archimere
-
Compteur de contenus
45 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par archimere
-
Oui je crois que plus de rétractions serais la clé. Je vais essayer donc dognementer la dose ! Merci je vais auguementer.... Il y a personne qui réinvente la roue donc je crois que le talents ca ce partage !
-
Salut, dsl j’etais pas repassé depuis un petit bout. Voici un peut ma situations, vous verrez la ligne quand il fini sont tracés complet et monte d’une étage il fait cette sur goute surdimensionnée, ce qui a trait à une ligne. C’est la tout mon problème. Pour les déplacements, j’ai enlever le mode de levage et ça régler pas mal mon problème, qui est relié au même phénomène... blobs
-
Personne ? Vraiment utilise lextruder en dehors du plateau?
-
- autre - Marlin 1.1.8 3dtouch
archimere en réponse au topic de archimere dans Paramétrer et contrôler son imprimante 3D
Salut, J'ai décidé de me commander le optique capteur ! J'ai fait des test avec la fonction électrique direct, mais j'ai quelque variante légère quand meme ! 09:05:22.364 : Positioning the probe... 09:05:28.519 : Bed X: 100.000 Y: 100.000 Z: -5.049 09:05:34.447 : 1 of 10: z: -5.037 mean: -5.0367 sigma: 0.000000 min: -5.037 max: -5.037 range: 0.000 09:05:40.385 : 2 of 10: z: -5.038 mean: -5.0375 sigma: 0.000781 min: -5.038 max: -5.037 range: 0.002 09:05:46.318 : 3 of 10: z: -5.039 mean: -5.0382 sigma: 0.001120 min: -5.039 max: -5.037 range: 0.003 09:05:52.254 : 4 of 10: z: -5.046 mean: -5.0401 sigma: 0.003573 min: -5.046 max: -5.037 range: 0.009 09:05:58.184 : 5 of 10: z: -5.043 mean: -5.0407 sigma: 0.003391 min: -5.046 max: -5.037 range: 0.009 09:06:04.118 : 6 of 10: z: -5.046 mean: -5.0417 sigma: 0.003772 min: -5.046 max: -5.037 range: 0.010 09:06:10.057 : 7 of 10: z: -5.045 mean: -5.0422 sigma: 0.003718 min: -5.046 max: -5.037 range: 0.010 09:06:15.988 : 8 of 10: z: -5.040 mean: -5.0419 sigma: 0.003537 min: -5.046 max: -5.037 range: 0.010 09:06:21.923 : 9 of 10: z: -5.048 mean: -5.0427 sigma: 0.003910 min: -5.048 max: -5.037 range: 0.012 09:06:27.857 : 10 of 10: z: -5.052 mean: -5.0436 sigma: 0.004639 min: -5.052 max: -5.037 range: 0.015 Ca resemble a ca : Ca l'avance ! Jai un probleme de Bowden et de blobs. Est est ce que tu t'y connaitrais par hasard ? Jai pas reponse sur le Forum Prusa depuis 3 jours ... ?!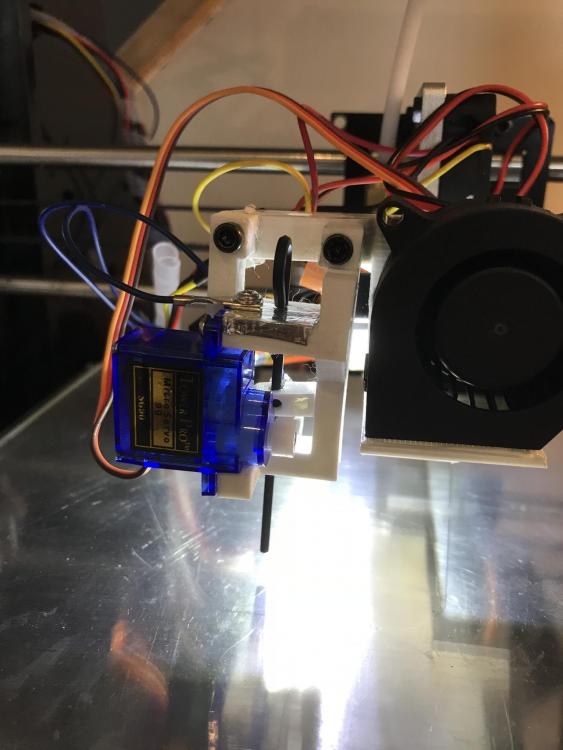
-
- autre - Marlin 1.1.8 3dtouch
archimere en réponse au topic de archimere dans Paramétrer et contrôler son imprimante 3D
???? -
- autre - Marlin 1.1.8 3dtouch
archimere en réponse au topic de archimere dans Paramétrer et contrôler son imprimante 3D
Hidius, j'ai mon 3dtouch qui marche plus ? Merde ! J’enlève le jus il monte et descend très bien mais quand je commande le g28, il ne déploie pas la tige ?! J'ai besoin qu'il marche se gaillard pour imprimer ton model de sensor ! Je ne sais pas trop quoi faire j'ai essayer de réinstallé ta copie avec Bltouch qui avait si bien marché pour moi la premier fois ! et non pas cette fois retour a la case depart ?! Tout était super bien ! Tout les petites commandes marchais bien, merci beaucoup De plus, je souhaite avoir le petit coté Prusa, avec step follow. J'espere que ca va pas trop être la misere comme installations, parce que ca fait 1an et 3 mois que j'en arrache avec ma Prusa ! Merci encore pour ton aide et a vous tous! -
Salut tout le monde, J'ai une belle petite Prusa i3 B et j'ai été vers le bowden avec le moteur a 30 cm plus haut. Je dirais que j'ai de bon résultat hors mis les blobs quand après un déplacement, il monte pour le déplacement ou s’arrête et repart. Je ne sais pas si vous avez déjà passé par dessus ce problème déjà, mais se forum regorge de gens talentueux. Moi j'ai plus d'idée a chercher sur des forum anglais lol. J'ai copier le slic3r Prusa multi Mk2, il est supposé fonctionner avec le même principe de bowden. Donc j’espère trouver des collègues qui seront m'aiguiller !!
-
- autre - Marlin 1.1.8 3dtouch
archimere en réponse au topic de archimere dans Paramétrer et contrôler son imprimante 3D
Btw je viens de me commander les nouvelles TMC 2130 silent step tu connais ? TMC 2130 Regarde ca next generation !!! -
- autre - Marlin 1.1.8 3dtouch
archimere en réponse au topic de archimere dans Paramétrer et contrôler son imprimante 3D
Non la micro switch c une vieille version, c avec ce model la : 3d touch Dit moi je ne peux decendre mon z offset, cela est du a une config dans le marlin exemple: #define Z_CLEARANCE_DEPLOY_PROBE ? je ne touch pas le plateau est jai beau lui envoyer le -6 il ne descend pas plus ... -
- autre - Marlin 1.1.8 3dtouch
archimere en réponse au topic de archimere dans Paramétrer et contrôler son imprimante 3D
Pour toi hidius, dit moi ce que tu en penses ?? 12:49:36.650 : M48 Z-Probe Repeatability Test 12:49:36.650 : Positioning the probe... 12:49:45.354 : Bed X: 100.000 Y: 100.000 Z: -0.142 12:49:51.276 : 1 of 10: z: -0.154 mean: -0.1539 sigma: 0.000000 min: -0.154 max: -0.154 range: 0.000 12:49:57.198 : 2 of 10: z: -0.156 mean: -0.1549 sigma: 0.000977 min: -0.156 max: -0.154 range: 0.002 12:50:03.151 : 3 of 10: z: -0.244 mean: -0.1846 sigma: 0.042084 min: -0.244 max: -0.154 range: 0.090 12:50:09.027 : 4 of 10: z: -0.141 mean: -0.1736 sigma: 0.041128 min: -0.244 max: -0.141 range: 0.104 12:50:14.949 : 5 of 10: z: -0.166 mean: -0.1720 sigma: 0.036925 min: -0.244 max: -0.141 range: 0.104 12:50:20.840 : 6 of 10: z: -0.132 mean: -0.1654 sigma: 0.036798 min: -0.244 max: -0.132 range: 0.112 12:50:26.762 : 7 of 10: z: -0.124 mean: -0.1595 sigma: 0.037048 min: -0.244 max: -0.124 range: 0.120 12:50:32.668 : 8 of 10: z: -0.104 mean: -0.1526 sigma: 0.039168 min: -0.244 max: -0.104 range: 0.140 12:50:38.591 : 9 of 10: z: -0.122 mean: -0.1492 sigma: 0.038138 min: -0.244 max: -0.104 range: 0.140 12:50:44.513 : 10 of 10: z: -0.122 mean: -0.1465 sigma: 0.037099 min: -0.244 max: -0.104 range: 0.140 12:50:47.107 : Finished! 12:50:47.122 : Mean: -0.146484 Min: -0.244 Max: -0.104 Range: 0.140 12:50:47.122 : Standard Deviation: 0.037099 12:50:47.122 : X:116.00 Y:160.00 Z:10.00 E:0.00 Count X:9280 Y:12800 Z:25600 -
- autre - Marlin 1.1.8 3dtouch
archimere en réponse au topic de archimere dans Paramétrer et contrôler son imprimante 3D
J’ai lu qui place le premier palpes à 45 mm du bord tu donc mettre moins aussi en changeant la valeur... Jai pris l’info sur : -
- autre - Marlin 1.1.8 3dtouch
archimere en réponse au topic de archimere dans Paramétrer et contrôler son imprimante 3D
Avec plaisir quand tu as fait la commande G29 l45.... dans repetierhost par exemple il t’apparaît une multitude d’informations en bas. Ce que tu vois à la tout fin est la correction que le program conclu pour avoir ton plateau a l’inverse des défaut ( juste à titre d’info )... bon pour le reste tu remontes la liste un peu plus, quand même assez haut te me dira ! Tu vois y voir les coordonnées du palpeurs, ça ressemble à ça : -0.100 -0.100 -0.100 -0.010 0.030 0.030 0.030 -0.240 -0.240 -0.090 0.000 0.040 0.040 0.040 -0.400 -0.230 -0.100 -0.010 0.000 0.010 0.030 -0.380 -0.240 -0.080 -0.000 0.020 0.060 0.110 -0.360 -0.220 -0.120 -0.070 -0.050 -0.000 0.170 -0.240 -0.240 -0.140 -0.120 -0.110 0.110 0.110 -0.140 -0.140 -0.140 -0.130 0.080 0.080 0.080 Tu copies alors tout ceci et tu le mes dans le gros carré, le reste des info c pour que tu retrouves les valeurs dans les 10 d’essaie que tu vas probablement faire ! Autre sujet : De plus la technique que je vais essayer pour ma part, est une technique qui est d’écrite par Tom’s guide sur you tube et d’autre problème relier à capteur ! Mais Hidius à en main le capteur le plus précis que j’ai vu sur toute le web !! Avec toute la contribution des explications en or ! C une mine d'info super ! -
- autre - Marlin 1.1.8 3dtouch
archimere en réponse au topic de archimere dans Paramétrer et contrôler son imprimante 3D
Super ! Tu m’inspires ! J’avais il y a 8 mois chercher à comprendre pourquoi mon capteur inductif n’était jamais droit après un auto leveling ! Et alors quelque sur le forum ma partager ceci http://www.maui-3d.com/cgi-bin/plotG29 Tu mets cette commande et tu colle la séries d’info dans la page internet! Et magie : G29 L45 R200 F30 B140 P7 l'imprécision des capteur me donnais des courbe de fou ! Même avec une vitre de 10mmm d’épais ???! J’ai donc essayer le pouch contact et c’était pas mieux ! J’ai donc utilisé un technique plus tôt moins orthodox et radical j’ai couper les fils et fait de la vise de coter d’origine le conducteur électrique du contact. En gros la tension métal à métal renvoie l’impulsion du contact avec un precision quasy parfaite ! Mes j’avais pas de auto leveling juste un leveling g28 tout égale à lui même.. j’ai donc acheter le 3D Touch, je vois que nous somme au même problème. je vais essayer le test mes j’ai peur que se ne sois pas concluant. Tu m’inspire donc l’installation du même bras que toi, mais par contre avec ma vis et un contac métallique de fin course. ! Je crois que nous aurions quelque chose d’assez optimal !! Merci beaucoup pour ton partage ! Si tu veux on reste en suivi dès développement. Je t’enverrai mon résultat demain pour la test de repeatability... se soir je suis off de l’imprimante a suivre ...
-
- autre - Marlin 1.1.8 3dtouch
archimere en réponse au topic de archimere dans Paramétrer et contrôler son imprimante 3D
Dit moi quand tu fais une série de commandes g30 au même endroit, as tu généralement une bonne précision ? Jai après bien sûr fais un g28, fais g30 quelques g30 et j’ai une moyenne précision ~0.15 de différence entre les palpes. Est ce que ce manque de precision nuit à l’impression ? Serais-t’il pas mieux de minimiser les palpations au minimum pour avoir un plateau plus précis? Peut être la vitesse y joue pour quelque chose... jaimerais avoir ton opinion sur la question Merci -
- autre - Marlin 1.1.8 3dtouch
archimere en réponse au topic de archimere dans Paramétrer et contrôler son imprimante 3D
Wow ! C tout simplement Wow !! Merci beaucoup du partage de ton firmware ! La config est parfaite je vais ajuster de mon coter, faire le reste des configs distance, mais je le vois 3d touch qui fontionne très bien !!! Je vais pouvoir reprendre les impressions tres bientot . thx ! -
- autre - Marlin 1.1.8 3dtouch
archimere en réponse au topic de archimere dans Paramétrer et contrôler son imprimante 3D
Super merci hidius, je suis impatient d’essayer ça se soir ! pour être sûr que je suis bien brancher, tu as pris les 3 pins prêt du ramps et tu a mis les deux autres dans z min ou z Max? merci pour ton aide ! -
- autre - Marlin 1.1.8 3dtouch
archimere a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Salut tout le monde, c’est la galère ! J’arrive pas à faire fonctionner mon nouveau 3dtouch. J’ai un marlin 1.1.8, j’ai lu sur les forums toutes les infos et je n’arrive pas a le faire fonctionner aidez moi svp. Il y a certainement quelqu’un qui a réussi à le faire fonctionner merci d’avance ! Ce qui se passe: je le branche dans les borne rapide prêt des ramps step motor. La lumière allume, il fait une sorte de test. Ouvre et ferme 3 fois et après plus rien. La commande m280 qui fait déployer Le Bras ou pas, fonctionnne pas. La lumière est toujours allumé et le magnet en marche. Il est écris stop ou fail. Je suis déjà pas sur, le conctact les deux fils doivent être sur z_pin min ou Max ? Motherboards geekteech rev a plus J’ai placé : Define z endstop define z pin 11 Define bltouch auto leveling bilinear Define num servo0 1 Jai remarqué qu’il ne reconnaît pas rev à plus ? Parce que si je n’ecris pas z_pin 11 en dessous de endstop dans config.h il me dit erreur de pin. Donc je conclu qu’il ne voit pas le rev_a_plus.h qui défini le pin ps: Je vous remercie, avant de me lancer une pierre, je m’excuse d’avance je ne puis pour le moment vous joindre ou coller mon texte intégral, mais de soir sans faute je serai à la maison et vous en joindrez le tout intégral. Mais entre temps peut être vos expériences seront résoudre mon soucis. J’ai passer 18h la dessus sans pouvoir imprimer a chercher pourquoi ! merci -
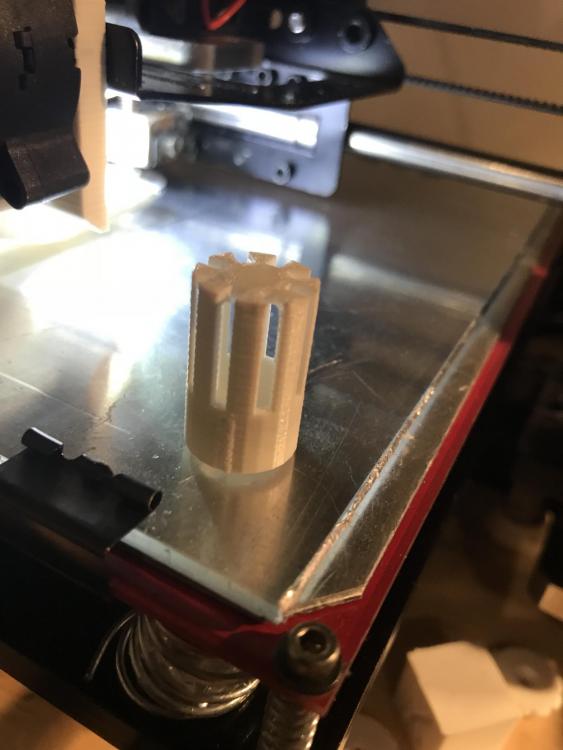
SalutJacky, merci de demander ! Tu sais comment je pas lâcher et je veux vraiment réussir ça! J’ai fait plusieurs test encore ! J’ai essayer tout ce que j’avais en palpeur, au finale le plus précis a été Electrique. Une vise et un bout de métal avec les deux contact dès que le courant passe elle donne le Z contact avec une précision de 0.01 à 0.03 de précision. Fais le test et donne moi des nouvelles svp ! G28 et après 10x g30 et dis moi si il a pas une erreur de ~.10 ?! Donc j’ai utilisé la vise de côté gauche et j’ai mis le plateau à niveau avec une bonne vieille feuille de papier ! Chez changer reptier pour cura 3.1 hier et c vraiment mieux. Pour finir le double extruder marche pas bien avec cura... je vais voir à étudier mieux le program je commence a voir ça, mais mon premier print depuis 8 mois qu’y est beau ! Wow ca fais du bien ! Tu avais raison pour les tiges il ne sont pas croche, mais qu’elle erreur de sonde de palpe !! J’ai eu des image de plateau croche à cause de ça, par centaine ! Moi je trouve que l’erreur de ~.08 fausse beaucoup toute mes prints. J’utilise une buse .35 et essaie d’avoir une qualité de .03 normalement..
-
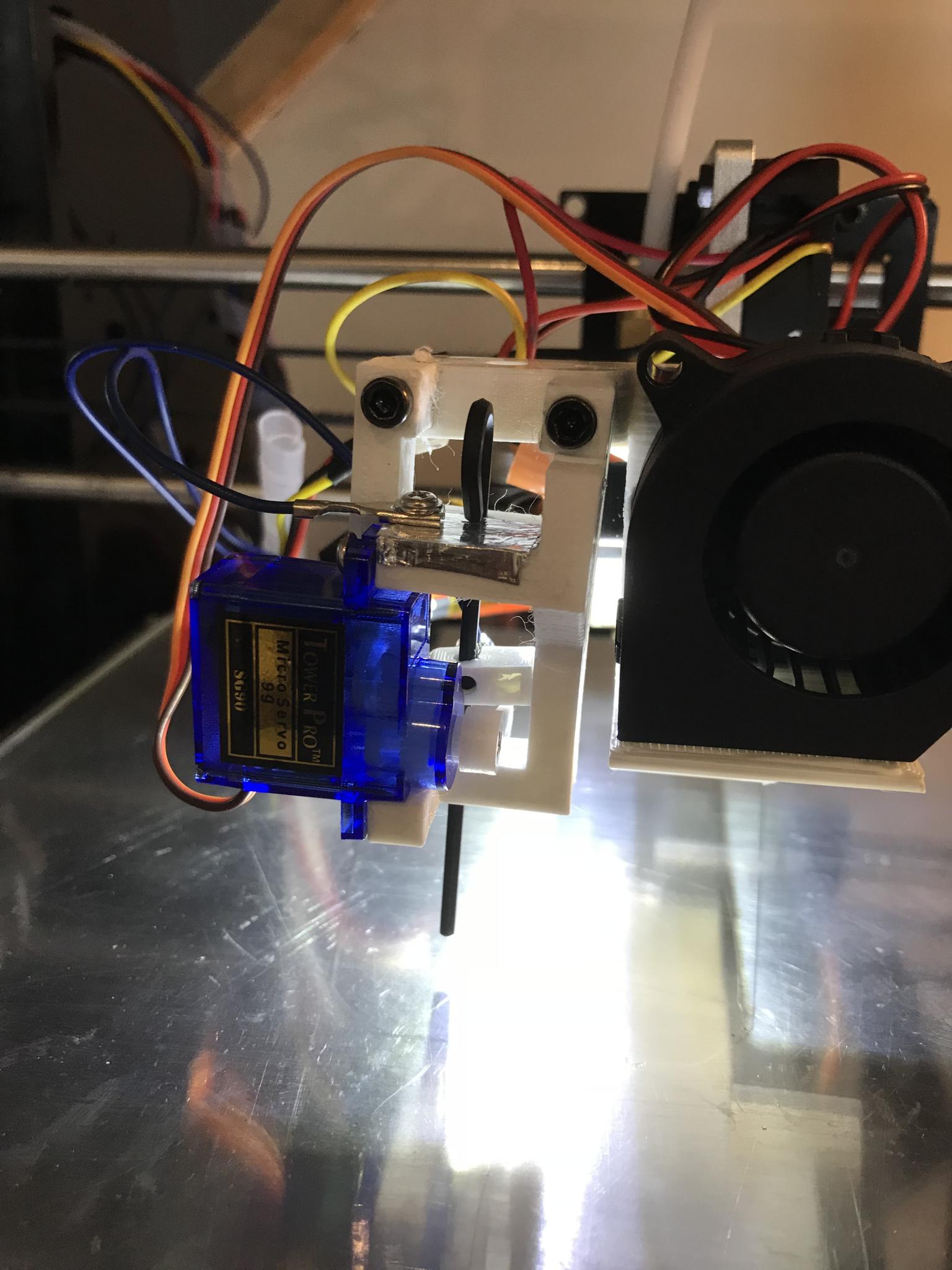
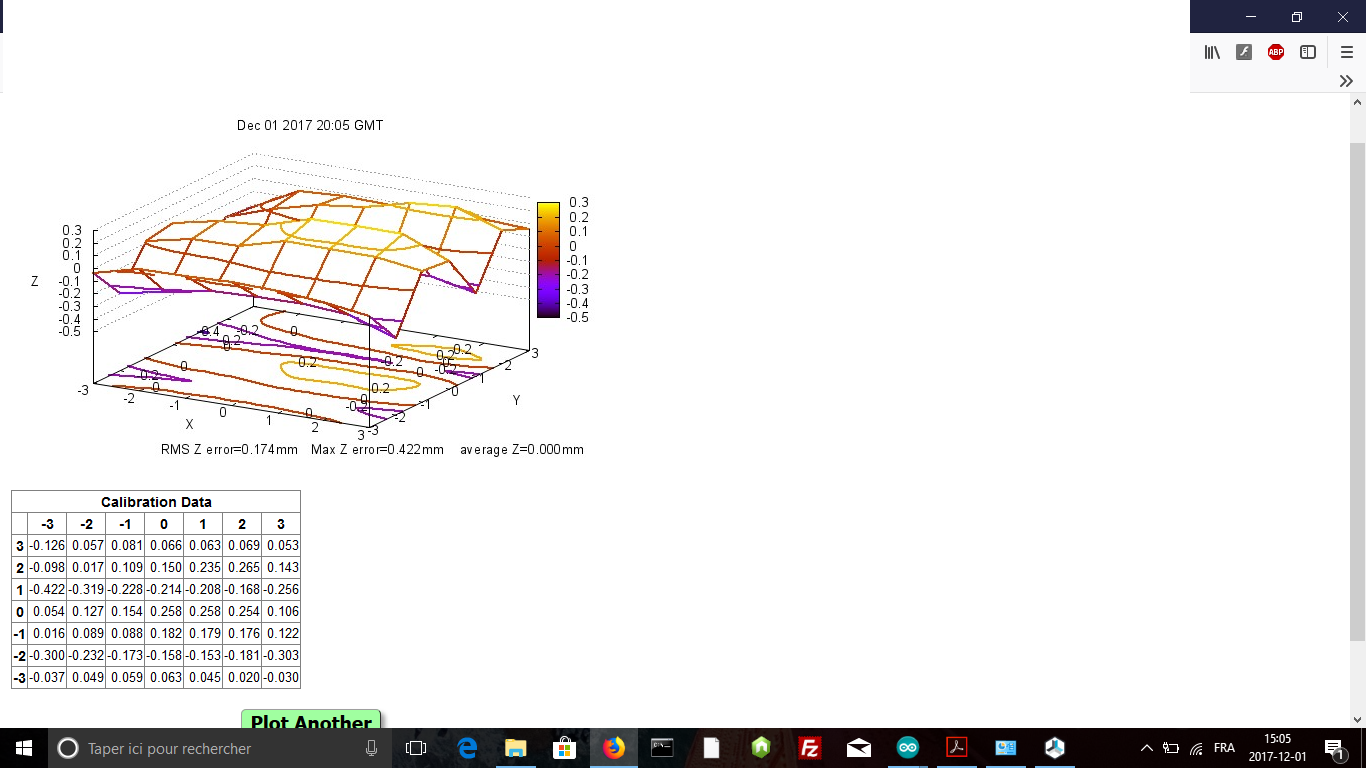
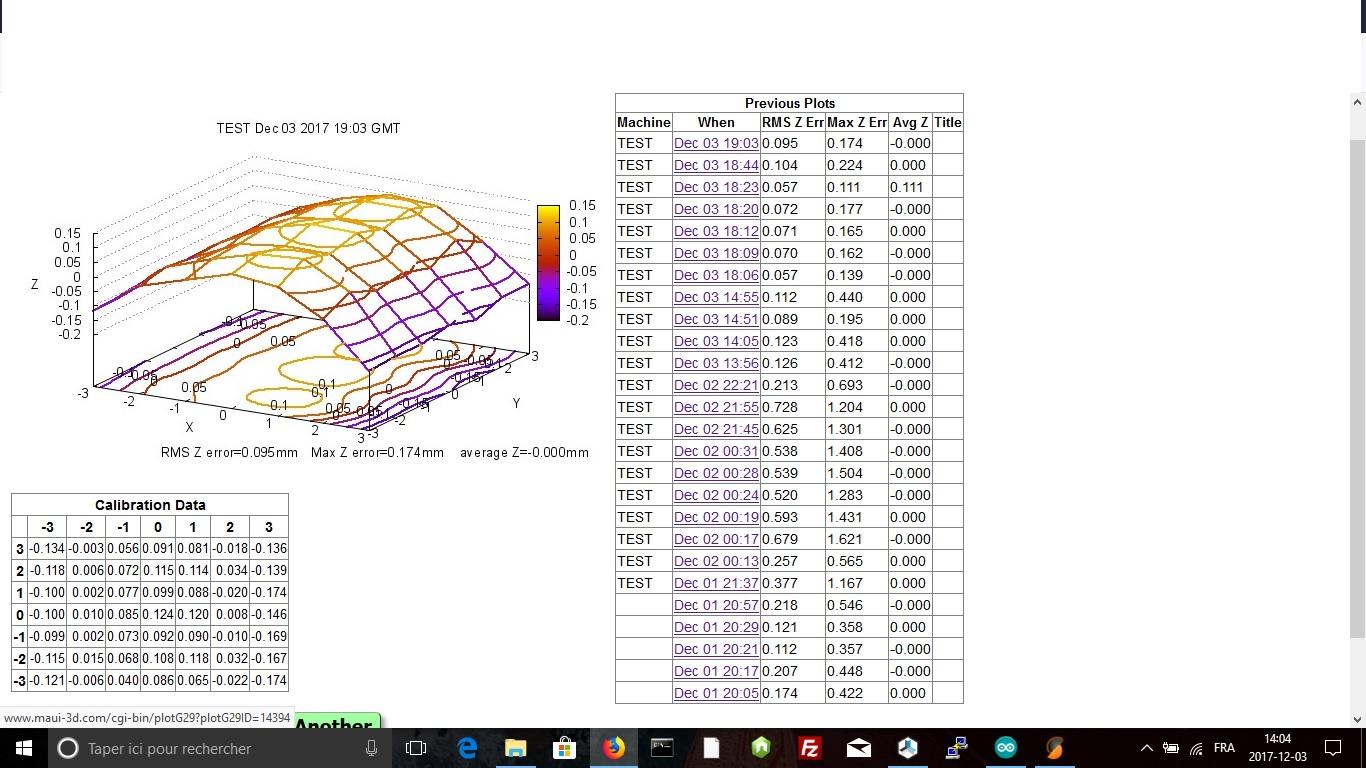
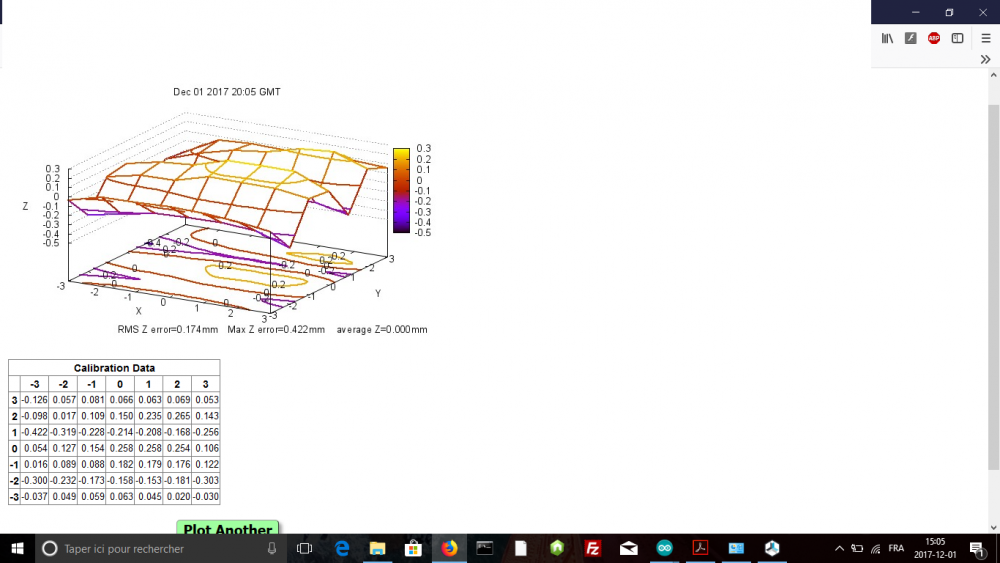
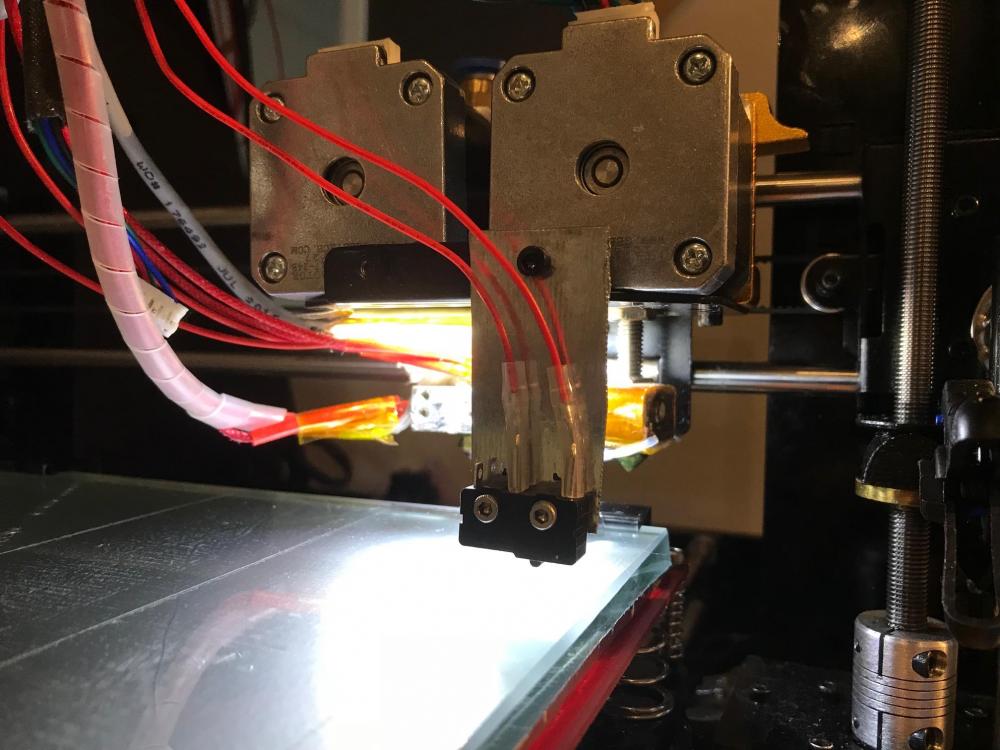
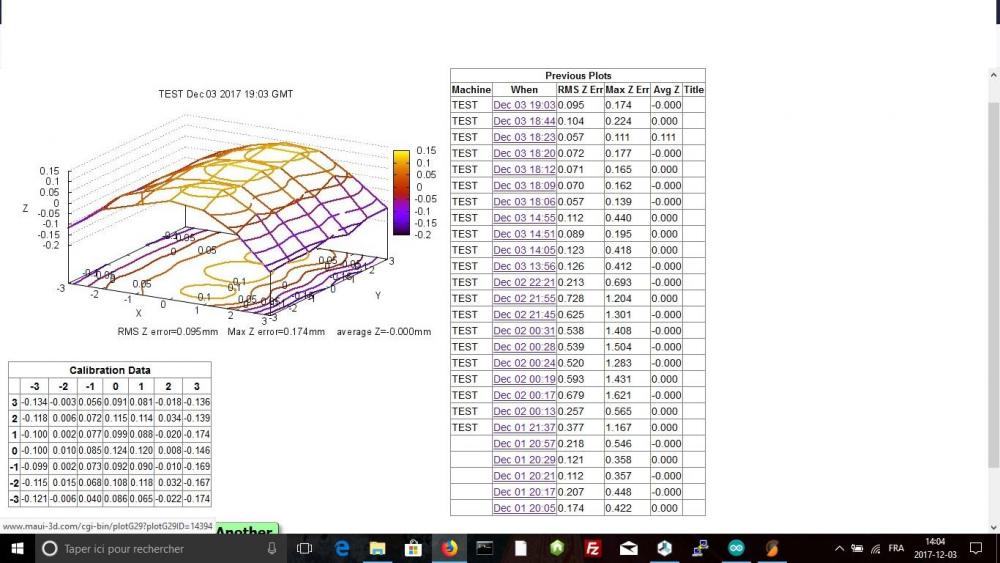
Salut tout le monde ! Ca fais quelques jours, que je travail sur tout ce que vous m'avez donné comme réponse, un petit compte rendu de mes experiences s'impose ! J'ai tout d'abord essayé un autre sonde, mais le meme resultat.. voila le graphique que m'affichais le programme. C Merveilleux comme outils ! Ensuite j'ai trouvé Tom, je connais bien Tom parce qu'il est la réfèrence en la matière sur presque tout les sujests 3d Print: Le tout en résume bien, les quelques problèmes que j'avais avec ma sonde, ( inductions ). J'ai donc fait une sonde à Touch pour avoir la vrai palpation de la vitre et non la réfèrence induite de champs ....(blablabla) voici la deuximème photo : Ca fonctionnais bien, mais j'ai passé 8 heures à essayer avec un g28 pour trouver le centre et alligner mes deux cotés au meme niveau. Eh bien, je n'y suis jamais arriver ! Quand bien même si, j'étais à .03 micron près, quand je lancais un nouveau g28 et G29 L45 R200 F30 B140 P7 V4 tout n'était plus de la meme valeur %?&*%! Alors je reviens à croire que ma meilleure solution est le palpeur à Touch. J'ai donc commandé Bltouch 3D ... que j'attens ! De plus tout mes test porte à observer une courbe plus haut centre dans le graphique, donc synonyme d'une courbe descendante au milieu de mon axe X. Le poids ! Double extrudeurs pour prusia c trop lourd ! Voici mon dernier test graphique...
-
Merci pour le lien m29, je vais aller lire sur le sujet de soir ! Merci Denis56, j’ai fais ce test sur plateau froid, mais j’ai trois sonde inductive au total. Dont deux neige pas déballer. J’ai cette manie de tout acheter en double ou triple au cas, que ça brise ! ? Je sais pas si je peux avoir ton fichier Excel pour l’image du plateau ? C vraiment un bombe visuel ! Je suis vraiment ravis, que le sujet avance. Je change la sonde et je refais un test se soir. Je vous donne des nouvelles, bientôt ! Et merci beaucoup !!
-
Jack, pardon j’avais pas vu ton dernier poste. J’ai fais en dessous et au dessus, a chaud et à froid. J’ai toujours des bugs, d’où pourquoi est ce que c mécanique ou software ? Toi fais un g29 v4 p5 t et donne nous avec Djam ton plateau à comparer! Merci à vous deux pour l’avancement !
-
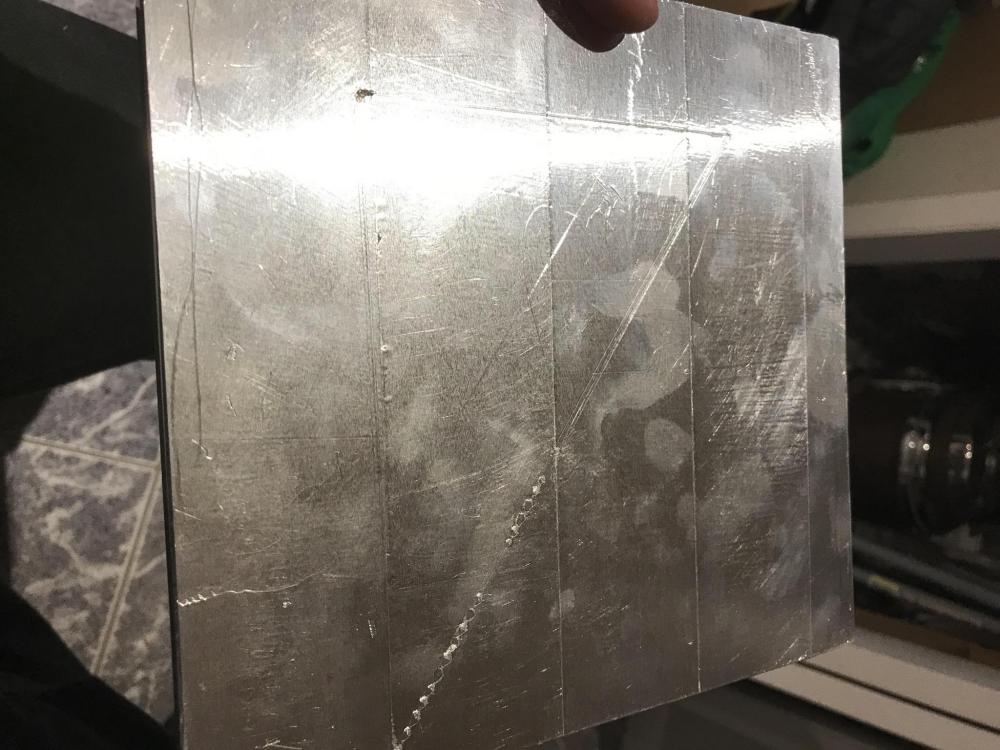
Wow Djam c impressionnent! Mais je comprend pas plus de quoi ? Comment le verre pourrais avoir une telle courbe ? C impossible que le tape d’Alu est c’est bug sur le verrez ! Sonde qui lirai un peu n’importe quoi ? Le tiens est pas si croche ? wow c vraiment nice le Excel ?
-
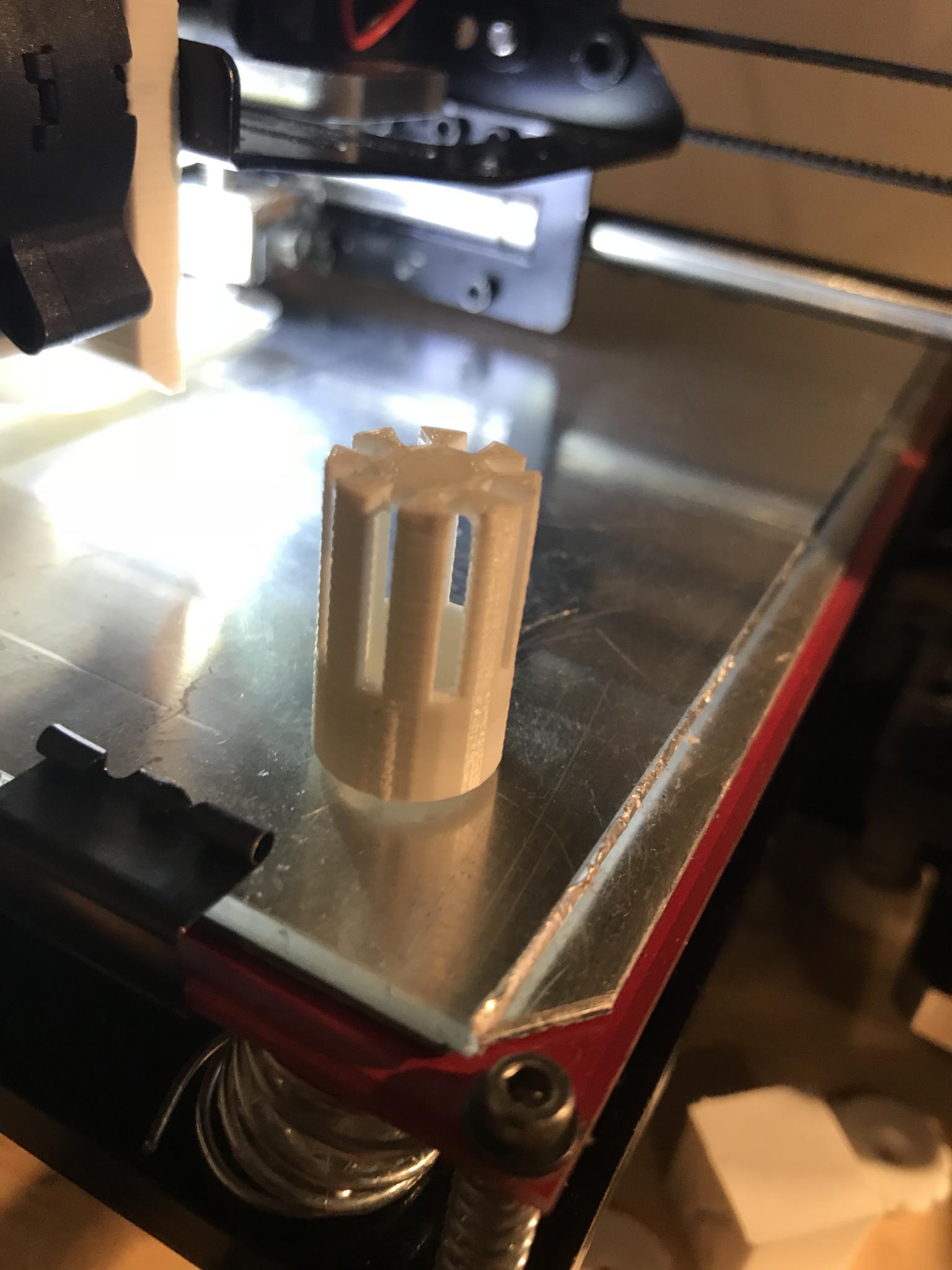
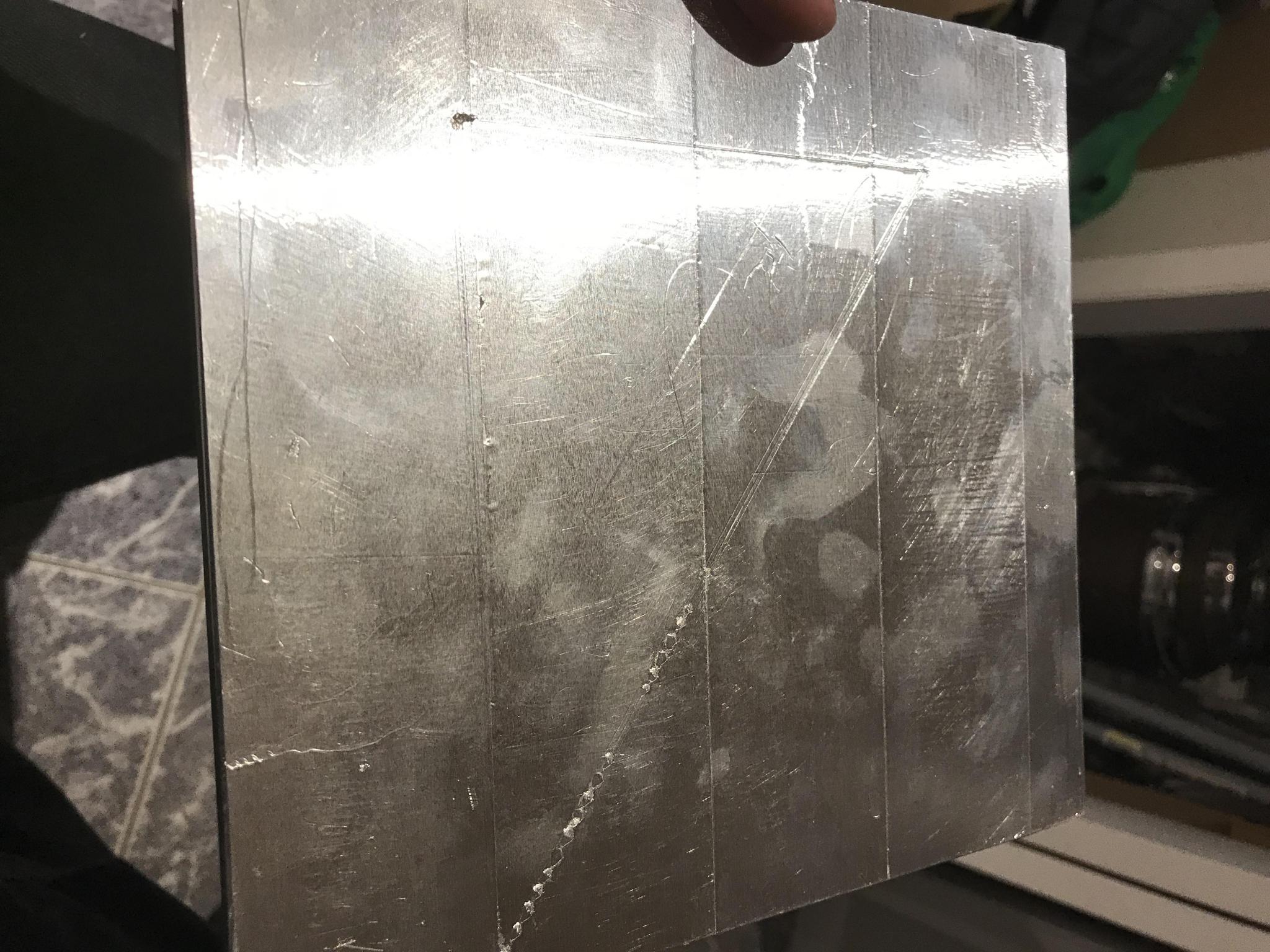
Salut, dsl du délais avant de répondre ! J'étais un peu occuper avec la maison Oui donc j'ai fais un petit g29 avec une lecteure de 5 palpes par lignes et 5 lignes ! donc on voit les deplacement et leurs inégalité. De plus je vous envoie mieux le verre que j'ai en photo, il a un aluminium tape dessus donc il épouse bien la forme du verre puisqu'il est collé dessus. C'est avec ce coter que j'ai fait le scan G29. J'aimerais tellement que ca sois simple et que le principe de la gravité et le poids ne soient pas vraiment le problem, parce que depuis 1 an jai vraiment juste travailler sur mon problem d'impressions sans avoir de print ou qualité qui mon fais adorer ma machine ! Merci les gars pour toute votre aide ! 16:11:32.212 : G29 Auto Bed Leveling 16:11:36.384 : Bed X: 15.000 Y: 30.000 Z: 2.111 // coin en bas a gauche 16:11:37.572 : Bed X: 46.000 Y: 30.000 Z: 2.253 16:11:38.744 : Bed X: 77.000 Y: 30.000 Z: 2.263 // milieu en bas 16:11:39.900 : Bed X: 108.000 Y: 30.000 Z: 2.256 16:11:41.213 : Bed X: 139.000 Y: 30.000 Z: 2.119 // coin droite en bas a gauche 16:11:43.619 : Bed X: 139.000 Y: 56.000 Z: 1.954 16:11:43.885 : Bed X: 108.000 Y: 56.000 Z: 2.199 16:11:45.119 : Bed X: 77.000 Y: 56.000 Z: 2.161 16:11:46.494 : Bed X: 46.000 Y: 56.000 Z: 2.061 16:11:48.104 : Bed X: 15.000 Y: 56.000 Z: 1.825 16:11:49.573 : Bed X: 15.000 Y: 82.000 Z: 1.904 16:11:50.948 : Bed X: 46.000 Y: 82.000 Z: 2.062 16:11:52.245 : Bed X: 77.000 Y: 82.000 Z: 2.139 16:11:53.526 : Bed X: 108.000 Y: 82.000 Z: 2.142 16:11:54.932 : Bed X: 139.000 Y: 82.000 Z: 2.050 16:11:56.026 : Bed X: 139.000 Y: 108.000 Z: 2.263 16:11:57.104 : Bed X: 108.000 Y: 108.000 Z: 2.360 // milieu , milieu 16:11:58.214 : Bed X: 77.000 Y: 108.000 Z: 2.322 16:11:59.464 : Bed X: 46.000 Y: 108.000 Z: 2.176 16:12:00.995 : Bed X: 15.000 Y: 108.000 Z: 1.917 16:12:02.745 : Bed X: 15.000 Y: 134.000 Z: 1.624 16:12:04.198 : Bed X: 46.000 Y: 134.000 Z: 1.982 16:12:05.605 : Bed X: 77.000 Y: 134.000 Z: 2.008 16:12:06.980 : Bed X: 108.000 Y: 134.000 Z: 2.055 16:12:08.355 : Bed X: 139.000 Y: 134.000 Z: 2.048 16:12:10.496 : Eqn coefficients: a: 0.00166834 b: -0.00133486 d: 2.07113313 16:12:10.496 : Mean of sampled points: 2.09013748 16:12:10.496 : Bed Height Topography: 16:12:10.496 : +--- BACK --+ 16:12:10.496 : | | 16:12:10.496 : L | (+) | R 16:12:10.496 : E | | I 16:12:10.496 : F | (-) N (+) | G 16:12:10.496 : T | | H 16:12:10.496 : | (-) | T 16:12:10.496 : | | 16:12:10.496 : O-- FRONT --+ 16:12:10.496 : (0,0) 16:12:10.496 : -0.46639 -0.10857 -0.08201 -0.03514 -0.04201 16:12:10.496 : -0.17358 +0.08580 +0.23143 +0.27017 +0.17267 16:12:10.496 : -0.18607 -0.02826 +0.04892 +0.05174 -0.04014 16:12:10.496 : -0.26482 -0.02920 +0.07049 +0.10924 -0.13639 16:12:10.496 : +0.02049 +0.16330 +0.17330 +0.16611 +0.02892 16:12:10.496 : Corrected Bed Height vs. Bed Topology: 16:12:10.496 : +0.00000 +0.30609 +0.28094 +0.27609 +0.21750 16:12:10.496 : +0.25811 +0.46576 +0.55967 +0.54670 +0.39748 16:12:10.496 : +0.21090 +0.31699 +0.34246 +0.29356 +0.14996 16:12:10.496 : +0.09744 +0.28135 +0.32932 +0.31635 +0.01901 16:12:10.496 : +0.34805 +0.43914 +0.39743 +0.33852 +0.14961 16:12:10.496 : Bed Level Correction Matrix: 16:12:10.496 : +0.999999 +0.000000 +0.001668 16:12:10.496 : +0.000002 +0.999999 -0.001335 16:12:10.496 : -0.001668 +0.001335 +0.999998 16:12:10.511 : X:169.00 Y:189.00 Z:6.95 E:0.00 Count X: 13520 Y:15120 Z:22400


-
La plaque de 10 mm est tellement épaisse que le capteur ne peut pas capter dessous. suivant... Jai discuté avec un ami prof à l’université qui enseigne l’impression 3D, il m’a dit que c’était impossible que ce soit mon plateau de verre mais plutôt les tiges de l’axe x. Donc il me recommande de l’échanger et d’enlever les moteurs pour les mettre à l’extérieur de l’axe x, de pousser le filament dans un tuyau ucxell ce qui va contribuer à alléger le plateau de l’axe x. Il m’a dit que toutes les imprimantes de ce type ont ce problème: le poids et la gravité. ce type la a mis l’extreuder à part ... exemple

-
C un gars sur se forum qui me la envoyer .. pourquoi ?