I_Phil_Good
-
Compteur de contenus
96 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par I_Phil_Good
-

2/3 questions sur ma Ender (BLTouch, firmware, version de cm...)
I_Phil_Good en réponse au topic de I_Phil_Good dans Creality
Hello ! Pour les fils d'ange, j'ai fini par démonter la tête, j'avais un prob de fuite entre la buse et le hotend. Donc, tout démonté ! Changement, de la buse, nettoyage, changement du petit caoutchouc, changement du tube ptfe, changement du moteur qui entraine le fil dont la roue dentée est démontable (celui d'origine avait la roue dentée abimé et comme elle était emboutie, ben changement... Grrr) Une fois fait, impression nickel (seulement avec le fil jaune Sunlu) Mais bon, je l'ai vendue il y a peu au fils d'un ami. D'ailleurs, ils ont mis un autre firmware, plus de pieds d'éléphants... Etrange ! Le dit ami et moi-même avons achetée une Kobra S1 avec son Ace pro 4 couleurs, j'arrête pas d'imprimer des trucs dans tous les sens, ca bombarde, quasi pas de probleme, je kiffe ! -
2/3 questions sur ma Ender (BLTouch, firmware, version de cm...)
I_Phil_Good en réponse au topic de I_Phil_Good dans Creality
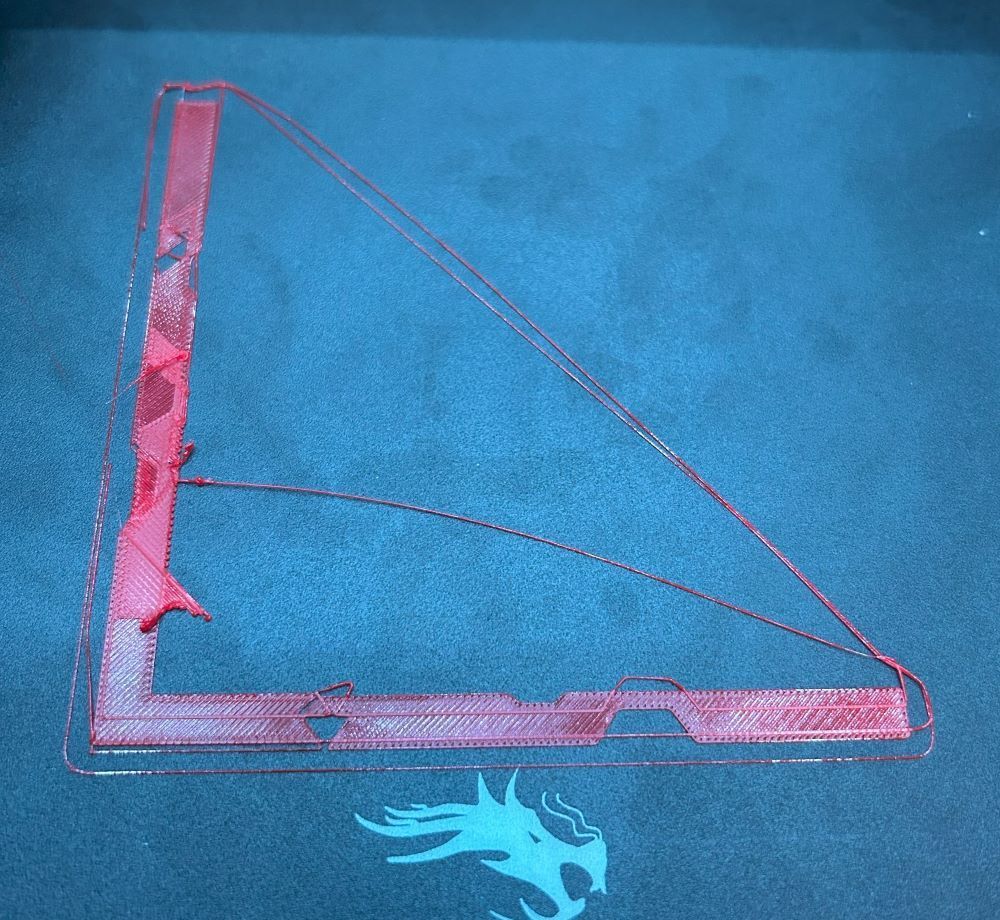
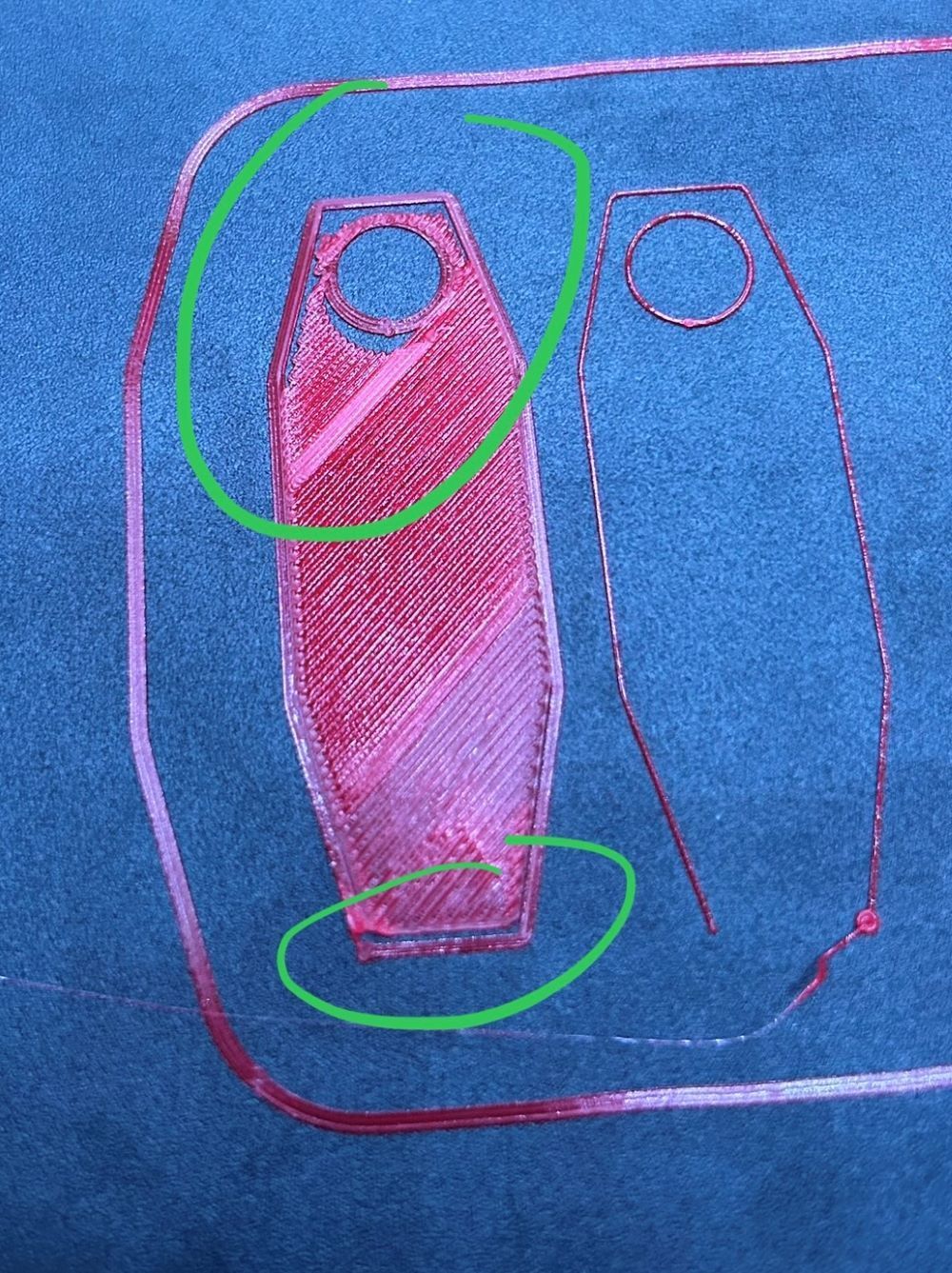
Hello les gens ! J'imprimais régulièrement et avec une assez bonne qualité (malgré parfois des petits pieds d'éléphants ou décollements), mais depuis qques semaines j'ai ce phénomène particulièrement relou qui est bien mis en avant sur cette impression : J'ai du changer ma buse peu de temps avant ce problème, ce ne serait quand même pas "juste" ca ? Ca pue le prob de rétraction du fil, mais je en sais pas comment tester ce prob pour le mettre en évidence. Pour mes problèmes de roues galets qui grinçaient, prob disparu de lui même, surement le temps qu'elles se fassent...
-
2/3 questions sur ma Ender (BLTouch, firmware, version de cm...)
I_Phil_Good en réponse au topic de I_Phil_Good dans Creality
. Bon, sortir le fil à la main comme dit plus haut, c'est farpait ! Pour les pro de la roue en polycarbonate, j'ai tout changé (ayant remarqué que mes noires d'origines étaient pour certaines très marquées) et ai donc mis ces jolies ptites roues blanches translucides. Par contre, un truc surprenant, c'est que les 4 qui sont sous le tapis (axe Y donc) font un léger dépôt de poudre blanche ce qui fait couiner/grincer, ce qui est assez insupportable . Un coup de chiffon ou passage du doigt pour "nettoyer" vite fait le rail et les roues, ca redevient silencieux pour un temps de seulement de qques heures à peine. Il est possible d'y faire qqchose ? -
Transformer un modele 3D (sketchfab) en stl exploitable
I_Phil_Good en réponse au topic de I_Phil_Good dans Dessiner / modéliser en 3D
Déja retourné ces sites, mais rien hélas... C'est bien ce qui me surprend (de na la trouver nulle part), c'est pourtant une statue (du Louvre en plus) magnifique. -
2/3 questions sur ma Ender (BLTouch, firmware, version de cm...)
I_Phil_Good en réponse au topic de I_Phil_Good dans Creality
Alors, je parlais pas forcement pendant une impression, mais rien n'empêche de le faire manuellement, tu as raison je vais tester comme ca. Ct bien pratique, car quand l'imprimante était froide, j'avais pas a attendre devant qu'elle monte en t° pour qu'elle le sorte. -
2/3 questions sur ma Ender (BLTouch, firmware, version de cm...)
I_Phil_Good en réponse au topic de I_Phil_Good dans Creality
Hop ! Bon, l'input shaping, j'ai laissé tomber, d'une ca m'a saoulé, ensuite j'ai aucun prob de ringing/ghosting. Donc, plus la prio ! Avec les galères de va-et-vient brutaux, en regardant bien en détails la bête, j'ai remarqué un début d'usure des roues noires, les fameux galets. J'en ai profité pour m'en racheté en polycarbonate, pas de profil en V, galère d'appro ou prix délirants, j'ai donc acheté pour 10.25€ 16 roues, changées hier ! Just eun pti bruit bizarre quand il y a descente de l'axe Z, faut que je checke. J'ai du refaire mon bed level forcement, avec le mesh bed, j'y ai passé un moment et j'ai réussi a l'affiner pour du vert partout, même en 9*9 . Le Zoffset légèrement modifié. J'imprime nickel ! Sinon, @pommeverte je voulais te demander, depuis la maj avec ton firmware (bien cool, avec plein de nouveaux trucs), quand je veux "unload filament", il le fait à 180° ce que je trouve un peu juste, mais surtout il ne me sort plus le fil comme avant, juste 1 ou 2cm et je dois tirer avec beaucoup force ce qui reste, je t'avoue que je crains à long terme que ce n'abime l'imprimante. On peut régler ce param sans avoir à reflasher ? -
Calibration Input Shaping avec Marlin 2.1.2
I_Phil_Good en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
X et/ou Y, je ne saurai répondre. Le gcode du fichier est là ringing_tower_1h56m_0,20mm_205C_PLA_ENDER3BLTOUCH.gcode Le gcode de démarrage de prusaslicer : G90 ; use absolute coordinates M83 ; extruder relative mode M140 S{first_layer_bed_temperature[0]} ; set final bed temp G4 S30 ; allow partial nozzle warmup G28 ; home all axis G29 ; auto bed levelling G1 Z5.0 F3000 ; Move Z Axis up a bit during heating to not damage bed G1 X2.0 Y10 F3000 M900 K0 M190 S{first_layer_bed_temperature[0]} ; wait for bed temp to stabilize M109 S{first_layer_temperature[0]} ; wait for nozzle temp to stabilize G1 Z0.28 F240 G92 E0 G1 X2.0 Y140 E10 F1500 ; prime the nozzle G1 X2.3 Y140 F5000 G92 E0 G1 X2.3 Y10 E10 F1200 ; prime the nozzle G92 E0 ainsi que le gcode "après changement de couche" : ;AFTER_LAYER_CHANGE ;{layer_z} M593 F{(layer_num < 2 ? 0 : 15 + 45.0 * (layer_num - 2) / 297)} ; Hz Input Shaping Test -
Calibration Input Shaping avec Marlin 2.1.2
I_Phil_Good en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
J'ai mis 60mm/s Ben j'ai fait ce qu'il a dit encore... Le problème que j'ai maintenant, c'est que lors de l'impression, ca claquait assez violemment, puis j'ai préféré arrêté l'impression dès la 2eme ligne, surtout parce que ca faisait nimp : Du coup, j'ai lancé une impression que j'avais déjà sur ma µsd (avec cura, déjà faite plusieurs fois top la classe, des sifflets), et la aussi problème : Avec de violents claquements lors des stop de fin de lignes pour repartir dans l'autre direction, bam bam bam... J'ai quand même pas niqué les moteurs avec l'autre gcode de test ? Bon, imprimante redémarrée, plus de prob, ca doit être une des lignes du gcode qui faisait ca, j'avoue que j'ai un peu serré les fesses ...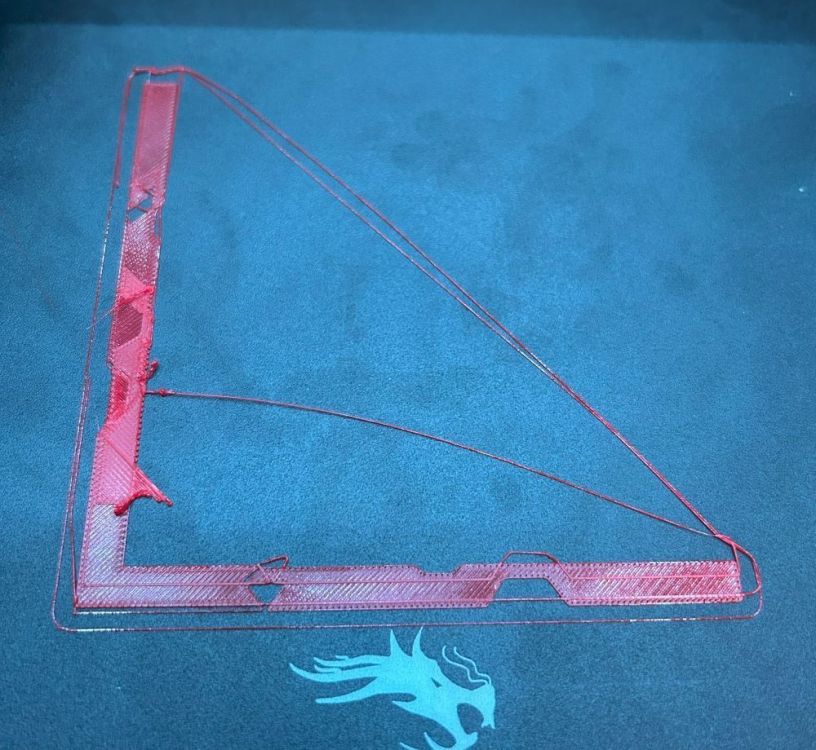

-
Calibration Input Shaping avec Marlin 2.1.2
I_Phil_Good en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
Ah ben voui, faut changer toutes les vitesses des périmètres extérieurs... 50mm/s ou plus ? Euuuh, j'ai lancé l'impression du truc, normal que ca me fasse un mesh avant ? (pi j'avais fait un 9*9 dans les param hier...) -
Calibration Input Shaping avec Marlin 2.1.2
I_Phil_Good en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
J'ai pris "Exporter la Configuration", celui du Ctrl+E config.ini si c'est po ca, dis moi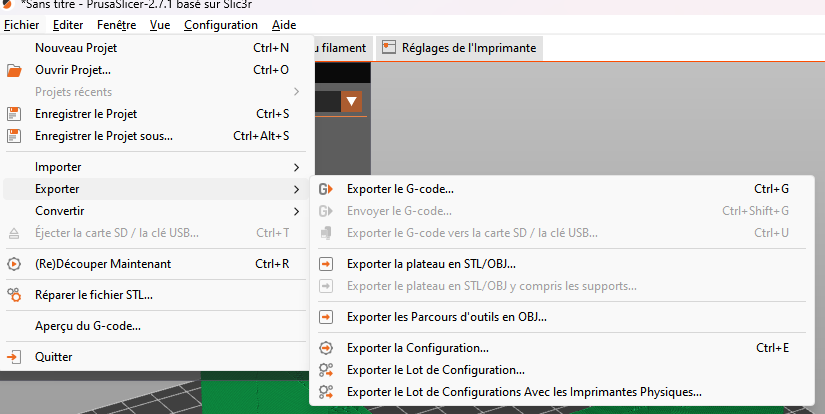
-
Calibration Input Shaping avec Marlin 2.1.2
I_Phil_Good en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
Pareil ringing_tower_1h56m_0,20mm_205C_PLA_ENDER3BLTOUCH.gcode -
Calibration Input Shaping avec Marlin 2.1.2
I_Phil_Good en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
J'ai pas touché a ces paramètres justement... Quand je suis arrivé sur cette page de paramètres, c'était comme ca. -
Transformer un modele 3D (sketchfab) en stl exploitable
I_Phil_Good en réponse au topic de I_Phil_Good dans Dessiner / modéliser en 3D
J'avoue qu'en 22cm, ca peut etre top, mais si il n'est pas possible d'avoir la texture du drapé, comme par exemple illustré ici : ou là : Ca vaut surement pas le coup d'y passer du temps. J'ai essayé de contacter l'agence aussi, on va voir...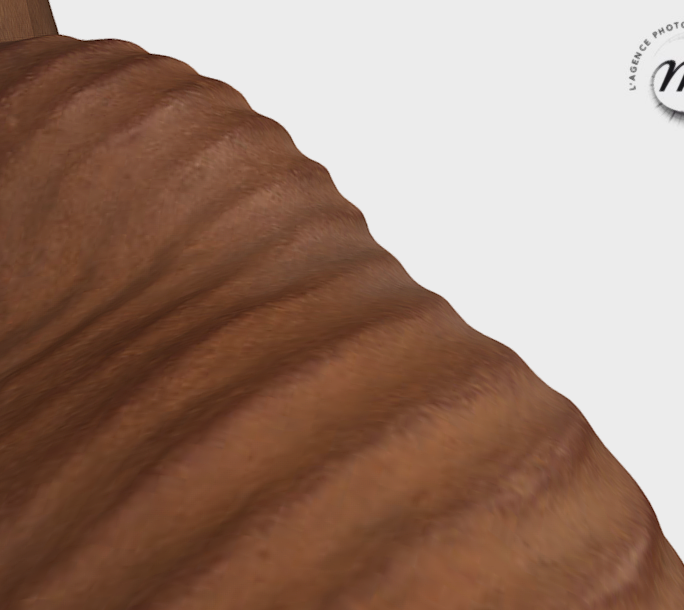

-
Calibration Input Shaping avec Marlin 2.1.2
I_Phil_Good en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
Ben, j'ai mis 0 dans les cases qu'il a encadrées Non ? -
Calibration Input Shaping avec Marlin 2.1.2
I_Phil_Good en réponse au topic de MrMagounet dans Tutoriels et améliorations pour Artillery
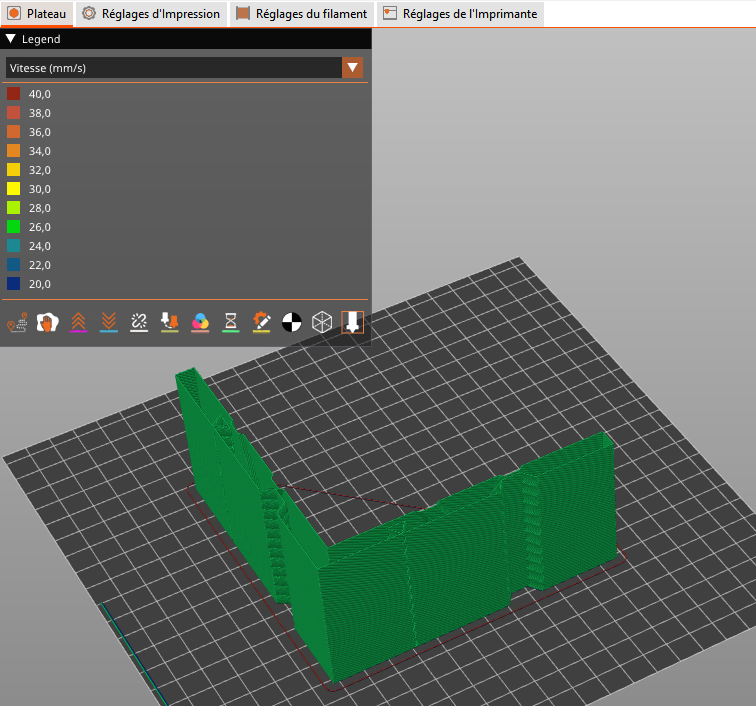
Hello ! Je tente de suivre ce tuto pour regler ce param. J'ai donc pris prusaslicer (premiere fois, j'ai toujours utilisé cura) et suivi les reglagé indiqué au début de ce thread (apres avoir fait mes param de démarrage pour mon imprimante bien sûr). Premier point que je ne comprends pas, tu dis : Perso, j'ai laissé les param indiqué de 500mm/s² car je ne sais pas si c'est davantage pour ma Ender 3 (pour la vitesse d'impression, je max à 50mm/s) Et ensuite tu dis : Du coup, les param cités au dessus sont annulés ? Car je me retrouve avec ces param dans les réglages de l'impression : C'est ici que je dois mettre des valeurs max identiques a celles mises a 0 dans les reglages de l'imprimante ? (chui un peu perdu en fait ) J'ai normalement bien suivi tout le reste, mais pourtant : Tout vert quoi... dans les 25mm/s, ils se touche un peu pépère là Pour info, le gcode : G90 ; use absolute coordinates M83 ; extruder relative mode M140 S{first_layer_bed_temperature[0]} ; set final bed temp G4 S30 ; allow partial nozzle warmup G28 ; home all axis G29 ; auto bed levelling G1 Z5.0 F3000 ; Move Z Axis up a bit during heating to not damage bed G1 X2.0 Y10 F3000 M900 K0 M190 S{first_layer_bed_temperature[0]} ; wait for bed temp to stabilize M109 S{first_layer_temperature[0]} ; wait for nozzle temp to stabilize G1 Z0.28 F240 G92 E0 G1 X2.0 Y140 E10 F1500 ; prime the nozzle G1 X2.3 Y140 F5000 G92 E0 G1 X2.3 Y10 E10 F1200 ; prime the nozzle G92 E0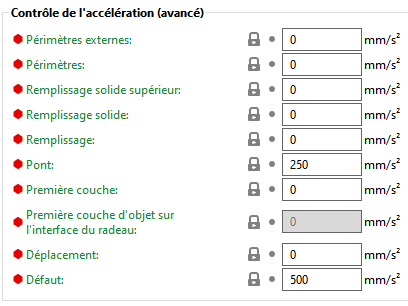
-
2/3 questions sur ma Ender (BLTouch, firmware, version de cm...)
I_Phil_Good en réponse au topic de I_Phil_Good dans Creality
On peut basculer sur le sujet dédié ? -
2/3 questions sur ma Ender (BLTouch, firmware, version de cm...)
I_Phil_Good en réponse au topic de I_Phil_Good dans Creality
Ca veut dire que tous les anciens fichiers gcode stockés sur ma carte SD seront "mal" imprimés ? Enfin moins bien qu'avant a cause de ca ? Je peux pas désactiver cette fonction dans les menus ? -
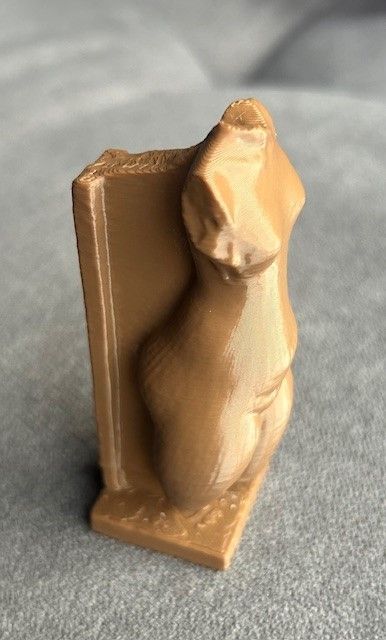
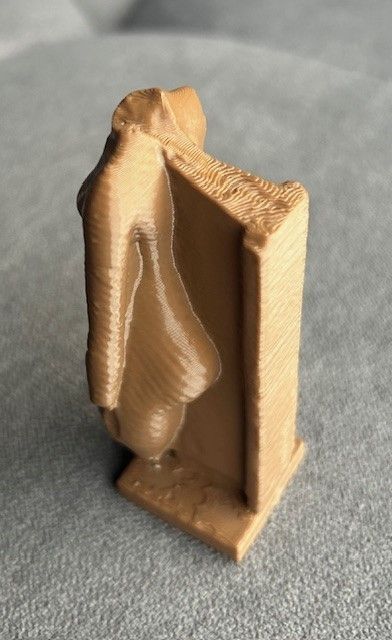
Transformer un modele 3D (sketchfab) en stl exploitable
I_Phil_Good en réponse au topic de I_Phil_Good dans Dessiner / modéliser en 3D
Je l'ai imprimé, toute mimi ! Seule grosse nuance d'avec le modèle, c'est le manque de texture, il y a des reliefs sur le drapé, ainsi que la déco de l'encolure. Tout est lissé. Mais elle est top, imprimée à 10cm :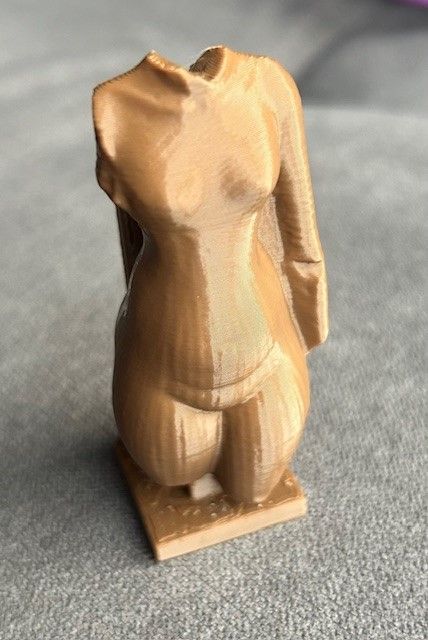
-
2/3 questions sur ma Ender (BLTouch, firmware, version de cm...)
I_Phil_Good en réponse au topic de I_Phil_Good dans Creality
C'est le même que l'autre, à l'exception du sens du potar ? Késsessé ? Je reviens la dessus... Que se passe-t-il si j'i oublié cette ligne ? -
2/3 questions sur ma Ender (BLTouch, firmware, version de cm...)
I_Phil_Good en réponse au topic de I_Phil_Good dans Creality
Au top, merci beaucoup Je l'ai fait et ca fonctionne. -
2/3 questions sur ma Ender (BLTouch, firmware, version de cm...)
I_Phil_Good en réponse au topic de I_Phil_Good dans Creality
Oui, c prévu, faut juste que je passe le fil marron dedans Voila : ; Ender 3 Custom Start G-code G92 E0 ; Reset Extruder G28 ; Home all axes G1 Z5.0 F3000 ; Move Z Axis up a bit during heating to not damage bed M104 S{material_standby_temperature} ; Start heating up the nozzle most of the way M190 S{material_bed_temperature_layer_0} ; Start heating the bed, wait until target temperature reached M109 S{material_print_temperature_layer_0} ; Finish heating the nozzle G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish Ca me fait penser que j'ai oublié d'écrire les lignes que tu m'avais conseillé de mettre... -
2/3 questions sur ma Ender (BLTouch, firmware, version de cm...)
I_Phil_Good en réponse au topic de I_Phil_Good dans Creality
Bon, le zoffset ca va mieux, mes impression de bed level sont propres (sauf un coin, pas terrible). Je vais tester avec le bed tramming plus tard, j'ai lancé un impression de 3h Tout semble bien fonctionner, faut que je m'habitue et prenne en main cette nouvelle interface. Ah oui, un point, avant comme maintenant, quand je démarre un preheat (210°/50°), et qu'ensuite je lance une impression, pourquoi la buse descend à 175° puis remonte à 210° (de mon param cura) -
2/3 questions sur ma Ender (BLTouch, firmware, version de cm...)
I_Phil_Good en réponse au topic de I_Phil_Good dans Creality
Bon, C'est flashé, écran nickel (donc pas flashé, potar ok, j'ai remis les paramètres que j'avais (bien peu au regard de tous ces nouveaux menus), le bl touch stop bien (manip faite en hauteur avec le doigt comme t'as dit). J'ai réglé le zoffset, qui ne semble être plus que de -0.36 alors qu'il était de -0.96 mais. J'imprime un bed level test rapide pour voir, car je n'ai pas trouvé comment déplacer ma buse a la position du zoffset et désactiver les steppers pour faire mon bed avec le papier. Bon, ca imprime dans le vide , je retente un reglage du zoffset... -
2/3 questions sur ma Ender (BLTouch, firmware, version de cm...)
I_Phil_Good en réponse au topic de I_Phil_Good dans Creality
Tu sais, l'air de rien ca fait quasi 2 ans les dernières fois ou j'ai bidouillé mon imprimante, déjà que je sais pas ce que j'ai mangé avant hier, mon éponge de cerveau a pas mal oublié de choses Mais ca revient vite avec les explications Sinon, ptite question, dans le firmware que tu m'as passé, le sens du potar est inversé ? C'est un paramètre configurable après coup ? Admettons que je rechange ce potar un de ces 4, mais que celui marche bien, ce sera de nouveau inversé Bon, j'attends mes carte sd 8go, et je passe à l'attaque. Pour en revenir a l'input shaping, ce param a-t-il vraiment un intérêt pour ma veille tite mémère qui imprime a 50mm/s max, y aura-t-il un gain significatif ? -
2/3 questions sur ma Ender (BLTouch, firmware, version de cm...)
I_Phil_Good en réponse au topic de I_Phil_Good dans Creality
Vais en acheter une avant de faire ces manips, pasque si ca foire, ca va me saouler de pas pouvoir avancer. Pi vu que je n'ai qu'une seule carte SD, ce sera pas un mal... Ils sont côte à côte J'avais acheté un câble usb de 5m à l'époque aussi. Comment ca gcode de démarrage ? On parle de la conf de boot de la carte mère, paramètres auxquels j'accède avec pronterface justement ? Je suis en train de regarder ce que c'est que ce param, et je pige pas tout... Il semble que non géré par Cura ?