NeoPolak
-
Compteur de contenus
19 -
Inscrit(e) le
-
Dernière visite
Récompenses de NeoPolak
")





-
C'est NOEL. Enfin non mais presque Samedi un colis inatendu de chine. Nouveau magnet, meme 2. Manque de confiance? 1 nouveau lit souple. Le remplacement se fait assez rapidement pour peut qu'on soit patient. Mais le lit a 70 etait un poil trop chaud la prochaine fois ce sera 60. J'ai scalp ce qui restait sur le lit souple d'origine et continue de l'utiliser. Je garde l'autre au chaud.
-
J'avoue que je m'amuse avec prusaslicer. J'ai rapidement fait mumuze avec superslicer mais la flemme de refaire tous les profils a chaque fois. En plus les dernieres beta qui ont des supports organiques, manque des params mais ca fait le taf. Ayant deja sorti plein de babioles, je vais pimp le monstre pour avoir des impressions encore plus propres et l'utiliser de facon intensive sur de longs prints. Mais je dirais que chaque slicer a des plus et des moins. Cura reste sympa dans certaines conditions et les forks de Slic3r font tres geek avec tous ces params. Il existe plus dans le dossier %userprofile%\AppData\Local\cura\ ? Jai pas encore fait de maj cura
-
Perso j'ai pas eu de problemes avec cura. install de la 5.1.2 deplacer les fichiers dans les bon repertoires, et voila Je suis curieux pour prusa slicer. Ayant eu slic3r toute ma vie, cura me perturbe a pas avoir d'editeur gcode et de reslicer a chaque changement, donc plus d'apercu de ce que donnait le modele avant une modif. C'est relou.
-
Petit update Je suis passe par le lien de contact du site, mais semblerait que c'est pas parvenu chez eux, d'apres le chat. Du coup envoi d'un mail direct. Sans plus de questions ils m'envoient un lit.
-
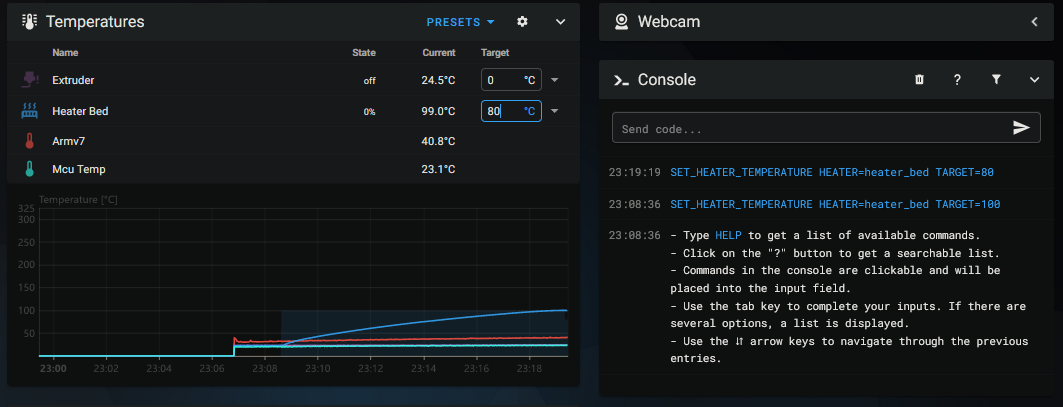
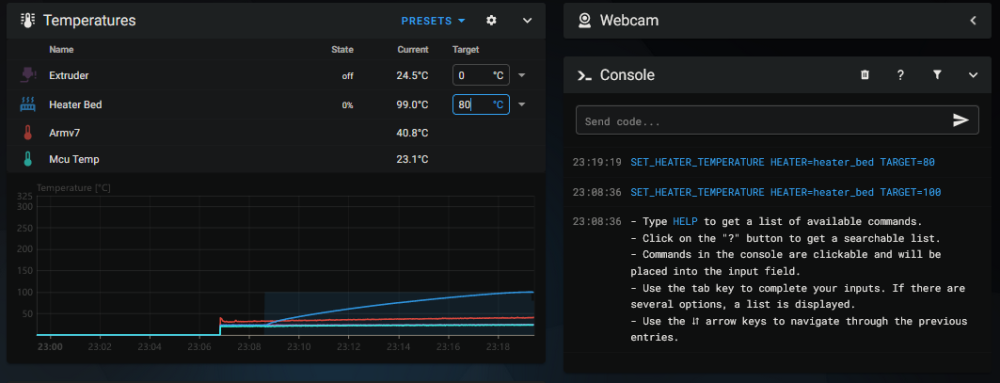
J'ai pas de soucis particuliers, je fais des trucs en //. Mais je dirais 3-4 min en partant de froid 10 min, le temps d'aller fumer par exemple -baaa pas bien- En general il tourne tant que j'ai pas fini de jouer avec l'imprimante. Le temps de decoller la piece il tombe a 60-70 Pour monter a 60 c'est hyper rapide genre moins de 2 min, ca commence a prendre plus de temps a chauffer vers 80.
-
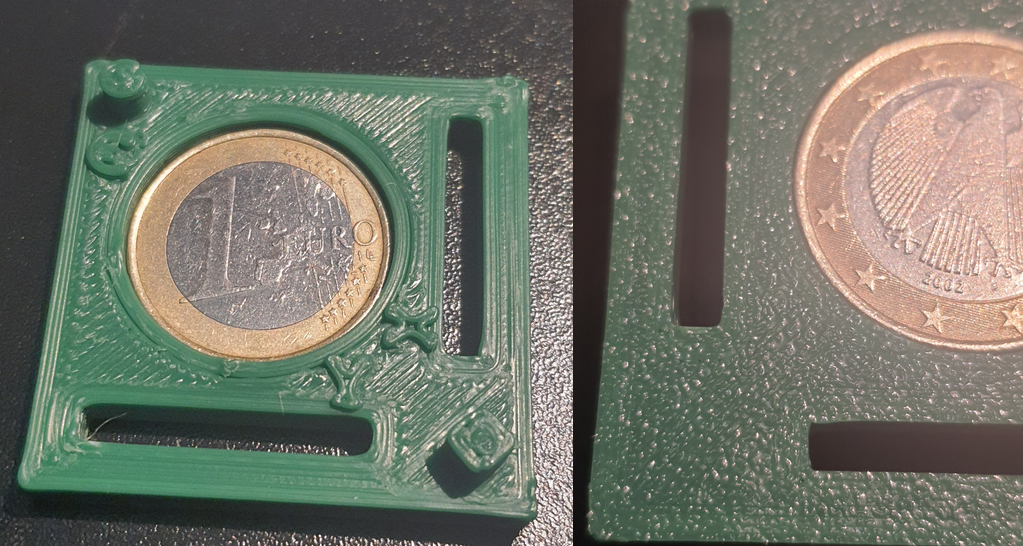
Bonjour, Je voulais faire un post pour avoir des infos sur l'impression du PETG mais j'ai enfait un bien plus gros souci que l'impression de ponts tous moches. J'ai voulu decoller le lit, normal, pour decoller une piece. Deja fait cette operation quelques fois sans soucis. Il est relou a bien replacer donc j'evite de le faire souvent. Mais cette fois, j'ai senti une sorte de resistance au centre. Sans trop forcer, je souleve de quoi pouvoir voir, et je previens, ce qui suit, c'est graphique. Ames sensibles, toussa Donc en haut, la plaque amovible, en bas, la partie noire -aimant ?- Mes impressions se passent bien. Par contre je peux plus retirer la plaque sans tout arracher. J'ai fini mon ABS, du coup le lit etait quasi tout le temps a 100 durant une semaine, max 105 sur une impression de 3h. De la a ce qu'il finisse dans cet etat. Ma faute ou defaut constructeur ? Je devrais voir ca avec leur sav non ?

-
Hee Oui cura 5.2.x J'ai prit les fichiers et les ai mit dans les bons dossiers :s par contre c'est surprenant le coup de la retraction a 10mm/s, c'est propre. je vais tester ce we avec mon abs
-
Question con mais elle a quel usage cette piece ? je vois que j'ai ca sur la v400 mais je ne comprends pas l'interet
-
J'ai cru voir sur la mienne que cela se produit a cause de l'infill J'utilise les options de wipe, que ce soit sur l'infill ou les contours ainsi que le z hop et les options pour contourner les obstacles. Certes y'a un leger temps d'impressions en plus, mais c'est soit ca soit avoir des fils de partout. Mai j'ai l'impression que la buse de base est pas top. Ou alors un reglage de cura 5.2 et j'ai pas la motiv pour tester avec d'aures versions.
-
Peut-etre verifier les dimesions de ta machine qui ne sont peut-etre pas les bonnes, dans klipper je veux dire
-
Ca risque de passer pour du spam, mais je suis trop content et je dois partager ma joie. Avec des regles de vitesses soft le 1er petit est fait sans ventilo, j'ai pas tout saisi pourquoi il a fini dans cet etat. Mais ca fait marrant en comparaison avec le 2nd a faible ventilo - 25% Le GROS est sorti en 2h10, -apres 1 ratage- On est pas loin d'un replicator star trek, c'est completement malade 3 walls, toutes les couches en 0.4, quasi pas d'infill, 1.8% mais 0 irait aussi. Y'a un leger decalage mais rien de dramatique. J'ai boost la vitesse sur des max raisonables avec un max de 450mm/s. Perimetres a 200. Juste la 1ere couche reste a 50 sinon y'a rien qui tient. Si c'etait a refaire je ferais 4 walls sans infill et l'abs a 250 et peut-etre monter a 65mm/s la 1ere couche. Cura me dit que l'impression ferait 10min de plus Je sens que je vais en passer des nuits a slicer des stl. Prochaine etape, monter une webcam faire des videos youtube ???? profit prendre ma retraite au canada.

-
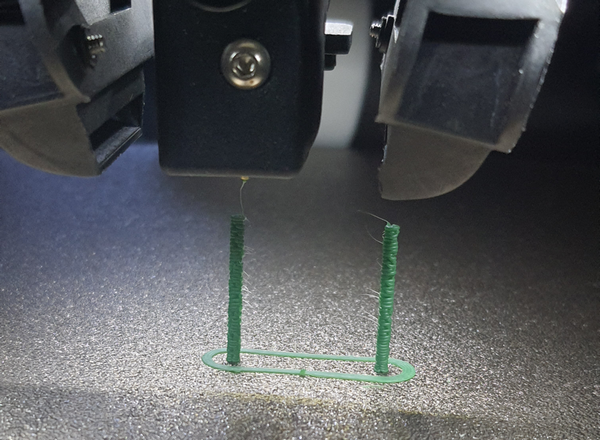
J'ai pu pousser le vice encore plus loin. On reduit tout au minimum - vitesse 0.8 - j'ai pas fait attention si c'est la veritable vitesse mais disons 1mm/s max couches 0.4 flow 73% Tour de 20mm de haut diametre 2mm - ecart 1cm- impression en 2min C'est pas le max du top mais on est pas loin. Ca permet de me faire une idee des profils dans cura et du potentiel de la v400 - it's over 9000 !!!

-
C'est une delta? Car pour bouger en x et y il faut que les bras aient de la place, surtout si tu est tout en haut. Fais un test a disons 300 en z. Tu vas voir qu'un des bras est plus hauts lors des mouvements x ou y
-
Nan la gestion des temperatures ca va, j'ai pas de soucis tout est en degres XD Bon j'ai revu mes bases, ca fait 3 ans que j'ai pas touche une imprimante. J'ai revu mes gcode et les profils materiaux de cura et je dirais que je m'en sors beaucoup mieux. Je suis en abs. Faudra que je refasse des tests en pla. [edit] Encore merci d'avoir pointe du doigt mes erreurs Je crois que je suis bien, quelques reglages de flowrate peut etre J'ai quand meme du mal avec cette texture sur la 1ere couche abs temp 240, lit 100, couche 1 en 0.3 reste 0.4 La piece rentre sans trop forcer Je monte de 5 en fin d'impression, patiente que la buse tombe a 150 et remonte en home.
-
Ola, le message indique quel axe pose des soucis?