Dgils
-
Compteur de contenus
244 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Dgils
-
Bonjour a tous les possesseurs de centauri carbon. Je dois regarder pour proposer une offre de prix dans le cadre d'un projet achat de 3 machines. Et j'hesites entre toutes ces machines. Babulab x1c sovol sv08 kobra s1. J'ai regardé de multiples tests et toutes me parraissent bien avec leur avantage desavantage. Donc ma question est niveau fiabilité ca vaut quoi ces imprimantes et laquel serait la plus a meme de repondre a un usage regulier intensif et avec une certaine facilité de depanage/entretien. Merci pour vos reponses
-
merci pour vos avis
-
Bonjour, j'ai le choix : choisir une tronxy s5x d'occasion pour 130 eur et la bidouiller ou pas s'embeter et prendre une elegoo centauri carbon a 350 la poser et la demarrer ? A savoir que j'ai un paquet de pieces de rechange genre alim 24V, une carte lerdge Z avec toute la connectique des ventilo, ecran tft35 .... et de la ...non pas de la patience mais de la niaque. lol (j'ai reussi a faire tourner frankendeltastein lol) que me conseillez vous ? ou une creality k1se a 180 euros d'occasion ? a la limite ?
-
peux tu aussi mettre une photo de la piece imprimée et du probleme ? deja pour commencer, alors je dirais de refaire ce modele mais en simplifié juste la ou tu as les problemes et d'essayer d'imprimer pour voir si tu as le probleme.
-
calibration aux petit ognions d'une imprimante delta sous marlin
Dgils a posté un sujet dans Le coin des Deltas
Choses promises choses dues voici un condensé des etapes de calibrations d'une delta, si vous voulez approcher la perfection au niveau des dimensions. Je vous previens c'est long et c'est bien ch...nt mais apres vous avez la bete bien calibrée. Donc la partie mecanique est valable pour toute les deltas. Par contre la partie marlin....bien sur, que pour celles qui sont sous marlin. Je prevois de passer en klipper... 10ans de galere lol. Mais c'est pas pour tout de suite, maintenant elle bosse et elle a du temps a rattraper. Mais la voir se deplacer c'est du bonheur. Et c'est beaucoup de fierté d'avoir mis les mains dans le cambouis. Prochaine etape, le caisson avec un systeme de chauffage piloté. Je mettrais des photos Guide_calibrage_delta_complet.pdf -
Bon merci quand meme pour toutes les aides, donc je resume la situation. Quand on est un gros c.. comme moi ... on ne verifie pas 1 fois mais 2. En gros le probleme vient bien que les moteur A B C n'etaient pas reliés aux endstop A B C ....ca devait etre genre AA BC CB.... Bref ca c'est resolu. Je viens juste de lire ton Post Robert et tu confirmes ma solution. J'en profite pour parler de l'autre probleme d'impression degueu. Ca c'est du au profil de l'imprimante dans cura 5.7.2. Pour une raison que je ne m'explique pas autrement que le profil generic que j'avais choisi kossel (qui n'est plus dispo dans la version 5.10.2) etait juste avec la spiralisation. C'est a dire que meme si je desactivais la fonction spiralisation (pour faire les vases) Cura forcait ce mode systematiquement au moment de generer le gcode. J'ai donc decide de : Supprimer le profil de la delta et d'en recreer un. Mais meme probleme. Du coup je me suis dit que le probleme venait peut etre de cura lui meme (meme si la ender 3v2 n'etait pas impactée). J'ai upgrader avec cura 5.10.2 mais comme il reprends les profil de la version anterieure ...meme probleme. J'ai supprimé le profil de la delta ...et de la ender du coup et j'ai utilisé le profil de la flsun q5 qui est une delta. J'ai degagé les gcode de start et de end par defaut pour mettre des gcode standard de demarrage. Resultat plus de problemes de spiralisation. Je suis en train d'imprimer et je vais voir si il y a le probleme de portefeuille dans les paroies. Pour info je me suis appercu aussi que flsun q5 utilise une gestion de gcode different d'une ender ou d'une d'une delta que j'utilisais avant. La facon d'imprimer, par ou il commence la piece, comment il fait les contours ....bref c'est plus ...optimisé. Donc la Q5 etant la plus ancienne je crois. Je vais tester avec la SR qui je crois n'est pas encore sous klipper et par curiosité j'essayerai avec la base V400. Pour ceux que ca interresse. Prochaines etapes : -la calibration des X et Y pour obtenir ou se rapprocher le plus possible de: 100 mm demandé, 100mm obtenu. Donc dans un premier temps reglage du delta radius en affiné. je teste par iterations 174.0 174.4 174.8 et apres je me fait un tableau de dimension. J'aurais a ce moment au moins un des axes a 100 ou extremement proche Comme X et Y ne seront possiblement pas pareil, Je sais deja que va falloir que je regle le brim. Encore une fois merci pour toutes ces idées, controles, aides.... de la communauté. Je dois etre le dernier bidouilleur du genre lol. PArce que meme sur le forum reprap, il me prennent pour un extraterrestre lol. C'est pas exclu que je fasse une petite video ou un article qui reprendra un peut toutes les galeres que j'ai rencontré a tous les niveau, meca elctro software ... Meme si ca sert a rien, on ne sait jamais. Juste pour ceux qui seraient exasperés en me lisant et en pensant tres fort ... mais pourquoi il a pas verifié ca et ca et ca aussi et pourquoi il l'a pas fait avant .... Ben parce que meme si maintenant je connais un peu la machine, c'est pas inné la recherche de pannes, solutionner les pannes, lire plein d'articles, de pas les retenir ou pas les comprendres. Le seul truc que j'ai pour moi...c'est que je lache rien. Mais p... qu'est ce que c'est formateur.
-
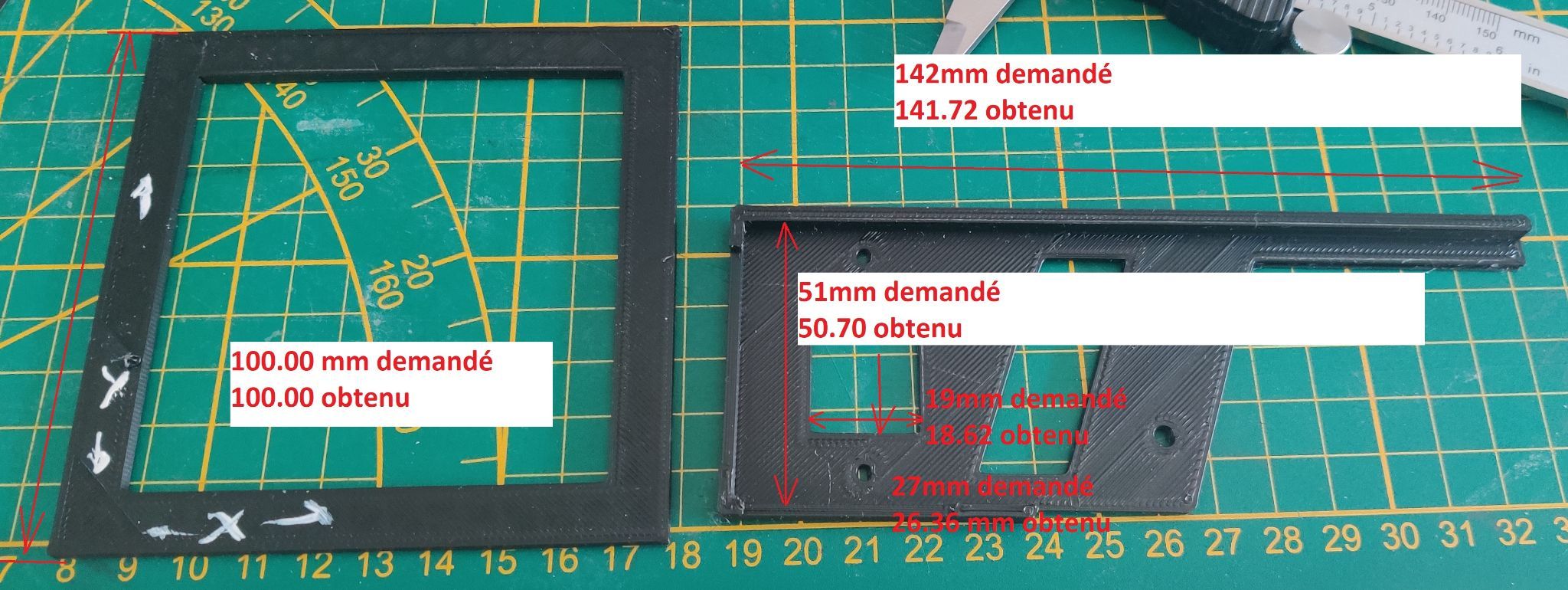
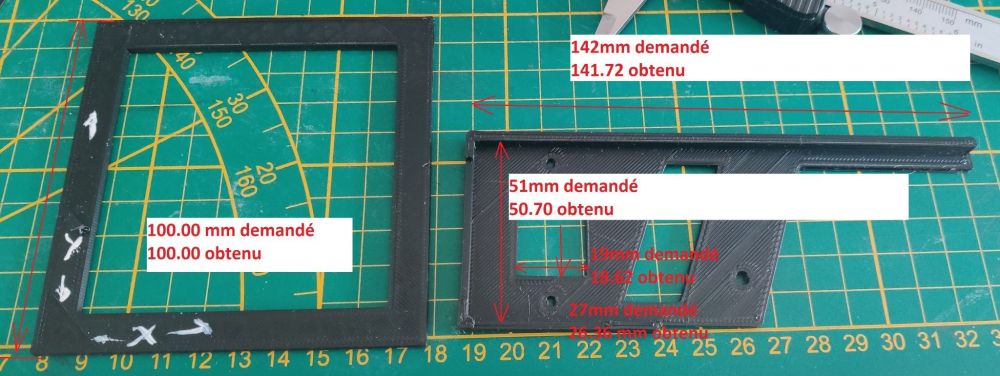
Bonjour, j'ouvre ce post car je ne comprends pas une chose. Sur la ender 3v2 apres le reglage des steps sur X et Y fusion360 pour la modelisation du fichier. Cura 5.7.2 pour le slicing en qualité 0.2 pour les 2 pieces pour le probleme merci de regarder l'image. C'est la meme bobine. le meme sliceur le meme logiciel de CAO. j'ai laisser chauffer 15 min avanvant de lancer l'impression dans les 2 cas. J'ai bien attendu dans les 2 cas que le plateau refroidisse completement avant de decoller la piece. alors pour info hier j'ai fais une premiere impression de la piece. Puis ce matin j'ai eu le probleme avec le auto homing qui ne fonctionnait plus. Et j'ai resolu le probleme avec le reset. (voir mon autre post de la journée. Du coup j'imprime le carre de test. je me dis que peut etre qq chose a changé. Donc le re-slice et re-imprime la piece . Et j'obtien exactement les memes dimensions que avant le reset. j'obtiens des differences de fous. Comme vous pouvez le voir Serieux je vois pas vraiment ou chercher. Je vais reessayer une derniere fois a partir J'ai mis la piece test alim box.f3d en attaché. Il faut renommer le fichier .txt en .f3d pour l'ouvrir dans fusion alim box.txt
-
Bonjour, Apres avoir servi en intensif. J'ai ma ender 3v2 qui ne fait plus l'auto homing. Enfin presque. Elle fait le x sans probleme : recule un peu, revient puis s'arrete quand le contact est enfoncé. Elle passe au Y, recule un peu, revient puis s'arrete quand le contact est enfoncé Enfin le Z, elle monte un peu puis redescend. Elle vient toucher 2 fois le capteur z. Donc jusque la pas de problemes. le auto homing fonctionne correctement Mais elle reste bloquée au niveau du menu. Me disant de ne rien faire jusqu'a la fin du auto homing. Elle ne sort pas du menu auto homing et meme en appuyant sur le bouton ou en tournant la molette ca reste bloqué dans ce menu Le seul moyen c'est d'etteindre la machine. j'ai le firmware 1.0.2 j'ai essayé avec et sans la carte memoire ou on stocke le fichier pour imprimer pour voir ca ne change pas. j'ai reverifier les cablage moteurs et capteurs (pas sur la carte car faut ouvrir et je l'ai jamais fait Je n'ai rien touché a la machine dans les setups depuis... tres longtemps voir toujours je ne l'ai pas deplacé. Toutes les autres fonctions comme le pilotage manuel de la position ou la chauffe fonctionnent bien sur elle fonctionnait encore hier. Plus d'idées sur le sujet car aucun moteur ne force, et le mouvement est interrompu quand les fin de course sont activés, tout se fait correctement....sauf le auto homing J'ai deja regardé les forum sur le sujet et j'ai rien trouvé qui correspond a mon cas. ..... bon je viens de trouver la solution. Dans les settings de la ender il y a le bouton reset configuration. Voila j'ai fait ca. Et maintenant le auto homing fonctionne a nouveau. Je laisse ce post. comme ca si qq1 a le meme probleme...
-
tour de debit interpretation du resultat
Dgils en réponse au topic de Dgils dans Entraide : Questions/Réponses sur l'impression 3D
Salut desolé pour le retard... ton message etait sur la page 2 et quand je clique il allait que sur la page 1 bref je le voyais pas. alors 1.6 c'est pas la hauteur de couche mais l'epaisseur de la paroi. Donc pour info apres avoir ajusté le bon debit est a 115 et je n'ai plus du tout l'effet portefeuille. J'ai laissé 100 pour le debit sur le plateau. Et c'est nickel. J'ai commencé a accelerer l'impression et je suis a 280 pour la vitesse de remplissage et 160 pour les parois externe et je garde un tres bon resultat. Maintenant je passe a la calibration des dimensions avec le teste du cube 20x20x20. En tous cas merci pour avoir aidé et donné des pistes ou regarder. -
tour de debit interpretation du resultat
Dgils en réponse au topic de Dgils dans Entraide : Questions/Réponses sur l'impression 3D
oki, je le suis pour l'extrusion pas le choix. par contre je viens de decouvrir des parametres completement bizarre dans cura... ceci expliquerait cela.... Et je ne comprends pas d'ou ils viennent et je pensais avoir verifié...comme quoi. ca a enormement corrigé le probleme. L'effet porte feuille est encore visble mais beaucoup moins. Donc je vais augmenter a 150/100 le debit et voir ce que ca donne, le parametre c'etait dans extrudeur diametre du materiaux compatible... au lieu de 1.75 c'etait 2.85mm du grand n'importe quoi. -
tour de debit interpretation du resultat
Dgils en réponse au topic de Dgils dans Entraide : Questions/Réponses sur l'impression 3D
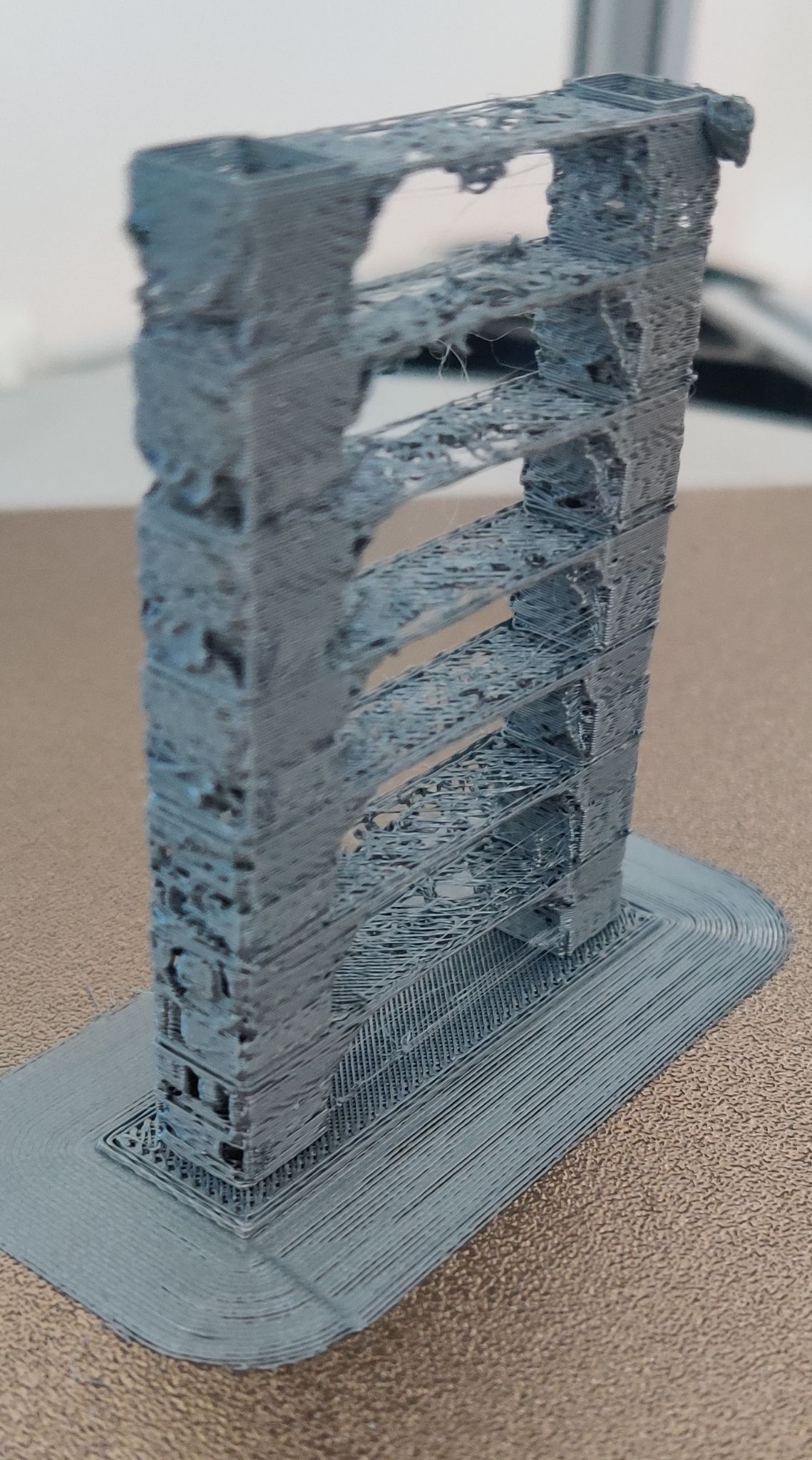
bon pour info j'en suis a 200/100 de debit et j'ai toujours le probleme de portefeuille les parois verticales qui ne s'agglomerent pas. est ce que ca peut etre a cause du refroidissement de la tete ou du plateau ou les 2 combimés ? Les moteur sont des 3cm et meme si ils tournent vite peut etre le debit n'est pas assez ? accessoirement c'est pas un reglage, c'est plutot un probleme, et je sais vraiment plus ou regarder -
tour de debit interpretation du resultat
Dgils en réponse au topic de Dgils dans Entraide : Questions/Réponses sur l'impression 3D
concernant le filament dans l'extrudeur. le filament tient tres bien je n'arrive pas donc l'extrudeur n'est pas en cause. conernant le test de l'extrudeur. la buse est chaude car il y a la protection d'extrusion en dessous de 180degres et concernant le filament passé dedans ? dedans quoi ? le tube qui va a la tete ? c'est pas un direct drive c'est un bowden. Donc pour mesurer je comprends pas pourquoi il devrait etre dans le tube qui va a la tete d'impression. Et je vois pas trop ce que ca change qu'il soit dans le tube ou pas et que la tete soit chaude ou pas. par contre j'ai refait un test avec un simple cube slicé dans cura. avec ca comme changement par rappor a la base : qualité 0.15 (me demandez pas pourquoi 0.15 c'est les parametre de la delta dans cura (j'ai : 0.06 0.1 0.15 0.2 0.3 0.4 et 0.6) paroie 1.6 hauteur de couche 1.6 remplissage 50/100 tete 205 bed 72 (c'est un gros bed alu et a mon avis ce que ca chauffe en dessous ca restitue pas tout au dessus. debit 150 au lieu de 100 Et la le resultat est bien mieux. Au moins c'est propre. J'ai encore l'effet porte feuille sur les parois hautes. La couche initiale est restée accrochée au contour. Mais au moins c'est propre pas degueux comme avant du coup je vais augmenter le debit doucement et voir si ca fait qq chose. Par contre toujours pareil si vous voyez ou pensez a un truc sur le probleme. Pas de soucis je testes et je vous dit bon et pour les steps/mm j'ai remis a 404 et plus de problemes -
tour de debit interpretation du resultat
Dgils en réponse au topic de Dgils dans Entraide : Questions/Réponses sur l'impression 3D
alors pour le test des 100mm, j'enleve le tube de l'extrudeur. Je mets le filament a ras de la sortie j'extrude 100mm dans les settings de l'imprimante ou de pronterface. je mesure au pied a coulisse. en fonction du resultat j'ajuste la valeur du step/mm dans le menu de l'imprimante ou via pronterface. et je store soit depuis le menu de l'imprimante soit depuis pronterface avec M500 Accessoirement j'ai testé 500step/mm pour l'extrusion. J'ai lancé le print de la tour d'extrusion Lle resultat est completement debile : -ca fait avancer les 3 moteurs des tours tout lentement -Ils sautent des pas ou se bloque je sais pas trop -et bien sur ca vient taper dans le plateau. Je comprends pas pourquoi en changeant le parametre de l'extrudeur ca vient mettre la misere dans les deplacement de l'imprimante.... Alors que dans dans les menus de l'imprimante chaque moteur peut etre regle independament pour les steps/mm derniere chose j'ai changé le debit dans cura pour le materiau de 100 a 200 ca a amelioré la qualité d'impression. Je teste avec un debit a 300 pour voir -
tour de debit interpretation du resultat
Dgils en réponse au topic de Dgils dans Entraide : Questions/Réponses sur l'impression 3D
si tu as ou qq1 d'autre a une meilleure idée je prends. J'ai oublié de dire que l'extrudeur est un modele titan avec un demultiplicateur. Donc j'avais deja du changer les step/mm pour la demultiplication oui les 2 ventilo fonctionnent. -
tour de debit interpretation du resultat
Dgils en réponse au topic de Dgils dans Entraide : Questions/Réponses sur l'impression 3D
c'est la delta. j'ai pris le fichier disponible dans cura. et je l'ai slicé dans cura. en tous cas dans cura j'ai choisi l'imprimante delta et j'ai slicé avec l'imprimante delta. J'ai refais une 2em tour d'extrusion et le resultat est tres proche du premier test quoique un peu mieux sans rien changer. J'ai soupconné que peut etre le fils qui etait sur la machine avait vecu (pourtant stocké tres au sec et au chaud. Mais ca le fait avec d'autre produits plus recents. Je viens d'essayer d'imprimer un modele que j'ai fais en poussant a 120 le debit dans cura et je rencontre sur les epaisseurs de mur le meme probleme de sous extrusion que j'avais sous la ender. L'effet couche qui se touchent sans s'agglomerer. Par contre en verifiant les valeurs et en les modifiant pour que ca sorte 10cm (j'avais changé l'extrudeur sur la ender) le probleme etait reglé. La j'ai une extrusion correcte. CAD je demande 100 mm en extrusion et j'ai 100mm d'extrudé mais quand j'imprime j'ai l'impression que il manque de la matiere. Je vais tenter 150 au lieu de 100 pour le debit et je vais voir si ca solutionne le probleme. Je fais incrementer comme ca pour voir si ca resout le prob. Par contre c'est pas precis du tout, et je ne sais vraiment pas quel parametre regarder pour solutionner le probleme Si vous avez une meilleure idée. Alors pour info je viens de voir que l'on peut mettre des valeurs au 10eme dans les steps/mm donc je pouvais ajuster pour coller encore plus pres de la valeur de 100mm, mais ca n'a pas de sens car il n'y a pas assez de matiere. Accessoirement merci a tous ceux qui font des reply et proposent des idées -
tour de debit interpretation du resultat
Dgils en réponse au topic de Dgils dans Entraide : Questions/Réponses sur l'impression 3D
la buse est pas bouchée j'ai verifié 205/67 pour les temps et la bordure... c'est le fichier. apres le coté moche ca ... aucune idee -
tour de debit interpretation du resultat
Dgils en réponse au topic de Dgils dans Entraide : Questions/Réponses sur l'impression 3D
ca je l'avais deja fais et ca oscille entre 403stp/mm 99.87mm et 404stp/mm 101.2mm toujours pour 100mm demandé. Et j'ai preferére une legere surextrusion. mais c'etait pas ma question et je m'appercoit que la photo n'est pas attachée. Ma question est qu'est ce que je regle pour pas avoir une impression degeu comme ca.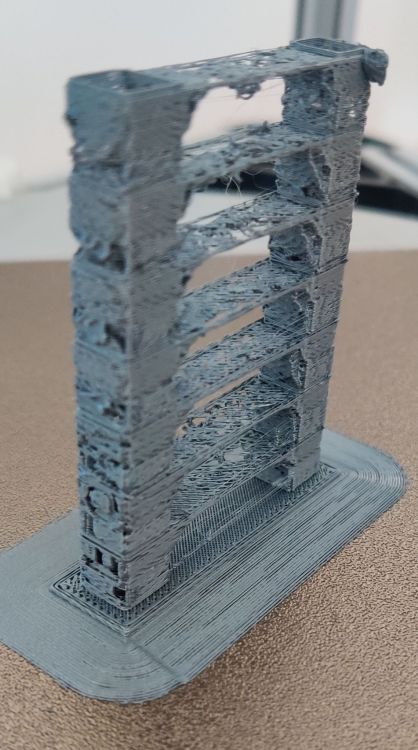
-
tour de debit interpretation du resultat
Dgils en réponse au topic de Dgils dans Entraide : Questions/Réponses sur l'impression 3D
404stp/mm, je l'avais modifié par rapport au 100mm demandé -
tour de debit interpretation du resultat
Dgils a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Bon j'ai effectué l'impression de la tour de flow de cura. Maintenant je regle quoi pour ameliorer la qualité ? A savoir que j'ai verifier l'extrusion et je suis a 101.2 pour 100mm extrudé. j'ai un extrudeur titan si ca peut aider. et une carte skr1.3 +tmc2209 et le systeme est un marlin 2.x qq chose. Si il faut d'autres info hesitez pas -
Bonjour, Petite question. J'ai vu que ledger proposent de piloter la chauffe du bed via un module de control externe a la carte pour chauffer direct en 220V. Est ce que cette technique est adaptable sur d'autres carte la SKR entre autre ? Si oui il y a des modules en vente pour la skr ?
-
switch mode pid au lieu du mode bangbang pour le bed
Dgils en réponse au topic de Dgils dans Paramétrer et contrôler son imprimante 3D
bon c'etait trop beau. La compile a genere plein d'erreurs partout car tous les autres fichiers ne sont pas de la meme version. je vais creer un nouveau projet et inclure tes fichiers le marlin que je telecharge c'est le marlin 2.1.2.5 ? ou le 2.1.2.5 with bug fix ? -
switch mode pid au lieu du mode bangbang pour le bed
Dgils en réponse au topic de Dgils dans Paramétrer et contrôler son imprimante 3D
puree merci man, tu sais pas comment j'ai galeré pour avoir ces fichiers car ils n'existaient pas dans la version 2.1.1 je crois. c'est un mix de 2 ou 3 fichiers differents. Je comprends mieux pourquoi j'ai plein de galeres certaines fois. Exemple la je suis en train de regler le debit de l'extrudeur titan... ben si je modifiais dans le marlin il prenait pas en compte par la carte fallait que je fasse avec des m92..... Encore merci -
switch mode pid au lieu du mode bangbang pour le bed
Dgils en réponse au topic de Dgils dans Paramétrer et contrôler son imprimante 3D
voili voilou Configuration.h Configuration_adv.h -
Bonjour, sur un marlin 2.1.1 je voudrais essayer le mode pid //define pidtempbed. je vois qu'il entre en conflit avec le mode ban-bang mais je sais pas quelles lignes du mode bang bang pour eviter les message d'erreurs. Quelqu'un aurait une idée ? ou un lien ?
-
Alors j'ai pas trouvé de rubrique qui parle de gcode du coup je post la... je sais c'est une partie que les gens font via le slicer et on en parle plus. Par contre je recherche des scripts de gcode comme pour par exemple le test de debit de fils au demarrage de l'imprimante dans les ender 3v2. Avant de commencer l'impression il fait un trait sur la gauche du plateau tout en se rapprochant doucement du plateau. Ou un autre qui permet d'utiliser les données lors de l'auto nivelement du plateau pour en faire une carte visuelle. une 3eme qui est capable de gerer les differences du niveau de plateau. bon il y en a plein d'autres mais la c'est celle qui me viennent a l'esprit Et peut etre creer une rubrique software/gcode comme le coin des delta ...comme ca j'aurais 2 rubriques presques a moi lol