Shahman
-
Compteur de contenus
32 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Shahman
-
- autre - Compilation Marlin CR10s BTT SKR Mini V3.0
Shahman en réponse au topic de Shahman dans Électronique
Hello ! Aprés plusieurs essais foireux avec un PLA pourrit, des déboires de câblage, de réglages... Voici un résultat proche du trés correct ! Le reste appartient au paufineage. Je te remercie grandement pour ton aide.
-
- autre - Compilation Marlin CR10s BTT SKR Mini V3.0
Shahman en réponse au topic de Shahman dans Électronique
AAAHHHH NAAAA c'est moi qui suis un zozo qui mérite des baffes astronomiques ! Je t'aurorise à me lancer des tomates pourries ! Les cables étaient bien enversés. Milles excuses pour cette affirmation trompeuse -
- autre - Compilation Marlin CR10s BTT SKR Mini V3.0
Shahman en réponse au topic de Shahman dans Électronique
Hello ! J'ai installé le nouveau firmware. J'ai fait le réglage du PID. Rien ne change au résultat. Il y a une grosse différence entre la valeur affichée et la valeur réelle. Ma caméra thermique à un seuil mal de 160 degres, je ne peux pas voir au delà. Comme si la thermistance était mal calibrée, ou mauvais choix dans le marlin ? Sur le schéma de la carte, on est bien avec les bons ventillateurs sur les bons connecteurs. Je n'ai pas inversé les deux. Pour info, c'est une tête complète type E3Dv6 plug and play (cartouche de chauffe et thermistance inclu) qui était sur une MKS Gen L qui donnait de tres bons résultats. Le vendeur indique qu'il faut régler les ventillateur de buse à 60% dans le slicer, car deux fan radiaux 5015. Peut-être monter à 75% ? J'ai aussi l'impression que c'est un aspect général de cette carte mère, car j'ai deux ender 3 avec cette même carte. BTT fourni un marlin prêt à l'emploi pour la Ender 3, mais il faut que je baisse la température de buse à 180 degres pour avoir un bon résultat très propre, alors qu'habituellement, j'imprime à 200 degres avec une tête d'origine. En te remerciant -
- autre - Compilation Marlin CR10s BTT SKR Mini V3.0
Shahman en réponse au topic de Shahman dans Électronique
Le ventillateur du dissipateur est constament allumé, et il tourne dès l'allumage de la machine (puisque branché en direct sur l'alim 12v). Depuis que j'ai désactivé le refroidissement auto du fil, les ventillateurs fonctionnent normalement. C'est une tête avec double fan 5015, qui tournent à 60%. Pour la première couche, ils sont à 0%, et progressent aux couches suivantes jusqu'à atteidnre 60% (selon le slicer). Donc tout va bien de ce côté. Je ne sais pas si ça peut t'aiguiller dans la résolution du défaut. Mais en soit, ça ne dérange en rien. Est-ce qu'il y a eu une modification dans ton nouveau firmware conscernant les temperatures ? S'il y a un tuto pour le réglage du PID qui va bien avec ce firmware, je prend Pas que je suis fénéant pour chercher un tuto, mais avec toutes les version dispo, j'ai peur de faire un truc qui va gêner. En te remerciant -
- autre - Compilation Marlin CR10s BTT SKR Mini V3.0
Shahman en réponse au topic de Shahman dans Électronique
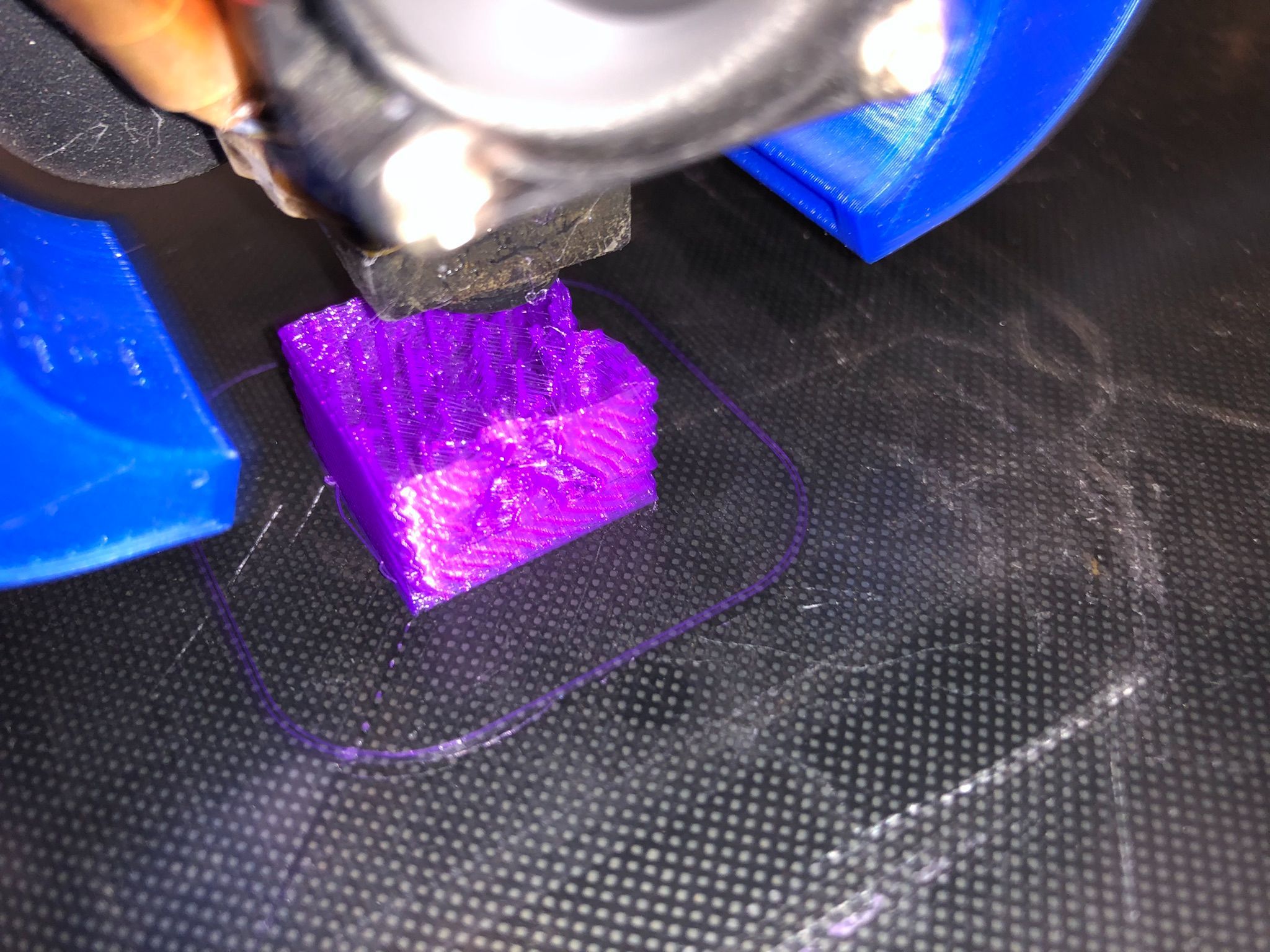
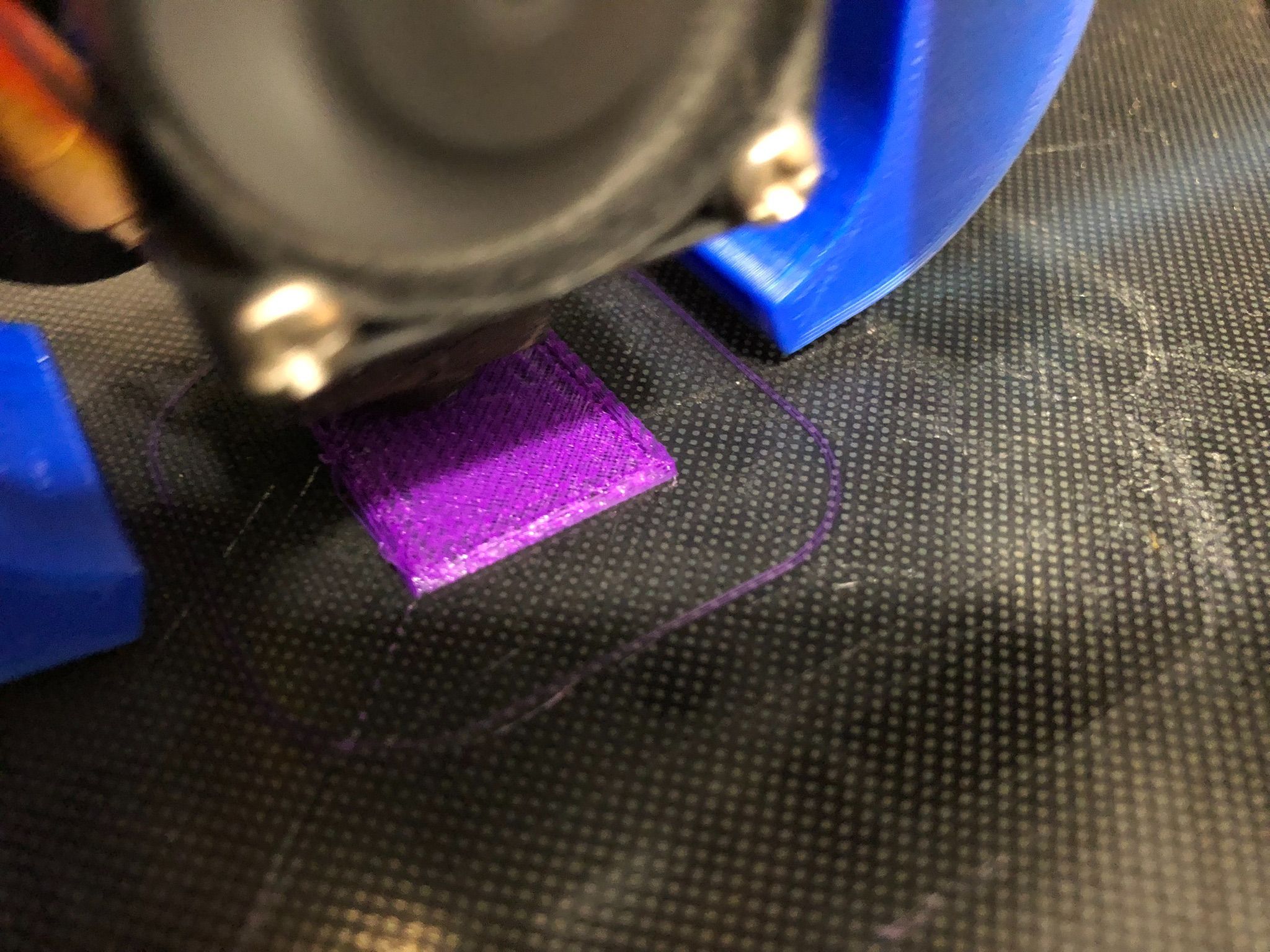
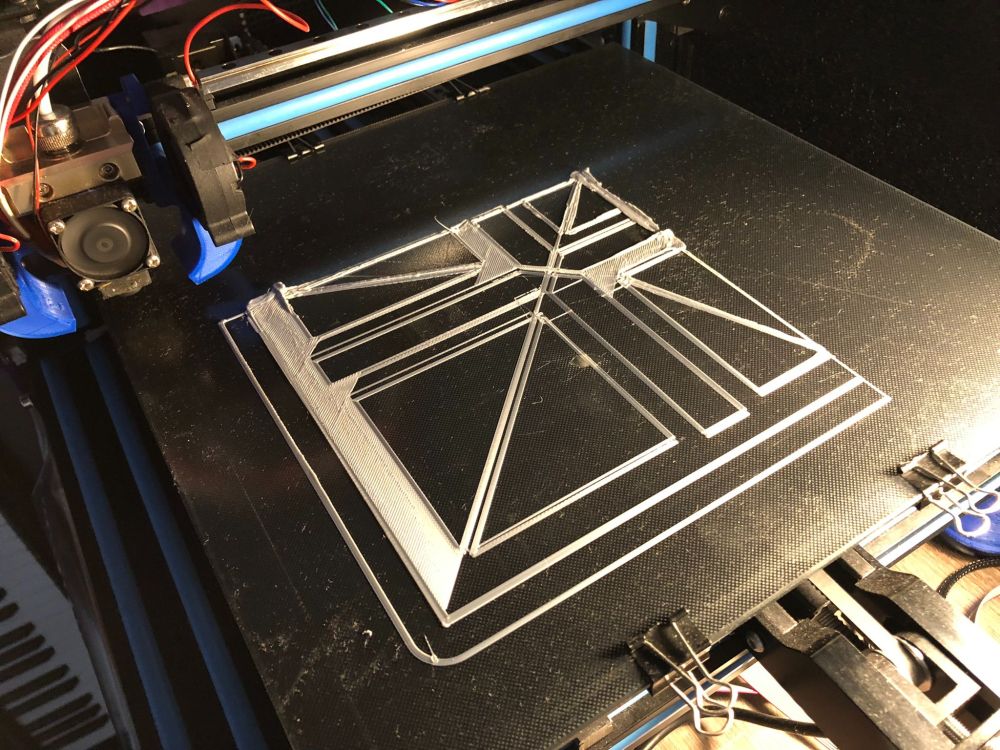
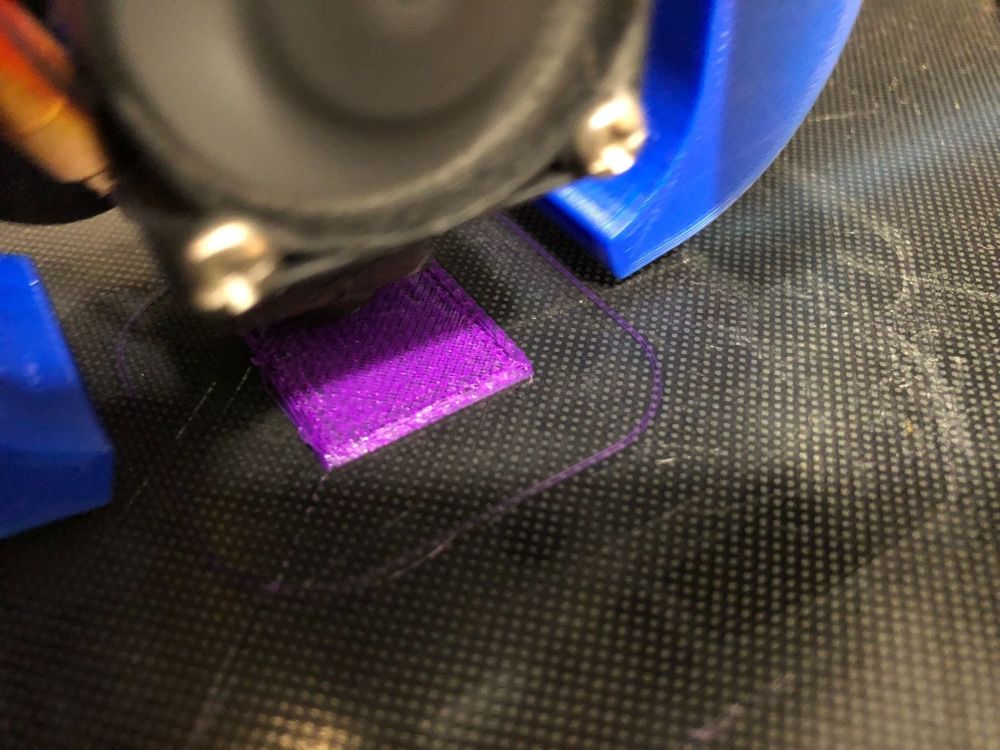
Hello ! Le marlin fonctionne trés bien. J'ai du inverser les cables des moteurs X et E. J'ai désactivé quelque chose d'automatique qui lance les ventillateurs à fond quand je met en préchauffage. J'avais toujours des Thermal Runaway. Pour la temperature, j'ai l'impression que ajuster à 200 degres ne s'accorde pas à la réalité. Il faut que je baisse à 170 degres pour avoir quelque chose de potable, et encore je pourrais avoir beaucoup mieux. Mais je ne peux pas déscendre plus, car la sécurité des 170 bloque l'extrudeur. Je met deux photos pour constater. De gauche à droite : - 200 degres avec extrudeur pas assez serré - 200 degres avec extrudeur corrigé - 180 degres - 170 degres Je vois pour prendre une photo avec ma caméra thermique et je la poste dés que possible.

-
- autre - Compilation Marlin CR10s BTT SKR Mini V3.0
Shahman en réponse au topic de Shahman dans Électronique
Hello. Encore une fois, tu m'es d'une très grande aide. Je te remercie beaucoup Je reviens ici en cas de problème. Sinon, celà veut dire que tout va bien. Tout plein de bisoux !!! -
Bonjour à tous, Il y a quelques temps, certains d'entre veux m'ont aidé pour compiler un marlin pour une CR10s en me préparant le fichier .bin à mettre tout simplement dans la carte SD pour l'installer. Et je vous remercie grandement. Ma pètoire fonctionne du feu de l'enfer. J'ai fait l'acquisition d'une autre CR10s dans laquelle j'ai installée une toute autre carte mère que ma première CR10s. Pour son équipement, il y a : - Carte mère BTT SKR Mini V3.0 - Ecran tactile BTT TFT35-E3 V3.0 - Tête d'impression type E3Dv6 (100 ohm il me semble, vous confirmerez) - Extrudeur cheap type Bondtech (steps/mm 415 ? Je corrigerais depuis l'écran si besoin) Tout le reste est d'origine, plateau 12v d'origine. Format 300x300x400 Autant, l'aspect mécanique, je maitrise très bien pour l'assemblage et les réglages. Autant la configuration d'un marlin, je n'y arrive pas du tout à y comprendre la moindre chose et je perd patience, puis je laisse tomber. Pourriez-vous m'aider à nouveau pour me compiler un fichier .bin pour cette imprimante avec les paramètres que j'ai indiqué dans la liste ? Je vous remercie grandement par avance.
-
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
Tu n'as pas à être désolé, c'est déjà trés bien que tu prennes le temps de m'aider. Merci Beaucoup ! -
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
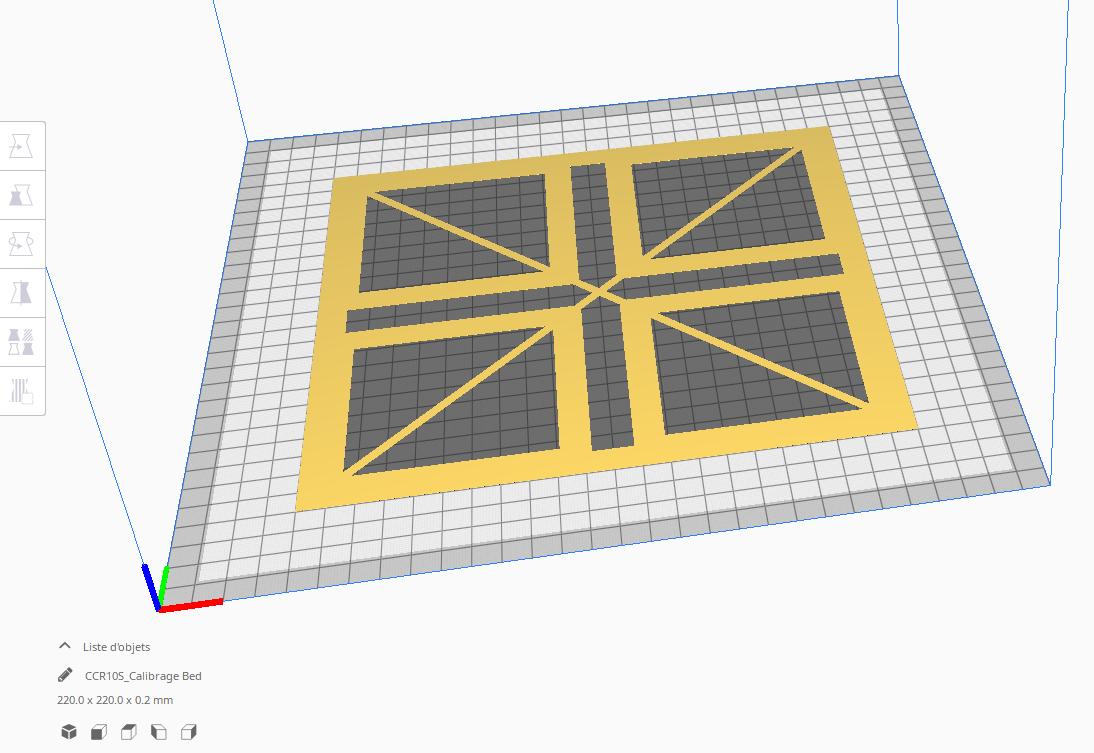
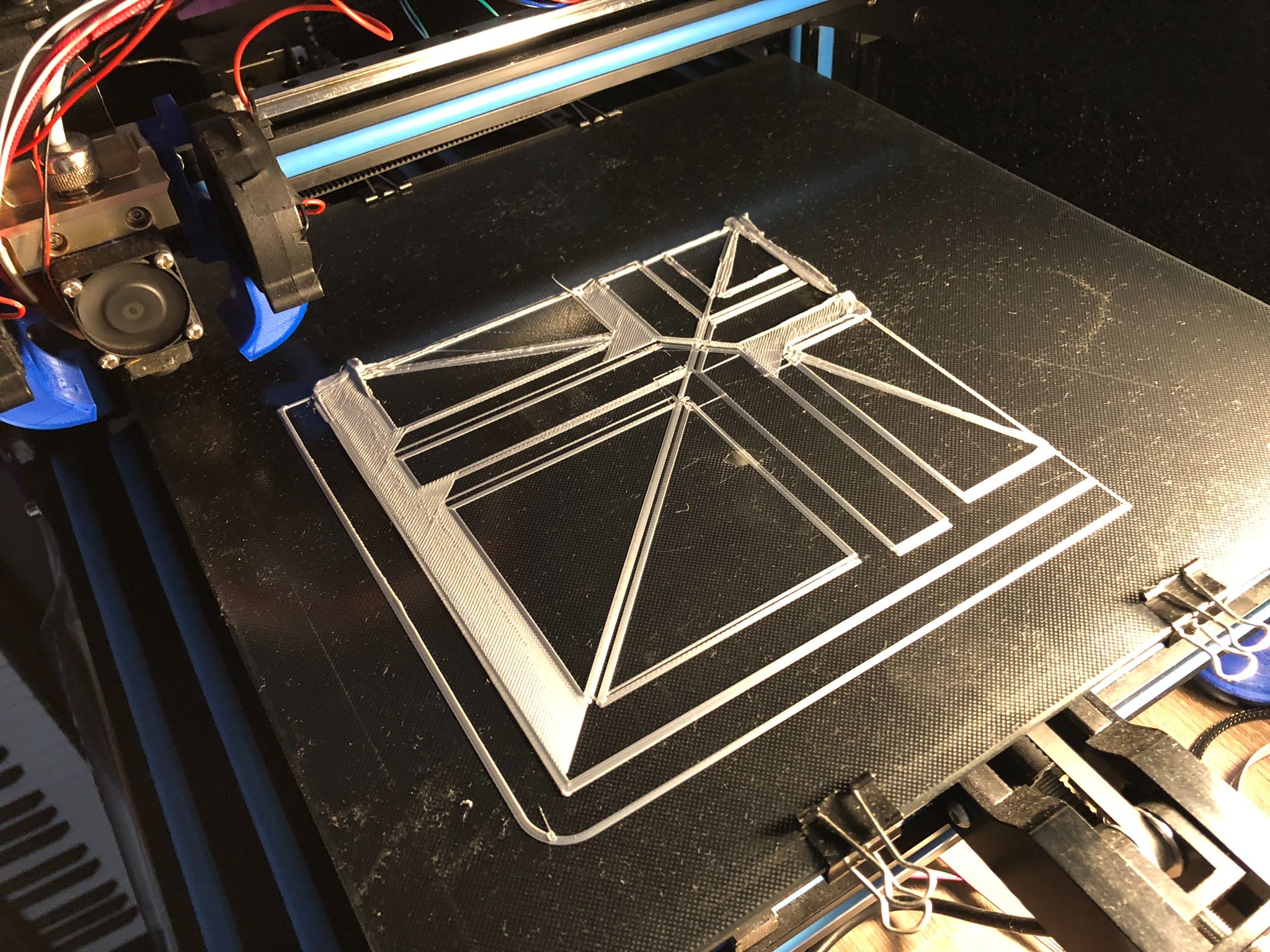
Hello ! Je reviens aprés un long moment ou j'ai mis de côté ma machine aprés avoir découvert un petit problème. Ce probleme existe depuis la mise en place du firmware. Il semblerait qu'il y a un décalage du plateau dans le sens "position dans l'espace". La pièce est bien imprimée au bon endroit, mais pas complétement étalée sur le plaeteau. Il y a comme une butée virtuelle emp^échant le chariot d'aller plus loin. L'excédent de matière est bien extrudée sur la même ligne. A savoir que je n'ai rien touché depuis nos derniers échanges. Merci d'avance pour votre aide. Es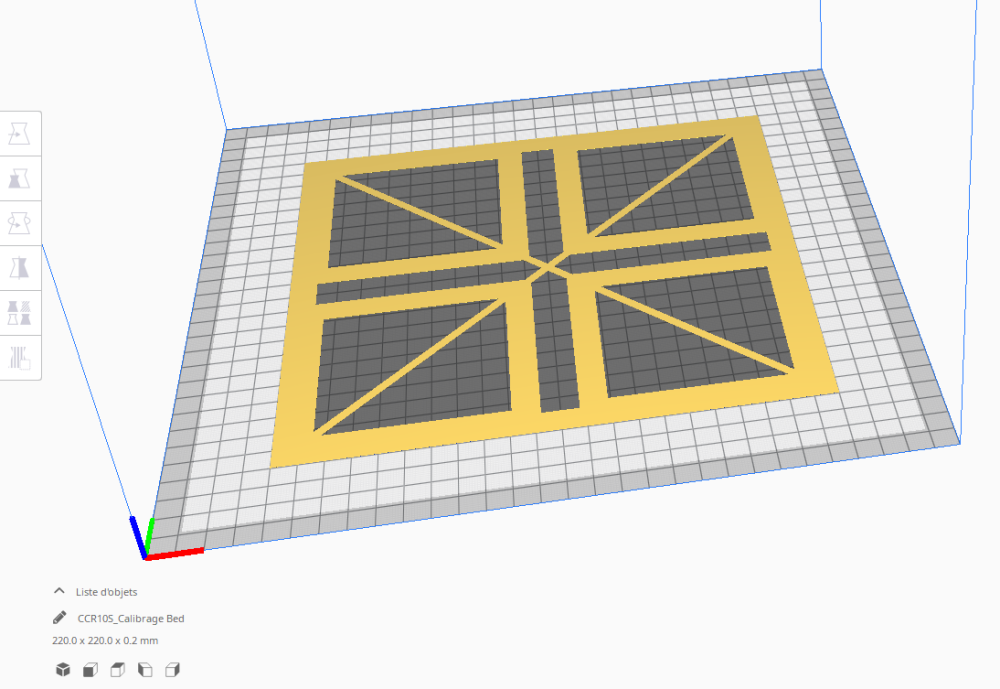
-
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
Au pire, avec un bon kit taraudage (ou filetage, je ne sais plus le quel est associé aux vis et l’autre aux écrous) -
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
Oh merci ! Tu es un chef ! J'étais en train de modéliser un "add-on" à fixer par dessus l'origine, mais la tienne semble plus rapide en fiabilité -
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
Effectivement. Je l'ai passé à 0, et je n'ai plus de soucis. ça imprime correctement. Par contre, il va falloir que je trouve une solution mécanique pour éviter que pneufit s'éjecte du raccord lors de l'imprimade. Si je le maintiens avec les doigts en forçant, ça marche impec. Mais je ne doute tenir le temps d'une impression complète. Une fois ce soucis réglé, je testerais la fonction bi-goûts. -
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
Hello ! Désolé pour cette période d'absence, de nez qui coule, de montée de température, de maux de gorge, fatigue et diar.. ouais j'vais pas détailler, mais j'ai bien eu le nouveau modèle de Ibrahim Covitch 19S Pro Max 1To. Donc de retard sur ma clientèle, et ensuite s'est installée la flemme Du coup je reviens sur les tests de double extrusion. Ce qui est troublant, je teste l'impression simple. Une fois la ligne de purge effectuée sur le côté gauche du plateau, l'extrudeur pousse un bon 8-10 cm de fil avant de commencer à imprimer. Ce qui éjecte le pneufit du raccord. Je n'ai aucune idée de comment supprimer cette action. Depuis nos derniers échanges, je n'ai rien touché aux réglages, ni Gcodes.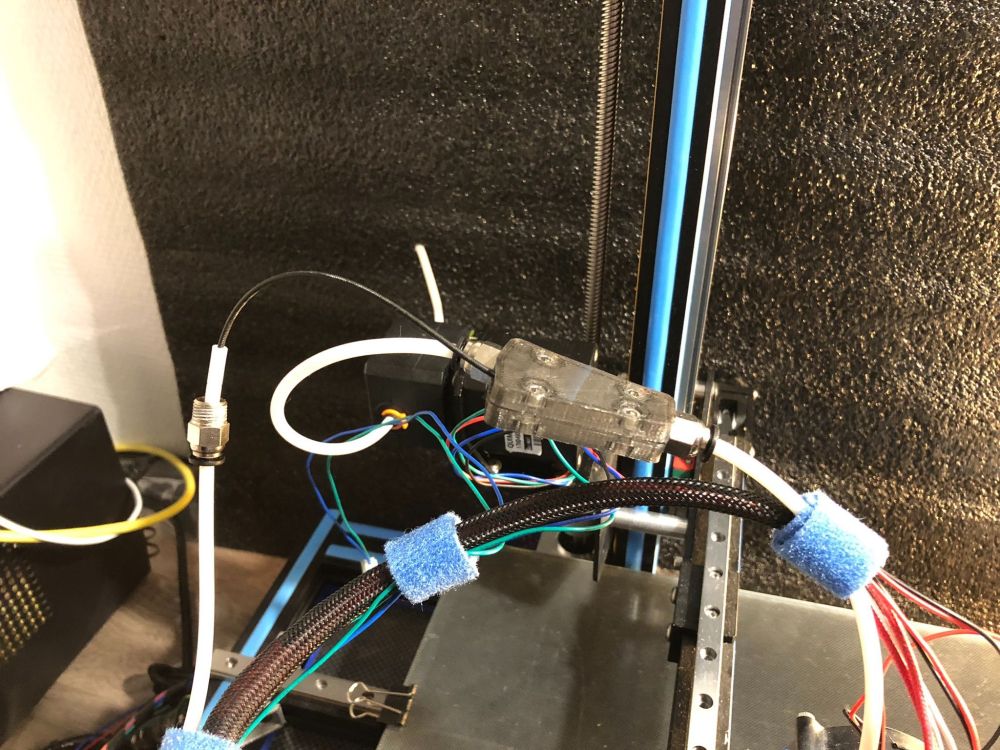
-
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
C'est précisément celui-là. Je suis pas mal de ses vidéos, comme celles de Tommy Desrocher. Leurs vidéos sont très utiles A propos, j'imagine que tu parles de celle-ci ? : https://www.youtube.com/watch?v=fVF3f2kPgZM -
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
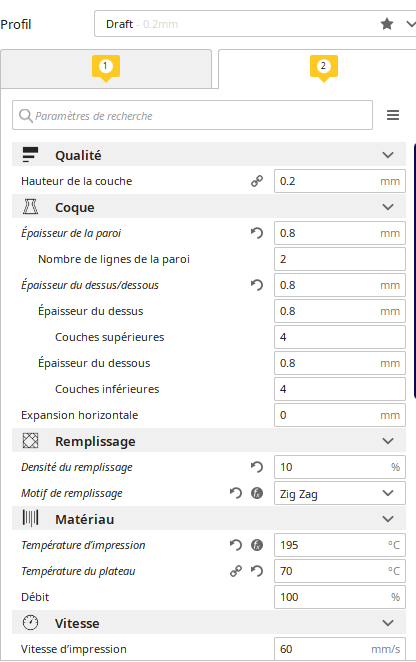
Voici Profile Cura Shahman.html -
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
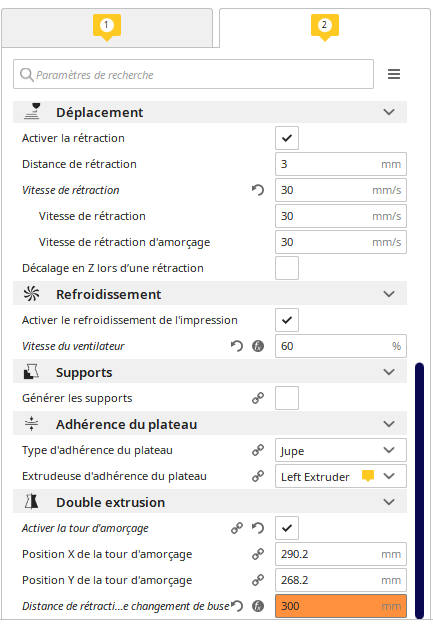
Effectivement, voici l'explication de cette variations de températures d'aprés tes remarques : Pour la rétraction, j'ai peut-être changé un mauvais paramètre, car entre la sortie de buse et l'entrée PTFE des extrudeurs, j'ai un bon 30 cm. J'ai donc cru qu'il fallait changer le paramètre de rétraction à 300.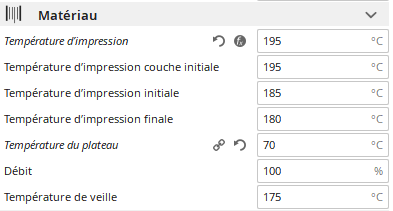
-
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
Effectivement, elle est vendue dite "Plug-and-Play", sans modification à prévoir. Effectivement, aprés installation, elle semble même plus stable et efficace que l'origine (le principe-même de cet article je suppose ) Juste mettre la ventilation à 60% au lieu de 100% dans le slicer. Sinon ça souffle trop fort. https://st-technologie.com/fr/pieces-detachees-3d/17-tete-d-impression-creality-type-v6-cr10cr10s.html -
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
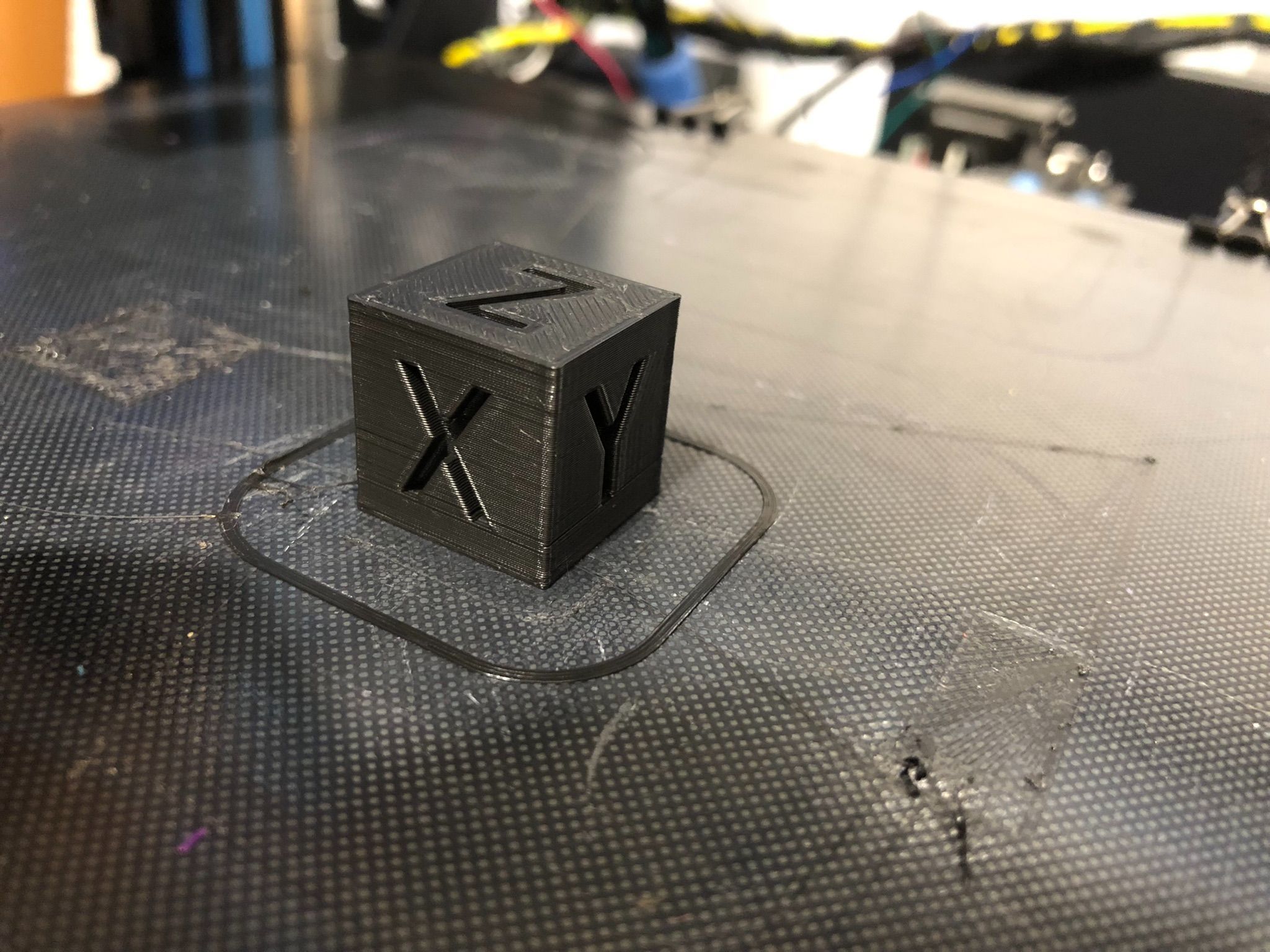
Les températures sont bien les mêmes pour chaque extrudeurs. Voici, assez-t-il tout étant, le G-code du fichier choisi. 2 cubes de calibration, un pour chaque extrudeur. Les paramètres sont les mêmes pour les deux extrudeurs. CCRX_xyzCalibration_cube.gcode
-
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
C'est pourtant ce que j'ai fait avant de slicer. Affirmatif. Chevron 6 Enclanché. Chevron 7 Verrouillé. -
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
Effectivement Après j'avoue, vu mon niveau et mes grosses lacunes en Marlin, il me faut un temps pour décoder les informations, savoir les interpréter, et finalement les associer à des constats Je m'excuse si certaines choses m'échappent, ou ne me paraissent pas évidente Néanmoins, c'est grâce à vous que j'y arrive Pour mode Touch, il semblerait que ça ne fonctionne pas tout à fait. Peut être ai-je mal branché le fameux câble RS232. Par exemple. lorsque je lance un print, les températures n'évoluent pas sur l'affichage (pourtant elles montent bien en réel), et rien ne se passe. Or, quand je change une température manuellement, l'écran indique les bonnes valeurs. Tout fonctionne bien en mode Marlin. EDIT : En me basant sur vos différents tutos, et quelques recherches complémentaires, si je comprend bien : Pour le PID, ôtez-moi d'un doute : Lorsque je préchauffe ma buse (par exemple), le PID sert à "lisser" la courbe vers la température cible en évitant une oscillation ? J'imagine que c'est un processus "transparent", et que les seules indications données sur l'écran, ce sont deux valeurs indiquées, température cible (en haut de ce qui représente une buse), et température mesurée instantanée (en bas de ce même picto) qui évolue vers la température cible. Quand je mentionnais les variations de 170 - 185 - 195 degrés, je parlais des températures cibles lors d'une impression double extrudeurs. C'est à dire que pendant une impression et changement de couleur) la buse chauffe à 170 et régule jusqu'à 170 (température cible, indiqué à l'écran), l'extrudeurs bouge, la température cible change vers 185 (toujours en cible), fais bouger l'extrudeur, en ensuite passe à 195. Ce sont bien des valeurs indiquée à l'écran. Je parle bien de la température cible, et non en mesure instantanée. Car pour chaque changement de températures, a buse chauffe proprement sans fluctuation pour chaque températures données. Je pense que le soucis se trouve plutôt dans le slicer. Parce que sans lancer de print, quand je préchauffe la buse à 195 degrés, le PID semble déjà faire son travail correctement. Même en lançant un print en mono couleur. A moins qu'il y a encore des notions dans le domaine du PID que je connais pas. (je suis encore très novice des toutes ces notions). -
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
Depuis l'écran, j'ai trouvé un paramètre à changer, le pas/mm, pour les deux extrudeurs, ils étaient à 95. Je les ai passé à 415., Il semblerait que ça résout mon problème de manque de PLA. C'était surement ça que je confondais avec "débit". (je ouffe de soulagement, j'ai eu peur de devoir trifouiller le marlin ) Pour un usage mono couleur, on peut dire que mon installation est terminée Quant à l'usage du deux fils, dans Cura, j'ai testé l'ajout d'une CR-X, mais le slicer me fait de drôle de faits : - En config CR10s, avant le print, un trait de purge est imprimé sur le côté gauche a la verticale. En config CR-X, ce trait est à l'horizontale. Ca ne serait pas gênant si ça n'arracherait pas les pinces pour le verre - Lors du jonglage entre les fils, il y a des variations de températures. SI j'imprime à 195 degrés, ca varie entre 170 - 185 - 195, et je ne comprend pas comment il gère les rétractions, sachant que j'ai besoin de 300mm.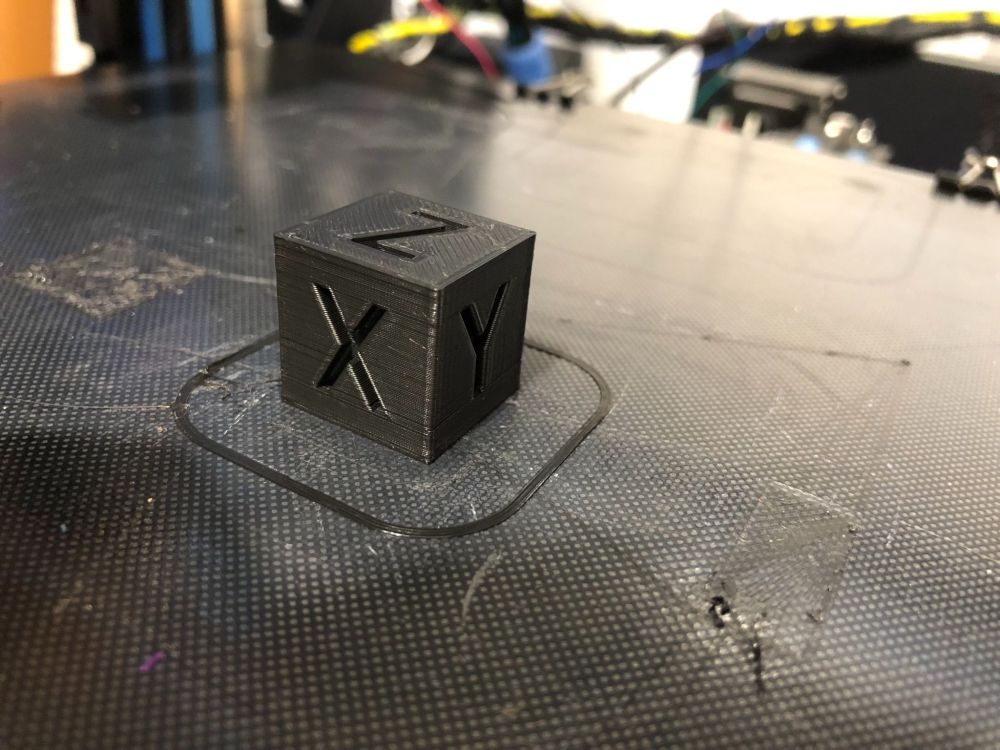
-
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
Vous êtes des Master Chiefs vous deux Merci beaucoup pour votre aide. Je teste ça de suite. Edit : Ca y est, tout fonctionne bien. Me reste plus qu'à régler ce problème de débit. Je pourrais le faire directement depuis le Slicer, mais il est préférable que la carte mère soit directement calibrée comme il faut. Me restera plus qu'à tester la fonction des deux extrudeurs. Malheureusement, sous Cura, impossible d'en choisir plus qu'un. -
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
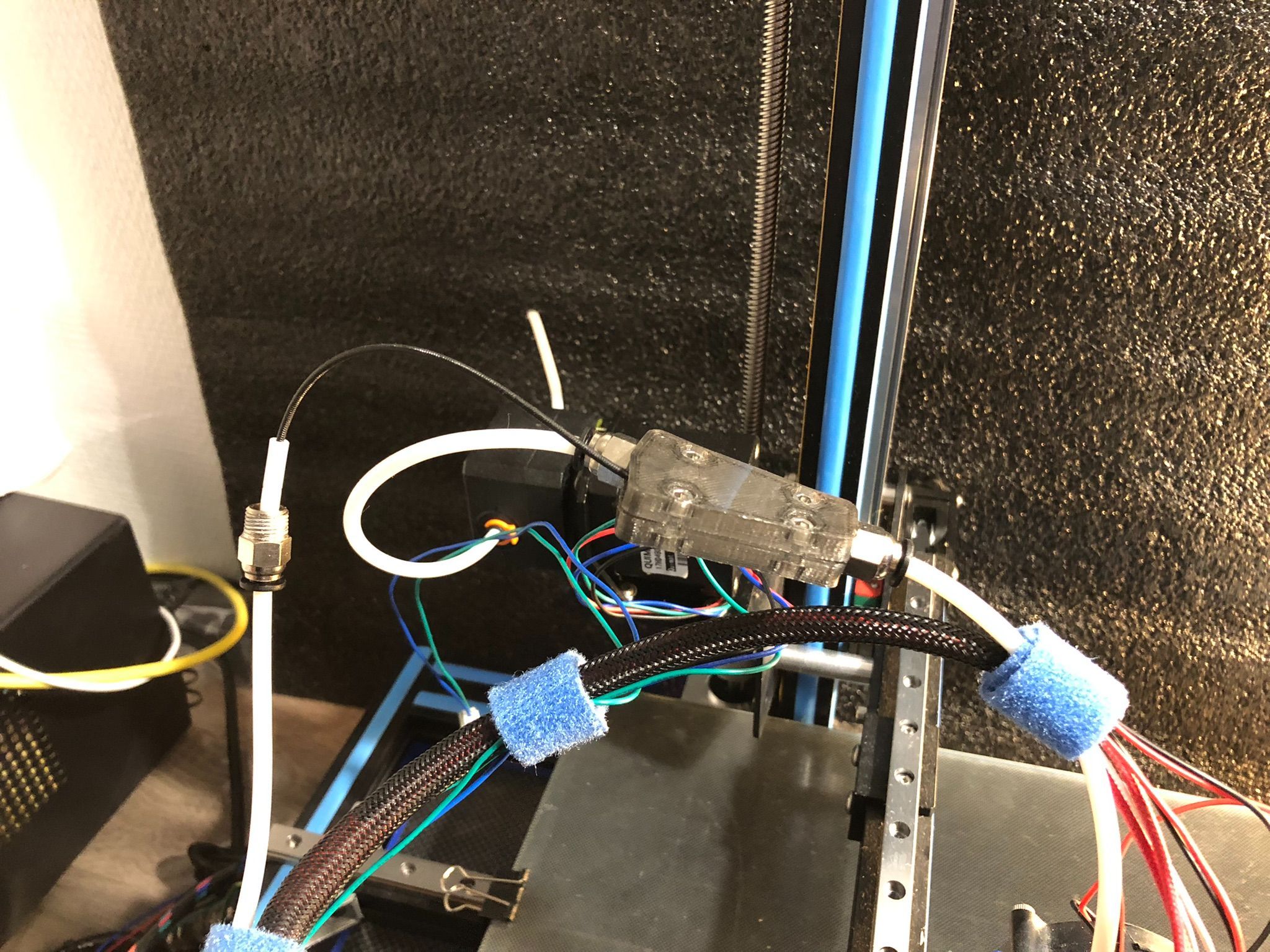
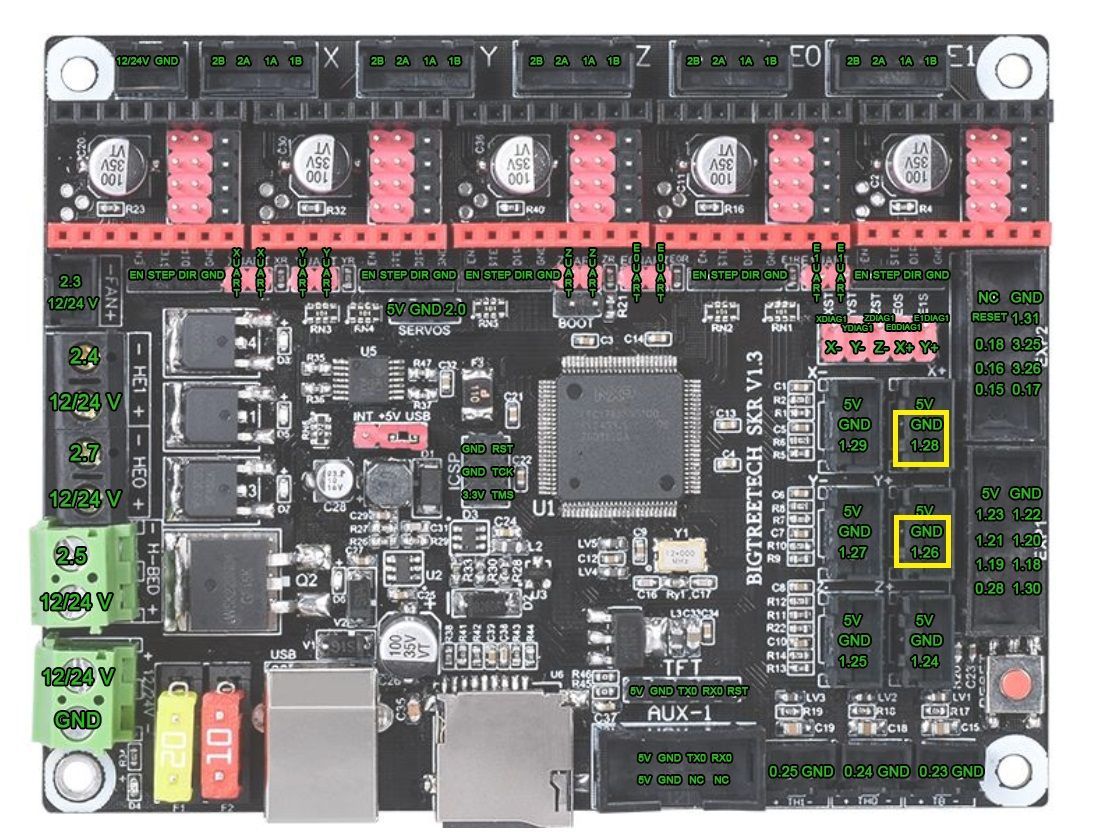
La première chose que je viens de faire, c'est d'utiliser Pronterface avec la commande M119. Grâce à ça, j'ai pu comprendre qu'un pin était mal positionné dans le connecteur. Quand un fil est détecté, le statut est "open". Sans rien, le statut est "TRIGGERED". N'est-ce pas l'inverse normalement ? Car effectivement, bien mis les câbles dans les pins, l'impression s'arrête quand je place un fil dans le capteur. Je joins une image pour montrer ou sont connectés les fils sur la carte (encadrés jaunes). Autant avec le fichier .bin, j'ai pu m'en sortir pour l'installer. Mais avec ces 4 nouveaux fichiers, je suis un peu largué N'est-il pas possible d'augmenter le débit directement depuis l'écran de l'imprimante ?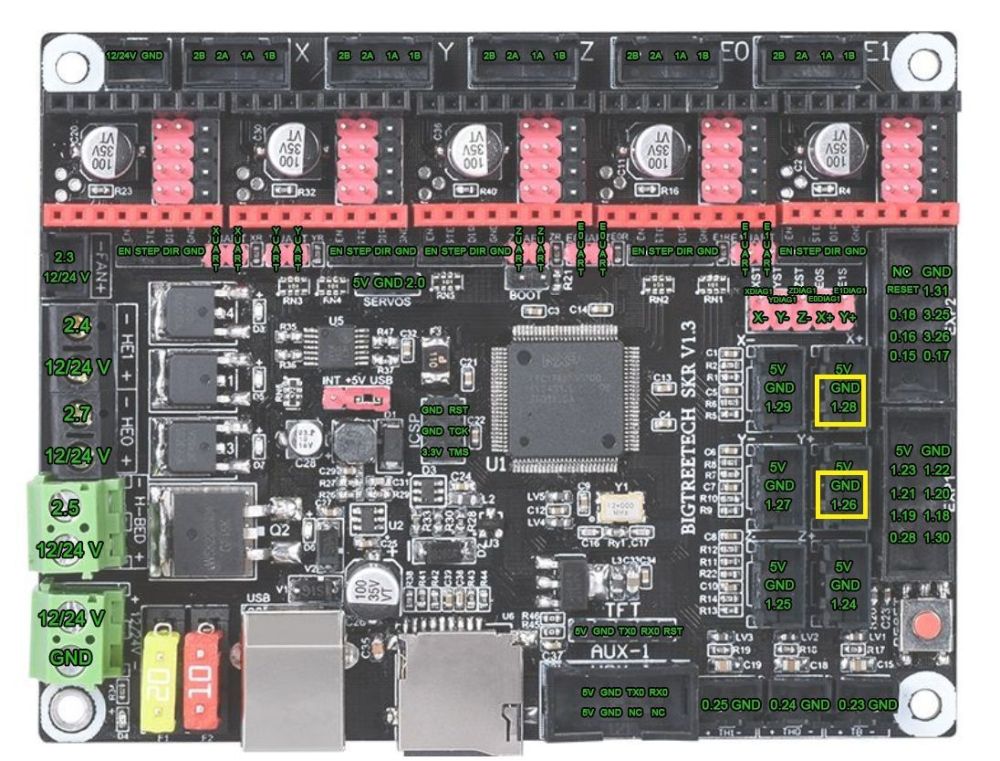
-
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
Pour le moment, je viens de tester avec le firmware de @pommeverte. Il semblerait que le débit d'extrudeur est plutôt faible. J''ai utilisé le même slicer sans rien changer dans mes réglages (Cura 8.4). L'imprimante fonctionne malgré que le fil n'active pas le capteur de fin de fil. Dans mon cas, il s'agit d'un boitier ou le fil passe à travers et appuie sur un capteur de fin de course. Jouer avec en faisant passer un fil dedans pendant un print ne change rien. Voici ce que j'ai remarqué pour le moment. Je n'ai pas encore testé la double extrusion, je préfère procéder par étape. (car je n'ai jamais imprimé avec deux extrudeurs, ca va me demander un peu de temps pour apprendre à le faire.) Pour le reste, pas de bruit suce-pet, ni lèche cul. Elle semble même moins bruyante qu'avec la MKS Gen L. J'ai du passer en mode LCD12864 plutôt qu'en Touch Mode, car en lançant l'impression, les températures ne changeaient pas, malgré que ça chauffait. Mais rien ne démarrait. Très pratique le fichier en .bin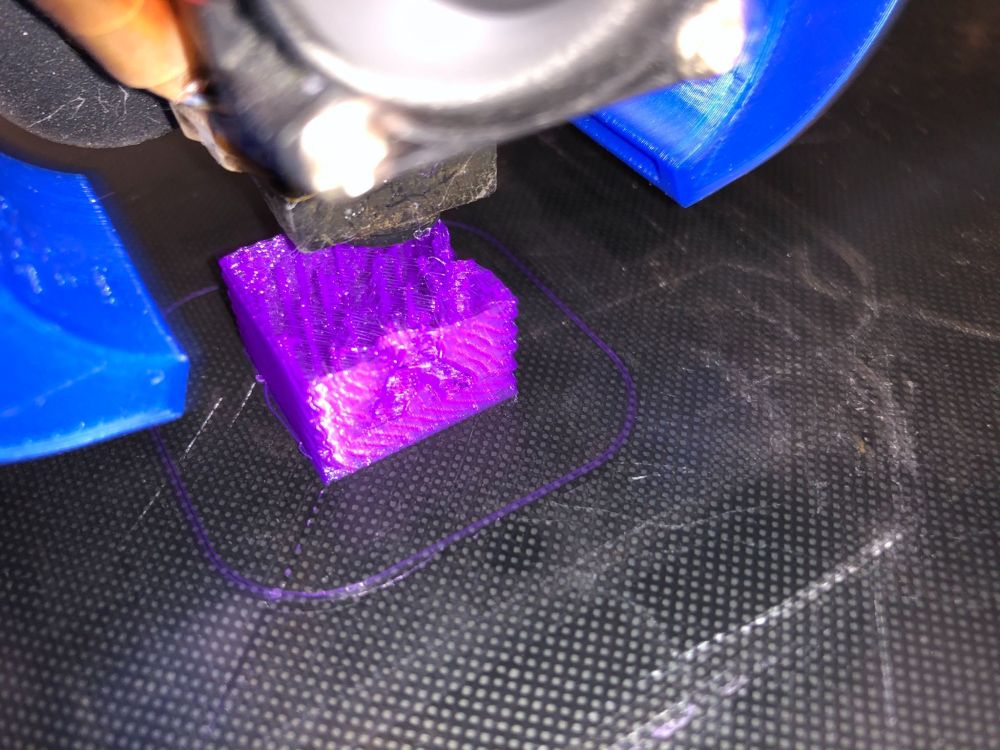
-
32 bits Compilation de Marlin SKR 1.3 pour CR10s
Shahman en réponse au topic de Shahman dans Électronique
J’ai bien un doubleur qui va bien pour les Z Donc je devrais essayer 450-500 ? Comment savoir quelle valeur précise sera la mieux adaptée ? Par le comportement du moteur ? Ou alors on peut se contenter d’une valeur approximative ?