JL3D46
-
Compteur de contenus
323 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par JL3D46
-
Bonsoir, Merci @pascal_lb & @Yo' pour vos encouragements, je me disais en écrivant le dernier post : " si ça se trouve j'écris tout ça et tout le monde s'en fout ..." Mais c'est le seul moment ou j'ai la vision et le questionnement du débutant de base, avec des interrogations à tous les étages, donc autant faire un historique avant d’être blasé, et de se dire qu'en gros ça marche bien, et qu'il n'y a pas de raisons de se soucier des détails ... Si ça peut aider (ou rassurer) quelqu'un qui se poserait les mêmes questions, c'est toujours ça, et c'est avec plaisir. Concernant la mesure du couple, je n'avais pas prévu de tester le Nema17 puisque j’envisageais de mettre plus gros sur X et Y, mais dans le principe de travailler sur divers bancs d'essai, j'aimerais bien faire un système ou le couple moteur puisse être testé en rotation "normale" comme si je rajoutais à mon aiguille de positionnement une petite bobine qui enroule du fil et qui tire sur un long ressort avec un peson au bout ... j'aurais à la fois une mesure de couple dynamique, je pourrais tester le maintien à l'effort, et le redémarrage en charge ... tout un programme ! @+ J-Luc
-
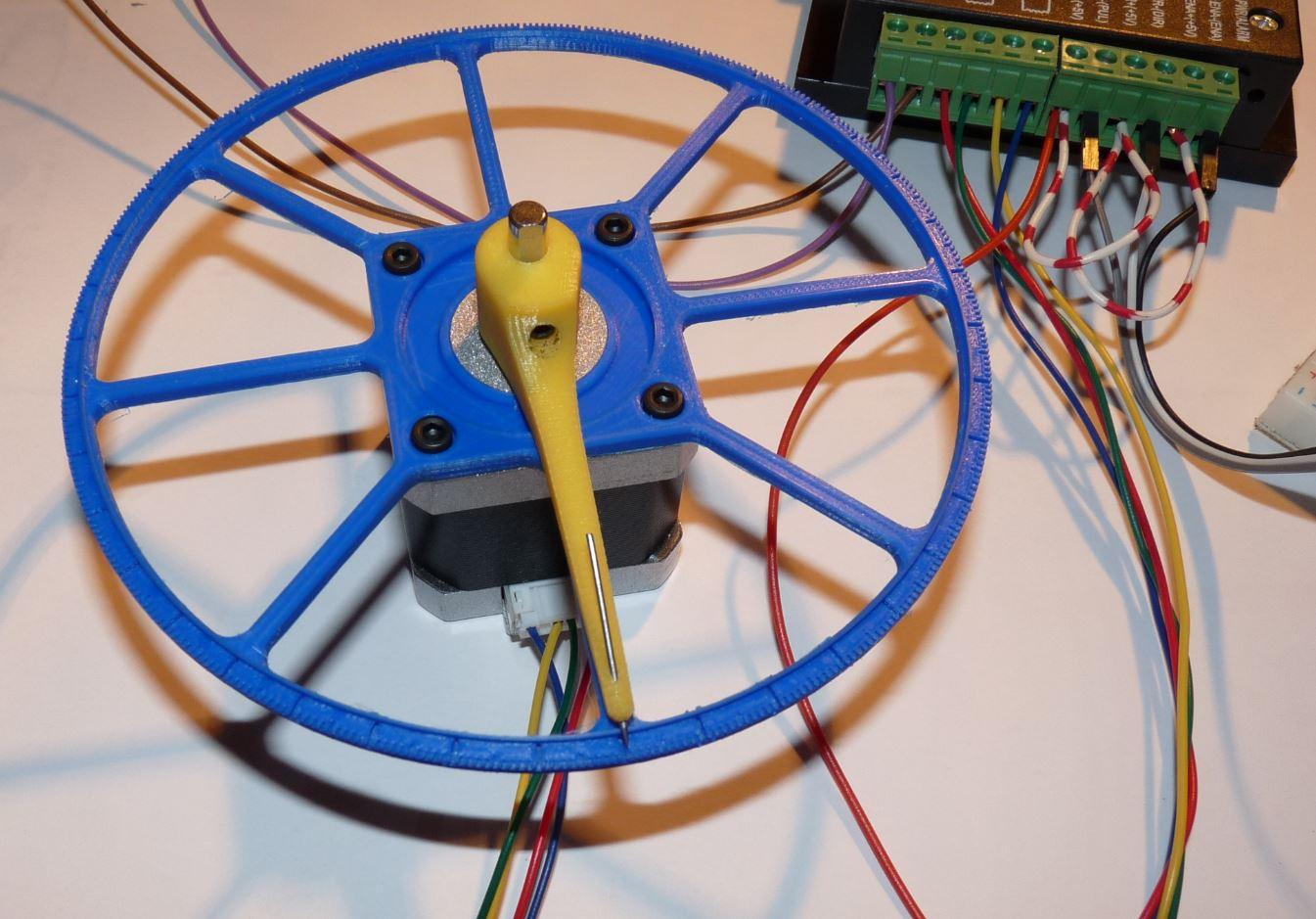
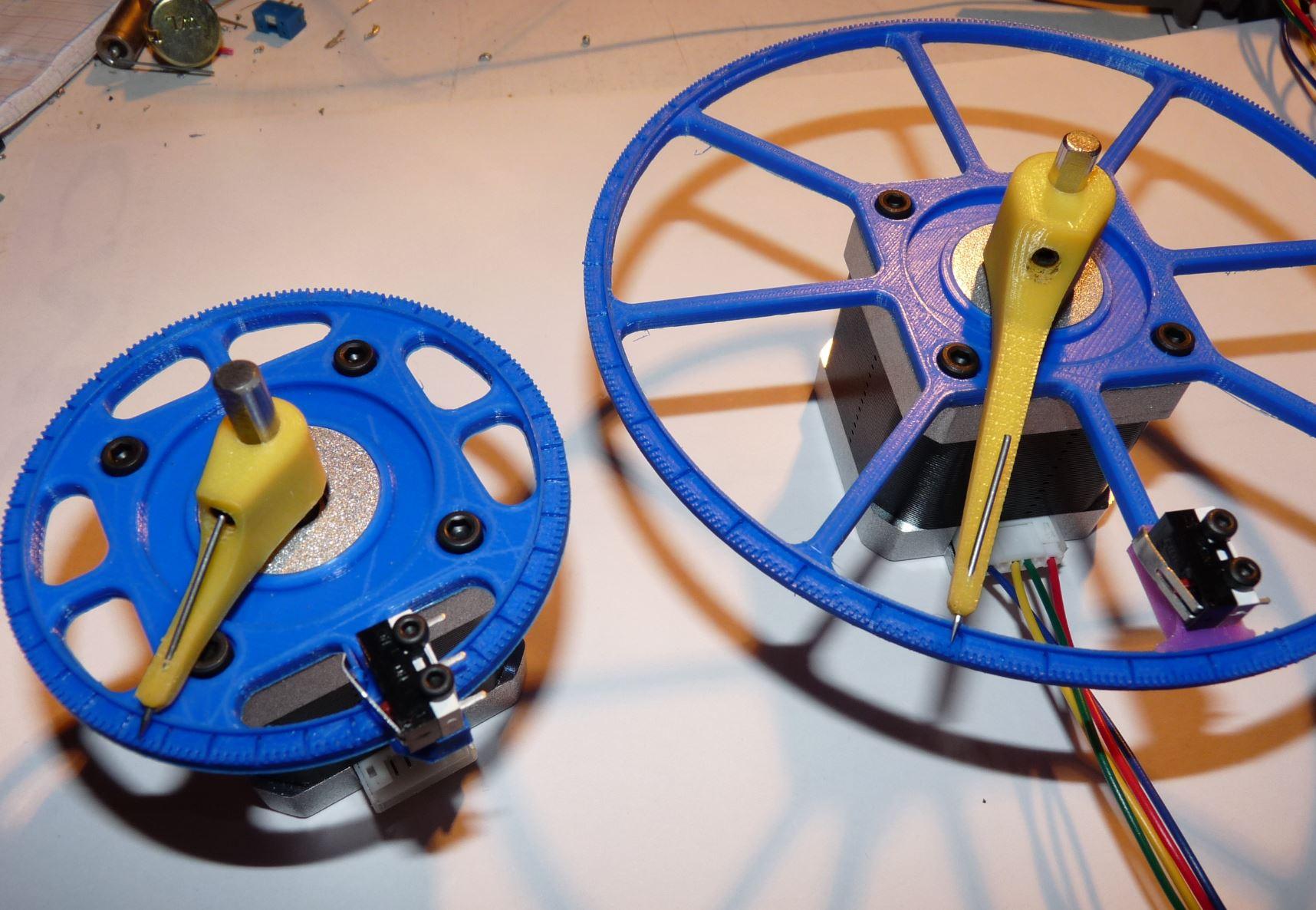
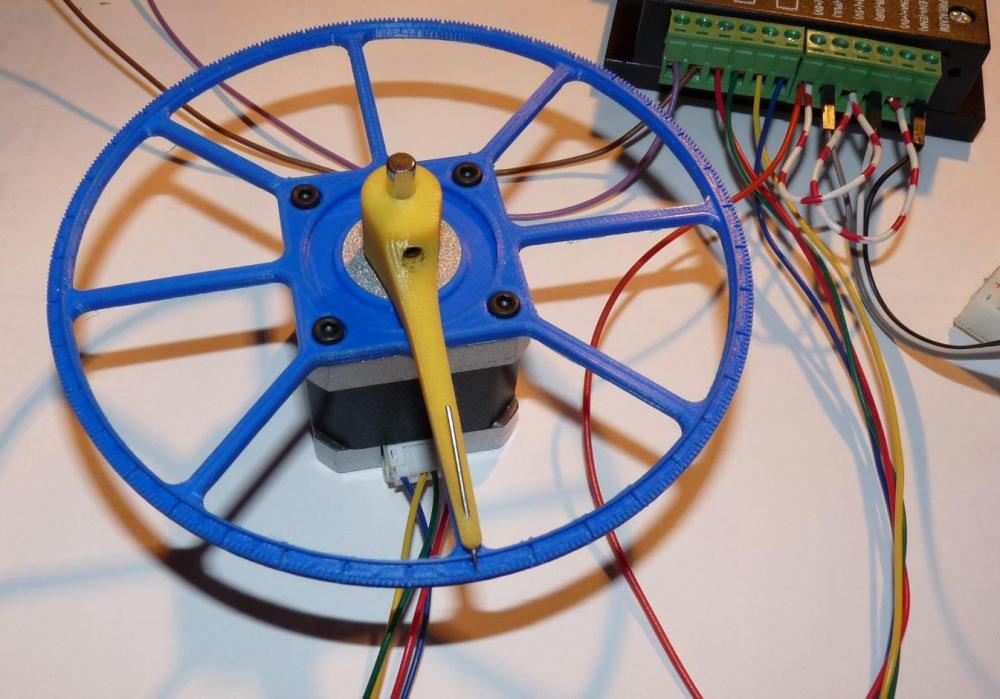
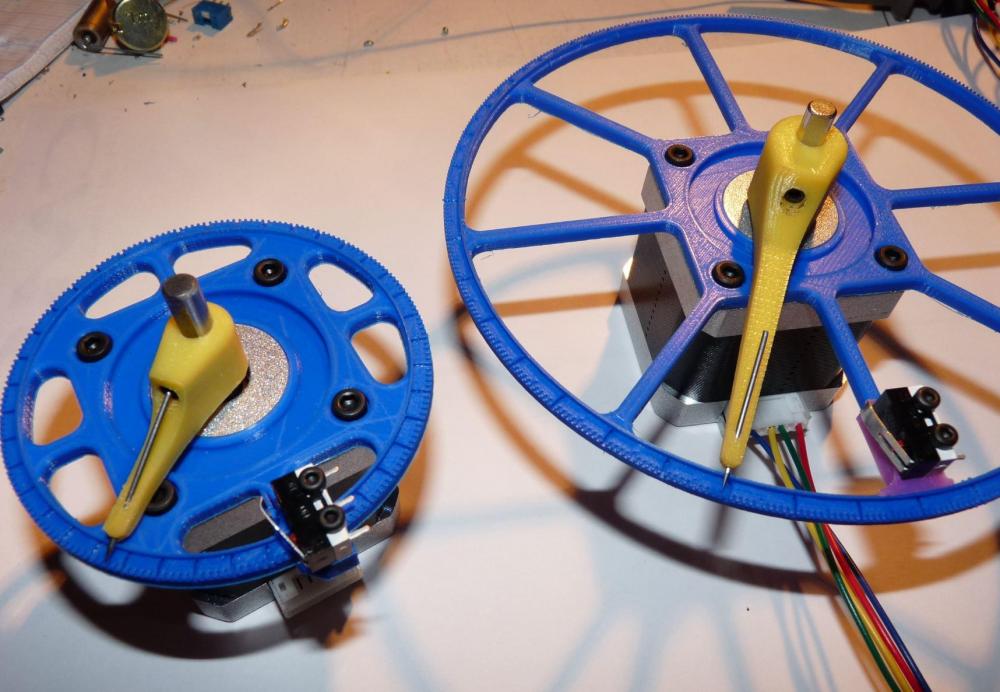
Suite des essais, avec une mesure de précision, répétabilité et (possibles) sauts de pas : Il est assez difficile de savoir si un moteur se positionne correctement, d'abord en précision pure, et ensuite en dynamique avec démarrages et arrêts "violents" selon la vitesse à laquelle il opère. J'ai donc imprimé une roue de diamètre 128mm soit 400mm de circonférence, 400 graduations, qui correspondent donc chacune à 1/2 pas moteur Il est ainsi facile d'avoir un visuel direct de la précision d'un moteur sur un tour (j'avais aussi des doutes sur de possibles défauts de fabrication concernant l'équidistance des pas) J'ai un peu tout testé, par petits pas, par grands pas, à vitesse max ... sur plusieurs tours etc ... tout ce qui "à l'oreille" tournait correctement (voir essais précédents) démontre une précision et une répétabilité remarquable, sans aucune perte de pas. La précision angulaire "absolue" aux erreurs près d'impression de la roue est assez remarquable (moins d'une graduation en tout point de la roue) ce qui représente environ 1/2 degré. Sur une poulie de 16 dents au pas de 2mm cela représenterait 32/720 soit 0.044 mm d'imprécision d'axe due au moteur, pour un tout petit Nema17 (chinois) c'est très bien ! Puisque ce système de roue permettait de me donner un excellent indicateur de précision, et qu'en plus elle n'est pas compliquée à imprimer, j'ai décidé d'en faire un second pour le Y et un petit pour le Z , avec en prime un support amovible pour la prise de ref. zéro. J'ai donc là les bases de mon banc d’essais ... Il me reste à tester un système de PID externe (bien que cette carte puisse gérer plusieurs thermostats) j'avais envie de vérifier comment intégrer ça en système annexe. L’extrudeur, j'ai, y'a qu'à brancher, la table aussi. Lorsque cette carte mère prendra place dans ma future imprimante (en cours de fabrication) j'ose espérer la connaitre assez bien pour savoir intégrer le tout sans trop me prendre la tête... @+ J-Luc
-
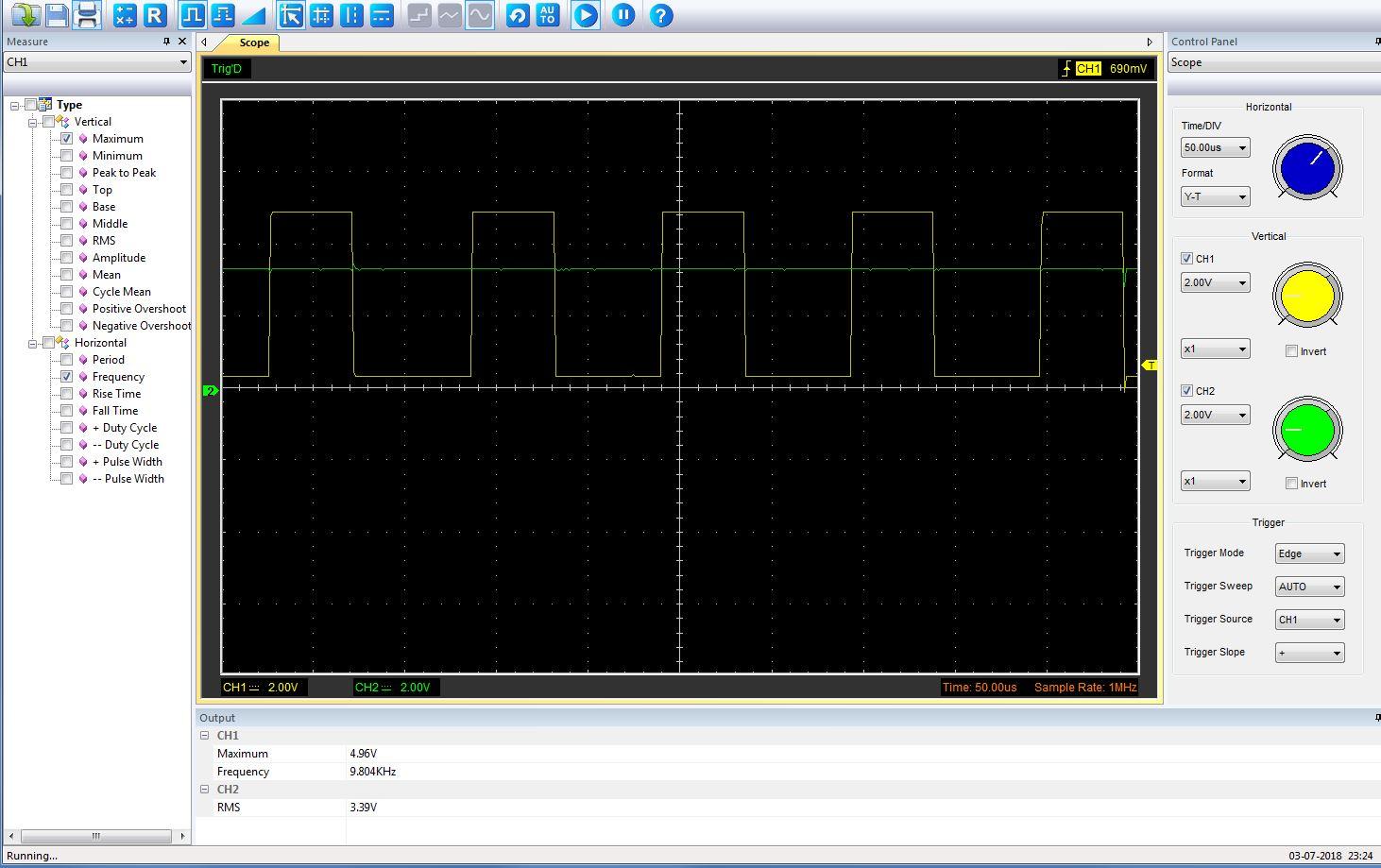
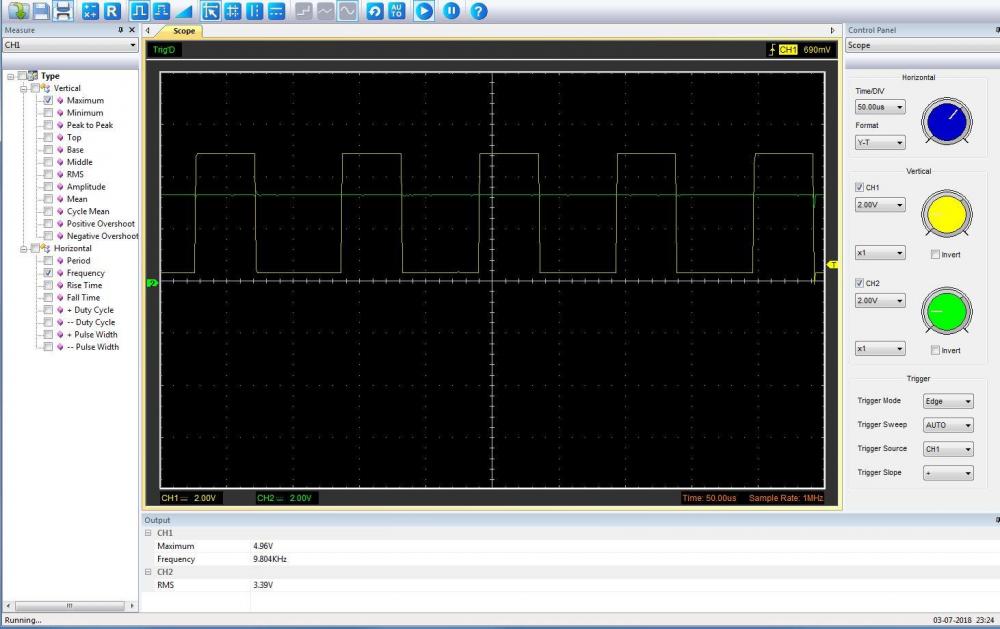
Suite et fin de l'éssai : montée en vitesse progressive En faisant varier très progressivement la vitesse le moteur monte bien plus haut en vitesse. Les trois réglages les plus intéressants sont les suivants : - à 8 microsteps, on atteint les 13,5 KHz (en entrée à saturation) ce qui donne 500 tr/mn au moteur - à 4 microsteps, on atteint 11 Khz avant que le moteur décroche, il tourne alors à 830 tr/mn - à 2 microsteps, on atteint 5880 Hz , le moteur décroche à 882 tr/mn ( mais ces deux réglages semblent plus sensibles aux résonnances à basse vitesse, par moments c'est assez bruyant) Moralité ... partant de zéro, avec un protocole d’essai simplifié, j'arrive à y voir plus clair au niveau caractéristiques de ce genre de matériel, et il me sera facile de réitérer cet essai si je dois passer sur des moteurs plus puissants. La plage d'utilisation qui m'a semblé un peu restreinte au début des essais a peu à peu pris forme ... on sait tous que les réglages de vitesse et d'accel sont primordiaux pour obtenir un fonctionnement "idéal". Avec ces essai j'ai pu mettre des chiffres là ou je n'avais que des interrogations. Maintenant, je m'attaque aux essais avec la carte mère en pilote. Vous me direz : ces essais à vide ne représentent pas les conditions de travail en charge (OK) mais j'ai plusieurs fois tenté de freiner à la main l'axe moteur, c'est quand même sacrément péchu ! @+
-
Bonsoir, Suite des essais avec Moteur Nema 17 4401, alim 12V , réglage 1.5 A : variation de vitesse de pulse par potentiomètre - départ arrêté - accélération immédiate : à 16 microsteps , saturation à 13.5 Khz ce qui nous fait 250 tr / mn à 8 microsteps , saturation à 8.6 Khz ce qui nous fait 322 tr / mn à 4 microsteps , saturation à 4.5 Khz ce qui nous fait 337 tr / mn (mais c'est bruyant) En dessous c'est sans intérêt le moteur a du mal à démarrer. en dessus (32 microsteps) saturation à 13.5 Khz ( comme pour 16 microsteps) mais on tourne deux fois moins vite (sans intéret) J'ai essayé de faire varier la tension d'alimentation (sans intérêt) avec quasiment les mêmes résultats Donc en premiere approche, il semblerait que le driver sature en entrée au delà de 13 Khz et que le moteur ait du mal à démarrer au delà de 300 tr/minutes A noter que c'est testé dans les deux sens, avec inversion et redémarrage instantané, ce qui pénalise le moteur qui n'a pas le temps de se lancer. Je vais faire le même test en accélérant progressivement, voir si le moteur réagit mieux. @+
-
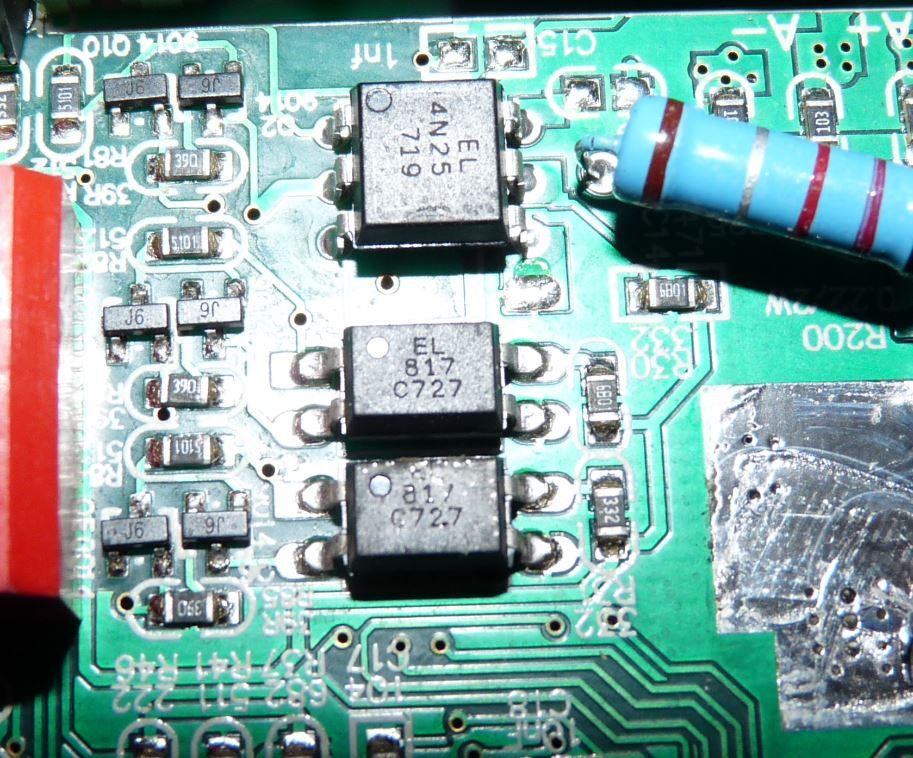
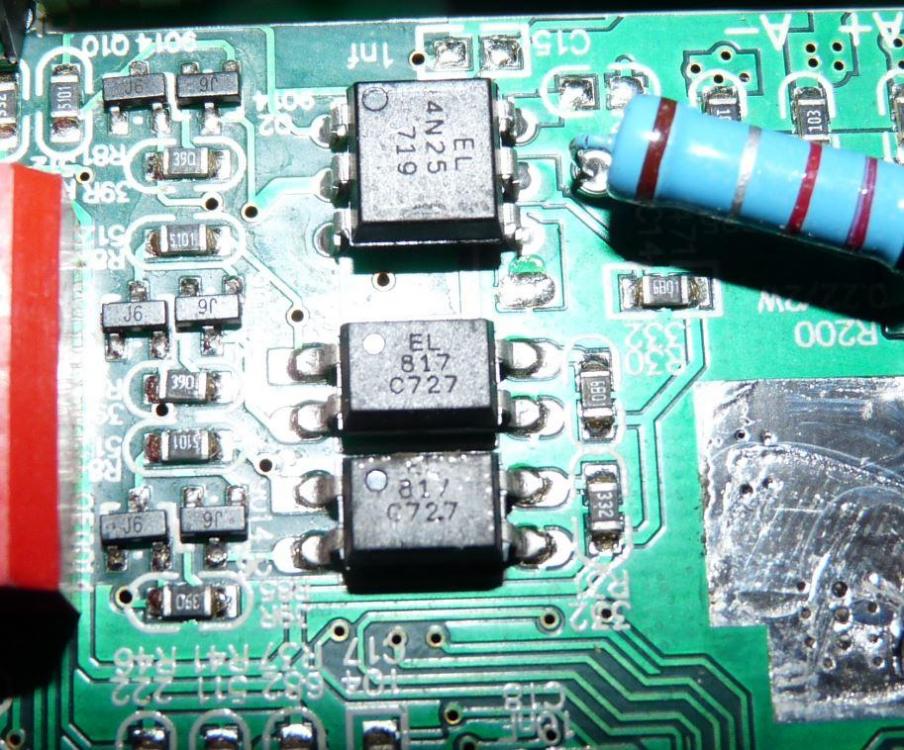
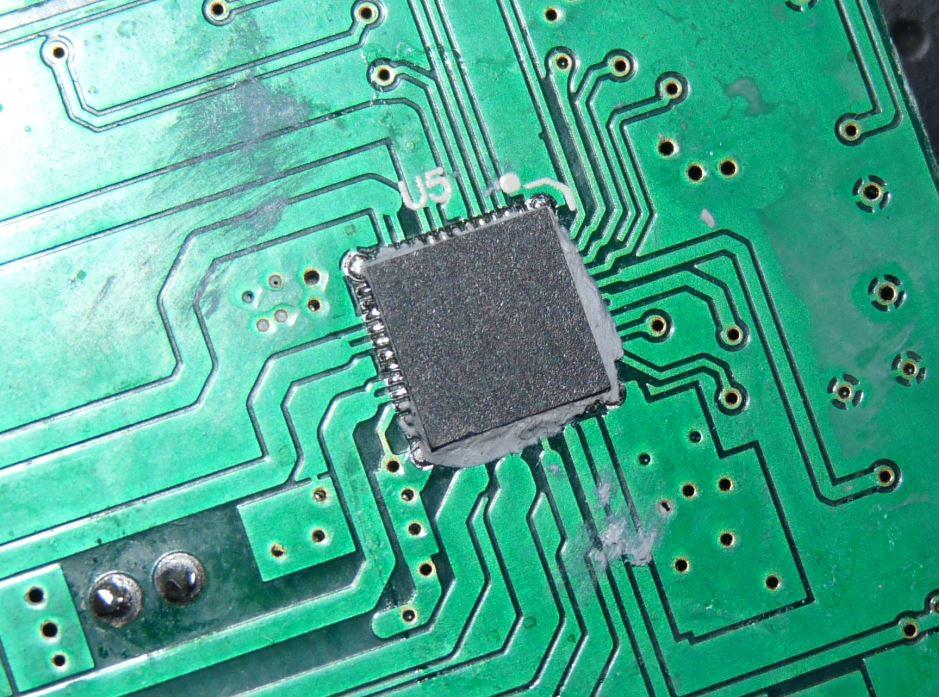
Alors ... résultat de l'opération : En entrée "pulse" , un optocoupleur 4N25 dont on ne trouve pas la fréquence de coupure sur la datasheet car la réponse est liée aux résistances d'entrée du circuit, en gros ça peut aller de 20 à 200 Khz selon la configuration, je ne pense pas que ce soit lui qui pose problème entre 10 et 50 Khz vu qu'il est censé être plus performant que les EL817 qui sont sur les entrées "Ena" et "Dir" , ceux ci sont explicitement limités à 80 Khz , mais vu leur fonction ils ne sont pas prêts de saturer. Pour ce qui concerne le circuit de commande : Le stepper TB6600 n'en est pas un, et en cherchant sur divers sites il apparaît qu'il en est de même pour tous ces petits steppers. En fait, c'est une puce S109 AFTG (dérivé ou original du toshiba TB 67 S109 AFTG) , c'est d'après la plupart des utilisateurs un très bon petit module, mais qui ne délivre que 4A d'intensité Max. (disons 3A pour être à l'aise) et dont la fréquence max. d'utilisation pratique peut varier de 50 à 100Khz selon la configuration. Si je pouvais au moins le faire tourner à 30 Khz ... Alors pour le moment, je sais que ce module peut accepter du 3.3V en input et faire (à priori) tourner un "gros" moteur en 36V sur 3A en 10 KHz . Pour un micro step de 16 ceci donne une vitesse de 3.125 tr/s soit 187.5 tr/mn Voilà, c'est peut être d'un très bon rapport qualité prix mais appeler ça un TB6600 c'est clairement de la publicité mensongère. Il se pourrait bien que cela suffise pour le besoin que j'en ai, mais je vais essayer ce comprendre (si possible) quels paramètres pourraient améliorer ces performances. (Si vous avez des pistes ... merci de me tenir informé) @+ J-Luc
-
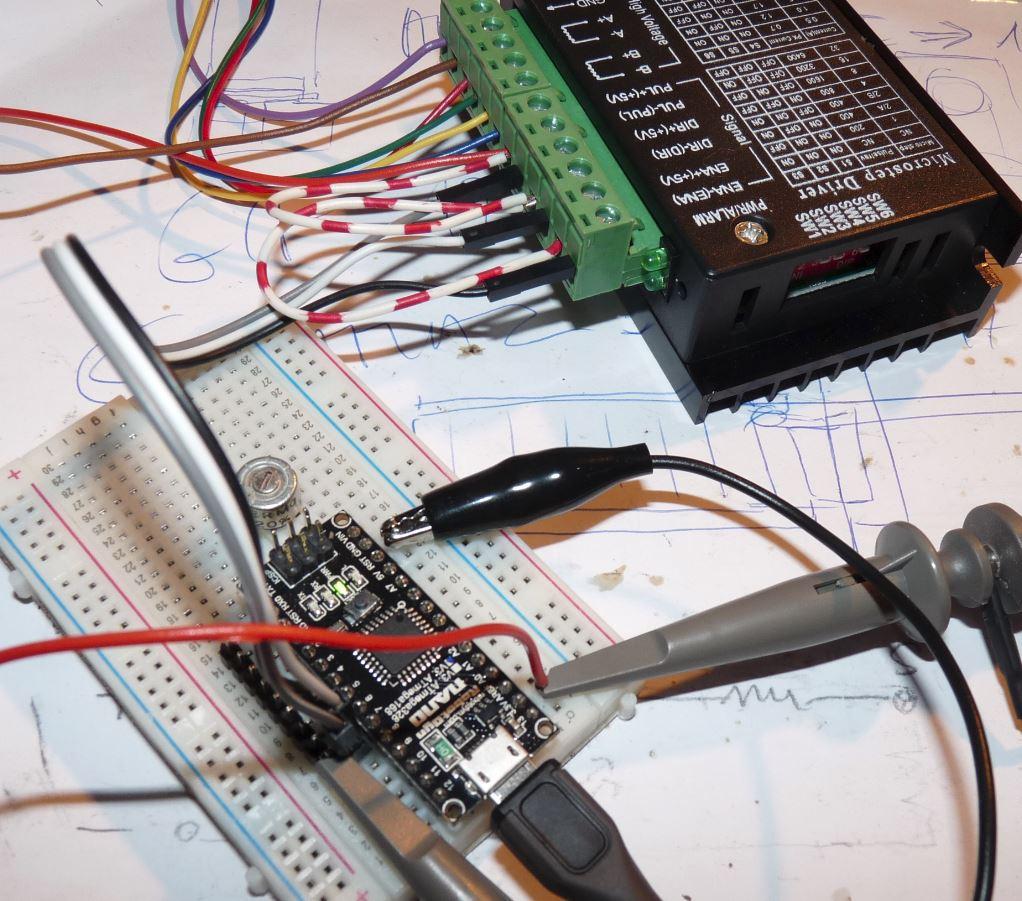
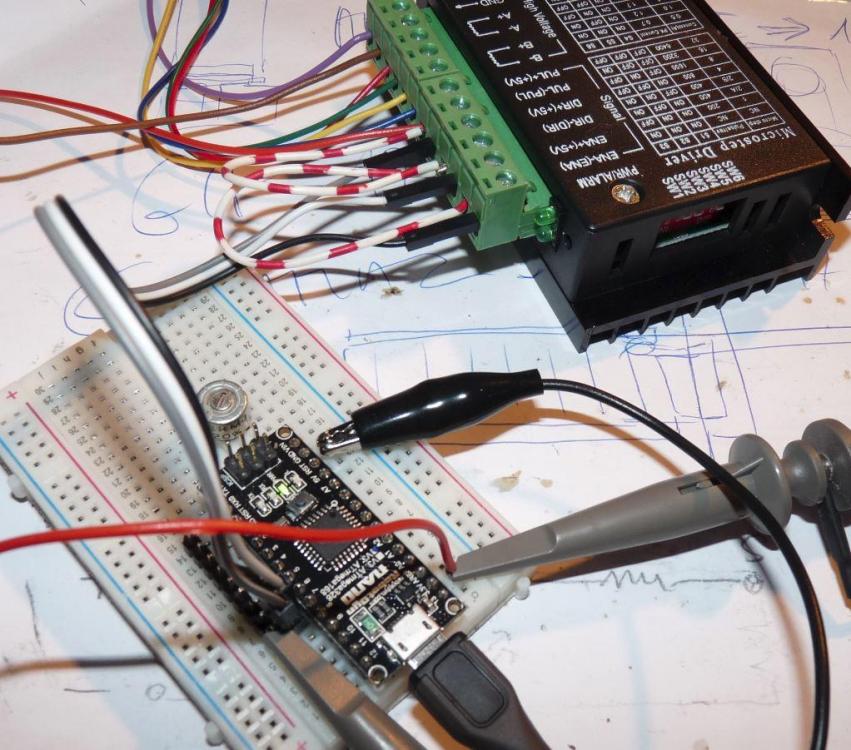
Bonjour, Puisque à mon niveau, l'important est de défricher le sujet, j'ai commencé à tester le stepper avec un arduino nano pour voir un peu comment ça se comporte. D'abord tester le 3.3V. Les entrées du circuit puissance du stepper sont protégées par des optocoupleurs qui bien souvent on une sensibilité inférieure à 5V Je fais donc un petit montage ou les steps(-) sont sur les sorties arduino, et les steps(+) sur le commun 5V, sachant qu'il y a aussi un commun 3.3V, je peux zapper de l'un à l'autre pour voir si ça fonctionne aussi bien. A noter : le stepper est un "TB6600" premier prix de chez Ali... à 27€ les 5 , j'ai donc de quoi douter de sa composition... mais si ça fait le job, pourquoi pas ? Youpi ! ça fonctionne du premier coup ! Les créneaux de sortie arduino sont nickel , ça tourne à pas loin de 10 Khz le (+) de référence passé à 3.3V et les pulse (-) tombant non pas pile à zéro mais à env. 0.3V ça nous donne un différentiel de 3V sur les signaux d'entrée. J'ai même testé plus bas en écrasant le 3.3V via un diviseur de tension par potentiomètre , à 2.5V ça tourne encore, en dessous, ça ratatouille. OK donc pour la sensibilité d'entrée. Autre test : j'ai inversé dans tous les sens A+/ A- B+/ B- : tant qu'on respecte les paires de bobines la seule chose qui change c'est le sens de rotation , mais il ne semble pas y avoir d'incidence concernant le sens des bobines, ça m'étonne un peu ... ceci explique peut être pourquoi polarités sont aussi mal normalisées, c'est peut être parce que ça n'a aucune importance . Voyons maintenant au niveau saturation ... Je baisse un peu la tempo des créneaux pour passer à 12 Khz ... et ça commence à ratatouiller ... ( je suis en 32 micro pas) Je teste à 16 micro pas, c'est pire. je repasse en 5V c'est pareil ... Donc premier constat, la fréquence d'entrée semble saturer au delà de 10Khz ( il était donné pour 20 Khz chez Ali ...) sachant qu'un "vrai 6600" Toshiba est donné pour 200Khz ... Y'a une différence de taille ... Je vais donc ouvrir le stepper pour voir ce qu'il y a dedans. @+
-
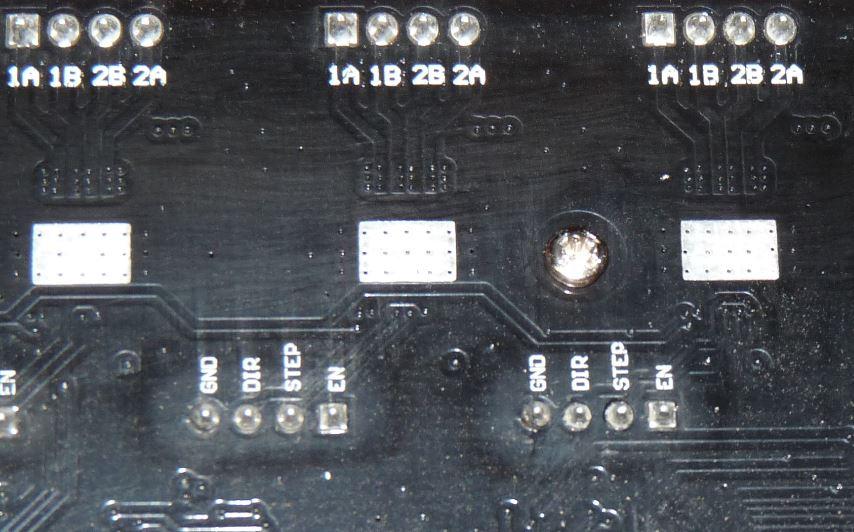
Bonsoir, Tant que j'en suis à poser des questions de débutant ... C'est bien gentil de noter 1A 1B 2B 2A mais dans quel sens doit on comprendre les couplages de phase? le 1 avec le 1 , le 2 avec le 2 , A et B étant le + et le - ? ou bien l'inverse ? bobine A / bobine B , 1 et 2 en + et - ? Est ce que c'est lié à une norme différente Europe / Asie / US ou chacun fait sa sauce ? Je vais bien finir par trouver une solution qui fonctionne me direz vous... mais franchement ça serait pas inutile d’harmoniser ces références. Autre question (ou plutôt demande de confirmation), il me semble au vu des schémas que les circuits de la V1.1 tournent en 3.3V , donc nécessité de passer par un circuit intermédiaire pour passer les consignes en 5V au stepper externe. C'est pareil pour la SBase 1.3 ? (encore un "petit détail" qui peut faire que rien ne fonctionne). Promis, une fois tous ces "petits détails" réglés et vérifiés sur banc d’essai, j’essaie de faire un schéma propre et facile à comprendre. Si ça peut simplifier la vie à ceux qui suivront... @+
-
Ah là là !!! quel c.. je suis !!! Et bien pour travailler proprement, j'avais monté la carte sur une plaque pour faire un petit banc d’essai, et sans les lunettes je n'ai pas prêté attention à tous les petits points de soudure. (certains points n'en sont pas ...) Pour ceux qui ont la vue qui baisse : C'est dur de vieillir ... Merci @sanslui @+ J-Luc
-
@sanslui Merci pour ces liens, c'est du costaud niveau schéma , mais (à moins d'avoir loupé un truc sur ce lien) j'aurais juste besoin d'une info toute simple : Sorties moteur : A+ / A- B+ / B- physiquement sur le connecteur ils sont brochés dans quel ordre ? je sais, si ça tourne à l'envers il suffit d'inverser ... mais ça me gène de travailler "au pif" Sorties pilote pour stepper externe : GND / ST / DIR / EN : (si c'est bien ça ?) : Même question ? @pacal_lb : Je viens de découvrir ton post sur le sujet qui m'intéresse ! donc il y a de l'espoir concernant les réponses à mes questions ... Par contre, il ne me semble pas avoir vu sur ton montage de connecteur pour stepper externe, sais tu ou trouver l'info ? @+ J-Luc
-
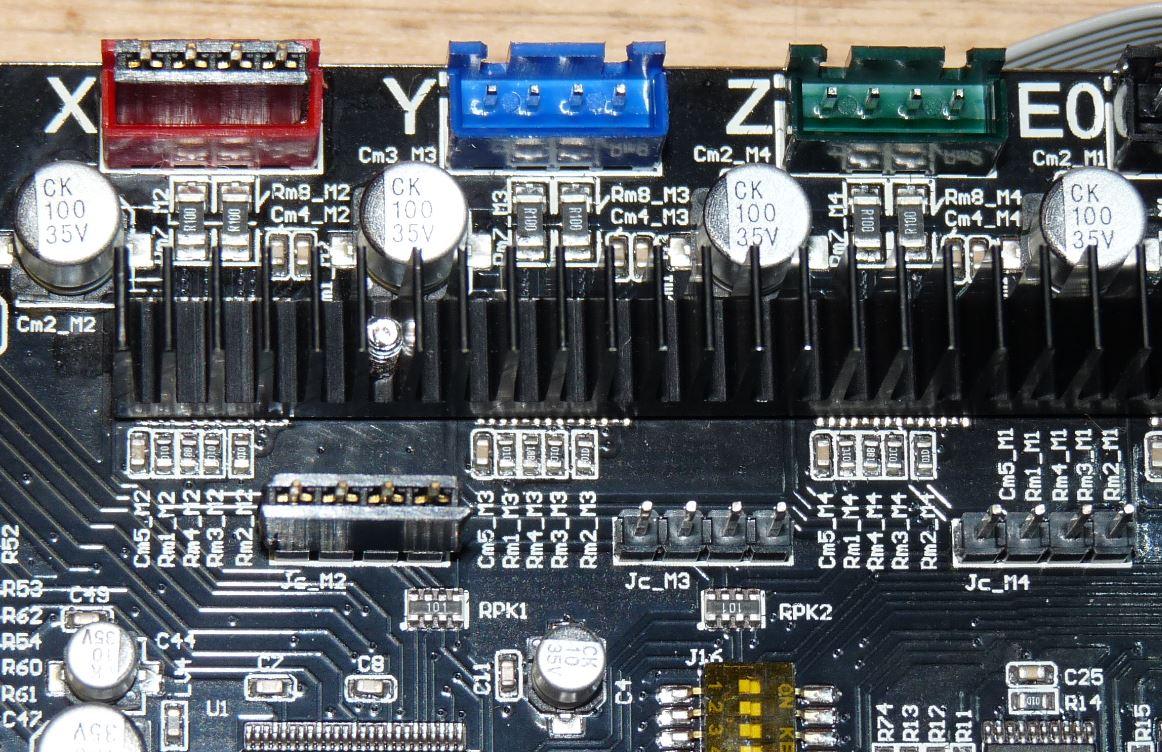
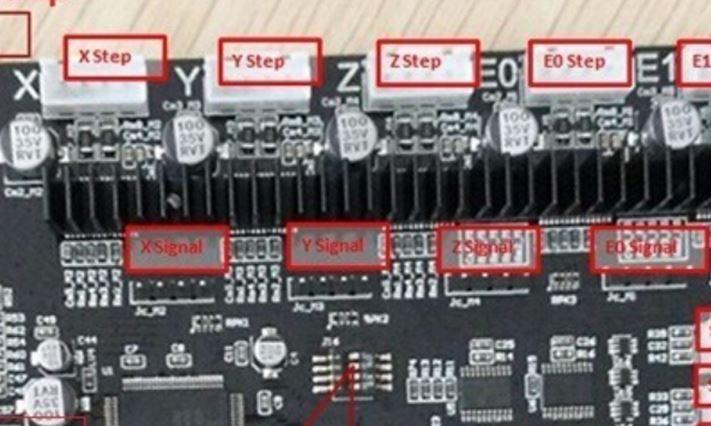
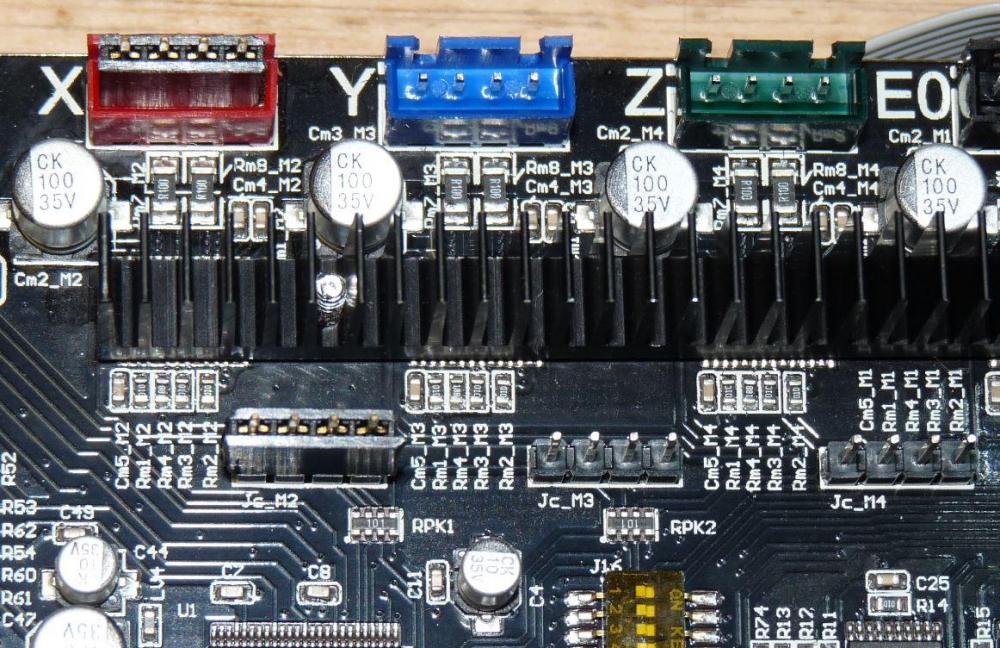
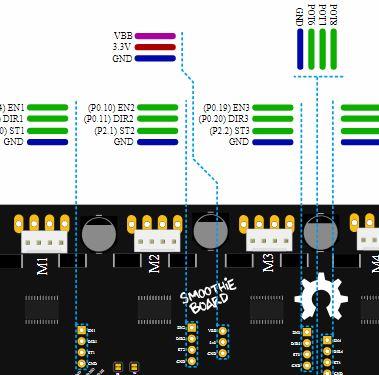
Bonjour Pascal,, J'avais bien fait une recherche à cette adresse, mais visiblement, la "vraie" est la V1.1 , il n'existe pas de version 1.3 , donc je suppose que la MKS Sbase n'est pas une "vraie" . Or j'avais pris la 1.3 justement parce qu'il était clairement indiqué la possibilité de connecter des drivers sur une prise en amont des drivers de la carte. Et sur ma carte (c'est donc une MKS SBase V1.3) il y a bien ces connecteurs disponibles : En y regardant de plus près ( sur la doc smoothieboard V1.1) on trouve la possibilité de souder un connecteur et le pinout V1.1 indique bien l'affectation de chaque sortie. Sauf que sur la V1.3 la configuration n'est pas la même, et qu'en fouillant sur divers forums j'ai trouvé plusieurs commentaires indiquant une inversion des broches sur les cartes MKS (y compris semble t'il pour la connectique moteurs) peut être bien pour des questions de copyright. Ce qui m'amène à (re)poser la question plus précisément : ou trouver le pinout de la version 1.3 de MKS Sbase? je suppose que je ne suis pas le premier à tenter l'aventure avec cette carte ... A bientôt J-Luc
-
Bonjour, J'ai acquis une carte Smootieboard V1.3 avec l'écran tactile 3.2" qui va avec, afin de piloter une imprimante. Sur plusieurs sites, y compris sur celui ci on arrive à trouver un mappage à peu près correct des connecteurs, néanmoins j'ai du mal à trouver le détail des pilotes pour les moteurs pas à pas. J'aimerais faire un schéma élec le plus propre possible et un petit banc d’essai avant de tout installer. Savez vous ou je pourrais trouver le plan de brochage des 5 prises JC M1 à JC M5 qui permettent de piloter le moteur en passant par un stepper externe. (pour ce qui me concerne un classique TB6600) J'ai bien tenté une recherche sur ce forum mais sans résultat... Merci beaucoup J-Luc
-
Bonjour, Si on fait quelques échanges sur des vidéos sympa, voilà ce qui se fait dans l'industrie sur base laser / poudres métalliques et usinage 5 axes. (Je connais assez bien ce domaine mais je n'envisage pas d'avoir un jour - même en rêve - un outil comme ça dans mon garage ! il faut compter entre 500 000 et 1 M. d'euros pour ce type de machine ) Il n’empêche que cette technologie en impression 3D plastique serait tout à fait réalisable avec un budget "raisonnable" - tout dépend bien sur de la taille et de la précision recherchée, mais avec env. 1000€ (en faisant tout soi même bien entendu) on peut monter un truc opérationnel. C'est sur la CN ( 3 axes linéaires XYZ continus + 2 rotatifs positionnés) que je n'ai pas encore suffisamment d'infos - linux CNC, arduino, GRBL, - comment architecturer tout ça pour que ça reste simple, accessible, et facile à piloter. Pas mal non ? La tête de fraisage, quand on sait faire tourner une impression en 5 axes, ça serait bien dommage de ne pas la rajouter ... On appelle ça une machine hybride, et c'est sacrément intéressant ! @+ J-Luc
-
Ce silence m' inquiète ... ça n'imprime pas ?
-
@La Bidouille : j'ai oublié de te poser la question, puisque tu abordais le sujet Pi + Arduino , qui pourrait bien avoir ma préférence pour leur complémentarité, est ce que tu as expérimenté ce "tandem", quels softs seraient les mieux adaptés ? Et pour l'interface entre les deux, qu'est ce qui marche bien ? j'ai lu que la communication via USB était bien moins adaptée que la traditionnelle liaison série ? c'est de l’histoire ancienne ? il y a mieux maintenant ? PS: Pour la tête de puits sous marine à 300 m de fond, il y a mieux que l'impression 3D PLA . Avec une tête Laser + Fil d'apport, on y arrive ! rechargement et soudage !
-
Peu importe qui bouge ou pas, la tête ou la pièce, chaque solution a ses avantages et ses inconvénients. La table est parfois portée sur Z, sur la prusa la table est sur X, la tète est sur Y + Z . En 5 axes, le plus simple est en général de faire bouger la tête ( plus légère ) selon X,Y et Z , et la pièce sur un berceau B + table rotative C (le support berceau est lié au bâti fixe) Le support physique de la pièce étant bien entendu la table rotative (portée par l'axe C) Pour piloter tout ça, une MEGA2560 devrait faire l'affaire mais j'aimerais bien voir ce que vaut l'association Linux CNC + arduino , l'un pour avoir une interface opérateur de bonne qualité, et l'autre pour ses capacités à gérer les entrées - sorties, travaillant en esclave du PC. Mais si certains d'entre vous ont déjà testé d'autres types de CN sur base PC, vos avis m'intéressent.
-
@gisclace : oui tout à fait . Le travail en 5 axes - pour mémoire, vu que ça peut difficilement être une tète 5 axes ( compliqué et pas adapté) pour cette application, c'est donc une tète 3 axes X,Y,Z + une table rotative (axe C) montée sur un berceau rotatif (axe B) - c'est assez commun dans l'industrie) Cela permet de positionner la pièce sous l'angle le plus favorable pour une impression aisée et propre, en gardant la tête d'impression toujours verticale (selon Z). Et cela évite d'avoir à monter des supports un peu partout pour maintenir les zones en porte à faux. Mon objectif n'est pas de travailler en mode "5 axes continu" ou tout bouge en même temps - très compliqué, nécessite de gros systèmes FAO, mais en positionnement sur B et C seulement pour simplifier la fabrication de pièces complexes.
-
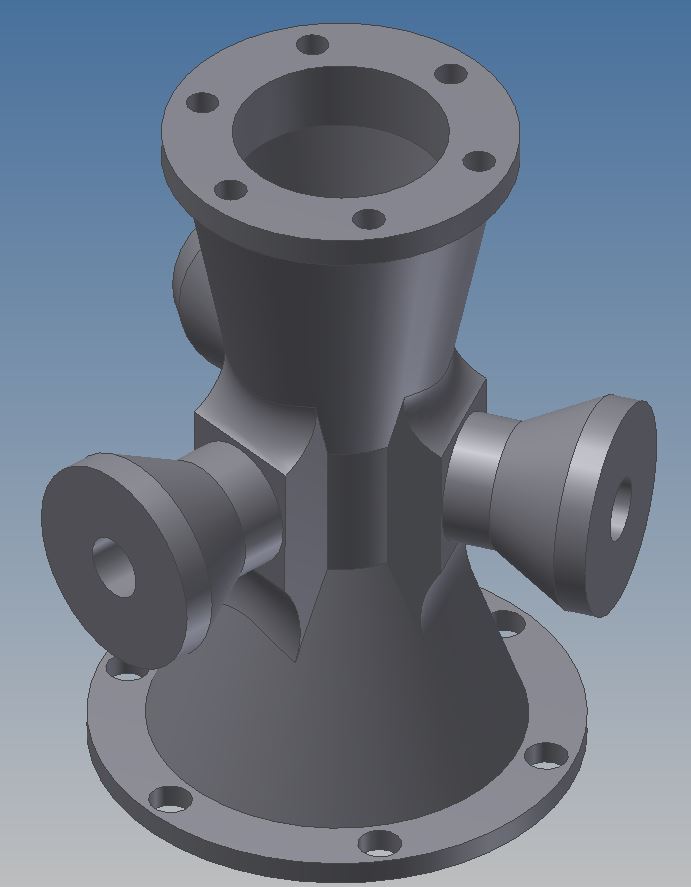
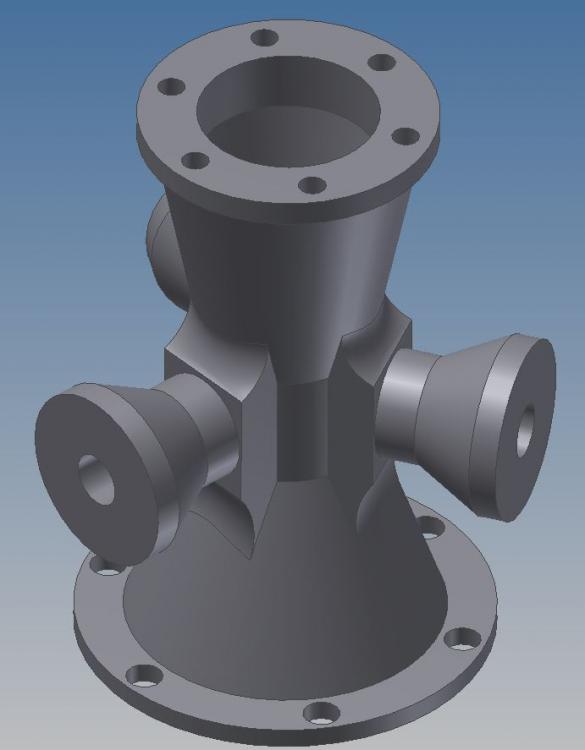
Bonsoir, @Morphehus : une imprimante 5 axes permet par exemple de faire ce type de pièce ( j'ai dessiné au pif ) @gisclace : ta remarque est pertinente , mieux vaut dessiner les renforts là ou on veut mettre des renforts plutôt que de gérer des taux de remplissage variables. ça ne résout pas forcément la question de façon radicale mais ça a le mérite de simplifier le problème. @Trob : Avec un logiciel de programmation "pro" on peut faire absolument tout ce qu'on veut (à condition d'y passer le temps) et je n'ai pas l'intention d'aller aussi loin dans la recherche de solutions, car les automatismes d'un trancheur basique sont déjà très bons. Si l'on part dans l'idée de faire la pièce ci dessus, il suffirait de monter le "diabolo" avec ses 3 méplats en tranchage normal, et ensuite de rajouter les 3 tulipes (identiques) sur les méplats , toujours en tranchage normal (mais dans le sens perpendiculaire à l'axe du diabolo) c'est là que joue le 4 eme axe, et pour faire les 3 tulipes, on se sert du 5 eme axe 3 fois à 120° Moralité je pourrais faire ça avec un trancheur basique (mais en 2 fois) et compiler les deux Gcodes, il ne manque pas grand chose pour programmer des pièces complexes sans pour autant y passer des heures ... sauf le manque de souplesse de Cura et ses potes... @+
-
Bonsoir, Visiblement il y a peu de réponses, et en cherchant de mon coté, j'ai trouvé peu d'infos. Le seul qui ait pas mal travaillé sur la question, c'est un étudiant (Kallevik Grutle) de l'université d'Oslo qui s'est appuyé sur un logiciel Fanuc pour programmer les impressions 5 axes. Parallèlement les trancheurs (automatisés) - j'ai testé Cura ce Week end - laissent peu de place à la programmation personnalisée. J'ai dessiné une pièce en 3D, exportée au format STL, importé sous Cura, posé sur la plan de mon choix, mis à l'échelle, choisi le taux de remplissage et la qualité, et le temps d'un clic, il m'a généré 400 000 lignes de code. Y'a pas à critiquer pour celui qui n'a aucune notion de programmation, c'est on ne peut plus simple (et efficace). Par contre, pour affiner les détails, circulez y'a rien à voir ! Je me posais la question ( même en restant en mode 3 axes ) il n'y a pas moyen par exemple de programmer des zones à fort taux de remplissage (aux points de fixation) et le corps de pièce plus allégé, afin d’être mieux adapté en fonction des efforts dans certaines zones ? Est ce que certains d'entre vous ont travaillé sur des personnalisations de programmation ?
-
Merci Trob, c'est justement ce que je ne veux pas faire (refaire ce qui existe). Il y a semble t'il pas mal de softwares en open source qui tournent sur PC, et je voudrais justement (quitte à y passer un peu de temps) me faire un peu d'expérience sur un logiciel "qui va bien" avec une imprimante 3D des plus classiques, mais sachant que mon objectif serait (a terme) de programmer du 5 axes, autant maîtriser un logiciel qui pourra atteindre cet objectif, plutôt que de ramer des mois à tenter de faire tourner un truc qui n'a pas été prévu pour ça. Concernant le développement hard (méca - autom's - élec) je ne me fais pas trop de soucis ... (c'est notre corps de métier). En fait mon "souci" c'est de trouver les "bonnes bases" du DIY. Quand je vois ce qu'on peut faire avec 50€, un arduino Méga et quelques modules qui ont pratiquement autant de ressources qu'une CN des années 80, des logiciels de DAO gratuits qui tournent 10 fois mieux que les soft "pro" de mes débuts, je me dis qu'il faut d'abord faire l'inventaire des "bons produits" low cost ou en open source, avant de gamberger sur des développements exotiques. Donc appel à ceux qui ont un peu défriché ce domaine : quels sont à votre avis les "incontournables" en prog. et CN pour ce type d'application ?
-
Bonjour, Je débute en impression 3D plastique ... je devrais dire "nous débutons", car nous avons avec 3 collègues de travail envie de maquetter quelques projets avec autant de réalisme possible, voir pour le 5 axes arriver à développer un modèle opérationnel. Notre activité : Développement et mise au point de machines spéciales industrielles (haut de gamme) très rapides, très précises, très complexes, et très chères ... (pas le genre de machine qu'on espère même en rêve avoir un jour au garage) Notre objectif : tout le contraire ! Par quel bout commencer ? On a d’abord gambergé sur tous ces composants qu'on trouve actuellement à des tarifs incroyablement abordables, moteurs, drivers, vis à billes, guidages, micro processeurs ... etc... etc... et ensuite ? on commence par quoi ? J'ai donc proposé qu'on se monte un kit d'entrée de gamme et qu'on commence à jouer avec, premièrement pour toucher du doigt les limites pratiques de ce type de technologie, et ensuite, vu que les technologies se ressemblent (au niveau de qualité près) moteurs pas à pas, drivers, cartes CN, expérimenter nos idées sur une machine ou le risque de casse ne nous ruinera pas... Modèle DIY : Anet A8 Prusa i3 acheté en promo sur un site chinois, reçu en parfait état, et pas encore monté (j'ai promis de pas la monter tout seul) on fera ça début Janvier. J'ai cherché sur ce forum ce qui avait pu être réalisé niveau "machine 5 axes" mais je n'ai pas trouvé grand chose, ce n'est pas grave, ce qui m'importe pour commencer c'est de partir sur des bases saines, plutôt simples et éprouvées, on aura toujours le temps de compliquer les choses plus tard. Tout d'abord le système de programmation, il semble qu'il y ait de sympathiques logiciels en open source qui font un très bon travail de "tranchage". Et ensuite un modèle de CNC sur base PC "Linux" toujours en open source qui permettrait de piloter la machine avec un peu plus de ressources qu'un arduino (que je trouve très bien par ailleurs, vu leur rapport performance - prix) et un affichage 17'' plutôt qu'un écran LCD 20x4 . Pour ce qui concerne la modélisation 3D pas de soucis (on a ce qu'il faut) Donc, mes premières questions : Que me conseilleriez vous comme logiciels tranchage et CNC "plutôt costaud" qui permettraient d'aller assez loin dans le développement qui nous concerne et sur lequel je pourrais commencer à gribouiller en parallèle du développement purement mécanique. Merci ! J-Luc
-
Bonjour, Nouveau venu dans l'impression 3D plastique, j'ai reçu aujourd'hui, une imprimante Anet A8 Prusa i3 , super bien emballée, tout a l'air nickel à l'intérieur, ( promo de Gearbest à 150€ port compris) et pas de frais de douane en vue pour le moment. Bref à ce prix là je ne risque pas grand chose. Je devrais dire "nous" car travaillant dans le domaine machine outil industriel, nous (4 potes) avions en projet de monter une imprimante 3D "qui va bien", sans avoir d'expérience dans la fabrication additive "thermoplastique". J'ai proposé qu'en premier lieu il serait peut être judicieux de jouer un peu avec une machine entrée de gamme. Nous allons donc la monter et bricoler un peu avec avant de peut etre "voir plus loin". Voila, je vais donc essayer de tenir à jour un petit mémo de cette expérience et peut être préparer parallèlement un projet plus personnel, je ne serais pas étonné que d'autres avant nous aient développé leur propre imprimante, il doit bien y avoir quelques posts sur ce sujet. @+ J-Luc