

PPAC
-
Compteur de contenus
10 539 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
178











À propos de PPAC

Récompenses de PPAC
")
Grand Master (14/14)
-
 Rare
Rare
-

-
 Rare
Rare
-
 Rare
Rare
-

Badges récents
5,4k
Réputation sur la communauté
75
Sujets solutionnés !
-
Salutation ! Il me faudrait vérifier avec la dernière mise à jour du firmware, mais moi non plus, pour l'instant, je n'ai pas encore trouvé le "mode silencieux". Pour illustrer, captures d'écran avec le firmware v1.1.0.33.2


-
Ha oui, tu soulignes un point important que j'avais zappé. En effet, si branché en série, le second ACE Pro ce trouve correctement détecté, cela semble écarter un problème de connexion, car cela passe par le premier ACE Pro non reconnue... est donc le problème n'est pas la connexion, mais serait bien un défaut dans le ACE Pro non détecté. Malheureusement là, je n'ai pas d'autre piste de chose à tester. Et donc, il te faut voir si le SAV a d'autres trucs à tester et dans le cas contraire leur demander le remplacement de l'ACE Pro défectueux. Tiens-nous au jus et bon courage avec le SAV.
-
Salutation ! Je dirais de tester de connecter seulement le ACE Pro qui te pose problème. Et si seul, il n'est toujours pas détecté (mais que l'autre ACE Pro lui connecté seul est correctement détecté ) alors cela sera un argument pour demander au SAV un remplacement de l'ACE Pro qui semble défectueux. ( Et aussi dans l'idée de voir si le fait de titiller le connecteur coté ACE Pro non détecté, permet ou non de changer son état de détection par l'imprimante. Afin d'écarter par exemple un défaut de port ou de soudure du port de connexion sur cet ACE Pro. )
-
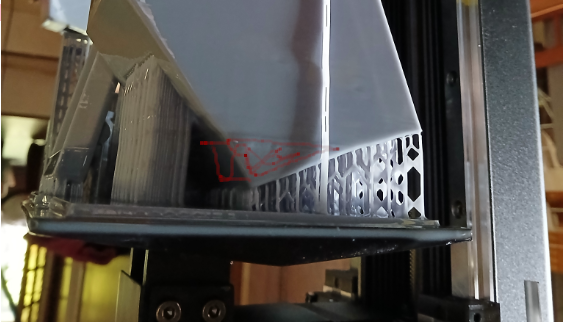
L'objet me semble symétrique, or, ce que tu as masqué dans la vue que tu mets ici, existe en symétrie plus proche du plateau… et c'est cette partie symétrique, plus proche du plateau qui pour moi, ferait ventouse. Pour la voir il te faudrait cacher/masquer les supports (ou les supprimer pour qu'ils ne te perturbent pas) et bien plus baisser en Z le curseur du haut de la bar de coupe de la vue Z... Sinon voir pour tester Lychee Slicer en version pro qui lui a un outil de visualisation des ventouses (mais il me semble que cette fonction de détection et visualisation des ventouses n'est que dans la version pro donc payante )
-
Oui pas forcément simple d'identifier les ventouses. Si on prend ce qui suit, (vu du dessus, ne pas oublier que cela s'imprime a l'envert) il faudrait faire varier la vue de la coupe Z par le haut (le curseur en haut de la bar Z à déplacer en dessous de "1/2"), pour avoir de visible l'intérieur de l'objet… et normalement alors, tu devrais voir un "espace vide" sans ouverture coté plateau (donc une ventouse) qui correspond à la zone ayant un défaut à l'impression…
-
Un trou peut être rebouché en traitement post-impression. ( mettre une ou deux goute de résine sur le trou avec éventuellement un morceau (bouchon pour le trou) de résine déjà durcie, exposer au UV les goute de résine ajoutée pour la faire durcir, poncer si on a débordé, et répéter jusqu'à ce que le résultat soit OK ) On parle d'un trou de genre 2 mm de diamètre ( éventuellement un trou ayant rien que 1 mm de diamètre peut permetre l'évent, tout dépend du volume de la ventouse/"cavité vide" créé au fur et à mesure de l'impression) Si cela permet d'éviter la création d'une ventouse, c'est une piste.
-
Là définitivement, je penche pour une ventouse créée lors de l'impression, donc augmenter les supports ne devrait pas changer grand-chose. Changer l'orientation éventuellement si cela permet de ne pas créer la ventouse, mais il te faut certainement percer afin de créer des ouvertures d'évent pour éviter lors de l'impression la création d'un espace vide qui fait ventouse.
-
Salutation ! Tout dépend de l'orientation de la pièce et placement et tailles des supports lors de l'impression. (Une capture d'écran aiderait à voir si c'est orienté correctement afin de minimiser la surface de décollement de chaque couche du FEP et/ou s'il y a des coupes de succion / ventouse ) Là, je penche pour une coupe de succion. ( cf https://www.google.com/search?q=suction+cup+3d+print ) donc éventuellement regarder le fichier d'impression avec UVTools ( https://github.com/sn4k3/UVtools/releases ) qui a une fonction d'analyse qui détecte les coupes de succions Et si tu débutes, prend le temps de regarder
-
Problème impression 3D
PPAC en réponse au topic de Alex6s38. dans Entraide : Questions/Réponses sur l'impression 3D
Salutation ! Je dirais que tu imprimes trop vite et/ou froid ce filament ( Le fait d'augmenter la hauteur de couche a 0.3 mm au lieu de 0.2 mm implique que cela augmente le débit volumétrique en sortie du nez de la buse. Or le remplissage est souvent imprimé à haute vitesse et donc tu dois pour la température d'impression et le filament utilisé dépasser les capacités volumétriques de la partie chaude de la tête d'impression.) Mais comme tu ne détailles pas la température et type de filament ni la vitesse volumétrique max du profil filament utilisé, pas simple d'être certain… et cela peut aussi être par exemple une buse partiellement obstruée. -
Je pense qu'il veut souligner que là avec ce modèle, si on peut faire l'emboitement dans l'ouverture ayant une tolérance de 0.05 mm, on sait juste que la précision de tranchage et d'impression demande de prévoir une tolérance de 0.05 mm. ( mais on ne sait pas si c'est exactement 0.05, ou moins comme 0.045, 0.03 voir 0.025 mm, ce qui serait éventuellement possible de déterminer si on avait d'autre "clés" de différentes tailles à emboiter )
-
@loicb60 Salutation et bienvenue sur le forum. Merci à l'avenir d'éviter de créer plusieurs sujets pour le même problème. (J'ai fusionné les deux) Comment alimentes-tu ton mega2560 + ramps 1.4 ? (Une photo de tes branchements ? ) ( Cela fait un moment que je n'ai pas joué avec un Arduinon2560+RAMPS mais il me semble qu'il y a besoin d'alimenter les deux entrée de tensions 5A et 11A, car deux circuits utilisant des tensions différents ( un circuit en +5V transformé de l'entrée 5 Ampère qui alimente le mcu et l'écran et un autre en +12V qui prend sur l'entrée 11 Ampère pour les moteurs et éléments chauffants, avec le circuit +5V qui peut être alimenté par l'USB ) ) Pour référence https://reprap.org/wiki/RAMPS_1.4
-
Salutation Il te faut probablement augmenter le "flush volume" (caché en bas du menu de l'ACE sur l'écran de contrôle de l'imprimante. Ici j'avais mis 0.7 au lieu de 1.0 pour économiser en filament lors des purges, mais j'ai eu des contaminations. Donc si tu veux moins de contamination de couleur lors des changements de couleurs il faudrait l'augmenter à par exemple 1.2 voir plus. ) ou encore voir pour jouer sur certaines options du trancheur comme par exemple ceux pour faire une partie des purges dans le remplissage et/ou un modèle spécifique et/ou les supports ou mettre plusiers fois le même modèle pour espérer obtenir un modèle avec moins de couleurs contaminés ou augmenter la taille/surface de la "wipe tower" alias "tour de purge" alias "tour de remise en pression" ou utiliser des couleurs "plus proches" les une des autres ( comme un rouge pastel ou un rose et non un rouge vif et/ou un rose clair et non un blanc pour ton modèle) pour moins voir les contaminations

-
Problème de petit trous dans mes impressions
PPAC en réponse au topic de Giulian Carrot dans Discussions sur les imprimantes 3D
As-tu testé avec un autre filament (autre fabricant, autre lot) ? Car là avec ce que tu as détaillé, je penche de plus en plus sur un défaut de lot du filament. Le dernier teste serait un cylindre (voir un vase, mais pas trop évasé) en mode vase ( "mode vase" aussi appelé "mode spiralisation des contours", qui normalement permet une extrusion continue et sans rétractions ni jointure Z, ce qui éliminerait la piste d'un mauvais paramétrage des rétractions sous le trancheur ) -
Conversion de positions "cartésiennes" en autres
PPAC en réponse au topic de Guillaume3D dans Discussions sur les logiciels 3D
Je dirais oui, en théorie. Mais en pratique, je ne sais pas si c'est possible simplement et sans déstabiliser l'ensemble existant.



