pixeldesbois
-
Compteur de contenus
65 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Récompenses de pixeldesbois
")





-
As-tu paramétré le "input shaper" et le "pressure advance" ? J'ai aussi un petit neopixel de 8 leds. Je ne pense pas que ce soit la valeur elle-même mais plutôt un cumul de fonctionnalités qui finissent par trop charger le pi. Le 0.1 devait dans mon cas être la goute d'eau !
-
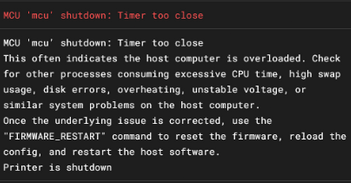
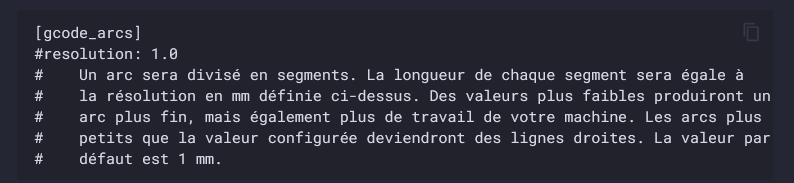
Hello les makers, bonne année à tous ! Je fais juste un petit post en espérant aider du monde avec ma dernière galère. Je plante le décor : Je me suis enfin décidé à passer ma SR en flystruder. Du coup, quitte à devoir refaire tous les réglages, j'ai voulu en profiter pour refaire mon installation de Klipper. L'upgrade à la sauce Julmar et la réinstallation en suivant le tuto de Guilouz n'ont pas posé de problème. Mais après 3 prints j'ai commencé avoir des erreurs au lancement des impressions. C'était un plantage, après la chauffe, au moment de descendre sur le plateau pour faire l'arc de purge. J'avais googlisé l'erreur et tenté différentes solutions (changement de carte SD, de cable usb etc...) mais rien n'y a fait. J'ai fini par trouver en revenant sur le fait que cela se produisait toujours au même moment : la descente vers l'arc de purge et une erreur autour de la commande G3. Dans le fichier printer.cfg, il y avait : [gcode_arcs] resolution: 0.1 Je l'ai remplacé par : [gcode_arcs] resolution: 1.0 En fait j'ai simplement remis la valeur par défaut du site www.klipper3d.org Depuis j'ai effectué plusieurs prints sans erreurs. Bon j'avoue je sers encore les fesses au lancement... Je précise que je tourne avec un raspberry pi 2. Il est fort probable que cela ne concernera pas les pi4 mais les cartes moins performantes. @Guilouz Je ne sais pas si tu voulais vraiment mettre "0.1", mais au cas où... et surtout cela n'enlève en rien la superbe de ton tuto ! A plus les makers !!!

-
Tout sur la FLSUN Super Racer SR
pixeldesbois en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
Pour info, les fichiers de conf ont été mis à jour sur le Github de Cyril. Normalement, il ne devrait plus y avoir de pb de z-offset avec. Que du bonheur ! Merci @Guilouz -
Tout sur la FLSUN Super Racer SR
pixeldesbois en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
J'ai oublié la macro ci-dessous de mon dernier post sorry : @Motard Geek : J'ai refait un tour sur https://github.com/Guilouz/Klipper-Flsun-Super-Racer. Dans la config du robin nano stock, je n'ai rien vu comme cela. Après il y a peu être un autre moyen de faire que je n'ai pas saisi -
Tout sur la FLSUN Super Racer SR
pixeldesbois en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
Juste un petit retour du test de ce nouveau tuto : j'ai tapé le bed . Plus exactement rayé en faisant un 1er print... le z-offset était pas bon. J'ai refait la calibration en repartant de l'étape z-offset mais en m'assurant de bien faire un save manuel entre chaque étape et là c'est ok. Edit : Je continue de faire des tests... finalement mon z-offset ne restait pas entre 2 save. Pour corriger dans print.cfg, j'ai ajouté : Dans les macros : j'ai ajouté J'ai fait un save config puis fait un print de carrés sur une seule couche pour jouer sur les babysteps depuis le tableau de bord comme le montre JS dans son tuto. Est-ce que je suis le seul à être dans ce cas ? -
Tout sur la FLSUN Super Racer SR
pixeldesbois en réponse au topic de Motard Geek dans Tutoriels et améliorations pour FLSun
Hello tout le monde, je passais par ici justement pour dire que je viens de regarder la video de JS. Ne manque que le pressure advance et l'adxl. La video est claire et me donne même envie de recommencer la param de ma flsun SR ! Merci à JS et Guillouz pour le partage. Je pense que je vais faire un backup de mes fichiers de conf et essayer le tuto, comparer ma conf etc... Oui je sais je suis le genre de gars qui préfère modder ses jeux vidéo plutôt que de jouer avec... on se refait pas ! -
FLSUN SR /MainsailOs /Klipper
pixeldesbois en réponse au topic de pixeldesbois dans Tutoriels et améliorations pour FLSun
Ce n'est qu'une hypothèse. Attends de voir d'autres avis -
FLSUN SR /MainsailOs /Klipper
pixeldesbois en réponse au topic de pixeldesbois dans Tutoriels et améliorations pour FLSun
mise à jour (?) le contenu de mon fichier variables : [Variables] gcode_offsets = {'x': None, 'y': None, 'z': 0.135} Je ne l'avais pas créé manuellement donc soit il était là avant, soit il a été ajouté quand j'ai utilisé les macros pour régler le zoffset -
FLSUN SR /MainsailOs /Klipper
pixeldesbois en réponse au topic de pixeldesbois dans Tutoriels et améliorations pour FLSun
Je pense que ça dépend de ce que tu mesures. Moi, je prends le filament en sortie d'extrudeur. Mesures-tu le "reste" de filament en entrée d'extrudeur après avoir mis un marqueur dessus ? J'ai eu le même souci quand j'ai remplacé l'extrudeur. Du coup, j'ai repris de zero et là je me suis aperçu que dans le fichier macro, il manquait un bout. Entre autres, les macros de demarrage et d'arret. La 1ere permet par exemple de charger le profil du bed (mais normalement ça se fait avec le defaut mais j'ai eu un doute). Les autres macros permettent de régler le Zoffset et de l'enregister comme le spécifie @Motard Geek Ces macros sont issues du githup de @Guilouz Pour finir, j'ai modifié le paramétrage de mon Cura. cf la capture à la fin. En espérant que cela puisse aider. description: G-Code de démarrage gcode: {% set BED_TEMP = params.BED_TEMP|default(60)|float %} {% set EXTRUDER_TEMP = params.EXTRUDER_TEMP|default(210)|float %} G21 G90 M82 M104 S150 M140 S{BED_TEMP} {% if printer.toolhead.homed_axes != "xyz" %} G28 {% endif %} BED_MESH_PROFILE LOAD=default G1 Z270 F2500 G1 X-130 F2500 M190 S{BED_TEMP} M109 S{EXTRUDER_TEMP} G1 Z1 F2500 G1 X-130 Y0 Z0.4 G92 E0 G3 X0 Y-130 I130 J1 Z0.3 E40 F1500 G92 E0 G1 E-1.5 F1800 [gcode_macro END_PRINT] description: G-Code de fin gcode: M106 S0 M104 S0 M140 S0 G92 E0 G91 G1 E-1 F300 G1 Z+5 F6000 G28 G90 [gcode_macro SET_GCODE_OFFSET] description: Sauvegarde du Z-Offset rename_existing: _SET_GCODE_OFFSET gcode: {% if printer.save_variables.variables.gcode_offsets %} {% set offsets = printer.save_variables.variables.gcode_offsets %} {% else %} {% set offsets = {'x': None,'y': None,'z': None} %} {% endif %} {% set ns = namespace(offsets={'x': offsets.x,'y': offsets.y,'z': offsets.z}) %} _SET_GCODE_OFFSET {% for p in params %}{'%s=%s '% (p, params[p])}{% endfor %} {%if 'X' in params %}{% set null = ns.offsets.update({'x': params.X}) %}{% endif %} {%if 'Y' in params %}{% set null = ns.offsets.update({'y': params.Y}) %}{% endif %} {%if 'Z' in params %}{% set null = ns.offsets.update({'z': params.Z}) %}{% endif %} {%if 'Z_ADJUST' in params %} {%if ns.offsets.z == None %}{% set null = ns.offsets.update({'z': 0}) %}{% endif %} {% set null = ns.offsets.update({'z': (ns.offsets.z | float) + (params.Z_ADJUST | float)}) %} {% endif %} SAVE_VARIABLE VARIABLE=gcode_offsets VALUE="{ns.offsets}" [delayed_gcode LOAD_GCODE_OFFSETS] initial_duration: 2 gcode: {% if printer.save_variables.variables.gcode_offsets %} {% set offsets = printer.save_variables.variables.gcode_offsets %} _SET_GCODE_OFFSET {% for axis, offset in offsets.items() if offsets[axis] %}{ "%s=%s " % (axis, offset) }{% endfor %} { action_respond_info("Loaded gcode offsets from saved variables [%s]" % (offsets)) } {% endif %} [gcode_macro MOVE_TO_Z0] description: Aller à Z=0 gcode: {% if printer.idle_timeout.state == "Printing" %} RESPOND TYPE=error MSG="Impossible de lancer cette macro actuellement !" {% else %} {% if printer.toolhead.homed_axes != "xyz" %} G28 {% endif %} G1 Z0 F2500 {% endif %} [gcode_macro Z_UP] description: Eloigner la buse gcode: SET_GCODE_OFFSET Z_ADJUST=0.025 MOVE=1 [gcode_macro Z_UP1] description: Eloigner la buse gcode: SET_GCODE_OFFSET Z_ADJUST=0.05 MOVE=1 [gcode_macro Z_UP2] description: Eloigner la buse gcode: SET_GCODE_OFFSET Z_ADJUST=0.1 MOVE=1 [gcode_macro Z_DOWN] description: Rapprocher la buse gcode: SET_GCODE_OFFSET Z_ADJUST=-0.025 MOVE=1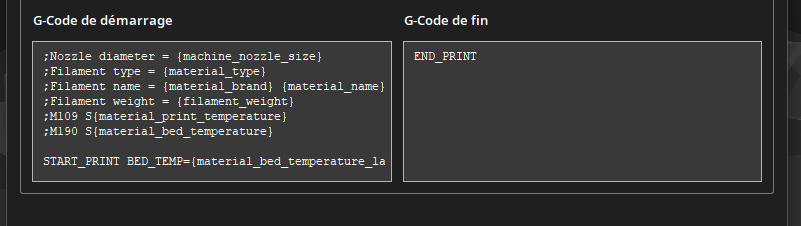
-
🎁 Concours de Noël 🎅🌲 des imprimantes à gagner ! 🎁
pixeldesbois en réponse au topic de LesImprimantes3D.fr dans Actualité et nouveautés du forum
Hello les makers, Je suis loin d'arriver à la cheville de certains ! Mais je souhaitais aussi participer à la magie de "Nouel". Alors voici mes petites décos que j'ai dessiné et imprimé. Bonnes fêtes de fin d'années à tous !!
- 187 réponses
-
- 15
-

-
FLSUN SR /MainsailOs /Klipper
pixeldesbois en réponse au topic de pixeldesbois dans Tutoriels et améliorations pour FLSun
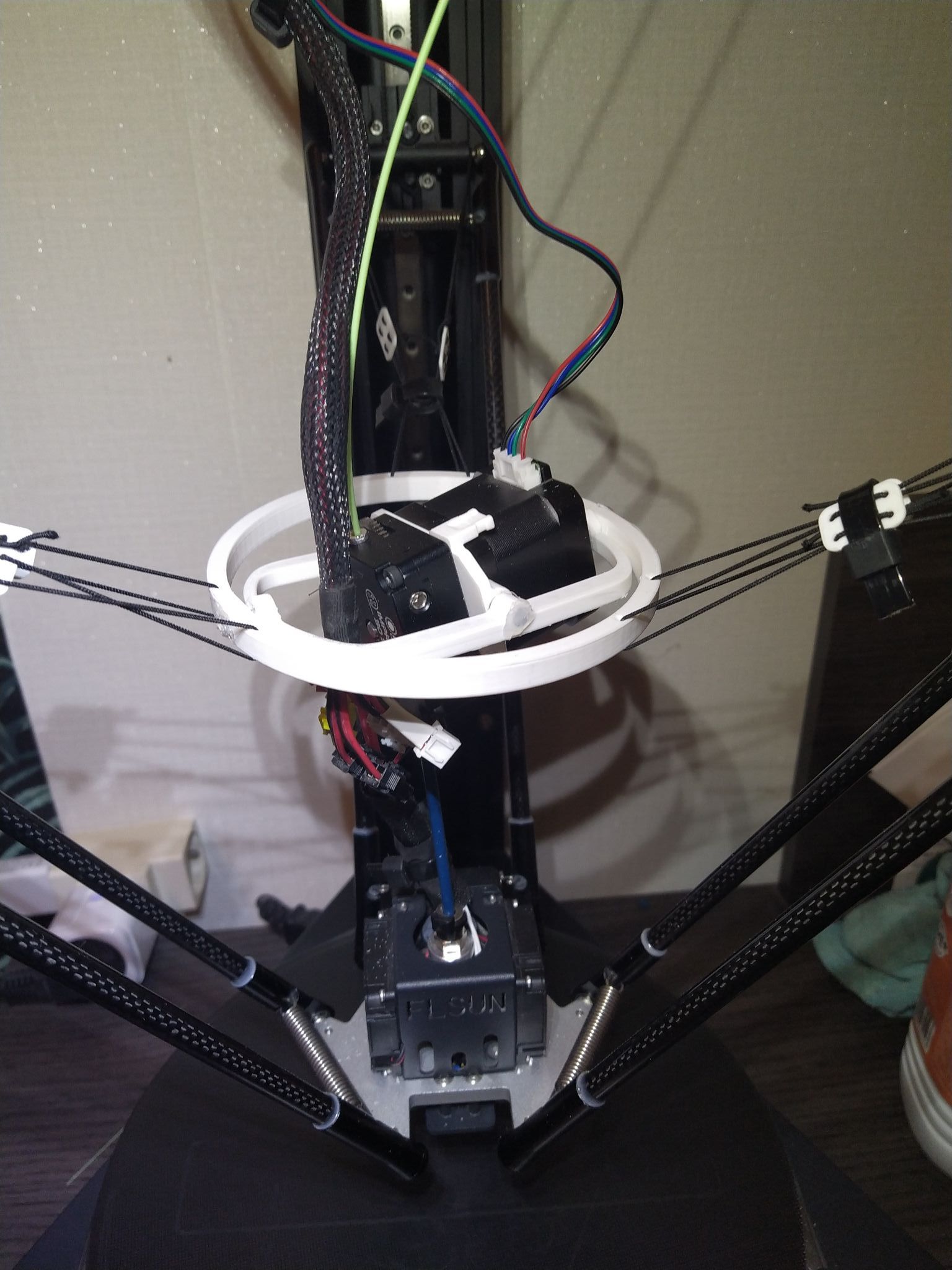
hello, j'ai dépoussiéré ma Flsun SR... Montage de l'extrudeur omg v2 OK. J'ai galéré pour refaire couler du filament. Après nettoyage à fond de la tête d'impression, j'ai finalement enlevé le tube capricorne et remis celui d'origine... et là c'est passé, pas compris... J'ai repris de zéro la calibration, forcément. J'en ai profité pour corriger le tuto car le bed mesh est à faire à chaud. Le test des carrés (z-offset) RAS. Mais j'ai à nouveau galéré sur le cube du pressure advance. Rien ne sortait de la buse comme toi @MrMagounet. J'ai revu plusieurs paramètres et refait à nouveau la calibration et depuis tout est ok... Mais j'avoue ne pas trop savoir ce qui a corrigé la chose... Là le cube vient de finir de print puis je passerai à l'input shaper. Au passage, j'ai ajouté les liens des supports dans le tuto. PS : après ajout de la valeur du pressure advance, j'ai lancé le print du support de l'ADXL. Je trouve que l'extrudeur fait depuis pas mal de bruit. Est-ce que c'est pareil chez vous ? -
diamètre coté meplat : 4.4 mm diamètre sans méplat : 4.9 mm Je lance la commande. Merci ! Je pense prendre cela en "spare". Juste au cas où la prochaine tuile soit la petite dent cassée.
-
Le petit padawan que je suis est parti du côté obscur (le garage...), a sorti son sabre ('fin sa perceuse) et a vaincu le sith ! Bon résultat des courses, j'ai le moteur d'origine prêt à recevoir un pignon. La surprise du jour : le pignon d'origine n'a pas de méplat mais l'axe du moteur si ! J'achète avec ou sans méplat ?
-
Bon allez, tu viens de me remotiver ! Je m'y colle avec un piti forêt et ma délicatesse pas du tout légendaire !
-
Merci ! Pour la petite anecdote, je me retrouve donc avec un ldo avec le pignon "collé" et le moteur d'origine dont la vis du pignon est bouffée. Jamais réussi à la sortir. J'avais l'impression qu'elle était bouffée d'origine ! Bref, poisse de poisse ! Bon, je pense que j'ai plus de chance de réussir à sortir le pignon du moteur d'origine en dégageant la vis avec un forêt non ?