Ironwarthog
-
Compteur de contenus
21 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Ironwarthog
-
[TOPIC UNIQUE] Anycubic Kobra S1 Max (Combo)
Ironwarthog en réponse au topic de Julien dans Anycubic
Bonjour à tous, je viens vers vous pour avoir votre avis. j’avais commandé la centauri Carbon (reçu il y a moins de 15 jours) principalement car ils avaient annoncés le multicouleur dessus, bon finalement quelques jours après l’avoir reçue Elegoo annonce qu’il n’y aura probablement pas de multi. Et j’ai vu passer cette kobra s1 max combo, ce qui m’intéressait c’était le multicouleur et aussi la taille d’impression(j’ai aussi une FLsun speed racer, qui en hauteur me permettait à peine plus que 31cm, donc ça tombe bien la S1 max serait à 35cm. Mais ayant vu pas mal de retour compliqués sur sa petite soeur, la s1 normale, je m’interroge grandement sur la fiabilité de cette S1 MAX. Ont ils réellement évolués ou c’est encore hasardeux? j’hésite vraiment à revendre la centauri carbon(qui au demeurant va très bien et est plaisante) et reprendre derrière cette S1 MAX ou garder la Centauri Carbon et espérer le multicouleur et faire l’impasse sur le volume d’impression plus important . merci d’avance à vous si vous avez un avis ou conseil. -
Réglage Chirubox pour M5S Pro avec Sunlu 14k dark gray
Ironwarthog en réponse au topic de o0Mitsuomi0o dans Les imprimantes 3D SLA
Je viens donner des nouvelles suite à mon message, j’ai finalement décidé de faire un leveling manuel. Ça a bien résolu le problème du bas d’impression rogné j’ai fais plusieurs sessions de test de calibration sans souci, en arrivant à un temps d’expo de première couche de 30 secondes et les couches normales aux alentours des 1,6-1,7s. je décide d’imprimer une figurine en plusieurs parties, et là juste les premières couches qui collent au plateau, je me demande quand même si le plateau et le système de l’auto leveling sont pas un peu foireux quand même -
Réglage Chirubox pour M5S Pro avec Sunlu 14k dark gray
Ironwarthog en réponse au topic de o0Mitsuomi0o dans Les imprimantes 3D SLA
Je ne comprend plus rien à cette résine j’ai essayé des temps d’expo sur les premières couches de 60sec, puis j’ai imprimé mes fichier de calibration avec des temps de couches normales allant de 1,6-1,7-1,8-1,9 que des échecs beaucoup de d’élimination encore. j’ai ré essayer une calibration avec les mêmes expo de base mais avec des temps de couches normales allant de 2-2,5-3-3,5 même constat mais la moitié du plateau n’était pas bonne, une légère amélioration sur l’autre partie, mais par exemple le tableflipv3 rien ne rentre dans la chope et l’épée ne rentre pas non plus, et sur les test j3dtech v2 pareil les petits cubes détachable ne rentre pas donc trop d’expo de base, je suppose mais si je met moins j’ai l’impression que rien ne s’imprime. sur la moitié arrière du plateau j’étais à 3s à droite et 3,5s à gauche d’expo normale en dessous rien n’était sorti. j’ai aussi un phénomène bizarre en prenant par exemple le tableflip, sur les premières couches ont dirait que c’est tassé, la partie à insérer dans la chope est quasiment collée à la base du fichier, l’épée est presque fusionnée aussi avec la base alors chose que je ne me rappel plus si j’ai essayer rester sur un temps d’expo des premières couches aux alentours des 25-30 seconde et augmenter progressivement les temps d’expo des couches normales. est ce qu’il y aurai quelques chose à faire du côté des temps de repos avant et après retrait? est ce que le plateau et son nivellement pourrait être en cause? merci d’avance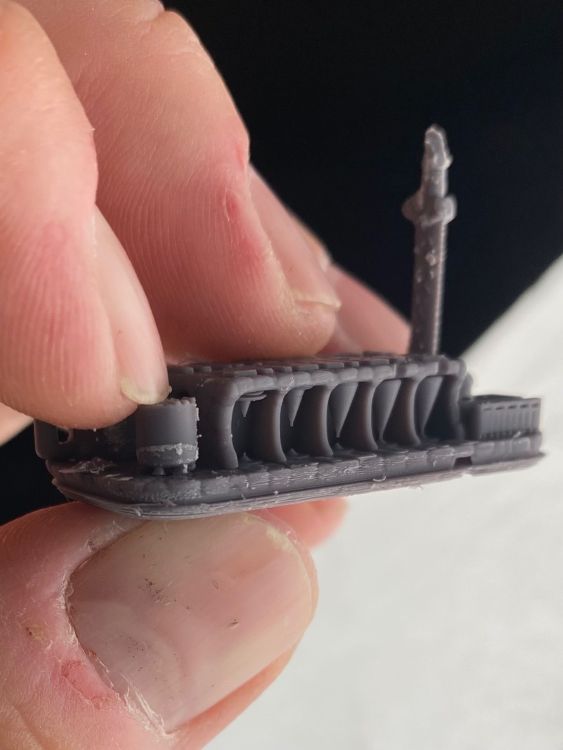

-
Réglage Chirubox pour M5S Pro avec Sunlu 14k dark gray
Ironwarthog en réponse au topic de o0Mitsuomi0o dans Les imprimantes 3D SLA
Merci de ton aiguillage @o0Mitsuomi0o j’ai lancé un test pour essayer de voir la différence avec ce que j’avais, en mettant 60s sur les couches de base et 1,6-1,7-1,8-1,9 pour les 4 test de calibration et encore pire juste les couches de bases se sont imprimées. je viens de réessayer avec une couche de base à 40s et 80% des pièces sont sorties mais encore un peu délaminée, je referais un test demain avec un peu plus d’expo sur les couches de bases et j’aviserais par la suite merci bien en tout cas -
Réglage Chirubox pour M5S Pro avec Sunlu 14k dark gray
Ironwarthog en réponse au topic de o0Mitsuomi0o dans Les imprimantes 3D SLA
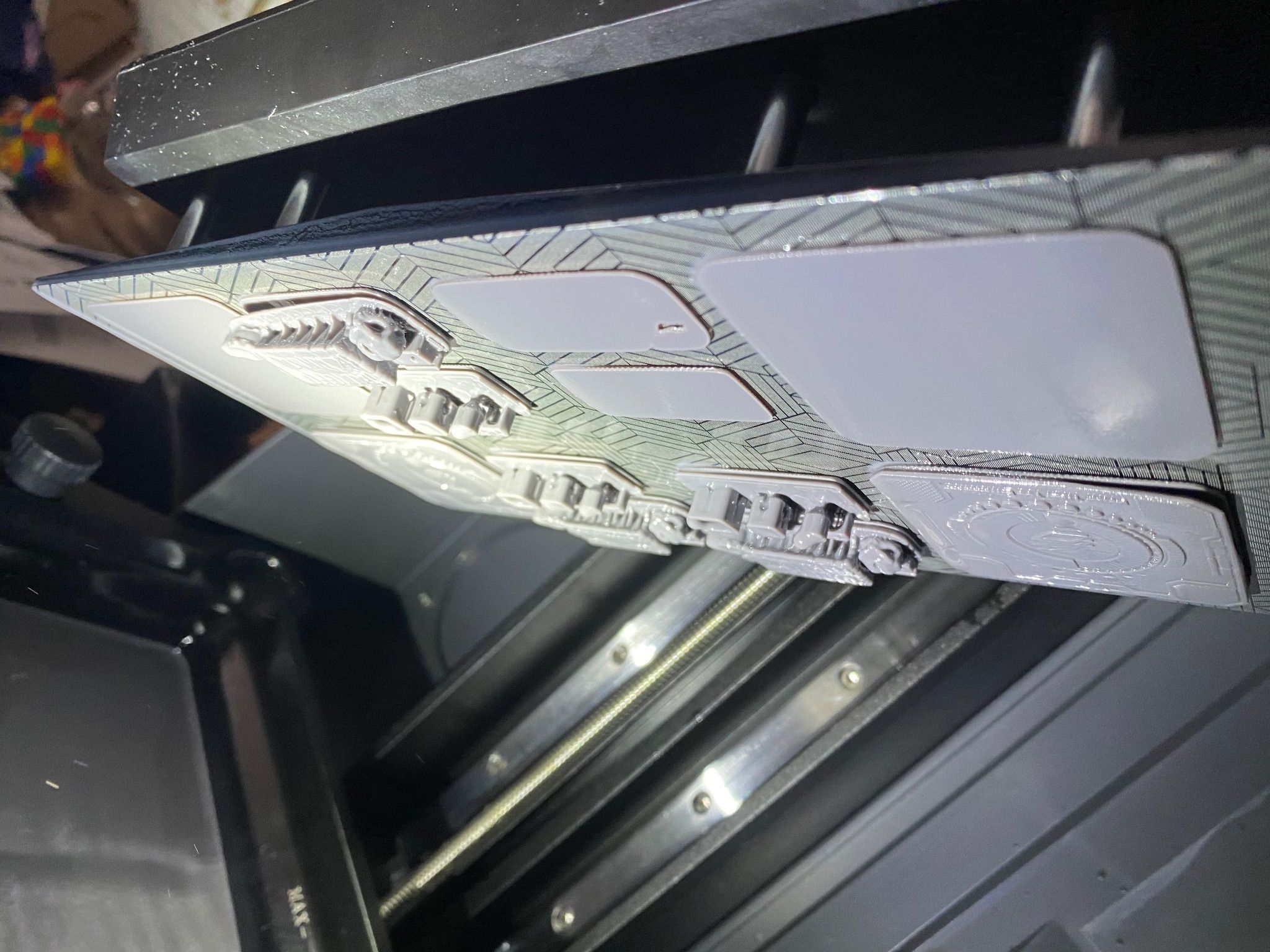
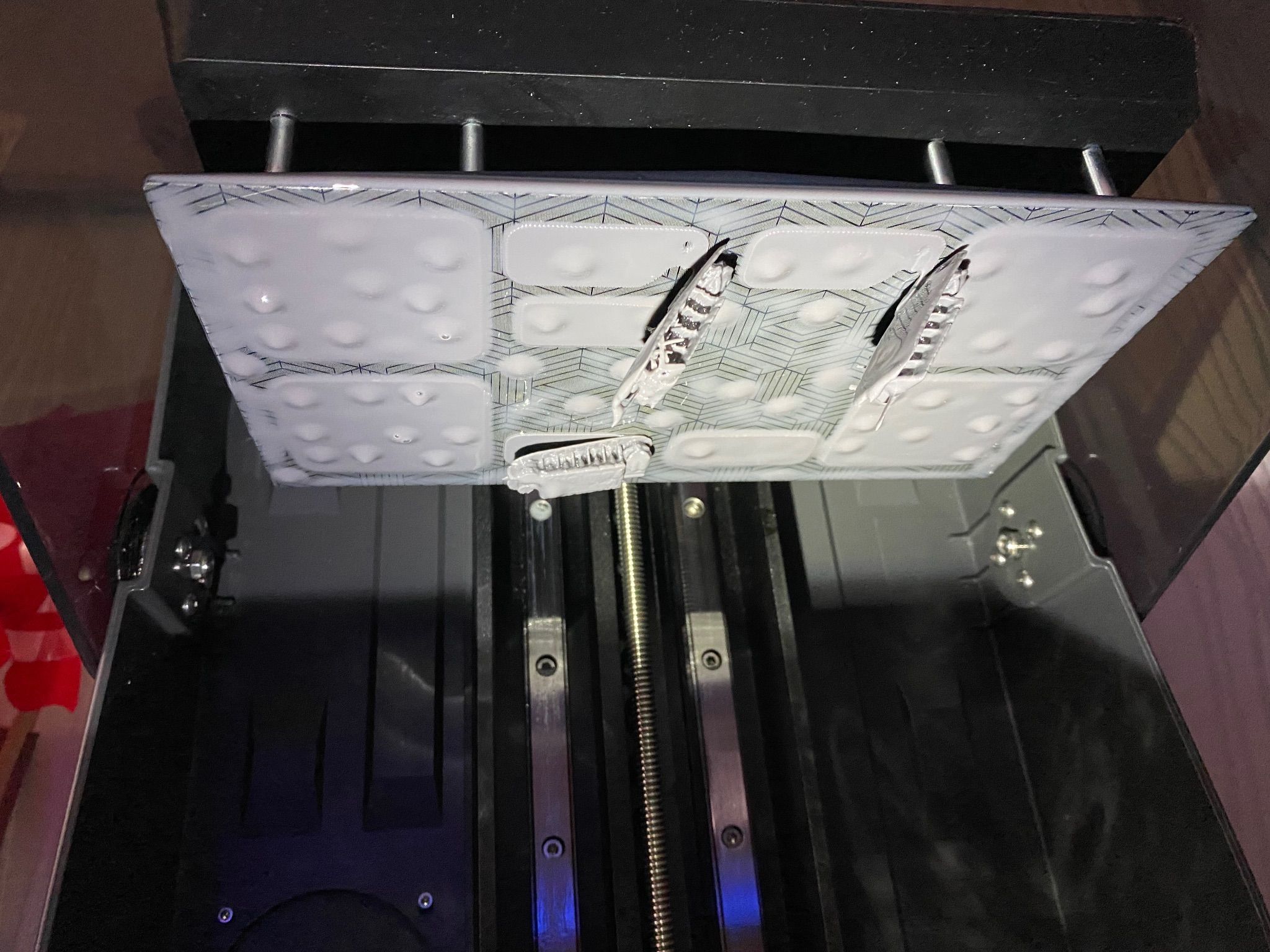
Je suis impressionné de cette connaissance dans la résine et de sa chimie @pjtlivjy je suis avec une saturn 4 ultra et j’ai aussi ce problème de résine qui ne colle pas vraiment au plateau par endroit et à d’autre c’est plutôt comme une délamination, alors dans un premier temps je ne met pas à 100% en cause la résine, je suspecte aussi d’avoir un plateau qui n’est pas parfaitement plat(pourtant quelques impression déjà effectuées sans trop de problème) qui se serait déformé récemment, j’ai essayer aussi un nivellement manuel avec les bout de papier dans chaque coin, mais je trouve que les visse de réglage sont très lâches une fois réglées. j’ai un film hdf antinsky qui a a peine 35k de couche, l’imprimante date de octobre il me semble. j’avais moins de problème avec la sunlu lavable à l’eau, couche de base à 25sec, et couche normale entre 1,5 et 1,7 la j’ai essayé couche de base à 20-22-25-27-30 et couche normales, allant de 1,5 à 2,5 par incrémentation de 0,1 rien de très concluant je trouve. faudrait t’il aussi toucher au repos avant et après retrait? je suis un peu confus de ce soudain changement avec cette 14k dernier résultat de test d’expo avec plusieurs fichier de calibration, j’en fais 3(tableflip v3, xp Finder, et le j3dtech v2) pour chaque temps d’expo, peut être inutile ?
-
Problème Phrozen XP Finder saturn 4 ultra
Ironwarthog en réponse au topic de Aekold19 dans Les imprimantes 3D SLA
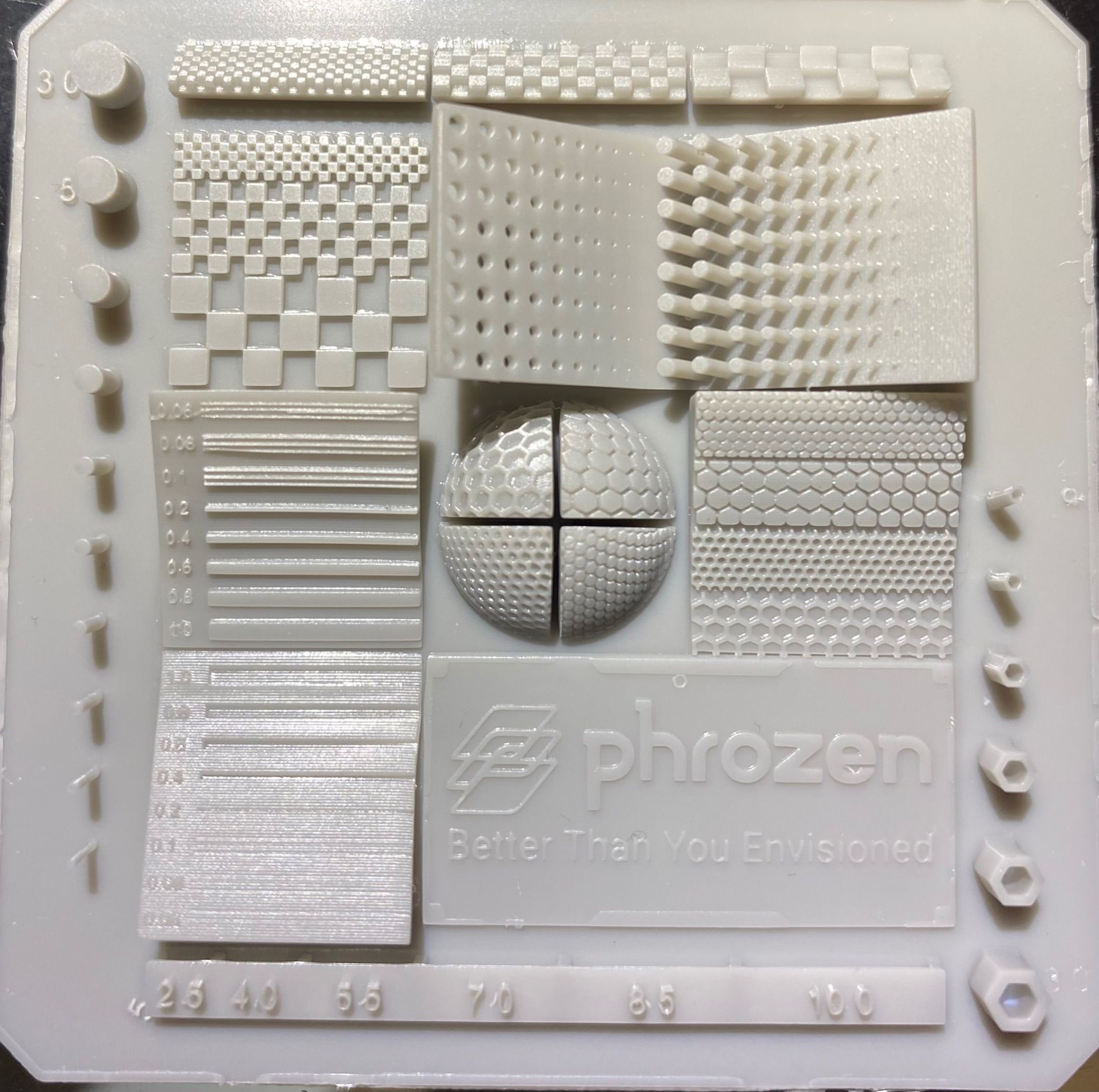
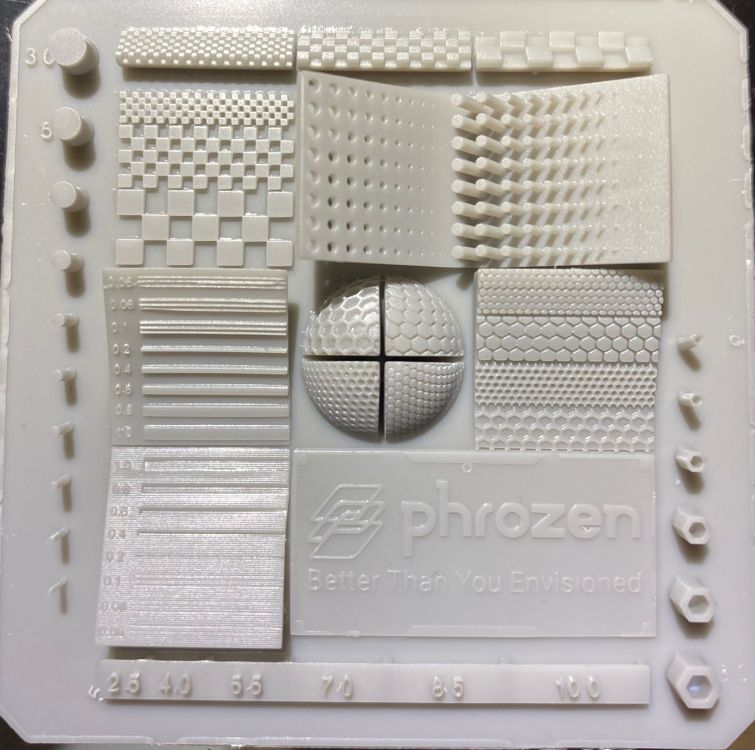
Je viens de découvrir le fil de ce post, et j’étais dans le même cas avec un résultat que je pensais a peut près bon sauf pour le coin supérieur gauche du XP Finder que je trouvais tres(trop) plat à mon goût. je vois que je ne suis pas seul. j’ai donc testé sans anti aliasing et la différence est flagrante sur le XP Finder, tout cela sans toucher au réglage de base qui sont : -24 seconde pour les premières couches, -1.4 seconde pour les couches normales. -saturn 4 ultra. -slicer chitubox. -film HDF antinsky -résine sunlu water washable. les réglages ne sont pas totalement fini mais c’est déjà une meilleure base Avec antialiasing sans antialiasing et je me suis essayé aussi au RP tester qui pour un premier essaie ressort pas trop mal alors maintenant je m’interroge sur la nécessité d’utiliser l’anti aliasing dans le slicer chitubox, j’avais entendu dire @isidon qu’il y avais déjà un antialiasing intégré à l’imprimante sur la saturn 3 ultra, je ne sais pas en ce qui concerne la saturn 4 ultra.

-
Est-il possible d'avoir un print sans aucune traces de support ?
Ironwarthog en réponse au topic de kev442 dans Les imprimantes 3D SLA
Désolé je n’ai pas vu la réponse pourtant les notifs sont activées. ah bah merci bien , c’est celui que j’ai fais après sans savoir que c’était l’évolution. il est vraiment génial et précis au final et j’arrive à peut près au même temps d’exposition à 1,9 seconde en gros -
impression maison de Noël problème d'adhésion/décrochage : quelle orientation?
Ironwarthog en réponse au topic de vispacem dans Les imprimantes 3D SLA
Je suis encore très jeune en impression résine mais j’aurais quand même essayé de mettre le sol en contact total avec le plateau(j’ai la saturn 4 ultra avec le bac à résine qui décroche d’un côté pas la même technologie) mais je pense pas qu’il y ai beaucoup d’effet ventouse -
Est-il possible d'avoir un print sans aucune traces de support ?
Ironwarthog en réponse au topic de kev442 dans Les imprimantes 3D SLA
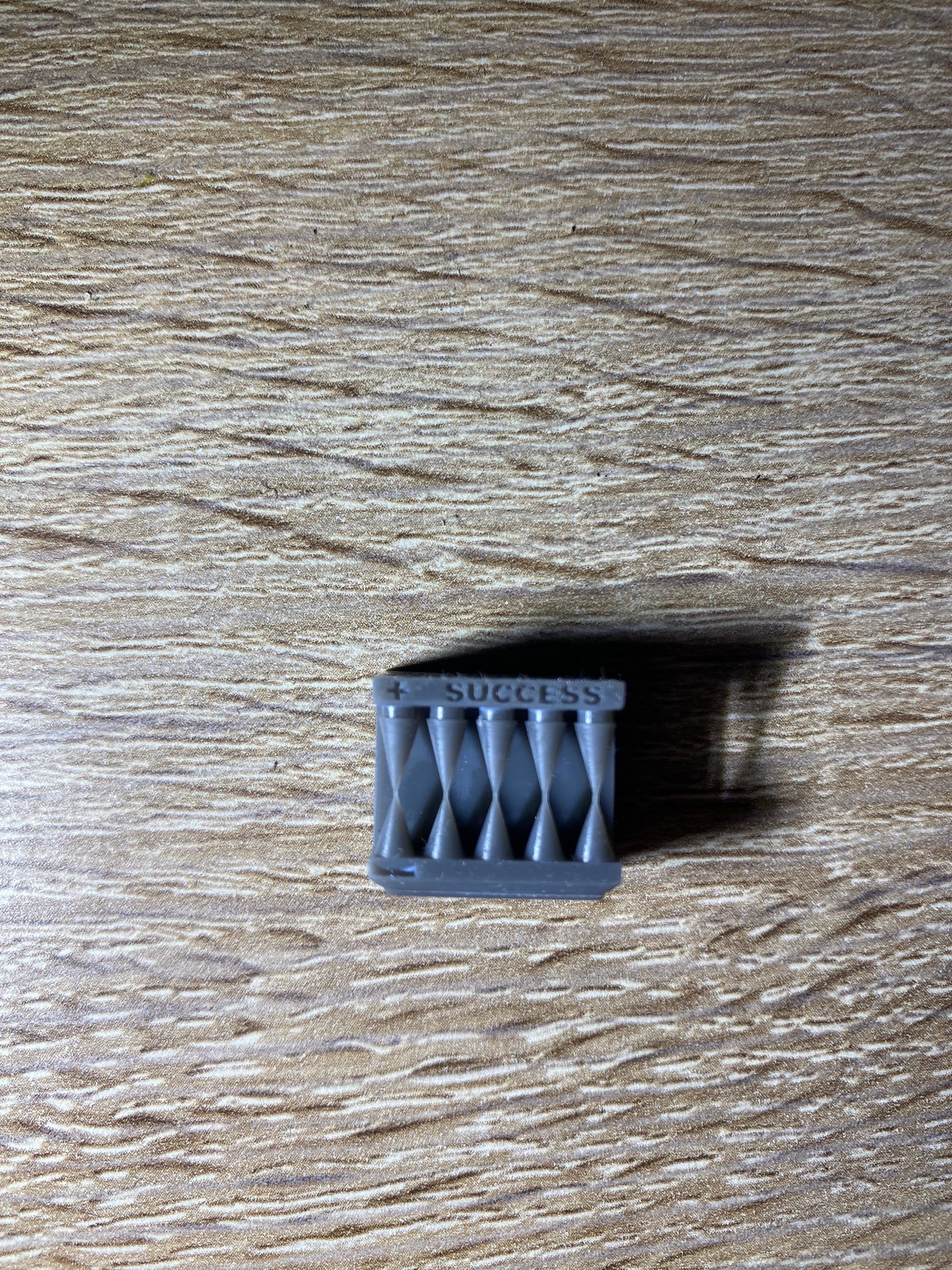
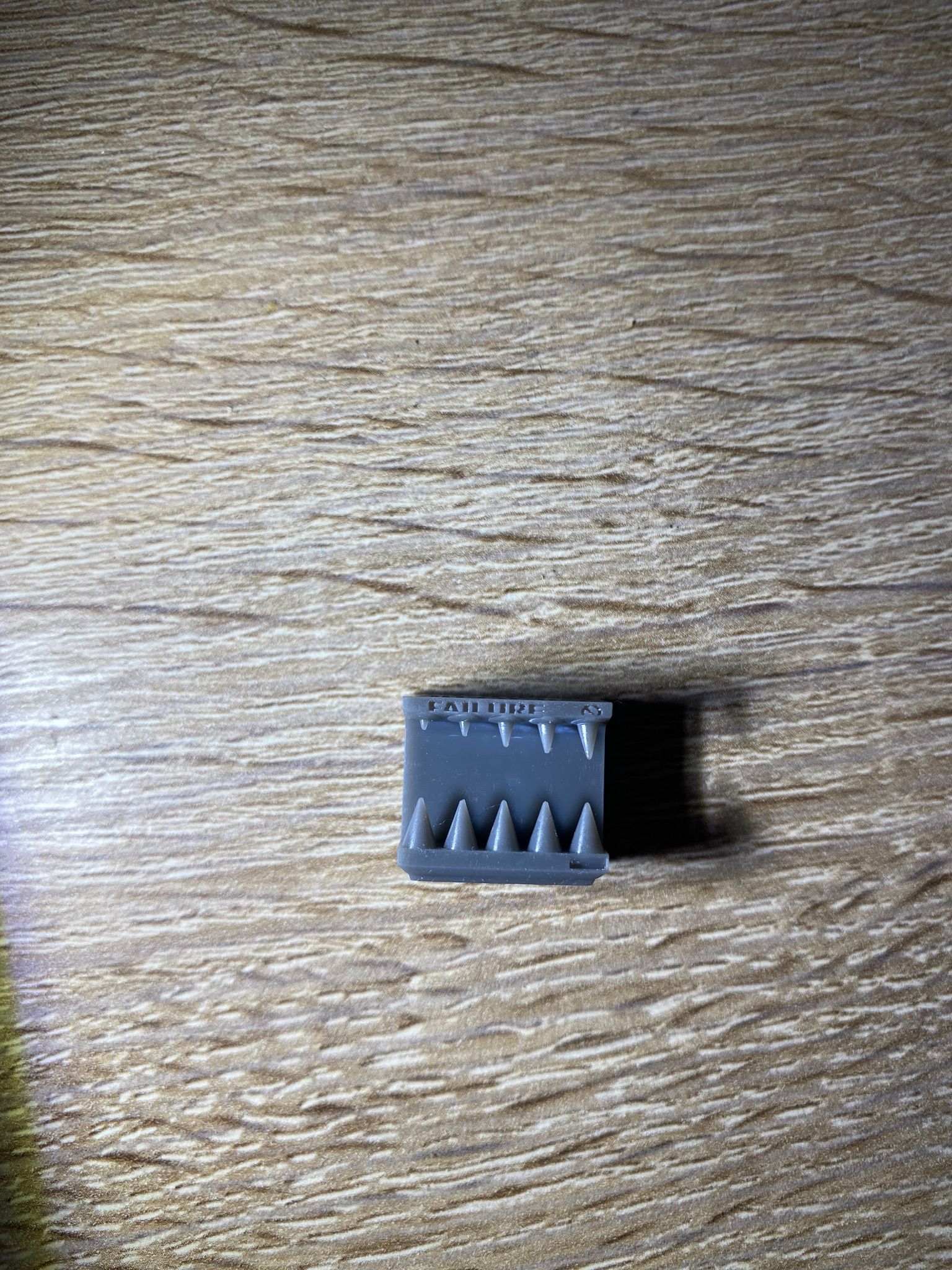
Je ne sais pas trop quoi en penser du test, du moins par rapport à ma situation. je viens d’avoir la saturn 4 ultra, je n’ai pas de problème particulier d’impression(4000 couches en 2-3 print) j’ai essayé de faire plusieurs test d’e position avec le fichier des cônes(après avoir regardé la vidéo de @isidon), et même en descendant à 1,5 secondes j’ai encore plusieurs petits(vraiment petit) cônes de visible côté "failure". J’ai essayé aussi à 1,8sec pas de grosse différence et aussi à 2,3 sec avec des cônes un peu plus grand sur cette dernière exposition mais pas énormes non plus. la résine est de la sunlu water washable, je devrais encore tester plus bas en exposition?

-
Profils SuperSlicer pour FLSUN Super Racer SR
Ironwarthog en réponse au topic de Motard Geek dans FLSUN 3D
désolé de la réponse tardive aussi je n'ai pas changé de ptfe et au final c'était un problème de calibration de l'extrudeur qui n'était pas calibré, mais impossible de gardé un réglage fixe, des fois l'extrudeur me sort pile poil 100mm et le second test juste après sans rien avoir touché aux réglages je me retrouve avec presque 200mm je ne comprend pas -
Du coup on a prix la pro avec la grille le rotary les filtres et j’ai ajouter le pulseur d’air aussi reste à attendre maintenant. merci à tous pour les infos, je regarderais sur le forum si il y aura un post dédié et je ferais un retour quand on recevra le tout
-
Merci pour ces réponses complète, j’ai vu après que ça commençais à envoyer en juin et je pense aussi que ça prendra du retard, ils ont quand même pas mal de participant mine de rien. on va voir mais c’est vrai que la 20w fait de l’oeil par rapport à la concurrence ou le tarif est largement au dessus il me semble de se que j’ai commencé à regardé. Je sais pas trop quoi faire du coup, prendre le risque de l’avoir dans 3 mois ou partir sur une autre marque en 10w
-
J’ai vu cette nouveauté et en tant que débutant/intéressé, la pro a l’air très bien effectivement pour le prix par rapport à la concurrence, il manquerais peut être le pulseur d’air pour être parfait. est ce que vous avez ou connaissez la fourchette de temps pour être livré ? merci
-
Profils SuperSlicer pour FLSUN Super Racer SR
Ironwarthog en réponse au topic de Motard Geek dans FLSUN 3D
Me revoilà, je pense que l’on ne s’ennui jamais avec l’impression 3D j’ai changer la buse d’origine par une nozzleX et j’ai aussi changé tout le système de ptfe , par un magnet mk10 et capricorn xs , celui d’origine n’arrêtais pas de prendre du jeu et même c’est déboîté juste en sortie d’extrudeur autant dire que lui il a continué à dérouler mais j’ai un souci qui est apparu depuis que j’ai essayé de lisser les jointures. j’ai réussi à faire de belle pièce avant avec un travail léger sur la jointure et là depuis le changement du ptfe c’est une horreur j’ai pourtant augmenté la distance de rétraction (6mm), j’aurais du diminuer, et la vitesse aussi je suis à 65mm/s fait il que je refasse une calibration de l’extrudeur?vu que j’ai séparé les deux parties, moteur et engrenage ? en photo l’exemple que j’ai maintenant avec du sunlu pla+ bois(mais pas de fibre j’ai l’impression) si vous avez une piste merci
-
Profils SuperSlicer pour FLSUN Super Racer SR
Ironwarthog en réponse au topic de Motard Geek dans FLSUN 3D
Effectivement j’ai ajouter un tout petit congé et c’est devenu parfait,(mais en réfléchissant, j’avais fais juste une petite partie de la pièce finale pour justement éviter de gaspiller temps et filament, et il me semble que ça me le faisait pas sur la petite partie et était présent sur la pièce complète, je verrais bien) mais en tout cas merci du conseil. ‘maintenant il va falloir que je trouve comment réussir de beau pont assez lisse, j’ai réussi à améliorer en resserrant le chevauchement spécifique aux ponts il me semble
-
Profils SuperSlicer pour FLSUN Super Racer SR
Ironwarthog en réponse au topic de Motard Geek dans FLSUN 3D
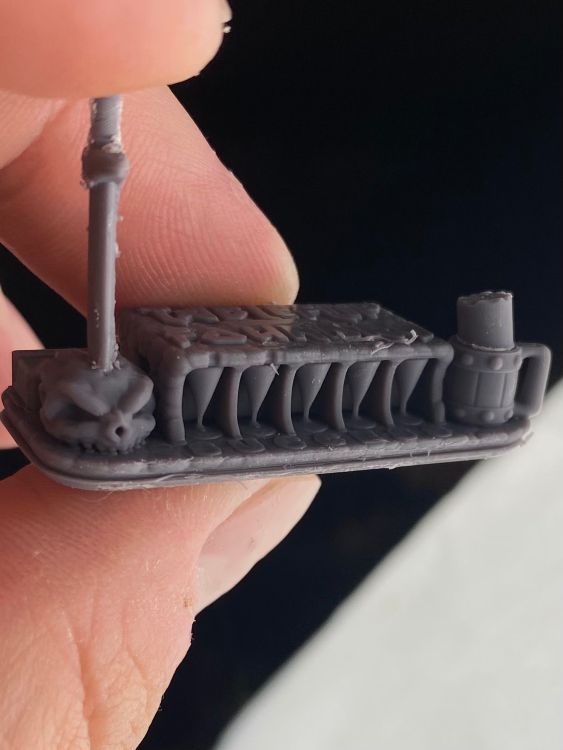
Qui pourrais me guider pour régler un petit problème de surplomb? du moins c’est comme ça qu’il est appelé dans superslicer j’ai essayer divers réglages mais quand c’est un filetage rond cela me donne cet aspect disgracieux de petit bourrelet qui ne se fige peut être pas assez rapidement, support ou non pareil, ventilation à fond aussi pas de mieux et pas de problème quand c’est un filetage trapézoïdal merci d’avance
-
Profils SuperSlicer pour FLSUN Super Racer SR
Ironwarthog en réponse au topic de Motard Geek dans FLSUN 3D
Je dirais que mon stringing est plutôt aléatoire, bon après je n’avais pas encore calibré l’extrudeur au niveau des E step. Chose faites, on dirais que c’est mieux, mais je n’ai pas refait la même pièce pour comparer car 13h d’impression. au niveau des slicer j’utilise les 3 (cura rarement, ideamaker des fois, et superslicer quasiment tout le temps) j’ai créer une pièce technique qui me donne satisfaction à part peut être pour la qualité des ponts, je ne sais pas trop quoi aller modifier. j’ai essayer un king kong qui me donne Bonne satisfaction niveau qualité/rendu final


-
Profils SuperSlicer pour FLSUN Super Racer SR
Ironwarthog en réponse au topic de Motard Geek dans FLSUN 3D
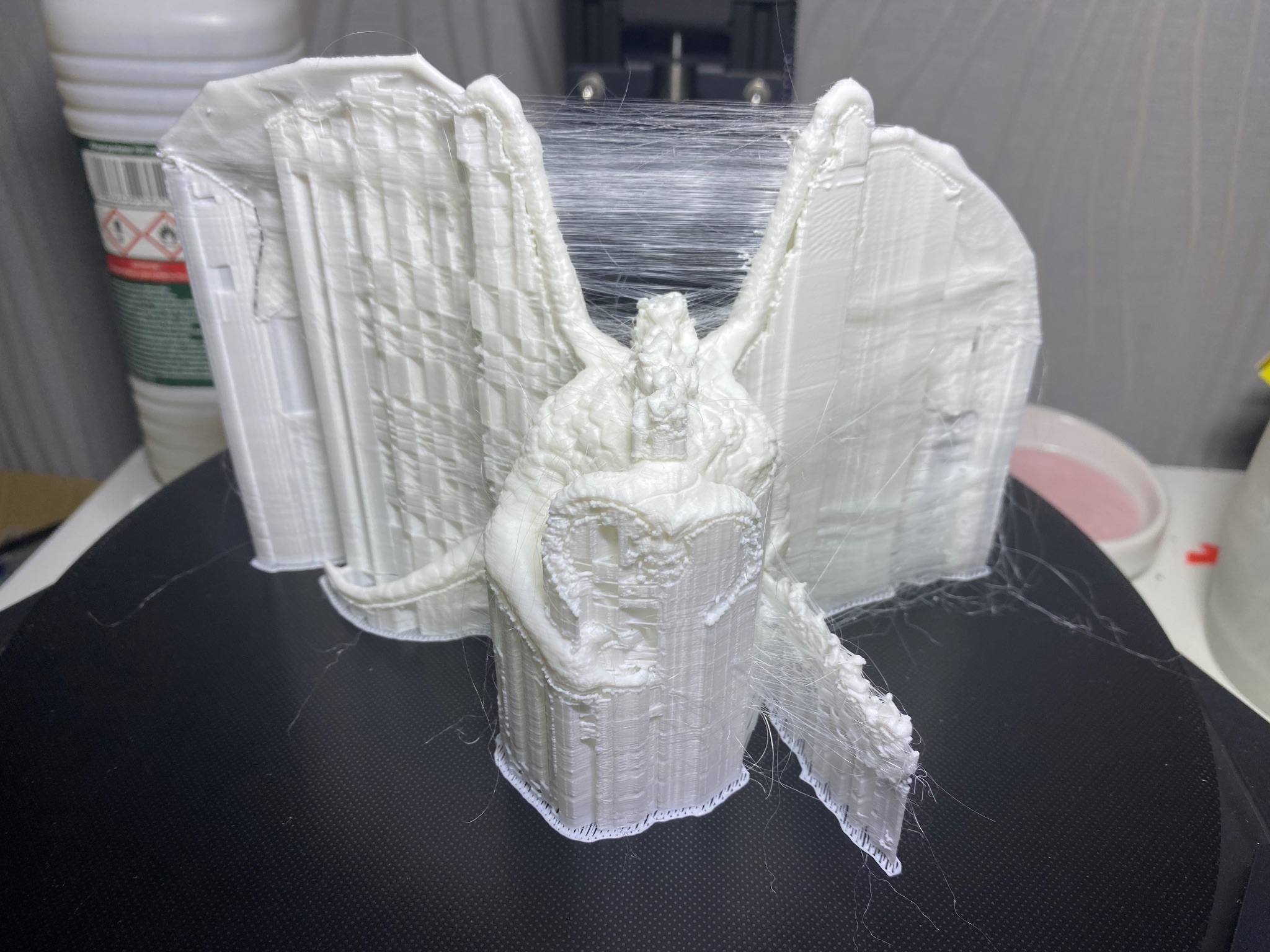
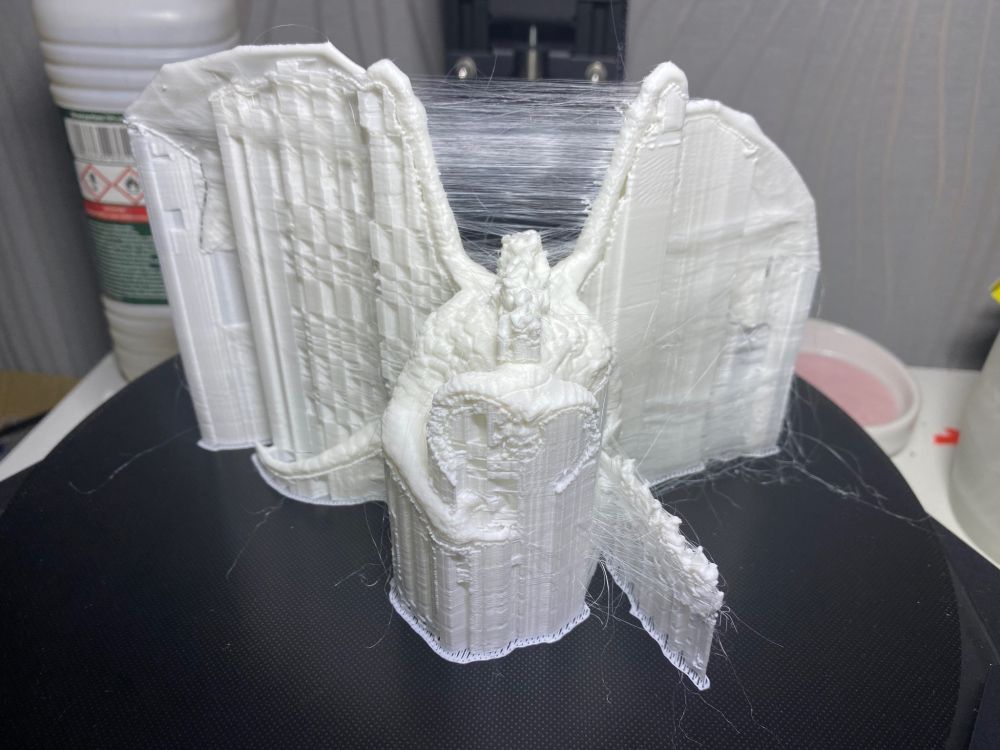
Me voilà après quelques essais un buste de 15 cm de haut, quelques défauts notamment sur l’espacement xy des supports et le buste qui était trop important mais, et en fin d’impression vers la tête comme si la pièce bougeais un peu à chaque mouvement de la buse et un deuxième essai avec une statuette de balrog, celle ci de 13,5 cm de haut, mais beaucoup plus longue presque 14h d’impression et là à part les petit détails (mais la taille du fichier d’origine était de 45 cm de haut) explique peut être la mauvaise définition. mais chose capitale que je n’ai pas encore faite c’est le calibrage de l’extrusion car beaucoup de stringing malgré plusieurs test de température pendant l’impression.


-
Profils SuperSlicer pour FLSUN Super Racer SR
Ironwarthog en réponse au topic de Motard Geek dans FLSUN 3D
Merci bien jmarie3D j’ai réussi à importer le profil de l’imprimante pas le reste pour le moment, mais je vais déjà me contenter de ça et faire des essais merci à tous et ne vous inquiétez pas je vais encore venir vous embêter je pense -
Profils SuperSlicer pour FLSUN Super Racer SR
Ironwarthog en réponse au topic de Motard Geek dans FLSUN 3D
Déjà merci de ta réponse ultra rapide, mais pas de souci pas d’urgence je vais regarder dans l’après midi dans le dossier alors . mais c’est vrai que superslicer et ultra complet pr rapport à cura c’est impressionnant -
Profils SuperSlicer pour FLSUN Super Racer SR
Ironwarthog en réponse au topic de Motard Geek dans FLSUN 3D
bonjour a tous étant nouveau sur le forum et possesseur dune FLSUN SR je viens ici en quête de solutions et de conseils j'ai déjà fais un peu plus d'une dizaine d'impression avec la sr certaines avec cura et certaines avec ideamaker, mais j'aimerais passer sur superslicer j'ai téléchargé la dernière version, mais la marche a suivre dans le premier post pour mettre le profil et les différents réglages me pose problème, impossible de trouver les dossier pour y déposer les fichier proposer par motardgeek il me manque juste cette histoire de profil pour pouvoir tester ce nouveau slicer, après si je trouve pas j'essaierais manuellement, c'est dommage que depuis la sortie de cette SR pas de profils spécifique pré existant n'existe encore ou soit inclus dans superslicer merci d'avance