250°+ de la buse. c'est intéressant de réfléchir a de l'amélioratif sur les machines 3d!






.png.f31a78bf9f9d45fdd350cc7ec32a56d6.png)