Polochon
-
Compteur de contenus
14 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Polochon
-
Ci joint un cube de calibration basique en 0.2mm, 150mm/s, 6/35 retraction à 220°C/60°C. Autre chose : Quand tu demande une extrusion de 100mm, le résultat est ok ? cube.gcode
-
mmmh, es tu sur d'avoir le bon diamètre de filament défini dans Cura ? Truc que je testerai a ta place c'est de relancer une impression avec un gcode que tu sais être fonctionnel sur ton imprimante et voir le résultat.
-
Ca ressemble beaucoup à un problème de rétraction. Quel paramètres utilises tu en vitesse et distance ? Es - tu en bowden ou direct drive ?
-
J'ai terminé mon direct drive aujourd'hui en me basant sur la modif de @P_tite_tete, il y a effectivement une petite gêne avec le bras droit. Un des supports ventilo touche le ressort du bras mais un petit ponçage permet de contourner le problème. Sinon ça marche nickel, merci du partage @P_tite_tete. Petite question en passant : quel vitesse utilisez vous en direct drive, avec le poids supplémentaire je suppose que rester a 150mm/s est un peu ambitieux. Mes tests a 100mm/s semblent ok pour le moment.
-
Pour info : j'ai fini par démonter les rails linéaires; gros nettoyage des rails + chariots a l'alcool isopropilique et graissage dans les règles (comme dit dans un autre sujet, pour graisser les chariots, le seul moyen correct et de le faire une fois or du rail, directement sur les billes propres). Depuis plus aucuns problèmes.
-
J'ai vu plusieurs fois la proposition de faire un G33 P5 sur le forum. La doc de marlin indique que les modes P6 et plus permettent des calibrations plus fines; du coup je me posais la question : pourquoi ne pas faire du P10 tout le temps au final ? Pourquoi se limiter a 5 / 6 meme si c'est plus long.. on est pas sensé le faire tout le temps de toute façon. Désolé si ce n'est pas l'endroit pour poser ce genre de question .. ^^
-

Tout sur la FLSUN Super Racer SR
Polochon en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
J'ai cru lire qu'en utilisant ce genre de régulateur on perdait la possibilité de régler la puissance des ventilos, c'est soit 100% soit 0. Est-ce exact ? et si oui ca dérange pas? -
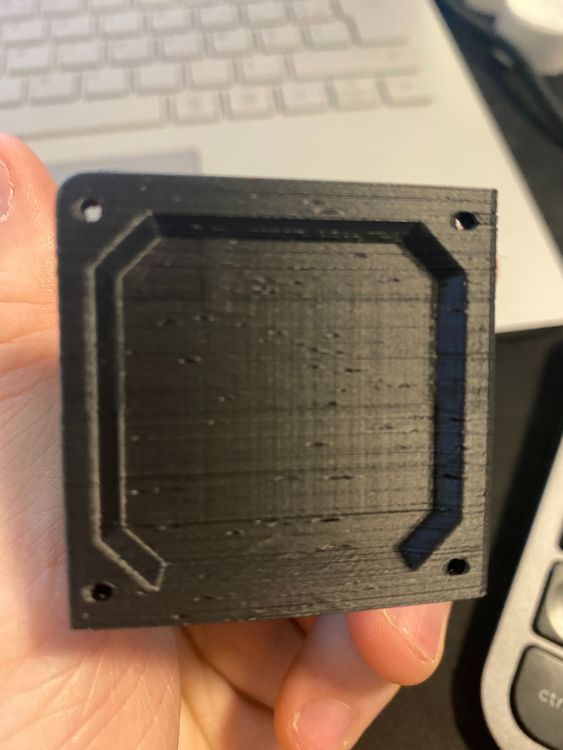
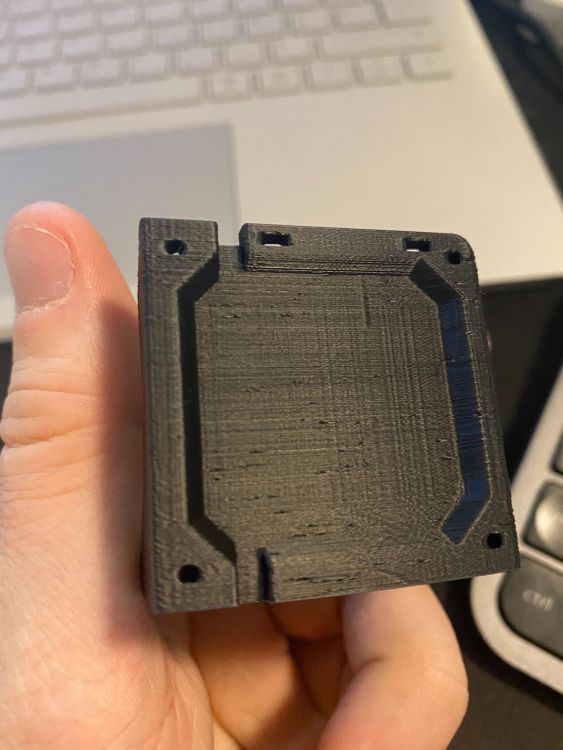
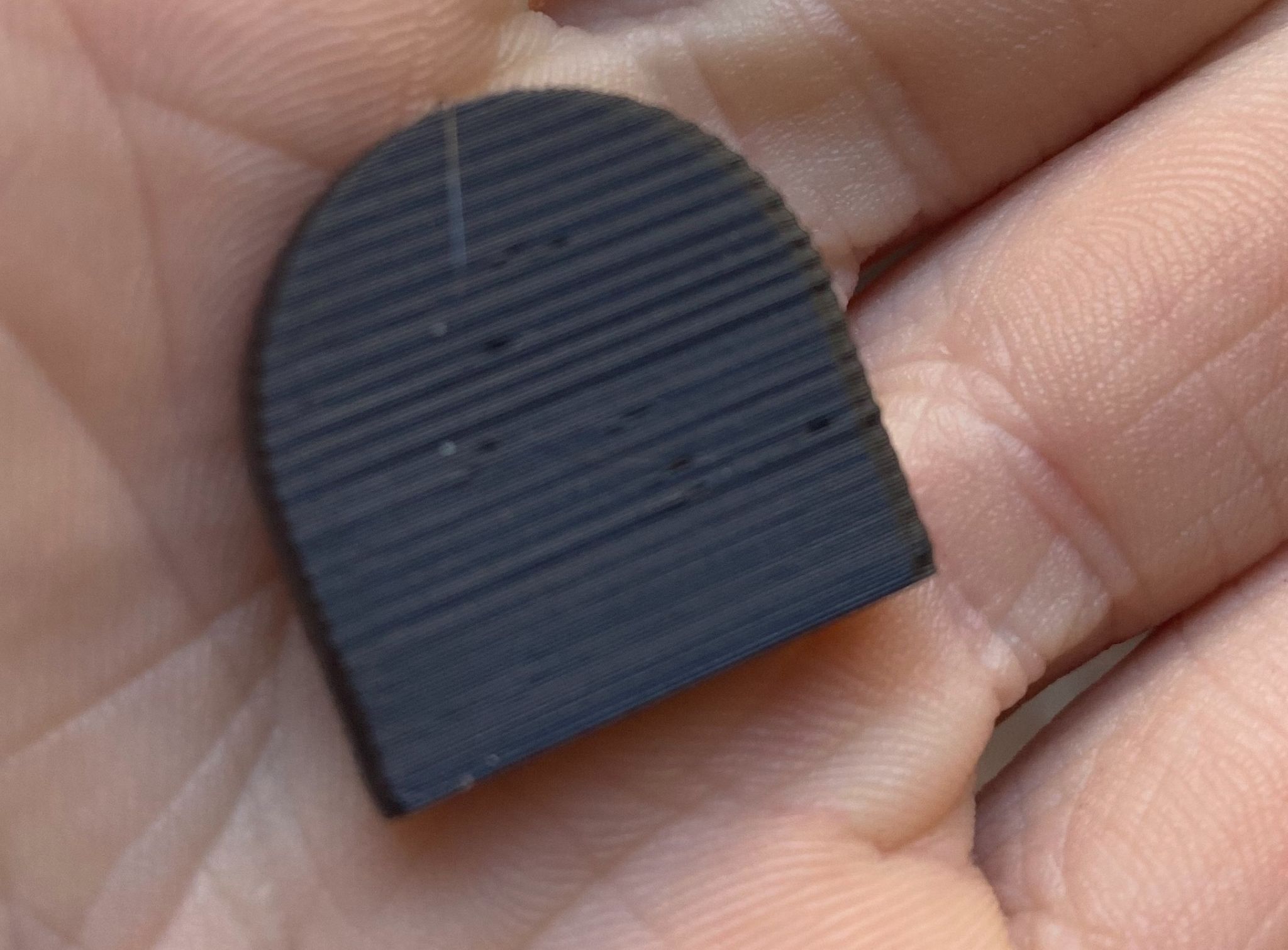
Bonjour à tous, je déterre le sujet après deux semaines sans pouvoir toucher l'imprimante. Si je pouvais enfin trouver d'où vient le soucis ce serait pas mal.. Du coup : j'ai commencé la journée en faisant un brin de nettoyage + graissage des axes comme indiqué dans le manuel d'entretien. suivis d'un nouveau leveling + z-offset. j'en ai profité pour vérifier un point dur potentiel comme @Foxies l'a proposé mais il ne me semble pas que ce soit le cas.. Pour essayer d'avancer les choses j'ai imprimé un nouveau cube avec un profil cura normal 0.2, qui montre encore de gros défauts.. lignes grossières et petits points de sous extrusions ? J'ai imprimé en suite en vase mode un ... vase, pour voir si ces défauts seraient aussi présent, ce qui n'est pas le cas.. Je ne sais pas si ca peut donner des idées a quelqu'un ? En tout cas merci de vos retours.

-
Bon.. j'ai relancé l'impression du stock housing et je retrouve les même artefacts, a croire que l'impressions précédente était un coup de chance (ou trop petite pour provoquer le soucis.. même s'il y a bel et bien eu une évolution avant/après avec le même gcode). Je regarderai demain si les courroies ne sont pas trop lache comme tu as pu le suggérer. Je me demande si les vibrations ne pourraient pas être responsables aussi.. Ma SR repose sur des petits tapis (type machine à laver) et je ne sais pas si les pieds de base + le tapis ne pausent pas plus de problèmes qu'autre chose. Sinon j'ai plus trop d'idée !
-
Calibrage de l'extrudeur : OK. J'avais effectivement une légère sous extrusion (~5mm de moins sur 180mm demandé). J'ai relancé une impression et il y a effectivement du changement. Les sortes de petits points ont pratiquement disparu, la pièce est globalement plus propre. @sr973Tu disais que tu avais du retendre les courroies, comment as tu su que c'était nécessaire ? et comment faire pour les tendre "correctement". En tout cas merci pour tous vos retour !

-
Merci pour le partage @sr973, je viens de faire une impression avec ton profil en changeant uniquement la température du bed et le probème persiste (même s'il est beaucoup moins prononcé, surement grâce a la hauteur de couche plus haute). J'en déduit donc que ça vient de la machine et non du slicer. @Patrick76 évoquait un problème de sous extrusion potentiel, recalibrer l'extrusion via pronterface serait peut être nécessaire ? J'ai modifié le heatbreak et la buse il n'y a pas très longtemps et je me suis limité a refaire le PID étant donné que je n'avais pas touché l'extrudeur ..
-
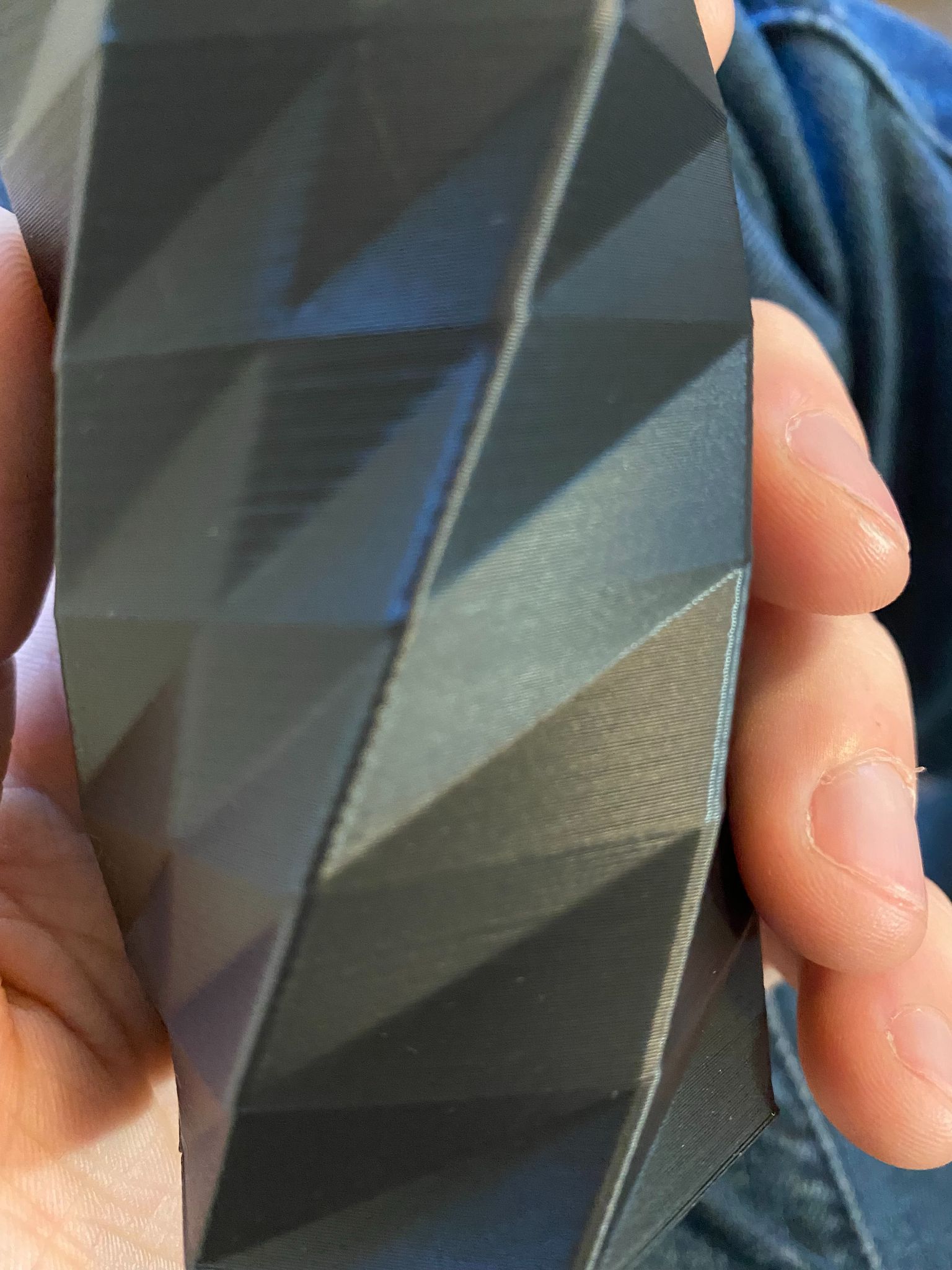
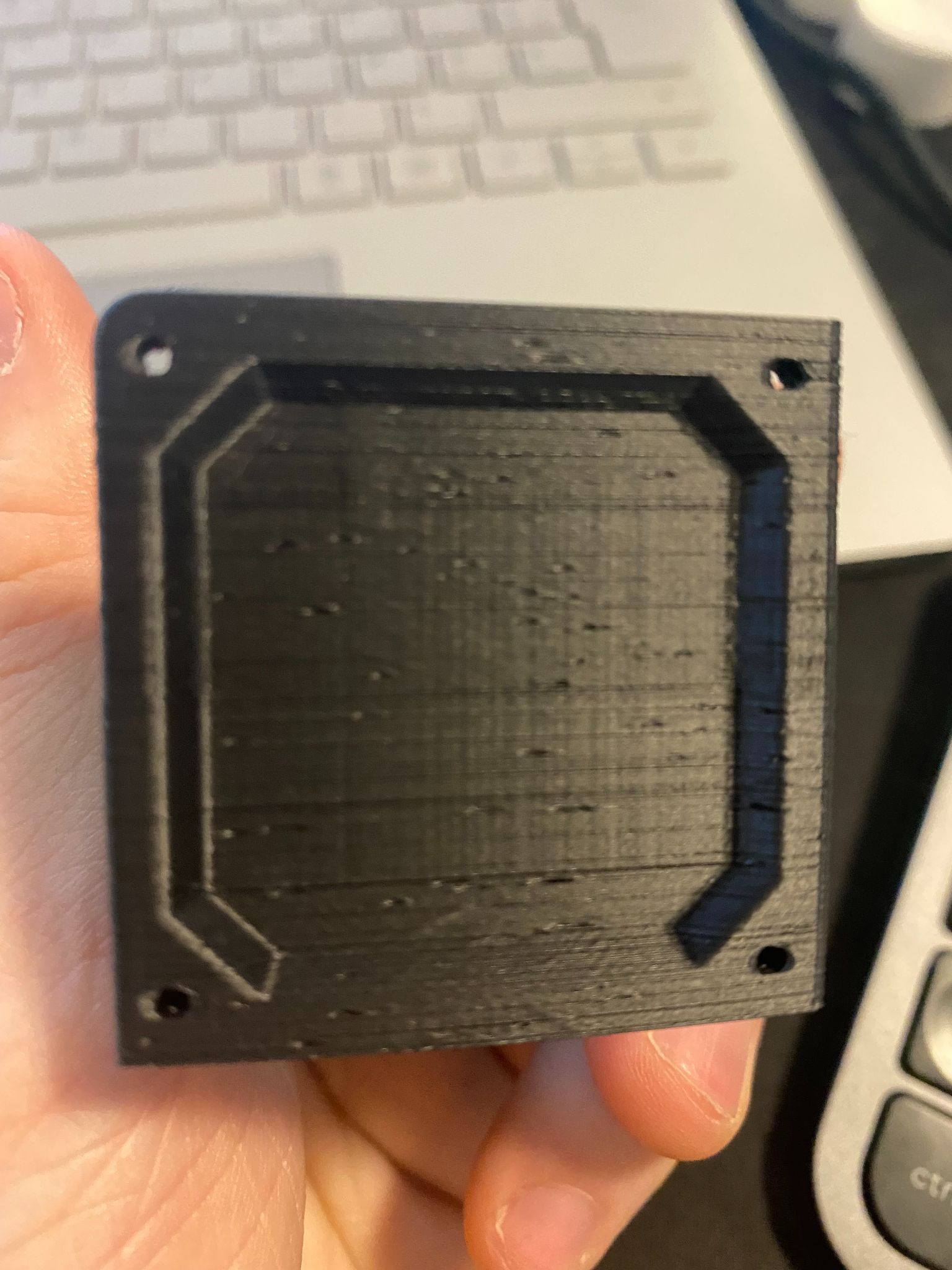
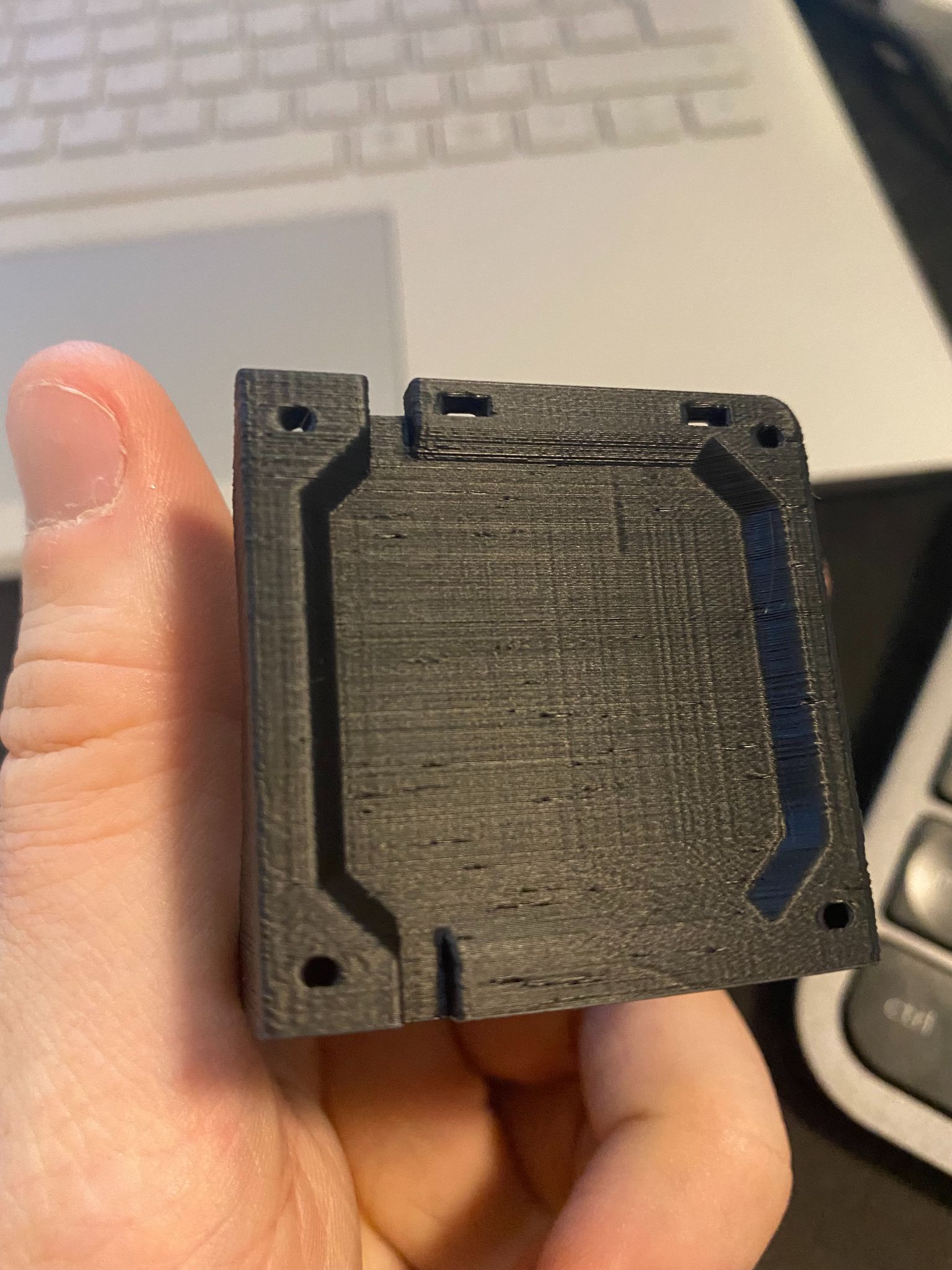
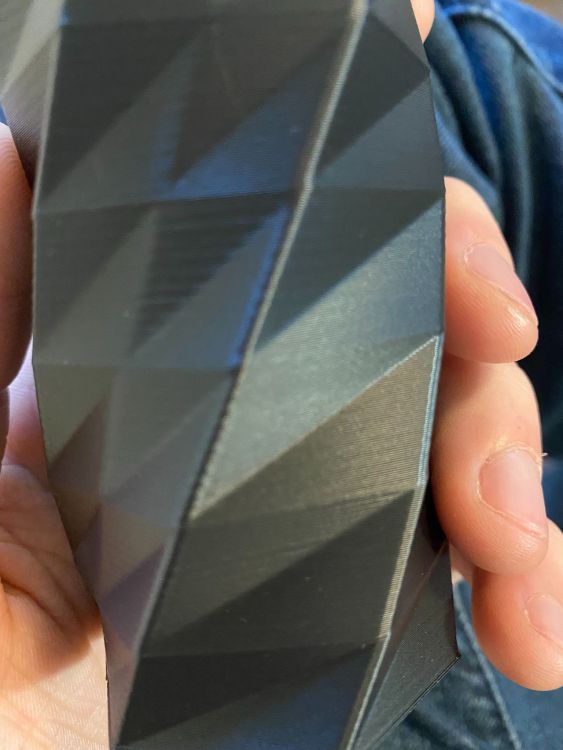
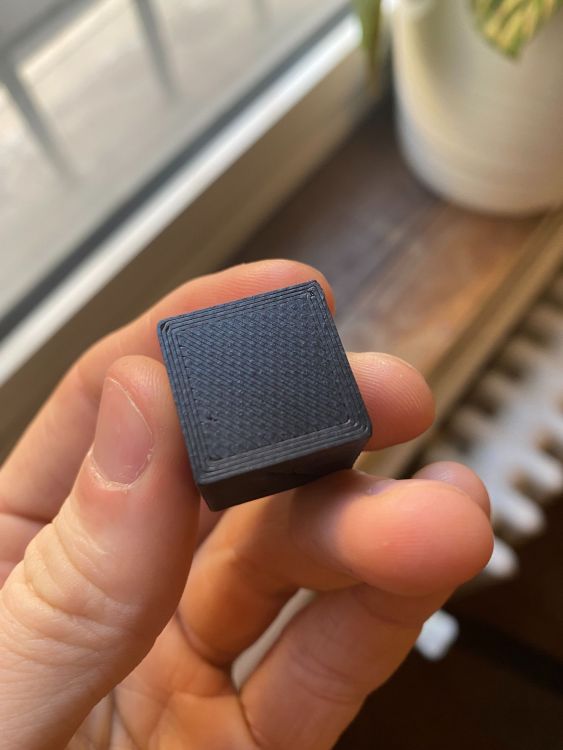
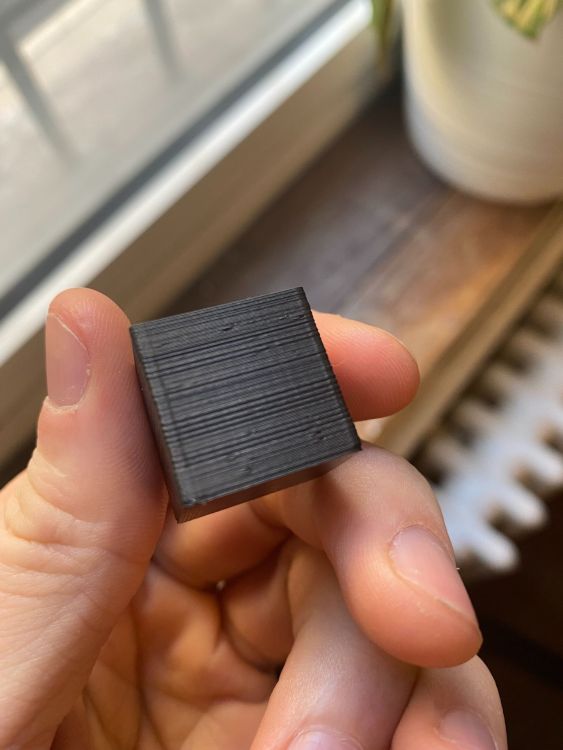
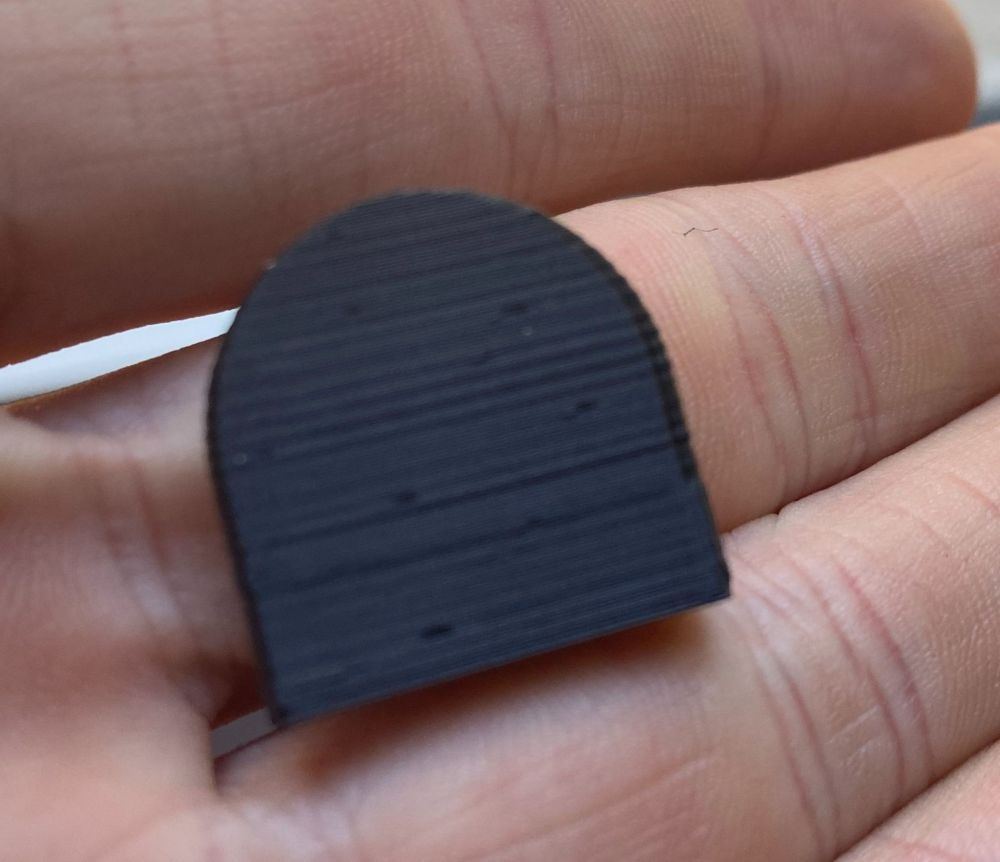
Merci de vos retours ! J'ai fais quelques impressions tests histoire de pouvoir avancer et répondre à tout le monde. 1. Le cube de calibration avec le même profile Cura @Motard Geek On retrouve les même problèmes que sur la pièce précédente, certes a moindre échelle puisque la pièce est plus petite. 2. Problème au niveau de l'extrudeur @Patrick76 Dans le doute je viens de le nettoyer, RAS. 3. Changement du Z Seam Aligment @sr973 J'ai fais une petite pièce témoins pour voir l'évolution. - La première image est le témoin - La seconde correspond a la modification de la position des jointures en Z : On retrouve les artefacts - La troisième correspond au profil classique avec le Jerk control et l'Acceleration Control désactivés 4. Le filament a été ouvert il a 2 - 3 semaines, et est entreposé dans une pièce chauffée, soit sur le porte bobine pendant les périodes d'usages / soit dans son sachet avec les billes de silices. Je doute que ca vienne de la. C'est du wanhao pour info. Je peux toujours tester avec un autre filament.. (EDIT : Testé avec un autre filament, même constat) @Lorenzo78 J'ai joint le profil cura utilisé pour ces tests au format HTML si jamais.. Il est basé sur le profil "Normal" par défaut avec quelques modifications provenant de ce qui est fait sur les profils Ultimaker "Engineering". En gros ca modifie les vitesses et l'écrasement de la première couches. Note : Les artefacts en questions sont aussi présent avec le profil par défaut Cura pour Super Racer. Cube - bas : Cube - coté : Cube - X Y Z Témoin : Alignement des jointures modifiées : Jerk Control & Acceleration Control désactivées cura-profil.html



-
C'est bien Cura oui --- Edit: Si tu penses au Z Seam Aligment, je suis en Sharpest Corner et non random.
-
Bonjour à tous, Nouveau dans le monde de l'impression 3d je viens de faire l'acquisition du super racer. Jusque la tout se passait bien mais depuis quelque temps, mes impressions présentent des artefacts sur les murs (cf photo). Ne sachant de quel paramètre ce genre de problème peut provenir je m'en remet à vous. Est-ce niveau slicer ou calibration qu'il y a un soucis ? Avez vous une idée de ce sur quoi je devrais faire des modifications pour avoir des impressions propres. Merci par avance !