


Eric86
-
Compteur de contenus
16 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Eric86
-
Bonjour, Il doit s'agir d'un problème IP "Full Stack" : https://forums.cnetfrance.fr/tutoriels-reseaux-et-internet/6651875-fai-free-comment-obtenir-une-adresse-ip-full-stack Une vidéo explicative : Freebox Free : demander une IP Full Stack ( pour augmenter sa plage de ports ) Ceci est du à la pénurie d'adresse IPV4, ils veulent pousser les utilisateurs à passer en IPV6 (je résiste !).
-
Hum . . . Comment dire . . . Vous saviez que chez Creality ils sont un peu farceur, et s'amusent à cacher au beau milieu de la gaine tressée un connecteur de liaison entre le moteur de l'extrudeur et le mini CI ? Et qu'avec les mouvements de la dite gaine ce fameux connecteur pouvait finir par faire contact de façon aléatoire ? Du coup le problème est résolu, de façon définitive car j'ai préféré supprimer ce connecteur inutile et source de faux contacts. Un peu comme pour les connecteurs d'airbag sous les sièges de voiture, souvent source de problème et pour lesquels la solution la plus fiable est de couper les fils pour les souder ensemble.
-
Bonjour, En lançant ce matin une impression j'ai eu droit à un bruit digne d'un film (inspiré de) Stephan king) au moment où l'extrudeur commença à extruder. Même démonté, il n'arrivait pas à entraîner son axe, bien que celui-ci tourne parfaitement normalement à la main. En inversant son connecteur avec celui du moteur de l'axe Y, cela déplaçait le problème : le moteur de l'extrudeur, entraîné par le contrôleur Y tournait bien, mais plus celui de l'axe Y, entraîné par le contrôleur E. Contrôleur E de la carte mère kapout donc à première vue. Contacté, le SAV d'Amazon (là ou je l'avais achetée) ne me propose qu'une seule solution, à savoir de la renvoyer et de me faire un remboursement, ce qui ne m'arrange pas du tout au vue des 2/3 petites modifs faite dessus, et surtout du prix actuel qui a pris pas loin de 100E en plus depuis novembre dernier. En cherchant comment joindre le SAV Creality directement (est-ce bien à cette adresse ? : https://creality3dshop.fr/pages/apres-vente-et-retours ), j'ai été pris d'un doute sur le cablage. Avec les connecteurs branchés à leur place respective côté moteur en Y et E, j'inverse alors côté CM leurs nappe. Et là bingo si on peut dire, en lançant une commande sur l'extrudeur le moeur Y tourne bien. Et même chose en branchant le connecteur Y sur le moteur de l'extrudeur (donc contrôleur extrudeur => nappe moteur Y => moteur extrudeur), cela tourne. Le pb vient donc bien de la connexion électrique CM / moteur extrudeur. Est-ce que vous avez déjà eu un pb semblable de connexion CM / périphériques extérieur ? J'avais depuis qq temps mon extrudeur qui claquait de façon aléatoire, sans présenter le moindre soucis d'extrusion (bouchage, engrenages sales, soucis pour pousser le filament, etc ), je me demande si les deux soucis ne seraient pas liés.
-
Merci pour le lien, j'ai commandé les pièces, plus qu'à attendre
-
Bonjour (enfin vu l'heure, bonsoir), Mon imprimante a eu la bonne idée de se mettre à fuir du PLA d'un peu partout au niveau de la tête. Aucun symptômes lors de l’impression précédente, et là d'un coup pouf ça coule dans tous les sens. La buse n'était pas desserrée, l'extrémité du tube PTFE avait été bien calé contre la buse, pas compris . . . Bref démontage pour nettoyage, et la paf, grosse malheur, bien que manipulant la tête avec précaution j'ai réussi à casser à ras de la tête chauffante les deux fils La sonde de température n'a rien, mais vu la pâté de PLA coincé par dessus amha il serait plus prudent d'en prendre une d'avance. Mis à part qu'il s'agit d'une cartouche 24V, je ne sais pas quel référence est monté sur ce modèle d'imprimante, et idem pour la sonde de température. J'ai par exemple vu ce kit thermistance et cartouche sur amazon, est ce que cela pourrait faire l'affaire ? Ils ont l'air de proposer une livraison assez rapide, et je dois avouer que cela fait là présentement partie de mes critères prioritaires du coup Merci pour vos réponses.
-
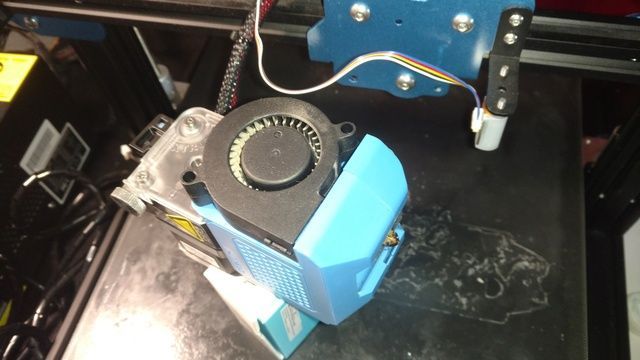
Bonjour, Pour le branchement je ne pourrais pas te dire, je n'ai pas la même carte; mais bon si ça marche. Pour le sens de montage du ventilo, il y a sur un de ses 4 côtés deux flèches : une qui indique le sens de rotation du ventilateur, et l'autre qui indique dans quel sens il souffle. Ces deux flèches sont assez discrète, il est facile de passer à côté et de ne pas les voir. Là, si je compare au Noctua que j'ai sous la main, il me semble qu'il est monté à l'envers
-
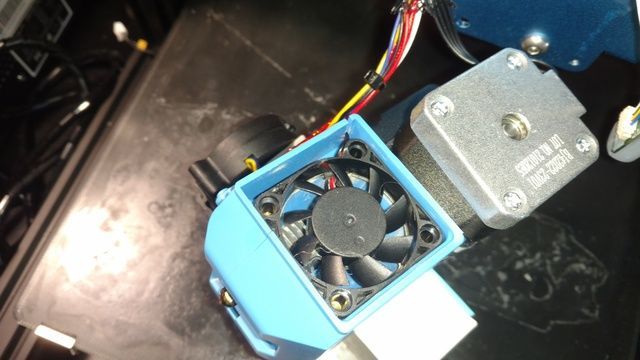
Bonjour, je possède le même modèle et ai la boite actuellement ouverte pour tenter justement de voir ce qu'il est possible de faire pour changer ces ventilateurs : Le ventilateur de gauche est un 50x50x15 en 24V et est relié à la carte mère; référence EFS-05C24L, Creality 5015. Celui de droite, servant à évacuer l'air du boîtier, est un 40x40x20, est également à la CM et doit donc très probablement être en 24V. du fond est un 40x40x20

-
Bonjour, Les fichiers compilés et sources Creality (bon, Marlin V1.1.6 et non V2.x.x) sont disponibles à cette adresse : https://forums.creality3dofficial.com/download/cr-series/cr-10-v2/
-
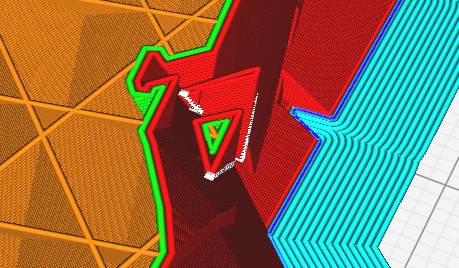
Après de multiples essais, j'ai fini par réussir à imprimer cette fichue pièce. Mais à l'envers, avec une pléthore de supports . . . Alors ce n'est pas moi qui ai trouvé la raison (merci Gaston ), mais si on l'imprime dans le bon sens cette pièce se retrouve avec tout un tas de petits éléments qui commence à s'imprimer dans le vide : Et ceci sur quasiment toute la hauteur. Même si du coup cela n'était pas spécialement utile, cela m'a permis de connaître un peu mieux cette imprimante, en démontant/remontant extruder et tête d'impression
-
Une excellente école cette K8200, avec une imprimante à monter entièrement on comprend mieux le fonctionnement de l'engin, ce qui aide (un peu) par la suite au dépannage.
-
Hello, merci pour la réponse ! Ceci dit, si j'avais pensé à regarder sur le site de Creality avant de poser la question j'aurais vu que si la CR10 est en 12V, la V2 et la V3 sont elles en 24V Après pour le modèle bowden ou direct drive, à en croire le contenu de cette vidéo ce serait une direct drive qu'il faut commander, et d'après celle-ci ce serait une bowden. Et sur la même chaine que cette dernière vidéo, on voit une adaptation intéressante où il garde la tête chauffante et ses accessoires, mais change le radiateur ainsi que le heatbreak par ceux provenant d'une E3D V6. Les avantages étant de ne pas avoir à toucher au firmware (aucun changement de thermistance et pas de PID à re-régler), et le PTFE s'arrête à l'entrée du heatbreak en non plus sur la buse.
-
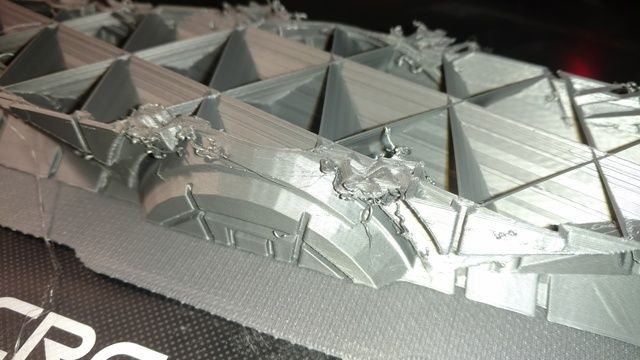
Bonjour, Bonne nouvelle, mon gcode de la grosse partie avant semble bien fonctionner : Les problèmes de filasse de filaments apparraissait au boutr de 6/7 heures maxi. Là j'ai laissé faire pendant 24 heures, avec une vitesse de 120% (histoire de stresser l'imprimante), avant d'arrêter l'impression. Dans Cura j'avais "rétracter au changement de couche" et "décalage en Z lors d'une rétraction", je viens de les décocher, et d'activer le "mode de détours" "pas dans la couche". Ci-dessous le profil Cura utilisé, avant d'appliquer la modification ci-dessus : Bouloche.html Pour le parallélisme de l'axe X, j'ai retenté en desserrant les roues situées sur le côté, malheureusement cela n'a toujours rien changé : leur axe n'ayant pratiquement aucun jeu dans les trous des tôles bleues, je n'ai pas pu jouer là-dessus. Je ne pense pas qu'agrandir leurs trous soit une bonne idée, car si les vis se desserrent le guidage prendra du jeu. Je préférerai plutôt agrandir les trous dans lesquels passent les vis fixant la barre elle-même, seulement pour le côté gauche il va y avoir un peu de démontage; voir même plusieurs séance de démontage / réglage / remontage / contrôle / redémontage / etc Je me suis aussi aperçu que le bruit de "claquage" que j'avais à tort interpréter comme un raclement de la buse sur les parois venait en fait de l'extrudeur, plus particulièrement de la pièce noire avec le petit bout de tube blanc et dans lequel rentre le filament : en jouant (un peu) au pif avec la vis de serrage, cela l'a quasiment fait disparaitre (testé sur une petite impression d'une heure.

-
Bonjour, j'envisage de monter une tête E3D V6. Histoire de pouvoir imprimer des filaments à haute température (carbon par exemple), et accessoirement tenter de régler mes pb d'impression actuels D'après ce lien trouvé sur thingiverse, il faut prendre un modèle 24V directdrive, vous confirmez ? Je pensais que la tête était en 12V, et pour le directdrive ou bowden, du fait de la présence du tube téflon pour faire la liaison avec l'extrudeur j'avais un doute sur le modèle exacte à choisir. Merci.
-
Bonjour, Je vais tenter ça ce week end, histoire d'avoir suffisamment de temps pour m'y mettre en une fois. Même si j'ai des doutes sur le rôle de ce problème de parallélisme barre des X / structure (elle est bien parallèle avec le plateau, et ce défaut était là depuis le début, n'a pas bougé et plkusieurs impression sont passé sans pb), mécaniquement ça me chiffonne quand même un peu et j'aimerai bien que tout soit d'équerre. Entre temps j'ai retouché à différends réglages sous Cura : - remplissage de 5% au lieu de 15% - rétractation toujours à 1,5, mlais vitesse passée de 25 à 15 - mode de détour ; désactivé (il était sur "à l'intérieur du remplissage") -"décalage en Z lors d'une rétractation" et édacalage en Z uniquement sur les pièces imprimées", avec une hauteur de décalage en Z de 0,8mm Résultat, la buse ne racle plus le remplissage de la pièce (je ne suis pas non plus resté en permanence à côté) Hélas, ce matin : Toujours pareil, grrrr. J'ai récupéré sur mon HDD le gcode de la grosse pièce (4 jours d'impression) que j'avais lancé juste avant que les problèmes n'apparaissent, et vient de la relancer. Si le pb est présent avec, cela voudra dire que le soucis vient de l'imprimante, et n'est pas logiciel (enfin ne vient pas du tranchage). J'ai joint le dernier profil utlisé pour le tranchage (celui de la pièce ci-dessus), si des fois vous y voyez quelque chose d'anormal. Là je sèche . . . Bouloche.curaprofile
-
Impression de nouveau foiré au bout de qqq heures, snif. J'ai suivi tes conseils et vérifié les points suivants : - J 'ai desserré la vis du coupleur côté tige, vérifié qu'elle était bien en contact avec la tige du moteur et resserré de nouveau la vis. Les 4 vis (moteur/tige gauche/droite) étaient correctement serrées, tout comme les vis de fixation des moteurs et des deux montants verticaux - Pour les noix laitons j'ai un peu desserré certaines vis, désormais la barre de l'axe X a un peu de jeu en Z. - Pour la barre de l'axe X, le côté droit est plus haut de 0,6 / 0,7mm par rapport au côté gauche. Si je tente de régler cette mesure en bloquant un coupleur avec la main et en tournant l'autre, après plusieurs montée/descente en Z je me retrouve de nouveau avec ces 0,6 à 0,7mm de différence, je ne peux pas faire moins. Je suis preneur de toute idée pour régler ce problème, le coup de tourner les coupleurs à la main ne fonctionnant pas. Et comme les deux vis de fixation de la barre côté gauche sont inaccessibles (elles sont juste derrière le montant vertical), là comme ça je ne vois pas d'autre solution.
-
Bon, buse et PTFE changés. Qq photos en vrac du démontage : A noter que les deux vis reliant le corps de chauffe au radiateur n'étaient pas serrées . . . Une vue de la buse sur le corps de chauffe, on dirait qu'il y avait bien une fuite entre le corps et la buse. Le tube PTFE ne semblait pas spécialement abimé : J'ai remplacé PTFE et buse, Creality ayant la bonne idée de livrer deux buses d'avance. Pour le démontage (et surtout le remontage, avec la partie réglage de la longueur du tube), je me suis inspiré de cette vidéo : https://www.youtube.com/watch?v=IuvZLtB01e8 A partir de 8m30 environ. La titi procédure ne pouvant s'appliquer directement avec le direct drive, l'autre extrémité du tube PTFE (celle du haut) venant prendre appuis contre un machin en plastique guidant le filament en sortie d'extrudeur. Donc remontage, recalibrage du Z offset et : Cela ne fonctionne toujours pas J'ai depuis contrôlé : - La barre de l'axe X; elle est plus haute de 0,9mm sur la droite (contrôle avec une équerre et des cales d'épaisseur); il n'est malheureusement pas possible d'y faire quoi que ce soit, car en faisant qq aller/retour de l'axe Z ce décalage revient. Pour ceux qui connaisse bien la CR10, sur la droite on a deux vis de fixation accessible, mais sur la gauche elle sont cachées par l'axe verticale, donc inaccessible. Je n'ai pu tenter de jouer que sur celle de droite, sans le moindre effet. Cependant, je pense que du moment que cette barre est bien parallèle avec le plateau, cela ne devrait pas avoir de conséquence. - Le plateau a lui aussi était reréglé. - J'ai regardé les deux galets montés sur excentriques, on ne pouvait pas les tourner à la main (ou alors en mode bourrin) : j'ai un peu desserrer tout ça. - Plateau et ensemble extrudeur/corps de chauffe coulissent correctement sur leur axe respectif. - Vérifier mes filaments au pied à coulisse, ils ont un diamètre correcte (en gros un centième en plus ou en moins. - Vérifier l'état de la buse, désormais il n'y a plus dépôt de filament dessus. J'ai cependant remarqué en relançant une impression que la buse racle la pièce, tout particulièrement lors de certaines étapes de remplissage (15% sous Cura). Je suppose fortement que le problème vient de là, mais alors pourquoi, mystère . . . Pour rappel j'avais fait une première impression de 3/4 jours qui s'était parfaitement passée, et cela a brusquement commencé à merdouiller à la deuxième. Les deux impressions (la partie avant et arrière du Faucon Millénium) ayant été tranché en même temps, avec les mêmes réglages sous Cura. Actuellement je tente une nouvelle impression, avec la pièce alignée sur l'axe Y et non X, mais vu les bruits horribles de raclement je suis sceptique sur le résultat final . . .



-
Bonjour à Tous, Possesseur depuis qq semaines d'une CR-10 V3 équipée d'un BL Touch, je viens de me trouver brusquement confronté au problème d'impression suivant : Des bouts de filaments qui "filochent" et pendouillent un peu partout, un peu comme s'il y avait un soucis de rétractation et/ou de filament collant à la buse. L'impression précédente, qui avait durée pas loin de 4 jours, s'étant elle déroulé sans le moindre soucis; je n'ai entre temps touché à aucun réglage, que ce soit au niveau de l'imprimante ou de Cura Pour les deux j'utilise de l'Ice filament chauffé à 200°C, avec des couches de 0,1mm et une rétractation de 1,5mm et 25mm/s. J'ai fait un nouvel essai avec une rétractation de 5mm, avec la bobine livrée avec l'imprimante, même résultat : Une photo de la buse : C'est à ce moment là que je me suis aperçu que la buse était extrêmement sale, avec le filament remontant dessus. Cela ne se voit pas sur la photo, mais on dirait que la buse semble fuir non pas du filament mais une sorte de résine; est-ce une fuite venant de la jonction avec le bloc de chauffe, ou des résidus qui remontent, je ne sais pas. J'ai alors nettoyé la buse et relancé l'impression d'un trancheur de tube PTFE, avec une autre bobine : L’impression s'est bien déroulée, mais contrairement aux pièces précédentes celle-ci ne comporte pas de détails fin pouvant provoquer l'apparition de"filoches" de filament. Quand à la buse, elle semble de nouveau recommencer à se salir. Avez-vous une idée sur l'origine du problème ? Je me trompe peut être, mais je pense à un soucis de fuite plus que de rétractation (le passage de 1,5mm à 5mm n'ayant rien changé). Et avant de me lancer dans le démontage de la tête pour nettoyer, voir changer buse et tube PTFE, j'aurais souhaité avoir votre avis la dessus. Merci d'avance :-)





-
Bonjour à tous, Après avoir débuter l'impression 3D abec une K8200 il y a trèèès longtemps de ça, j'ai mis de côté l'impression 3D durant plusieurs année, avant d'y revenir de nouveau avec une CR-10V3 il y a qq semaines de ça. Je tourne actuellement sous Linux sur mon PC personnel, et tranche avec Cura. Voilà voilà

