Porco95
-
Compteur de contenus
56 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Porco95
-
Bonsoir, Je possède une bobine d'eSUN ePA-CF et j'ai toutes les difficultés du monde à travailler avec. Aussi, je déterre ce sujet en espérant que @marsu est toujours sur le forum ou que d'autres pourront répondre. Il m'avait été conseillé de sécher ce filament ; je l'ai fait, mais qu'à 70°C (limite de ma machine), très longtemps (+ de 2j). J'aurais voulu savoir quelles étaient les paramètres utilisés pour imprimer avec ce filament, sachant que perso, je règle ainsi : T° buse 260°C (le max de ma Sovol pour une fourchette de 260 à 300), T° plateau 75°C (pour une fourchette donnée de 60 à 90), plaque PEI + colle, vitesse de déplacement 45mm/s (pour une fourchette de 30 à 60), pas de ventilation, imprimante bâchée pour stabiliser au mieux l'ambiance thermique. Résultats : 2 essais KO !!!!! J'ai même l'impression que mon ancienne plaque d'origine fonctionnait mieux que le PEI ! Je sais bien que c'est un plastique technique. Si vous avez un remède, je prends Plusss...


-
Problème de rétraction avec du TPU...
Porco95 en réponse au topic de Porco95 dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir, Bravo, pour les recommandations. En diminuant l'épaisseur et la vitesse, la pièce est sortie. Bon ! J'ai été obligé de garder le supportage, mais la pièce est bonne. Je vais marquer que c'est mon message qui a donné la solution car le remède a été la somme de vos 2 premiers messages. Je ne sais pas faire mieux. Merci !
-
Problème de rétraction avec du TPU...
Porco95 en réponse au topic de Porco95 dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir à vous deux, Merci pour vos conseils. Je vais écouter vos conseils : vitesse et épaisseur de couche. Je n'ai pas trouvé le paramètre : imprimer de l'intérieur vers l'extérieur... quant à la vitesse de rétraction, je verrai après Belle pièce, cette pipe d'admission ! Plusss... -
Sidewinder X2: le fil ne descend pas le moteur cri
Porco95 en réponse au topic de Mod77 dans Entraide : Questions/Réponses sur l'impression 3D
Peut-être vérifier, une fois la tête chaude, que la buse n'est pas obstruée en vérifiant par dessous avec l'aiguille de contrôle -
Problème de rétraction avec du TPU...
Porco95 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
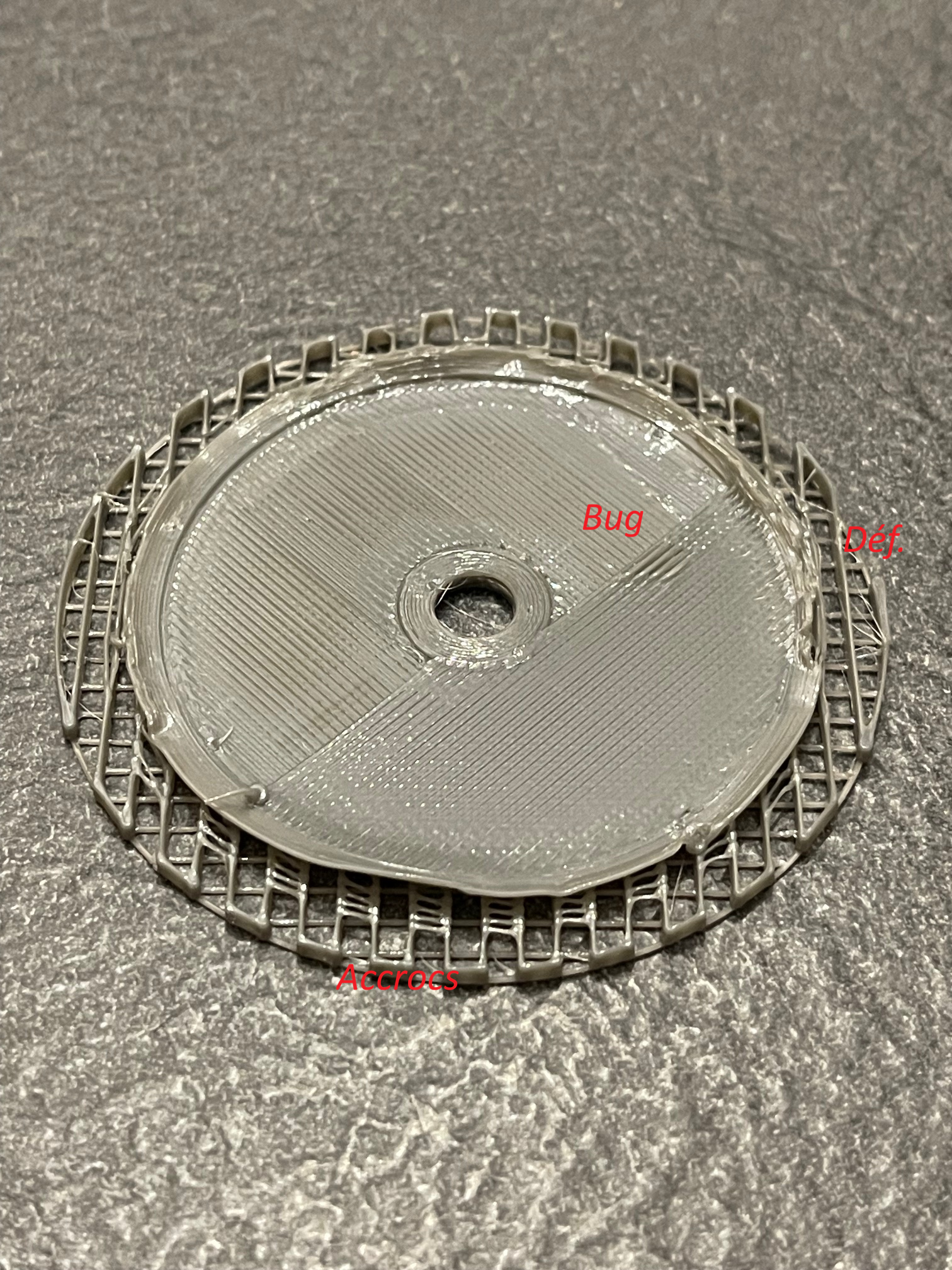
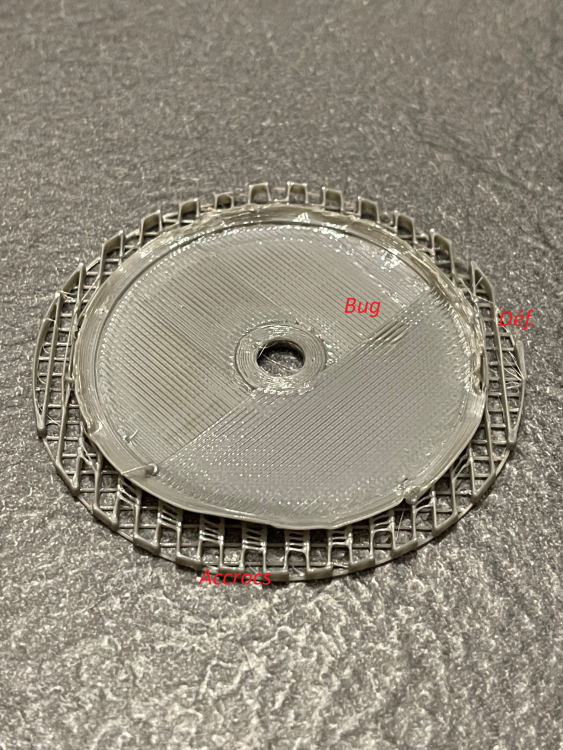
Bonsoir, J'aurais voulu partager avec vous un nouveau problème d'impression 3D ! J'ai besoin de produire une pièce qui ressemble sommairement à celle de la première image jointe (un genre de bouchon un peu particulier...) le dessus de la pièce est la face collée à la plaque de l'imprimante. Celle que j'ai sortie l'a été sans utiliser de support. Le résultat ne fut pas terrible (défauts visibles) mais acceptable pour ce que c'était faire, mais les dimensions n'étaient pas les bonnes (proto). Je l'avais imprimée à 215° et 40° pour le plateau, à 50mm/s. Pour les besoins, j'ai modifié la définition de la pièce (en l'agrandissant), et j'ai un peu augmenté la vitesse d'impression (75mm/s). Cela aurait dû fonctionner car il n'y avait rien d'extraordinaire. Résultat sur la 2ième image. J'ai donc relancé l'impression en ajoutant des supports. J'ai arrêté l'impression rapidement car étant sur place, j'ai constaté que la pièce n'adhérait pas au support généré et donc se rétractait vers le haut au point d'accrocher la soufflante de la tête d'impression (zone accrocs), et de faire "sursauter" la tête lors des interférences (zone déf) - très certainement ce qui s'est produit sur la 2ième pièce... Aussi, avez-vous une idée sur la bonne façon d'imprimer du TPU dont les formes ont des surfaces défavorables comme ce que j'ai besoin de faire ? Les températures sont données par le fournisseur du filament (Sunlu). J'ai l'impression que les couches sont très solides entre elles sauf la zone bug qui correspond aux rebonds générés lors du passage de la zone accrocs. Peut-être aurais-je dû laisser faire, mais si c'était pour avoir la même chose que sur la 2ième image que je n'ai pas surveillée ; bof Merci à vous par avance

-
PLA - Impression en banane
Porco95 en réponse au topic de Porco95 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, Je reviens un peu tardivement sur le sujet afin de le conclure : C'était bien la dimension de mes pièces et la conception de ma plaque (métal + film collé), qui étaient incompatibles. Les pièces trop grandes tiraient le film plastique de la tôle dont le collage double face d'origine était insuffisant, déclenchant le warping. Ma nouvelle plaque (réellement en PEI), ne reproduit plus du tout le phénomène. J'ai pu sortir ma pièce sans utiliser de conditions particulières. A noter que j'ai changé de type de filament en passant du PLA au PETG, mais je veux croire que ce n'est pas la raison (j'espère...). Je n'ai pas réitéré l'impression avec du PLA car j'ai mes pièces et je n'avais pas envie de gâcher plus de produit Voilà ! Merci pour votre aide. -
PLA - Impression en banane
Porco95 en réponse au topic de Porco95 dans Entraide : Questions/Réponses sur l'impression 3D
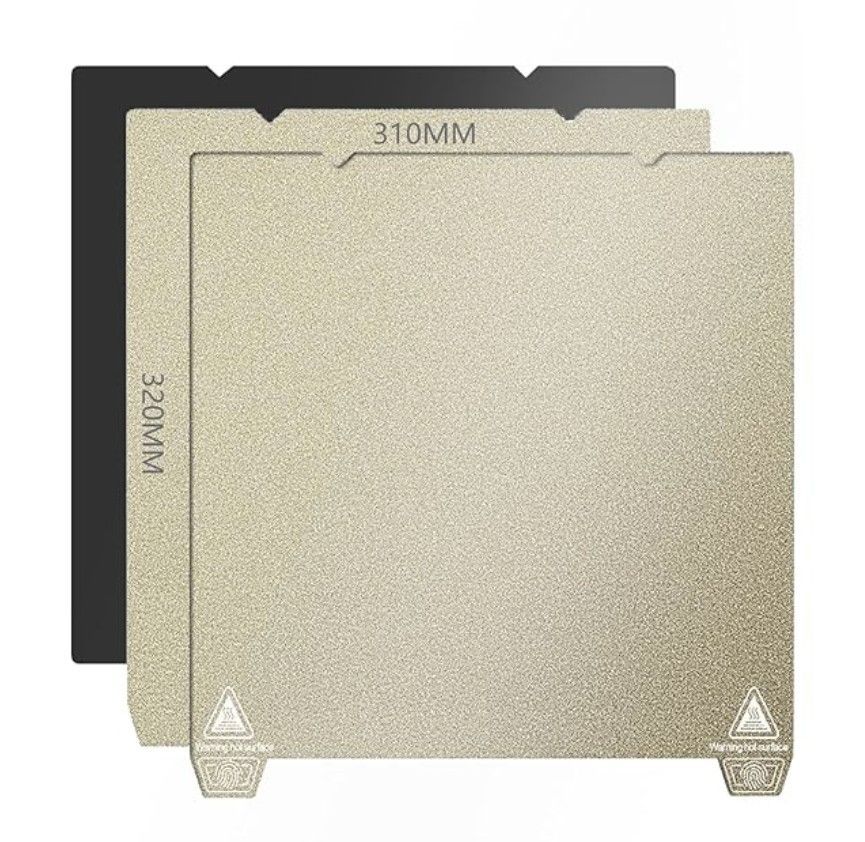
Bonsoir Jojo et les autres, Effectivement, je veux croire que l'écart de température est une des causes, mais pas la plus importante. Surtout, c'est le film de ma plaque qui ne tenait plus trop bien sur la tôle métallique. Pour des petites pièces centrées, ça devait aller, mais pour ma très grande pièce de 299mm de long pour un plateau de 320, c'était trop juste. Les 10mm de bordure ne suffisaient pas pour rester collé. Le warping pouvait démarrer dés que l'adhésif commençait à lâcher. Enfin, ma plaque n'était pas en PEI !!! Je viens de recevoir la nouvelle plaque que j'ai commandée (photo jointe) ; elle n'est pas pareille. J'ai l'impression que ma précédente était en PTFE ou un matériau similaire. La nouvelle fait penser à une tôle enduite ; pas avec une couche fixée par un adhésif. C'est indécollable. Reste plus qu'à espérer que la pièce ne se décollera pas... ==> Ca devrait être mieux. Nouvelle impression en cours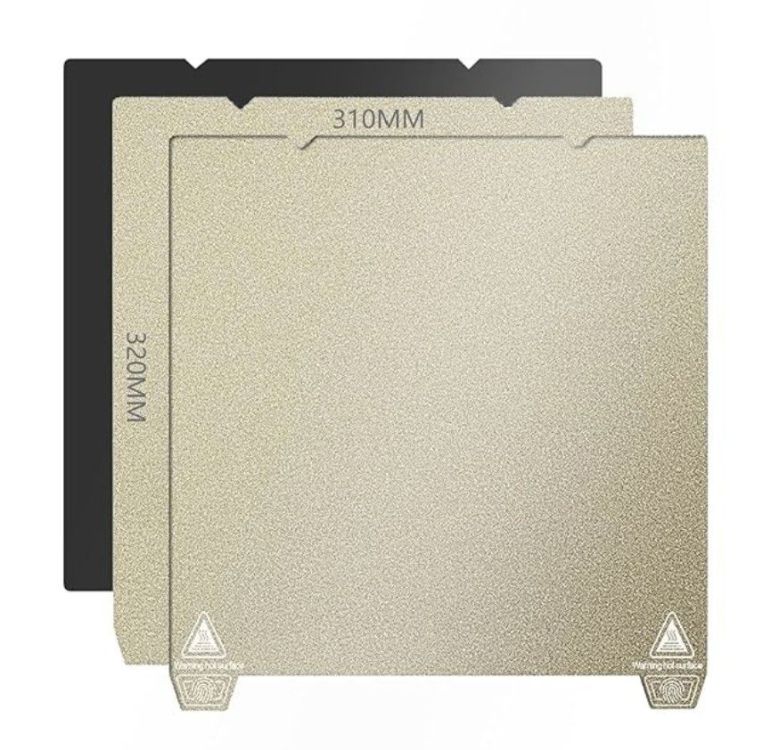
-
PLA - Impression en banane
Porco95 en réponse au topic de Porco95 dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir, J'ai retenté la réalisation d'une pièce en baissant la vitesse générale d'impression, en diminuant aussi le paramètre vitesse des premières et dernières couches et en augmentant un peu la température du lit pour espérer que la pièce reste en place. En parallèle, j'ai fait une carto thermique de mon plateau et je trouve env. 5° d'écart en bordure ! Avec une pièce qui passe à 1 cm du bord du plateau, le gradient thermique est très sûrement du plus mauvais effet. J'ai eu beau enfermer un peu le volume pour limiter les déperditions, l'écart de température n'est probablement pas favorable... La pièce devrait être (elle n'est pas terminée) un peu moins rétractée aux extrémités que les précédentes, mais ce n'est toujours pas terrible. ==> Je pense que la cause principale est que ma pièce est trop grande pour la machine 299mm pour 300 utiles et un plateau de 320mm). L'hétérogénéité des températures entre le centre et le bord du plateau et le fait que le film plastique de ma plaque soit fatigué mène à la ruine des pièces les unes après les autres. Je suis convaincu que le problème persistera avec la nouvelle plaque. La pièce s'est bien comportée sur les 13 premiers millimètres puis tout s'est joué lors de la réalisation des couches supérieures entre 13 et 15 mm (plafond). Au fur et à mesure que les couches se faisaient, la pièce a commencé à décoller le film du fait de sa mise en banane puis la tête a gravé dans la pièce au lieu de déposer de la matière ;-( PS : ma nouvelle plaque devait arriver aujourd'hui. Mais une erreur d'aiguillage chez le marchand a fait que j'ai reçu l'article d'un autre client ; vraiment pas de chance aujourd'hui ! Plusss... -
Bonsoir, Je viens de regarder la vidéo qui est sur le lien. Effectivement facile à mettre en œuvre. Cependant, je trouve qu'elle gaspille beaucoup de plastique pour effectuer la purge de la buse. Connaitriez vous une autre machine un peu moins gourmande ? Plusss...
-
PLA - Impression en banane
Porco95 en réponse au topic de Porco95 dans Entraide : Questions/Réponses sur l'impression 3D
Plutôt logique !!! D'ailleurs la nouvelle plaque est en commande depuis hier soir J'espérais juste trouver le moyen, dans le paramétrage de mes impressions, de diminuer les tensions dans la pièce lors de sa production pour que ça passe en l'état car je ne suis pas sûr qu'avec une nouvelle plaque le phénomène ne se reproduise plus... -
PLA - Impression en banane
Porco95 en réponse au topic de Porco95 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour et merci à tous pour votre curiosité et bonne volonté pour m'aider, Mon plateau chauffant est effectivement aimanté. Dessus, je pose ma plaque métallique, qui elle, est constituée d'une plaque métallique en acier à ressort ET d'un film plastique (surement ce que vous appelez du PEI ? qui ressemble à du Téflon...), le tout lié par un adhésif genre double face. C'est comme ça que ma machine a été livrée (rien de particulier). C'est ce film plastique qui se décolle de la plaque métallique lors de mes impressions de grandes pièces. Enfin, lorsque je parle d'encollage, c'est sur le film plastique pour augmenter l'adhérence entre mes pièces imprimées et le PEI. Voilà. ==> Sinon. J'ai tout de même tenté l'impression "à froid" (plateau non chauffé). NE LE FAITES PAS ; CA NE MARCHE PAS DU TOUT ;-))) Reste plus qu'à tenter plus chaud que les 60° de base. Avant, je vais faire une cartographie thermique pour voir l'hétérogénéité. ==> A votre connaissance, quelle hétérogénéité est considérée comme normale : +/-5°, +/-10°, ou plus ? Merci -
PLA - Impression en banane
Porco95 en réponse au topic de Porco95 dans Entraide : Questions/Réponses sur l'impression 3D
Nooonnnnn Mon plateau chauffant est magnétique. Ma plaque métallique a sur elle le film "plastique" qui est normalement fixé à demeure sur la plaque. C'est ce film plastique qui se décolle de la plaque métallique lors de l'impression de mes grandes pièces. En revanche, suite à des précédents déboires avec un autre matériau, j'ai pris l'habitude d'utiliser de la colle sur ma plaque (PEI) pour assurer l'adhérence des pièces -
PLA - Impression en banane
Porco95 en réponse au topic de Porco95 dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour tes réponses, Mon plateau étant constitué d'un plateau chauffant magnétique et d'une plaque métallique avec un recouvrement collé (PEI ???), je suppose que c'est de la plaque que tu veux parler. Je t'ai joins des photos recto/verso de mon plateau. Une fois recollé, il est nickel Les raisons potentielles, si c'est avéré, pourraient-elles être la dimension de ma pièce qui est trop près du bord, ou une surchauffe lors d'une utilisation précédente (110° avec un autre matériau), qui aurait détérioré l'adhésif ? Imprimer sans colle : je suis tenté de penser que cela amplifierait le phénomène. Car sans colle, l'adhérence globale serait inférieure. Le décollement serait donc encore plus rapide et le vrillage aussi... ; non ? La première couche est déjà imprimée avec le ventilateur à zéro. Mon slicer le fait déjà de lui même Quel serait le but de ralentir la réalisation de la première couche ? En observant en cours de réalisation, j'ai déjà constaté que les 2 ou 3 premiers millimètres d'épaisseur sont nickel. C'est environ vers 5 ou 7mm que ça commence à se dégrader. Le fond se met alors à se soulever petit à petit et de plus en plus (ça se voit d'ailleurs bien sur la photo car les premières couches sont régulières en épaisseur mais cintrées / tirées vers le haut). Enfin, je ne sais pas modifier ce paramètre. Hétérogénéité thermique du plateau : quel conseil donnerais tu ? Plus chaud ? Mon idée était : froid avec la colle pour compenser. Ainsi, si c'est un problème d'hétérogénéité, il serait éliminé Dis-moi. PS : comme la pièce est très longue à réaliser et très consommatrice de matière, j'hésite à multiplier les essais... - je sens que je vais devoir recommander de la matière ;-))) Merci encore J'ai une des questions qui est tombée d'elle-même ! La mauvaise qualité aux extrémités est dûe à la pression de la pièce sur la buse lors de la réalisation des couches finales. Les parties mal réalisées sont celles qui sont cintrées ; les 2 extrémités de la pièce.


-
PLA - Impression en banane
Porco95 en réponse au topic de Porco95 dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour ta réponse. Mon plateau, qui est un plateau magnétique (PEI ???), se décolle effectivement. Pourtant, lorsque je le recolle avec son adhésif, il redevient indécollable à la main. Cela signifie que c'est le retrait/vrillage de la pièce qui est très puissant au point de décoller le PEI. Aussi, j'aimerais trouver le paramètre qui calmera globalement le phénomène. Pourquoi pas changer la plaque... Ma crainte, si c'est ça la cause, c'est que ma pièce est si grande vs la plaque que le phénomène se reproduira dès la première impression Je vais en commander une dans le doute, car je pense avoir d'autres pièces de grandes dimensions à imprimer par la suite ; si je peux éviter de devoir changer d'imprimante... Merci encore -
PLA - Impression en banane
Porco95 en réponse au topic de Porco95 dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir, Je ne saurais pas vous dire si c'est un problème de nettoyage ou autre. Ce que je sais : je nettoie ma plaque et j'y applique par précaution de la colle comme pour d'autres matériaux. Je ne sais pas non plus si le problème serait réglé avec des jupes car l'adhésif de ma plaque se décolle littéralement de son support métallique pour suivre la déformation de la pièce. De plus, je suis à la limite longitudinale de mon plateau ;-((( Mon premier essai était juste sorti très déformé, mais je ne peux pas utiliser la pièce car je m'étais trompé sur une cote majeure. Les photos que je vous joins sont pour celles de mon 2ième essai avec le ventilateur à 50%. C'est pire car les déformations ont entrainé un décalage de l'impression qui a tué la pièce. Je vais remettre à 100% (pourtant pas convaincu que cela vienne de là). Mes paramètres d'impression sont assez simples et standards pour du PLA (215 et 60°). Mes couches sont de 0.3mm et ma vitesse raisonnable 100mm/s. Y'aurait-il d'autres possibilités. Comme l'impression dure environ 17h et comme la surface est importante, je ne pense pas que la vitesse soit un facteur influent. Est-ce que cela pourrait être mieux en chauffant plus le plateau ou au contraire moins !!! Je me dis que cela vient peut-être de l'hétérogénéité de chauffe du plateau ??? Merci d'avance * la première photo montre le vrillage de la face en contact avec le plateau, la seconde le décollement du film de ma plaque et le décalage lié au blocage/forçage de la tête d'impression et la troisième un mauvais état de surface déjà constaté lors du premier essai...)


-
PLA - Impression en banane
Porco95 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir, J'ai besoin de sortir des pièces en PLA de grandes dimensions et relativement épaisses (300 x 150 x 15). Or il se trouve qu'une mise en banane de la pièce se produit au point de décoller la surface de mon plateau ! J'ai tenté de baisser la force du ventilateur de refroidissement de la buse en passant de 100 à 50% ; il semble que cela n'aille pas dans le bon sens. Quelqu'un aurait déjà eu cette expérience et trouvé le remède ? Merci par avance -
[eSun PA-CF] catastrophique - help !
Porco95 en réponse au topic de Porco95 dans Consommables (filaments, résines...)
Bonsoir et merci V3PD, Je comprends tes propos. Cela semble être la limite des matériels bon marché. La mienne est la SOVOL 3D SV04 (celle à 2 têtes d'impression...). Je lui ai déjà changé la buse, mais je n'avais pas cette vision (0.6mm). Je vais regarder pour passer à une buse plus grosse et de qualité supérieure et pour les dentures, je vais suivre. Merci encore -
[eSun PA-CF] catastrophique - help !
Porco95 en réponse au topic de Porco95 dans Consommables (filaments, résines...)
Bonsoir V3PD et merci pour ton avis éclairé J'utilisais une buse classique 0.4mm. Je viens de me faire livrer une buse plus performante que j'ai monté immédiatement. Cependant, la dernière pièce a été réalisée avec une buse neuve et le résultat n'a pas été meilleur alors que la première pièce n'était pas trop mal... J'ai envie de dire que cela ne venait pas des buses. Le problème d'humidité est crédible avec mon environnement de production. Je vais m'améliorer... Merci encore -
[eSun PA-CF] catastrophique - help !
Porco95 en réponse au topic de Porco95 dans Consommables (filaments, résines...)
Ah ;-( J'ai commandé le Creality ; il ne monte pas aussi haut... Je viens de parcourir le net. A part quelques machines vraiment pro et quasi inabordables pour le loisir, les sécheurs s'arrêtent vers 70°. Celui-ci va de 45 à 70°C. On verra déjà si j'obtient une amélioration ou bien si ça reste aussi catastrophique. -
[eSun PA-CF] catastrophique - help !
Porco95 en réponse au topic de Porco95 dans Consommables (filaments, résines...)
Bonsoir Gaerbek, Merci pour ta réponse rapide. J'étais en train de parcourir le fil sur les sécheurs et j'en ai commandé un ! Revenant sur mon message, j'ai vu que tu m'avais répondu. Quelques heures, c'est l'ordre de grandeur ??? Impressionnant. Il est clair que ma bobine est restée à l'air libre dans mon sous-sol sur 2j le temps que je fasse les essais et que cela se dégrade. Merci pour l'info ; je vais voir si la situation s'améliore avec le sécheur ; j'espère... Bonne soirée -
[eSun PA-CF] catastrophique - help !
Porco95 a posté un sujet dans Consommables (filaments, résines...)
Bonsoir, J'ai un problème dont je ne vois pas la solution ! J'avais une pièce relativement simple à imprimer (un genre de pyramide rectangulaire avec 2 trous de fixation), mais que je voulais solide. Aussi, j'ai choisi un de mes fils potentiellement le plus solide, le PA-CF. Je l'ai travaillé lentement (35mm/s) à 260° (T° max de ma machine) avec un plateau à 100° (T° maxi de ma machine) et une bâche de protection + lampe chaude pour tenir une ambiance aux environs de 30°. Mes premiers essais, le fil se décollait ; j'ai introduit l'ajout de colle sur mon plateau (problème résolu). Ensuite, j'ai commencé à sortir les pièces et le résultat s'est dégradé au fur et à mesure ; voir la photo... La première à un seul niveau de défaut, la seconde 5 ou 6, la 3ième, je ne sais plus (je ne l'ai pas gardée), la 4ième part en lambeaux et la dernière a été stoppée car c'était encore pire malgré le changement de la buse (dans le doute). Enfin, la version PLA translucide est très bien sortie sans paramétrage extraordinaire avec la nouvelle buse. Quelqu'un aurait-il une idée ??? B&C Porco95
-
Bonsoir, Je vous fais un message comme si j'étais un nouveau venu sur le forum... Ca faisait très longtemps que je n'avais pas navigué dessus ! J'utilisais peu ma machine jusqu'à maintenant, mais j'ai quelques projets à réaliser. Donc je reviens A vous lire
-
Oui, mais c'est encore mieux si tu me dis comment il faut faire. "Si tu veux rassasier un homme donne lui un poisson ; si tu veux qu'il n'ait plus jamais faim, apprends lui à pécher" Laurent.
-
Bonjour et merci pour cette information. Je vais regarder comment régler définitivement ce problème Laurent. Bonjour "Savate", Je comprends le principe des repères, mais en utilisant le RevoPoint, le logiciel me demandait tellement de m'approcher de la pièce que le plateau tournant n'était plus dans le champ scanné ;-( Je vais ressayer avec mon téléphone... Après, si je comprends bien, le retraitement ne sera pas simple non plus. Bon, je vais peut-être m'orienter vers une autre solution ? Plusss... Passez de bonnes fêtes, Laurent.
-
Bonsoir, J'ouvre un nouveau fil, n'ayant pas encore trouvé l'âme sœur sur mon problème Je vais continuer à chercher, mais déjà, je pose le problème. J'ai besoin de scanner cette pièce (la partie en noir - ce qui ne commence pas bien pour les scanners), le support blanc ayant été réalisé pour surélever la pièce lors de mes scanning. [PS : #HS-ON quelqu'un (un administrateur ?), pourrait-il me dire pourquoi cette photo au format portrait se retrouve en position paysage sans que j'y ai fait quoi que ce soit #HS-OFF] J'ai tenté d'utiliser le RevoPoint mini (avec beaucoup d'espoirs pour d'autres réalisations), mais je l'ai rendu au bout d'une journée car la pièce semblait trop grande à scanner (pourtant 120mm x 100mm x 75mm environ), alors que les indications du logiciel donnaient une capacité de 500mm x 500mm x Xmm... Bref, n'ayant même pas réussi à scanner correctement le modèle inclus (blanc), j'ai abandonné ! Ensuite, j'ai tenté d'utiliser Scaniverse sur mon smartphone (Loi de Newton) ; c'était mieux, mais pas suffisant. Voici le meilleur résultat : La partie présentée était plutôt bonne, mais le derrière était KO. Et lorsque j'ai retenté (plusieurs fois), c'était pire. Bref, je sèche ! Sachant que je souhaite réaliser un scanning complet de la pièce fermée pour vérification du principe, puis un scanning de chacun de ses composants désolidarisés pour modifier la forme. Quelqu'un a-t-il une solution éprouvée ? Ma cible est d'être capable de reconcevoir puis imprimer la pièce symétrique y/c les modifications nécessaires que je ferai pour intégrer les capteurs de commande (pour lesquels il faut retourner les CI qui les supportent). Ainsi il faut revoir les fixations intérieures et plein d'autres choses... ==> Est-ce que quelqu'un me conseillerait un matériel "raisonnable" me permettant assez rapidement de sortir le nuage de points pour reconstituer la forme extérieure, ce qui me confortera pour continuer dans cette voie ? ==> Autre possibilité : connaitriez vous un fournisseur de confiance en région parisienne (idéalement dans le Val d'Oise proche 92 ou 93), qui pourrait me réaliser le scan de la pièce complète externe, puis de ses constituants (intérieur / extérieur). En espérant que le coût reste raisonnable... A vous lire, Laurent.