J2P
-
Compteur de contenus
6 -
Inscrit(e) le
-
Dernière visite
Récompenses de J2P
")





-
étanchéité des pièces imprimées en 3D
J2P en réponse au topic de J2P dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, Un énorme merci pour vos nombreuses réponses. Je ne peux pas accéder à l'intérieur de ma pièce, je vais donc commencer par suivre les conseils de réglages donnés par Prusa. Puis, si nécessaire, tenter l'aérosol externe. Cordialement JPP -
étanchéité des pièces imprimées en 3D
J2P a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Je viens d’imprimer une pièce destinée à faire le lien entre plusieurs tuyaux d’arrosage dont l’objectif est de visualiser le niveau de remplissage de ma cuve de récupération des eaux de pluie et d’offrir la possibilité d’ouvrir l’arrosage manuellement. J’ai donc une cavité interne et 3 sorties aux bons diamètres pour fixer les différents tuyaux : celui provenant de la cuve, celui vers un tube transparent fixé verticalement sur un mur et celui équipé d’un robinet vers l’arrosage. En gros j’ai fabriqué un « distributeur 3 voies » que je ne peux trouver dans le commerce vu l’emplacement et la fixation que je lui destine. Lorsque je remplis cette pièce avec de l’eau en levant les 3 tuyaux que j’y ai raccordés, le plastique suinte et l’eau se vide complètement au bout de quelques heures. Comme si la paroi de mon « distributeur 3 voies » était poreuse. J’ai imprimé en PETG (la pièce sera en plein soleil) à 30 % de remplissage. Je peux bien sûr ajouter du silicone en externe. Mais existe-t-il une solution plus sérieuse ? Bien cordialement JPP -
Constitution d’une boule lors de la première couche
J2P en réponse au topic de J2P dans Entraide : Questions/Réponses sur l'impression 3D
Merci. Les feuilles sont en rupture de stock chez Prusa. A suivre. Encore bravo pour votre forum. -
Constitution d’une boule lors de la première couche
J2P en réponse au topic de J2P dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J’ai mis un peu de temps à compléter cette discussion car le phénomène ne s’est pas reproduit. Mais probablement grâce à vos conseils. En premier lieu, le PETG que j’utilise est acheté chez Filimprimante3D et porte, chez eux, la référence : DAF244696 ; Bobine PETG 1,75 mm argent 4,5kg – dailyfil. Pour les impressions lors desquelles une boule s’est constituée (avant d’avoir vos réponses sur ce forum), j’ai utilisé les paramètres de base proposés par Prusa pour le PETG : Température buse : 1ere couche : 230°C ; autres couches : 240°C. Température plateau : 1ere couche : 85°C ; autres couches : 90°C. Et j’ai une Prusa i3 MK3S+ équipée d’une sonde PINDA Sur votre conseil, j’ai commencé par déshumidifier la bobine comme indiqué. Et j’ai baissé la température de la buse à 225 °C. Enfin j’ai nettoyé le plateau (si on parle bien de la plaque mobile qui s’aimante sur le chariot) avec du produit vaisselle comme indiqué (en plus de l’alcool isopropylique que j’utilise avant chaque impression). Donc j’ai suivi tous vos conseils forts éclairés. Un grand merci. D’ailleurs félicitations pour la tenue à jour du Glossaire : belle idée. Et le phénomène ne s’est plus reproduit. Petite question : vous parlez d’une feuille PEI et d’une feuille texturée. Est-ce 2 supports différents ou est-ce le plateau évoqué ci-dessus que l’on retourne ? Moi, j’ai l’impression que les 2 côtés de mon plateau sont identiques. Et Prusa ne m’a fourni qu’un plateau. Je vais prendre un peu de temps pour consulter votre site et continuer ainsi à progresser. Dois-je fermer cette conversation ? -
Constitution d’une boule lors de la première couche
J2P en réponse au topic de J2P dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour aux contributeurs, Je suis impressionné par la célérité de vos apports ! Merci. En premier lieu, j'ai oublié de préciser que c'est essentiellement en PETG. Je ne me rappelle pas l'avoir eu en PLA. Concernant la pré-constitution de la boule avant le lancement de l'impression, ce n'est pas possible. Je vérifie systématiquement et j'utilise une petite pince pour enlever tout filament résiduel avant de lancer. Sur vos autres remarques, en effet, je suis resté de longues minutes à observer le dépôt de la première couche, mais n'ai jamais pu visualiser le phénomène. Je vais filmer et reviendrai vers vous. En attendant, je vais relire et essayer de bien comprendre vos écrits (notamment le terme ooze). Ce que je perçois, c'est que vous éliminez systématiquement un défaut du bed. Ce qui supprime quelques tutos Prusa... Sachant qu'en ce moment j'imprime des pièces très grosses (60 h l'actuelle), ma prochaine première couche (que je vais filmer) est jeudi. Je reviendrai compléter cet échange en fin de semaine si le phénomène se produit à la prochaine pièce. -
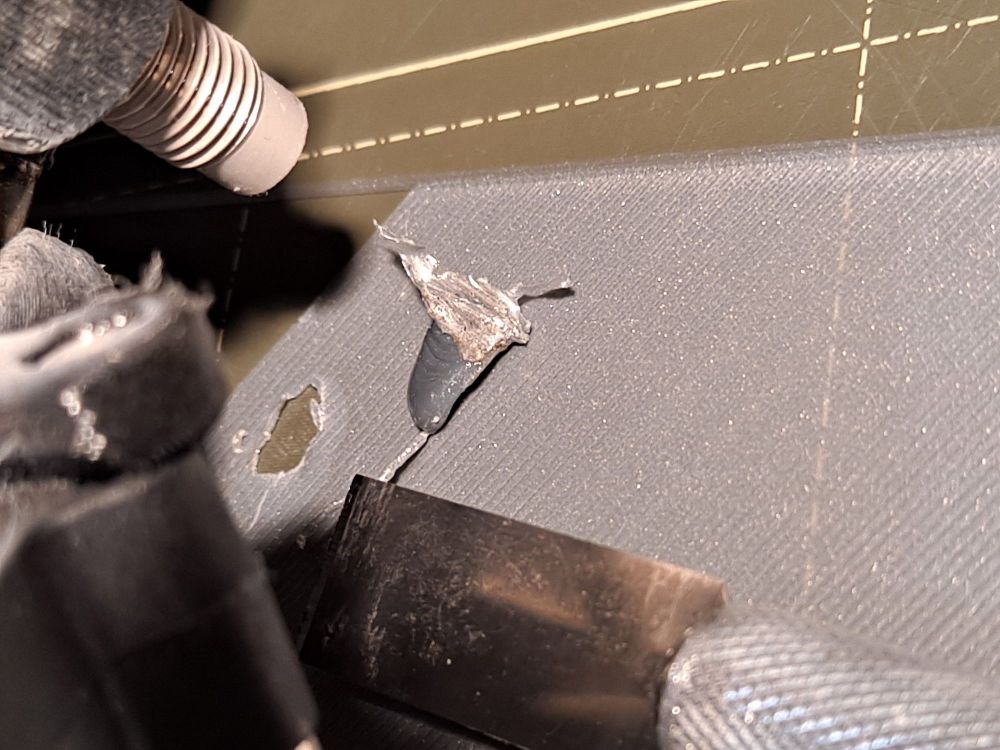
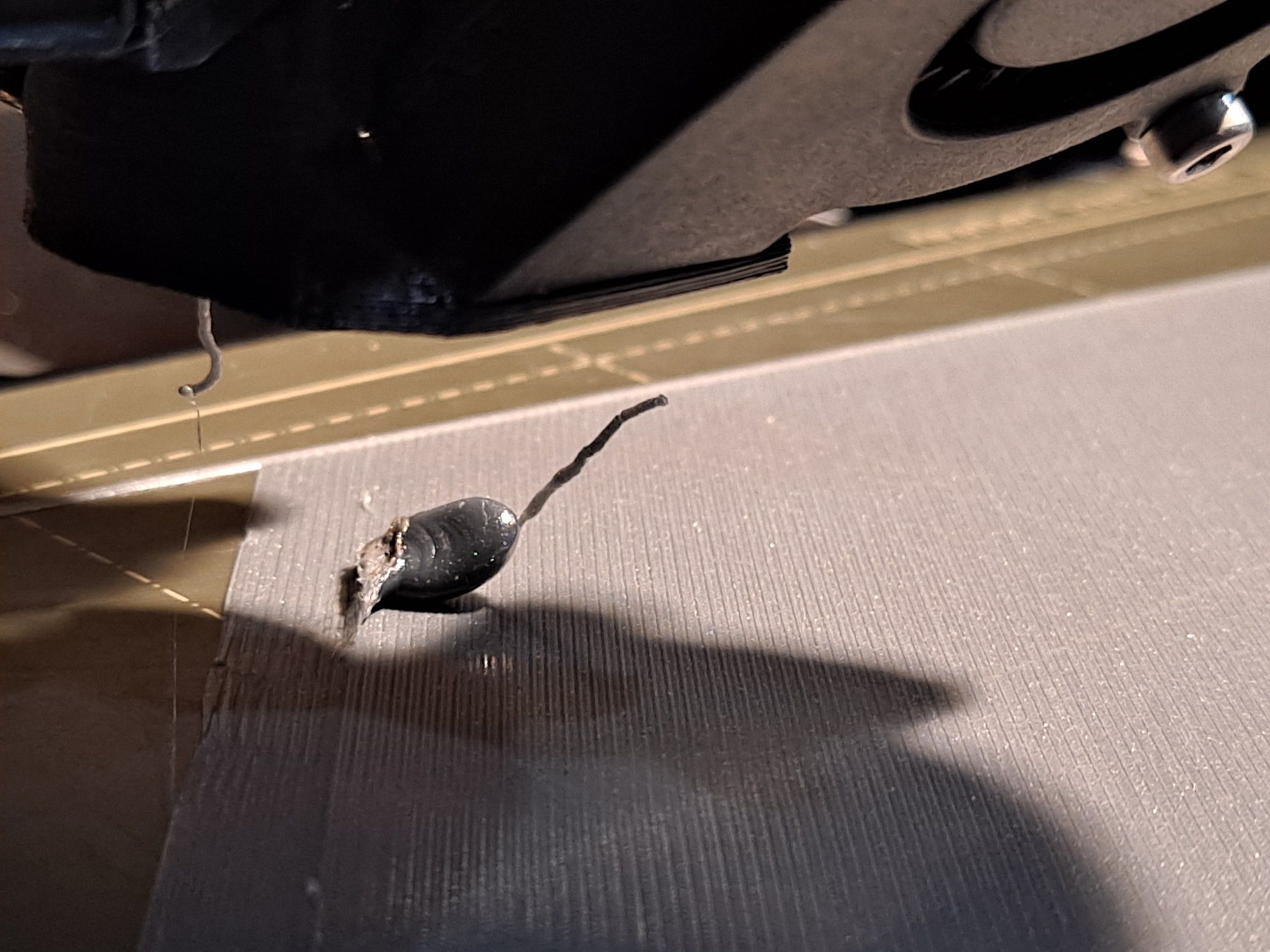
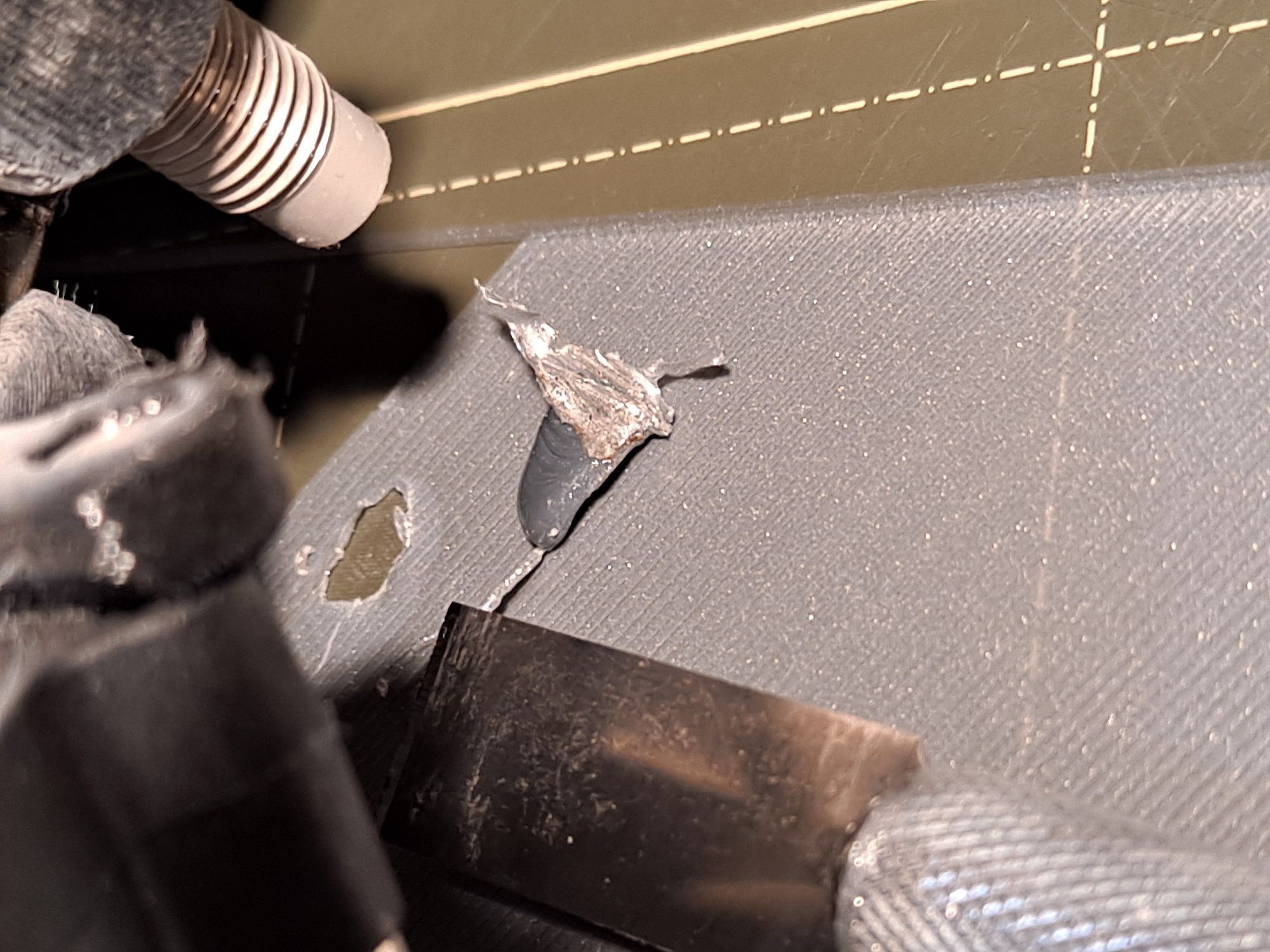
Bonjour, Depuis quelque temps, sur une Prusa MK3, j’ai une impression de qualité très irrégulière. Parfois, les pièces sortent impeccables. Mais il arrive souvent qu’une boule de plastique se forme lors de la première couche (voir photos avant découpe et après découpe). Souvent dans la même zone du bed. Ainsi une boule se forme et fait du bruit à chaque aller-retour de la tête. Quand je suis là, je mets la machine en pause et je découpe cette surépaisseur au cutter. Puis tout se passe bien. La face inférieure de la pièce a une marque à l’endroit où se trouvait la fameuse boule. Mais la pièce est parfaite pour le reste. Lorsque je pose la question à Prusa, ils m’envoient des tonnes de liens pour refaire tous les réglages et changer des pièces. Je pense qu’un expert saurait éliminer les causes improbables et m’orienter vers le (ou les quelques) réglage(s) à effectuer ou la (ou les quelques) correction(s) à faire ou la pièce à changer… Si l’un de vous connaît le problème et qu’il sait ce qu’il faut contrôler/modifier/réparer, je suis preneur. Car si je me lance dans ce que Prusa me conseille de faire, je ne peux que prendre le risque de détraquer ce qui marchait. J’ai recherché dans le forum si cette question vous avait déjà été soumise et je n’en ai pas l’impression. Bien à vous JPP