Nhibel
-
Compteur de contenus
24 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Nhibel
-
Anycubic Kobra - Améliorations des impressions
Nhibel en réponse au topic de Nhibel dans Entraide : Questions/Réponses sur l'impression 3D
Salut ! Alors oui, j'ai réussi à obtenir de meilleurs résultats Déjà d'après que tu dis, si tu imprimes en PLA, 220° ça me semble très élevé, et la rétraction est trop importante (je suis à 200°, rétraction à 1.5. ce post sur Reddit m'a pas mal aidé pour trouver les bons réglages, surtout dans le google doc (https://docs.google.com/document/d/19IJDYukagmwTXQ_ApvPc6_TyC-kGGLNYsQa2Wi0JBJI/edit) J'ai récupéré le "Jimmy's Cura PLA Cura Profile" qui a donné de bons résultats. Un truc con aussi mais qui devait pas aidé à avoir de bonnes impressions, je tournai le ressort qui fait pression sur le filament, dans le mauvais sens, ce qui fait qu'il était pas du tout assez serré, ça serait un point à ne pas oublier de vérifier -
Anycubic Kobra - Améliorations des impressions
Nhibel en réponse au topic de Nhibel dans Entraide : Questions/Réponses sur l'impression 3D
Ahah tu m'as fait peur ! xD -
Anycubic Kobra - Améliorations des impressions
Nhibel en réponse au topic de Nhibel dans Entraide : Questions/Réponses sur l'impression 3D
J'ai également PrusaSlicer d'installé. Si jamais ça peut aider à avoir de meilleures résultats ça me dérange pas de changer ^^ (ou même un autre slicer) ça marche, je vais tester ça pour la prochaine impression. Je pense faire un autre test à 205° et en jouant sur la retractation pour voir ce que ça donne -
Anycubic Kobra - Améliorations des impressions
Nhibel en réponse au topic de Nhibel dans Entraide : Questions/Réponses sur l'impression 3D
Mais c'est bizarre car sur mes précédentes impressions ça ne se voyait pas aussi fort si jamais ça peut aider à voir où il pourrait y avoir un problème, je peux partager ma config Cura -
Anycubic Kobra - Améliorations des impressions
Nhibel en réponse au topic de Nhibel dans Entraide : Questions/Réponses sur l'impression 3D
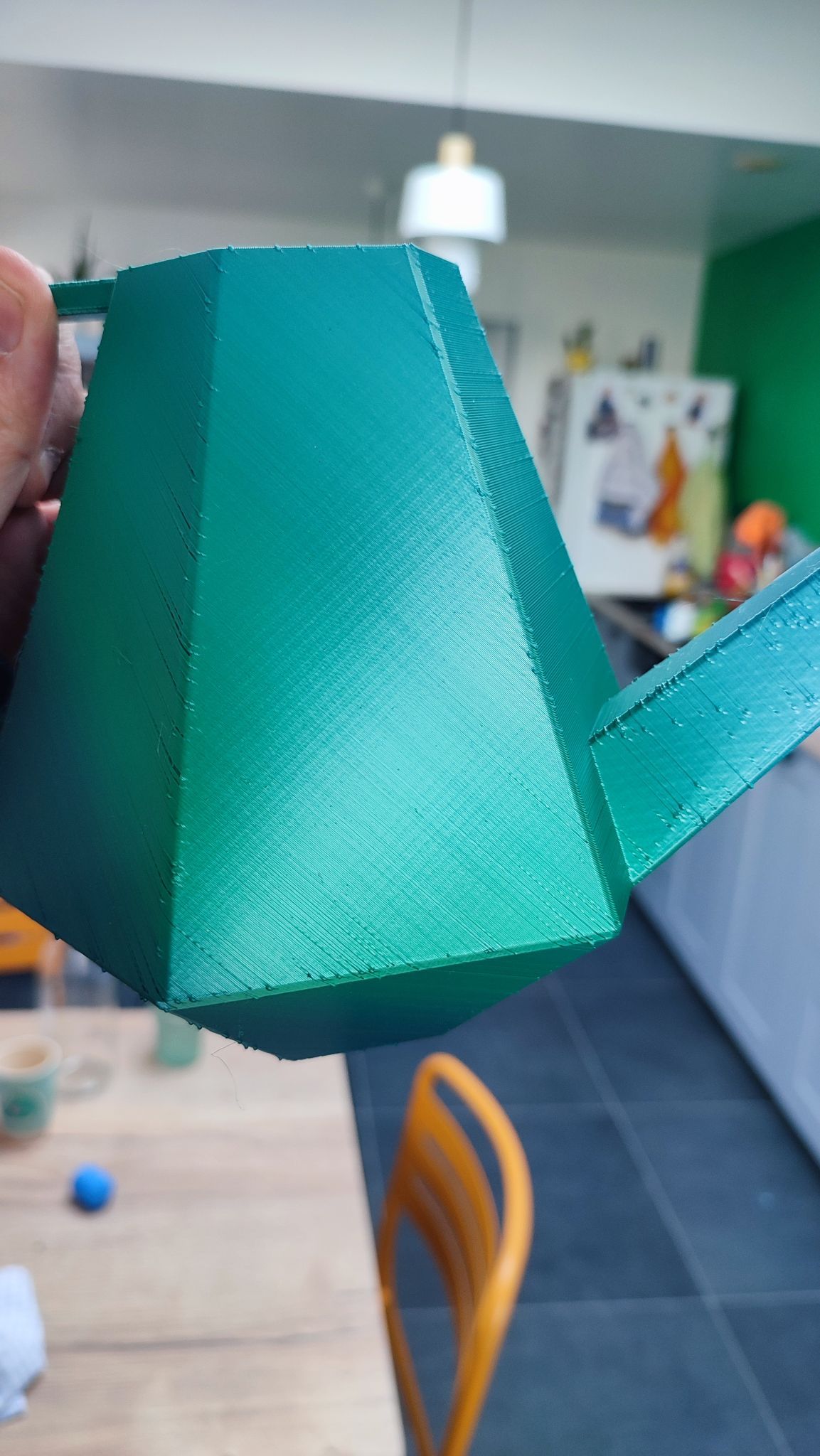
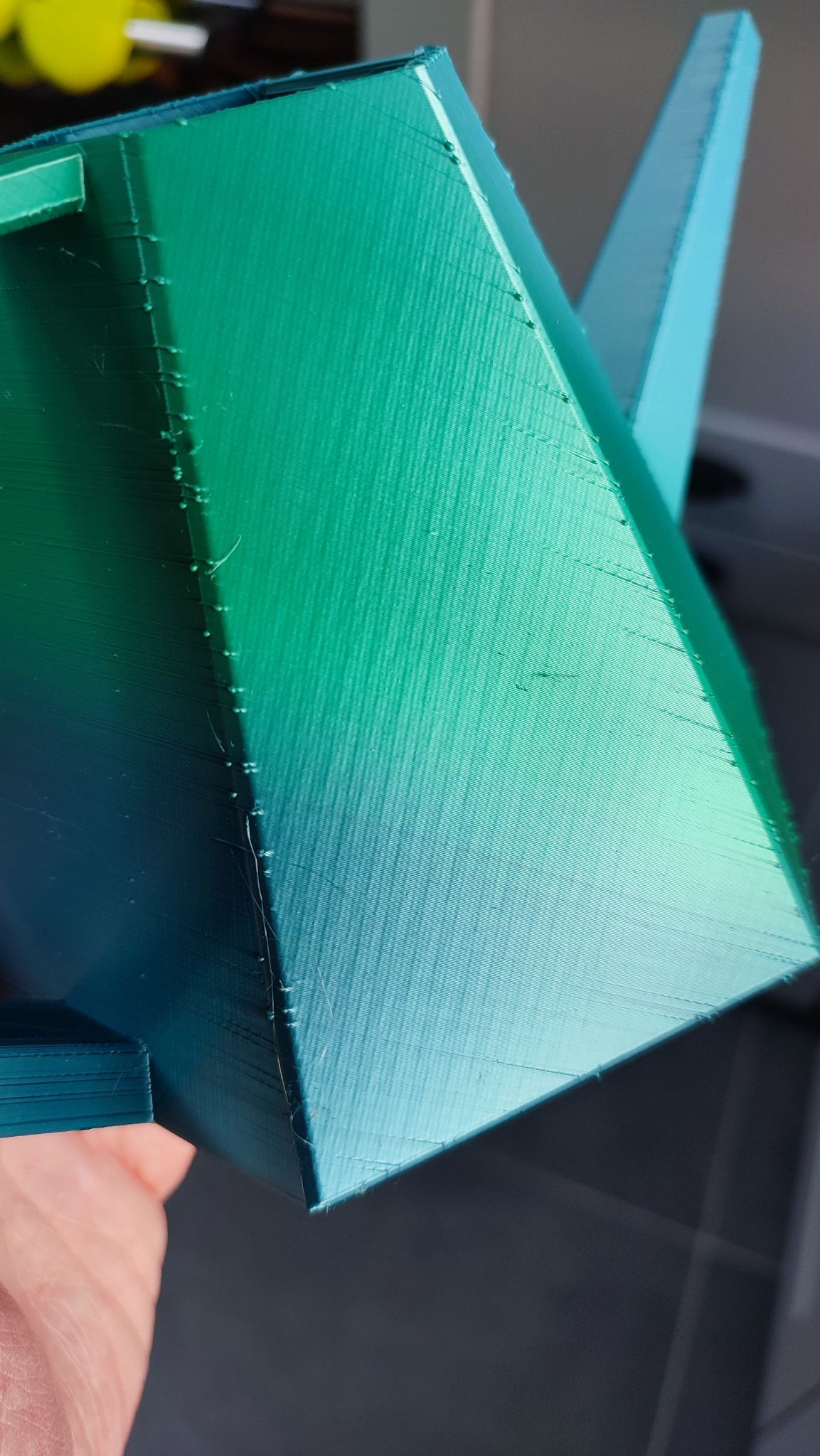
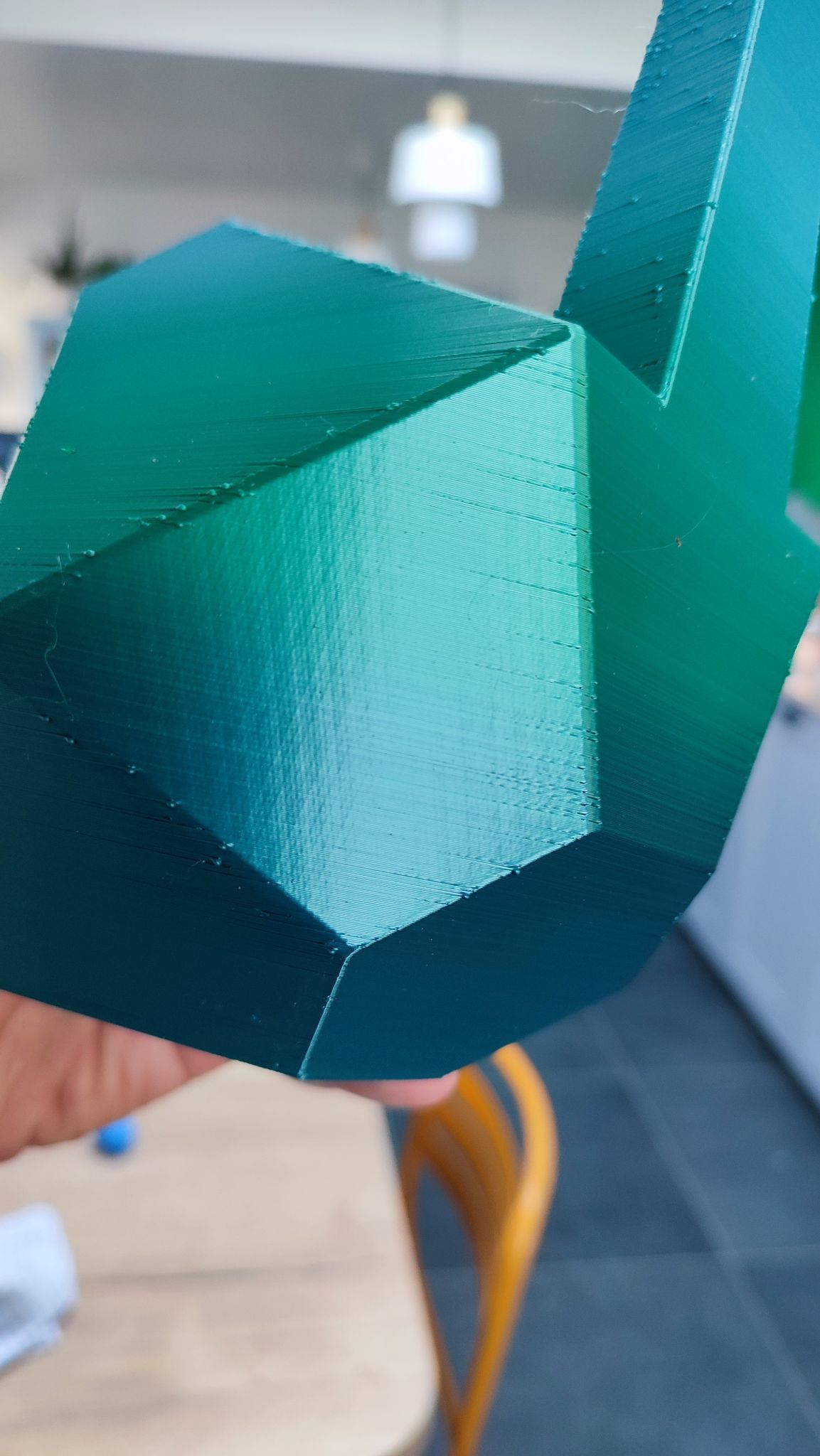
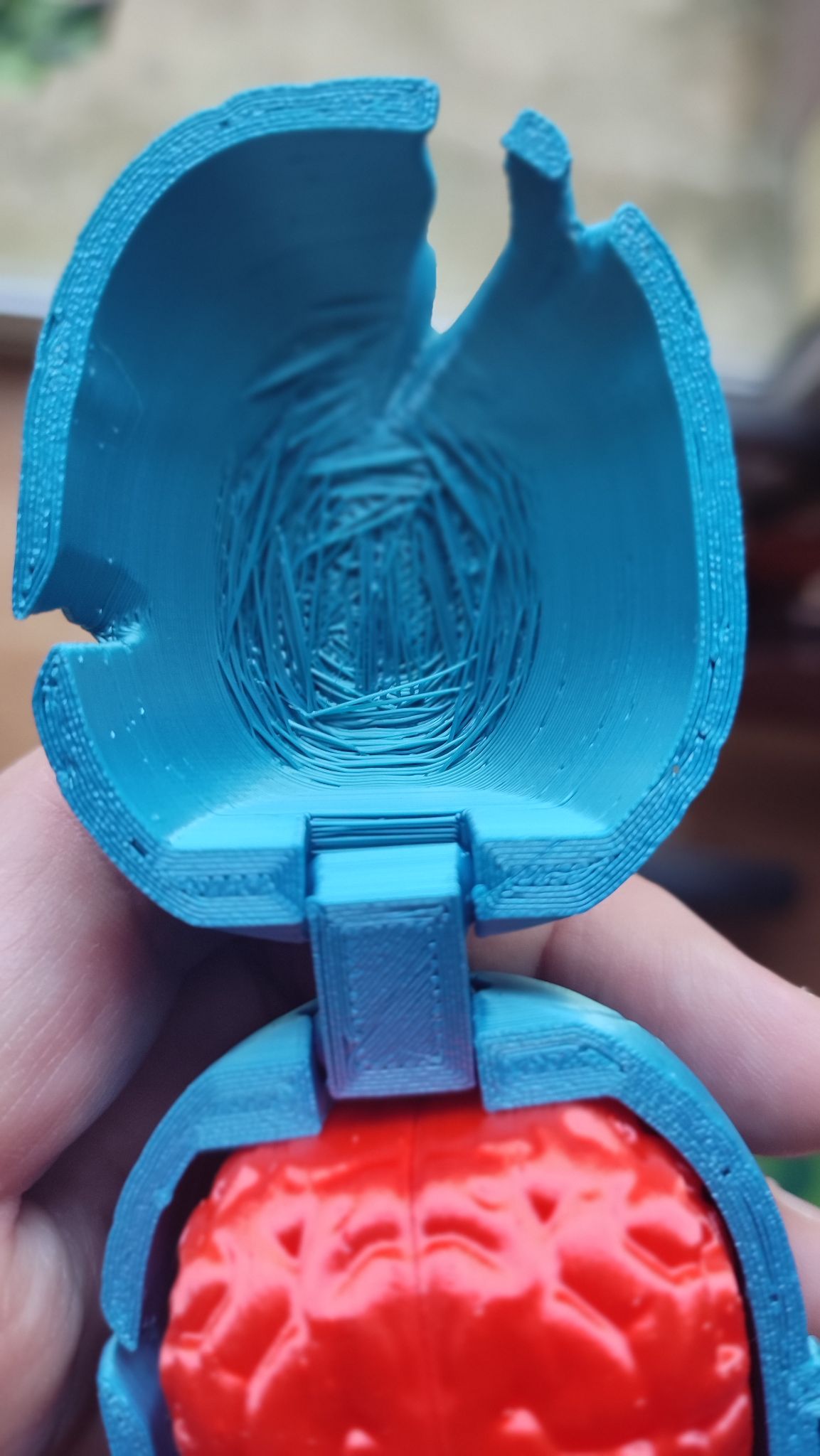
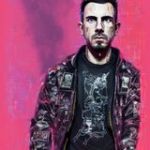
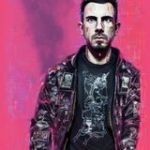
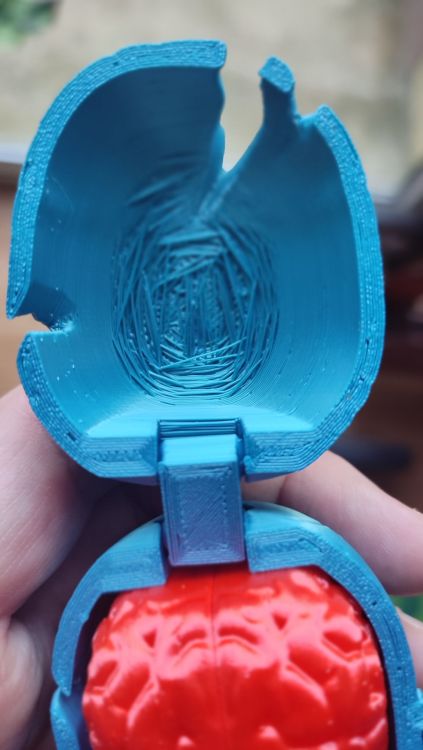
J'ai refait une impression en augmentant la température à 200 au lieu de 195° et voilà ce que ça donne. Pour l'ensemble c'est pas dégueu, mais y a toujours ces quelques rainures par endroit, et sur la partie plus fine des espèces de dépôts pas jolis (en fait pas la partie la plus fine, c'est juste que sur le reste de l'impression c'est plus dispersé)

-
- autre - Octopi et raspberry camera module v3
Nhibel en réponse au topic de Nhibel dans Électronique
Hello ! En effet j'avais suivi les indications données ici : https://community.octoprint.org/t/manual-raspi-camera-v3-webcam-auto-focus/53025/2, mais dans mon cas il ne se passait rien après modifications. Je viens de refaire un essai en faisant bien gaffe aux quotes, et ça à l'air beaucoup mieux ! Pour infos si quelqu'un d'autre rencontre le même problème, j'ai modifié le fichier /boot/camera-streamer/libcamera.conf comme tel (le http-listen c'est parce que j'ai mis la caméra sur un port différent de 8080) : # Additional options. By default enables continuous auto focus (if possible). OPTIONS='--http-listen=0.0.0.0 --camera-options="AfMode=0" --camera-options="LensPosition=6.2"' Merci d'avoir pris le temps de me répondre ! -
- autre - Octopi et raspberry camera module v3
Nhibel en réponse au topic de Nhibel dans Électronique
Justement, le camera module v3 est sensé avoir un autofocus, du coup pas sur qu'on ait toujours la possibilité de tourner le ptit machin ^^ je vais regarder au cas où -
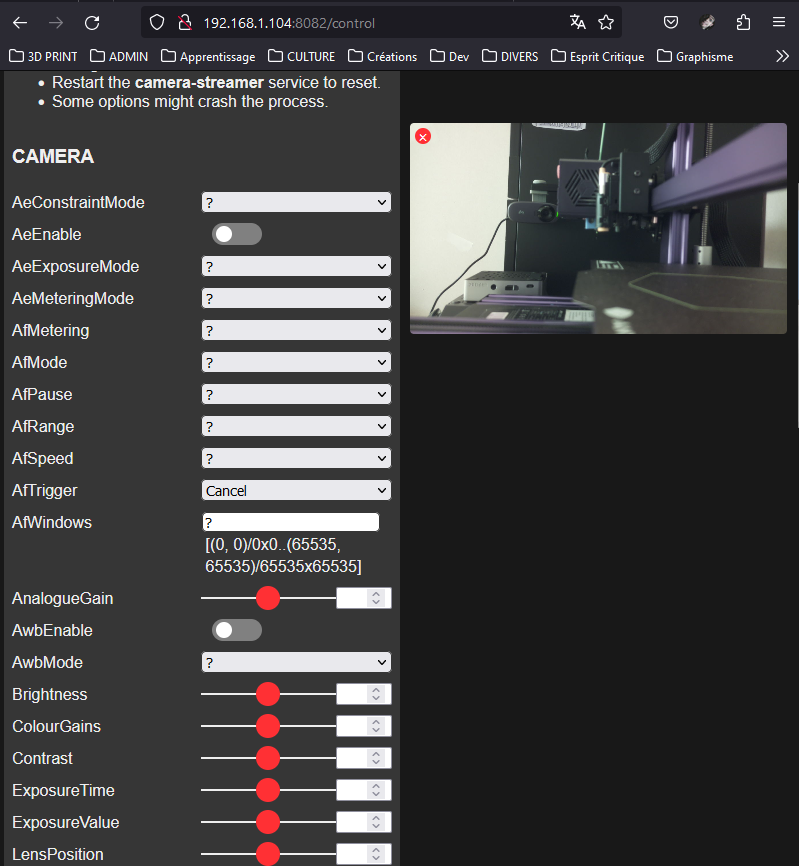
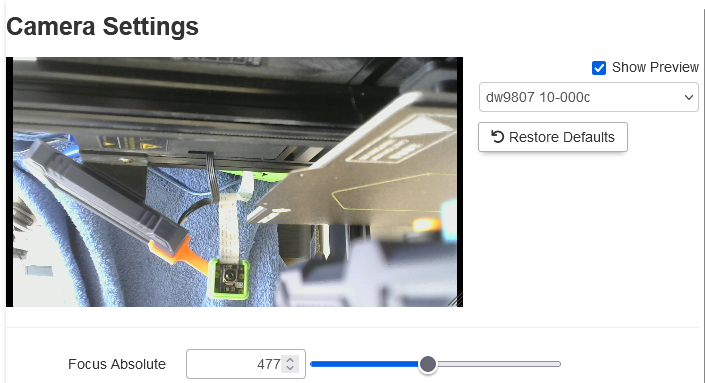
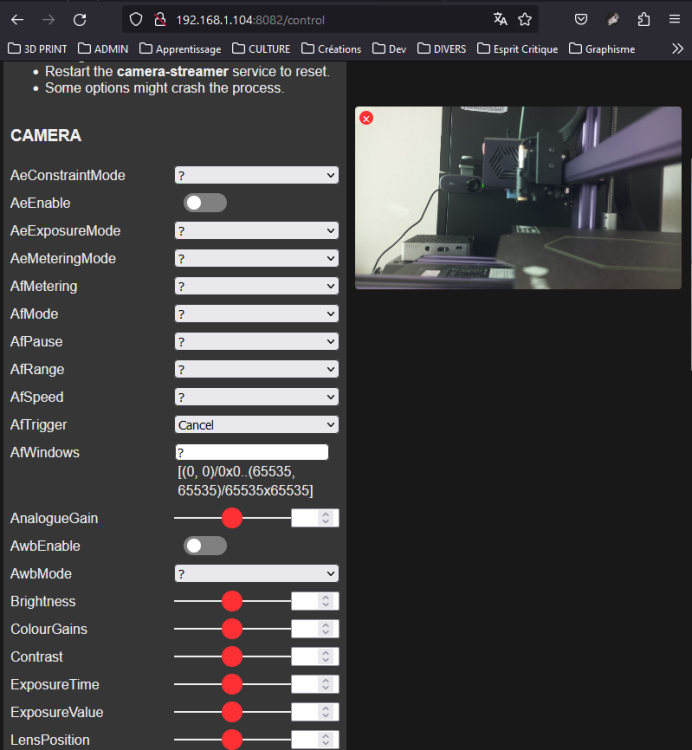
Salut ! J'ai acheté la raspberry camera module 3 et je galère pas mal pour la régler correctement, notamment le focus. Comme on peut le voir ci-dessous, le premier plan est flou, et je ne trouve pas comment régler ce focus manuellement. J'ai installé l'extension camera settings (faite pas gaffe à l'image, j'ai une autre camera branchée et sur cet écran il met pas à jour le stream lors du choix). Lorsque je modifie la valeur du focus, elle revient toujours à 477 (puis la camera plante si j'insiste trop) Je vois bien que le focus change pendant mes manip, mais ça revient immédiatement au point d'origine. Sur l'écran de contrôle, toutes les valeurs sont inconnues, je peux en modifier certaines et je vois que ça a un effet sur la visualisation en cours, mais le focus ne produit pas d'effets à cet endroit là... En solution possible j'ai testé ce qui est indiqué ici : https://community.octoprint.org/t/manual-raspi-camera-v3-webcam-auto-focus/53025/2, mais je n'ai vu aucunes améliorations... Du coup, si quelqu'un sait m'apporter un peu d'aide là dessus, ça serait fort apprécié

-
Anycubic Kobra - Améliorations des impressions
Nhibel en réponse au topic de Nhibel dans Entraide : Questions/Réponses sur l'impression 3D
Ah oui, j'avais pas pensé à ça. Mais pour le coup, ce sont deux filaments relativement neufs, que je stock dans des emballages hermétiques, je sais pas si on pourrait avoir un problème d'humidité dans ce cas là Ils sont stockés dans une pièce fermée à un peu plus de 15°. Je vais tester aussi avec une température d'impression un peu plus forte, les deux modèle étaient à 195° (200° en initial et final). Pour ma prochaine impression je testerai à 200 ou 205 du coup. -
Salutations ! J'essaye d'améliorer la qualité de mes impressions sur l'anycubic Kobra. J'ai refait un nivellement, réglé les excentriques et lancé deux impressions du même modèle. Un avec les réglages CURA fournis pour mon imprimante sur le site Anycubic, l'autre avec mes réglages modifiés au fil du temps et des infos que je trouvais sur le net. Comme on peut le voir sur les images, la qualité est plutôt pas mal, sauf en ce qui concerne les espèces de rainures que l'on voit apparaître sur les 2 modèles. je n'ai aucunes idées de commenter les limiter où les empêcher. Est-ce que c'est un problème de profil Cura, ou un problème matériel ? Qu'est-ce qu'il faudrait re régler ? Les excentriques ? Et aussi on voit une différence côté intérieur, sur le modèle bleu, les fils sont beaucoup plus visible que sur l'orange, et je ne sais pas quel réglage peut jouer là dessus ? je vous remercie d'avance pour vos réponses ! Profil Anycubic : Profil perso :



-
Problème de warping
Nhibel en réponse au topic de Nhibel dans Entraide : Questions/Réponses sur l'impression 3D
Il semblerait que c'était bien ça ! J'ai lancé une nouvelle impression et il n'y a plus de problème ! Plus qu'à espérer que ça soit pareil pour les suivantes Merci de m'avoir mis sur la bonne voie. -
Problème de warping
Nhibel en réponse au topic de Nhibel dans Entraide : Questions/Réponses sur l'impression 3D
Ah oui tiens. Du coup j'ai refait un leveling, et j'ai aussi mis le GCODE renseigné ici; à voir ce que ça va donner... : -
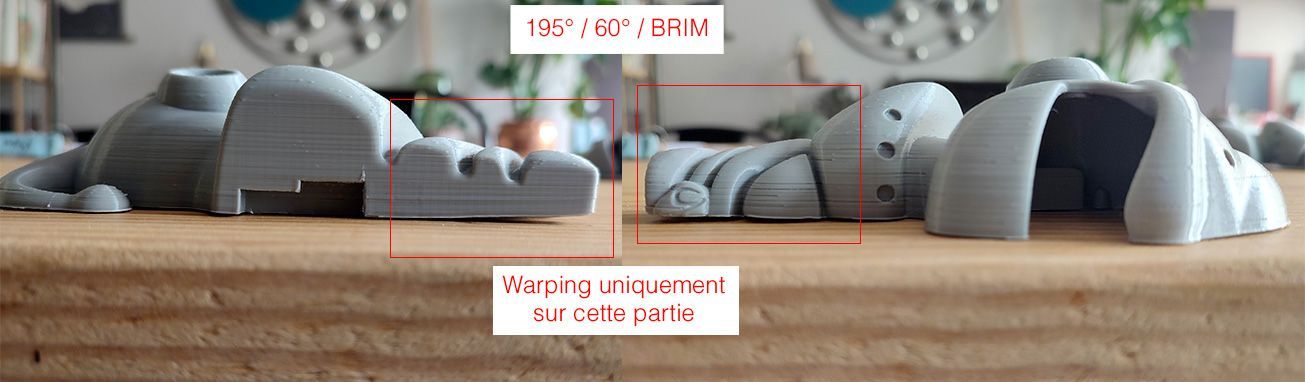
Salutation ! Je possède une imprimante Anycubic Kobra, et j'ai un problème de warping que je n'arrive pas à régler Sur mes impressions, j'ai donc un problème de warping, mais qui arrive seulement à certain endroits, j'ai l'impression qu'il n'y a pas de soucis sur la zone à l'avant du BED, mais plutôt vers l'arrière. J'imprime avec du filament PLA de marque Eyrone. De base j'utilise une température d'impression de 195°, un BED à 60°, et un BRIM à 4 pour l'adhésion, et vitesse 45mm/s. Sur mes dernière tentative, le BRIM a bien tenu, mais pas la pièce en elle-même. J'ai tenté de changer les réglages en passant la température à 200°, le BED à 65°, et le BRIM à 8, sans que ça améliore le résultat. J'ai tenté de relancer une impression en utilisant cette fois-ci un RAFT, mais le résultat est... particulier. (voir photos jointes) Le plateau est propre, je le nettoie avant chaque impression avec de l'alcool modifié, je n'ai pas encore testé la colle ou la laque. L'imprimante est dans une petite pièce sans courants d'air. Je ne sais plus trop quoi tenter comme réglages pour avoir une bonne impression, peut-être auriez-vous quelques conseils ? J'ai mis sur ce drive partagé mes réglages exportés depuis CURA ainsi que les photos avec commentaires : https://drive.google.com/drive/folders/1D8e4LOTyXrOWqUyjKbiyB-hVAaHe3UdN?usp=sharing




-
Conseils supports impression résine
Nhibel en réponse au topic de Nhibel dans Entraide : Questions/Réponses sur l'impression 3D
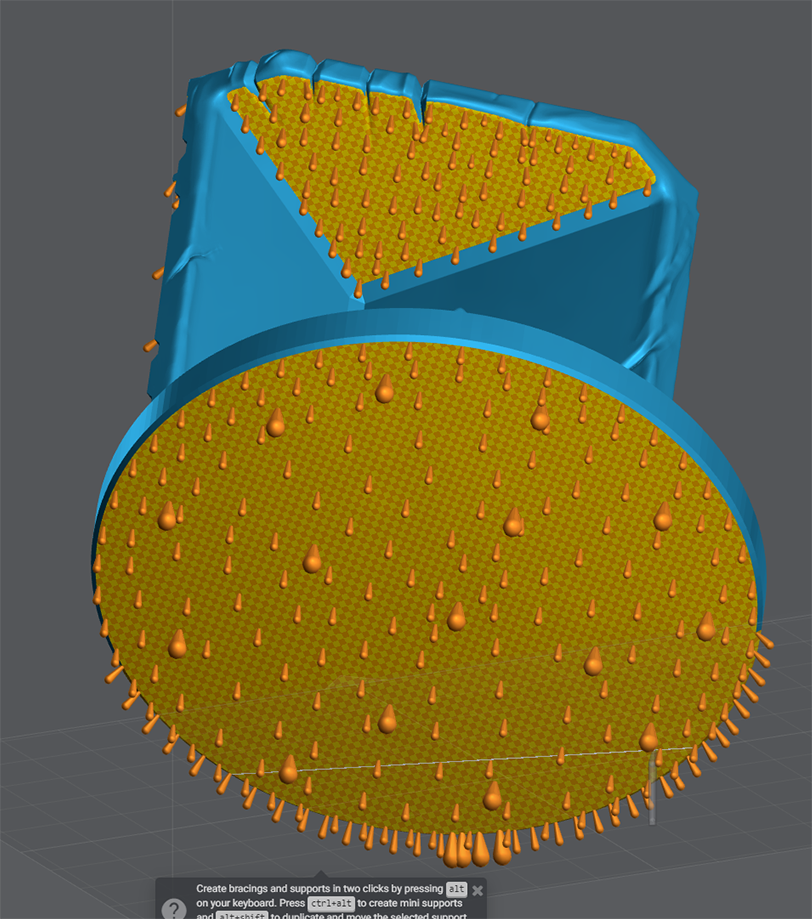
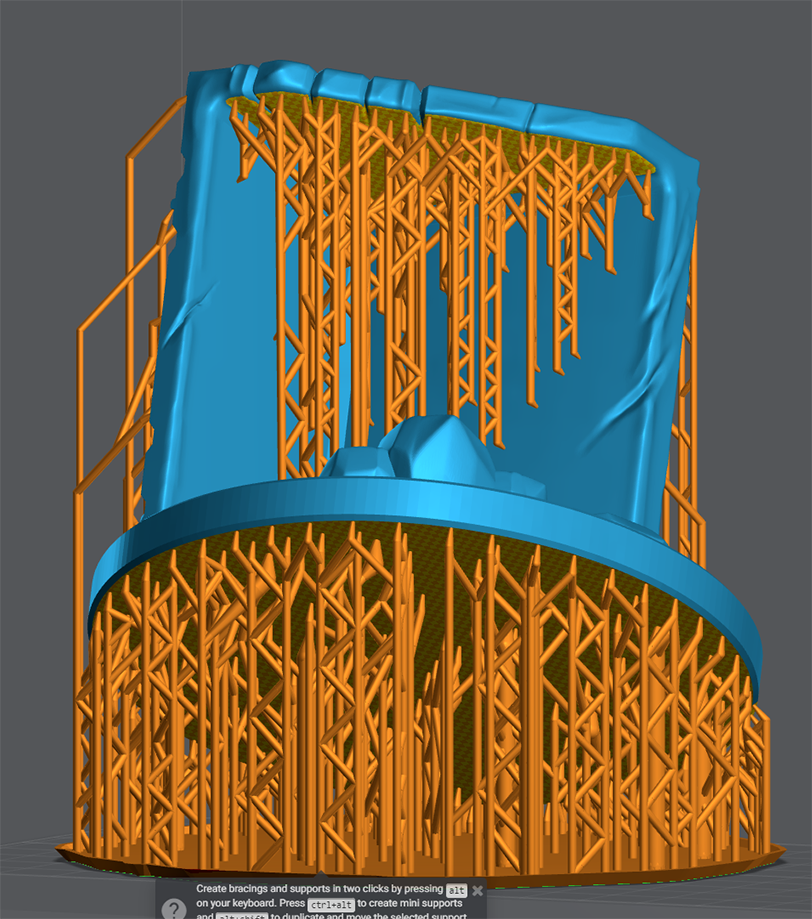
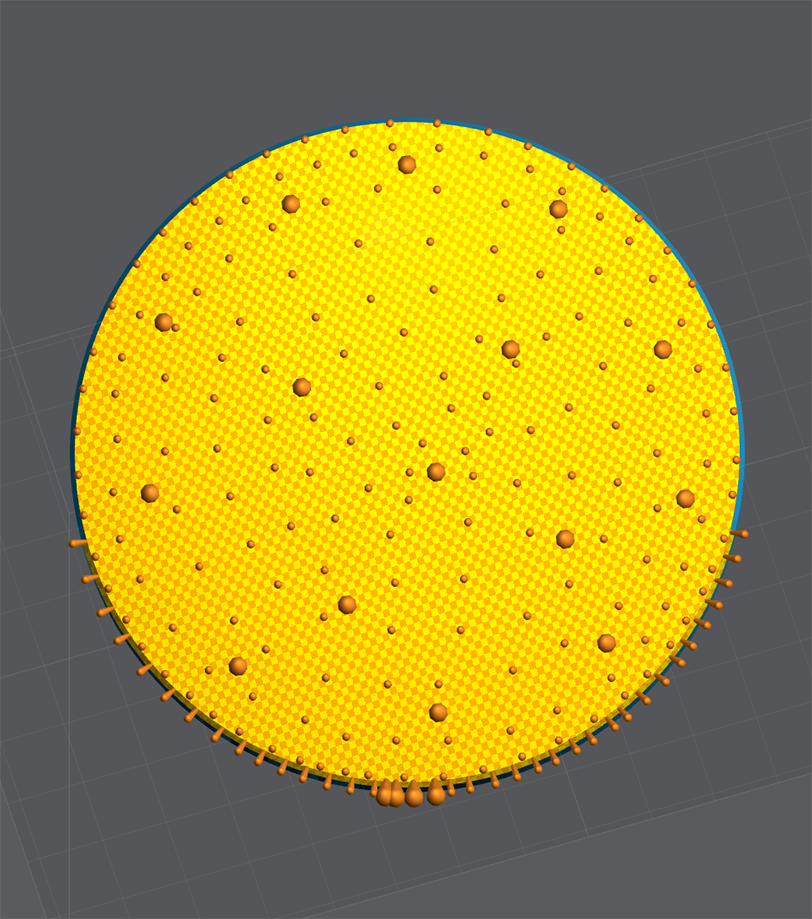
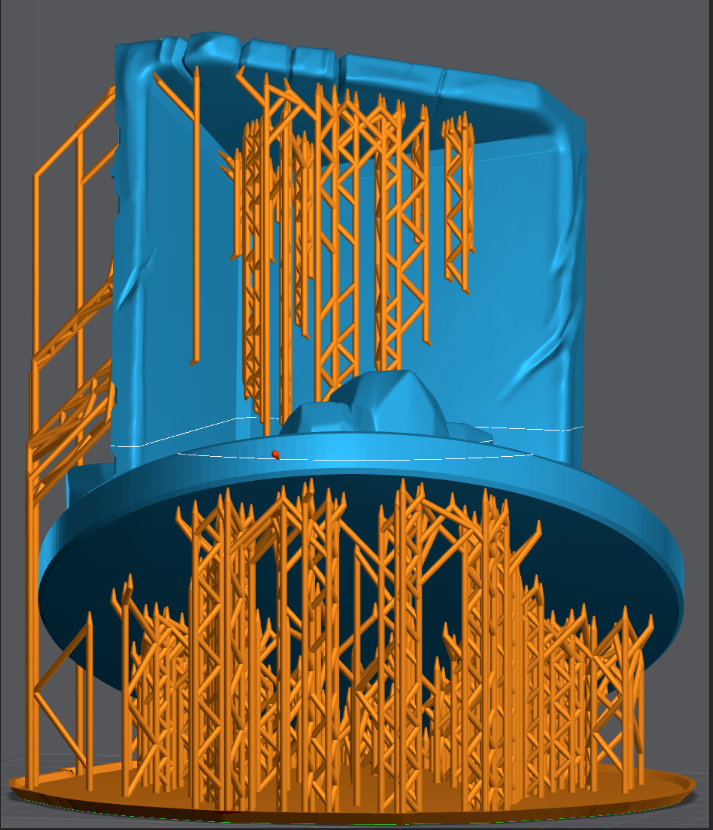
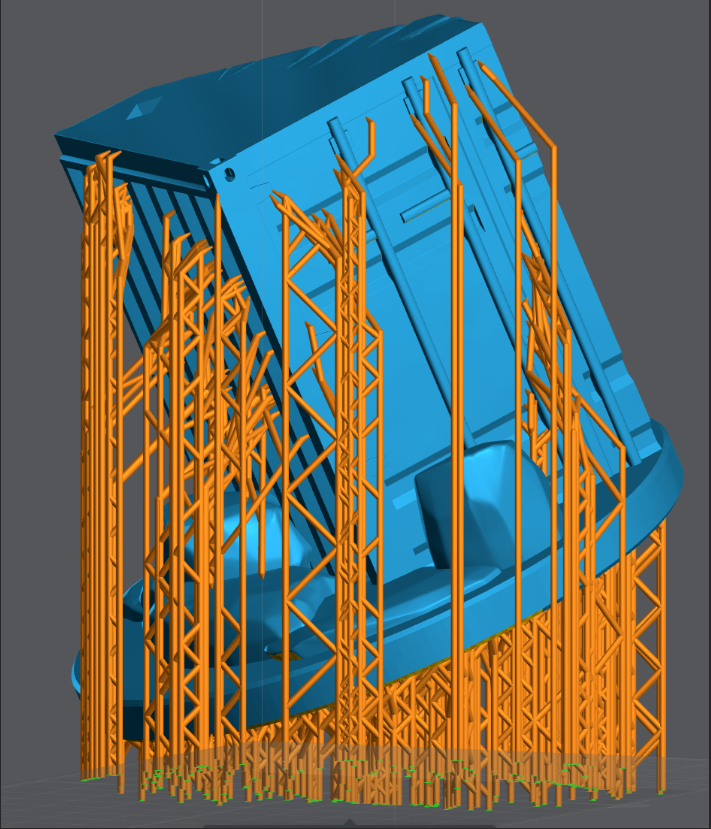
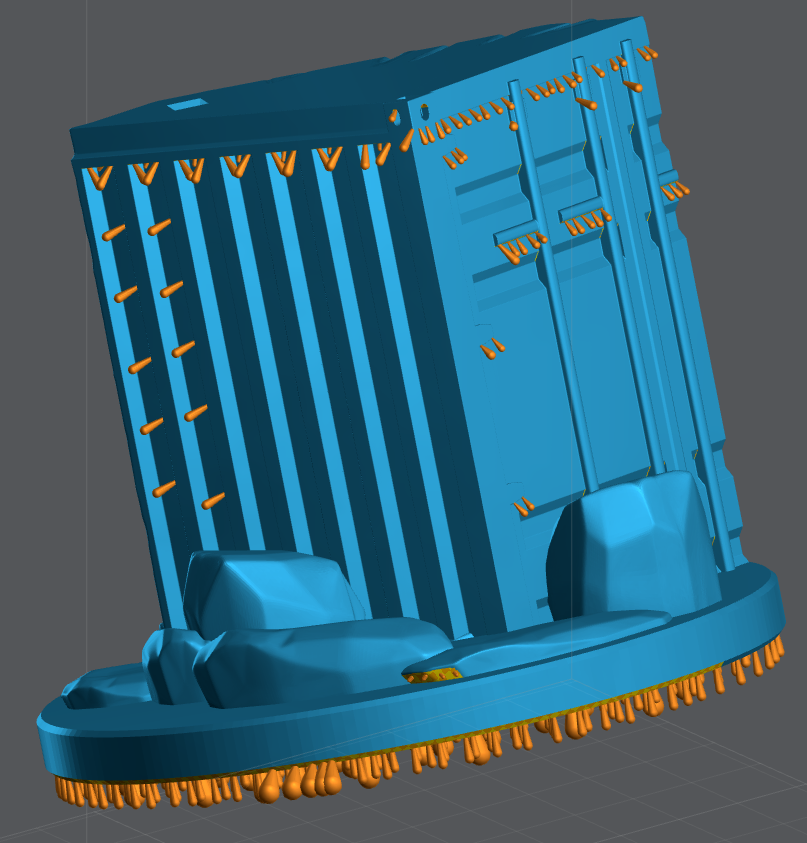
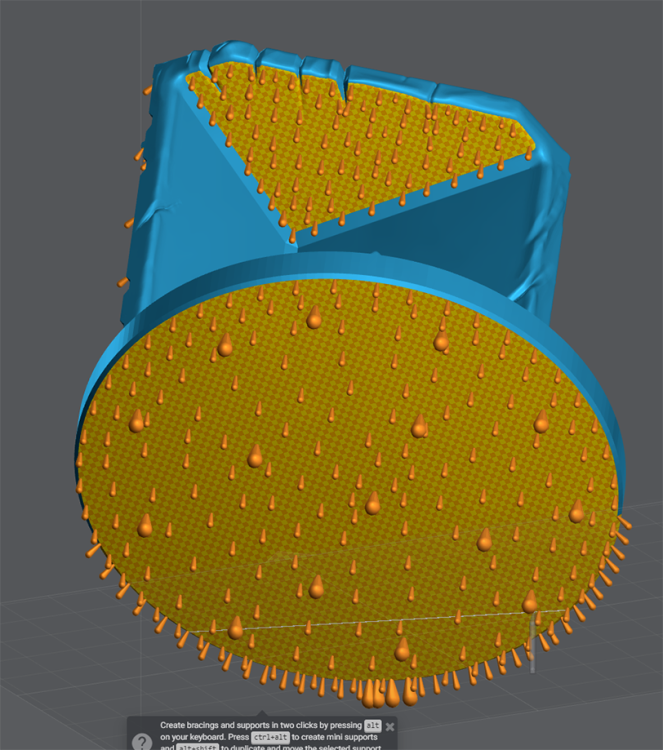
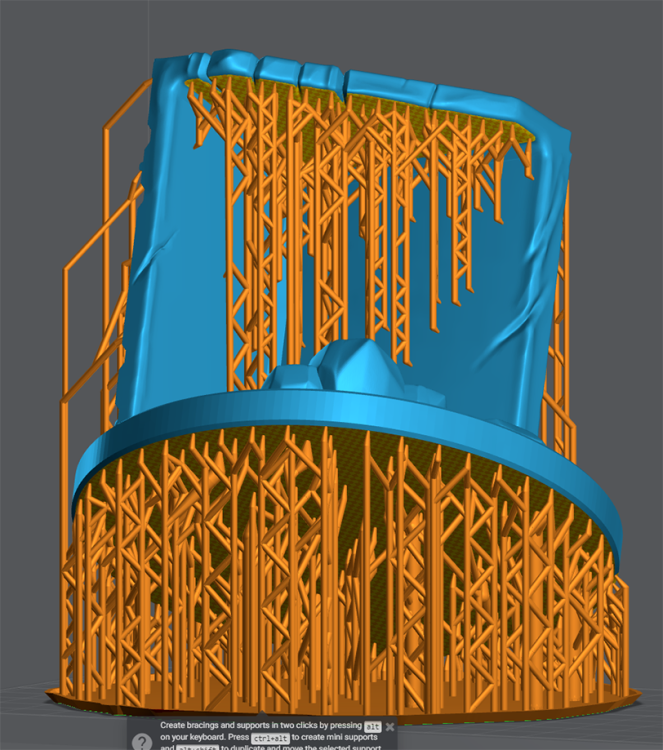
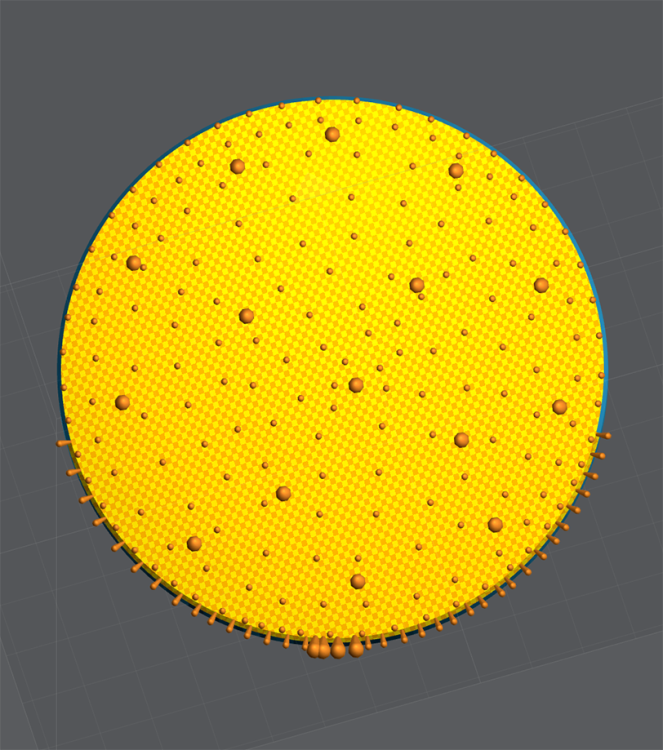
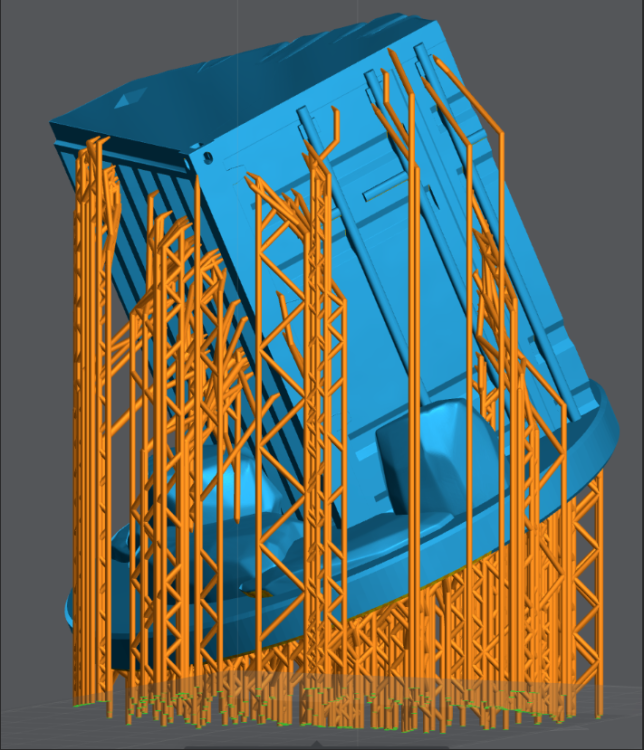
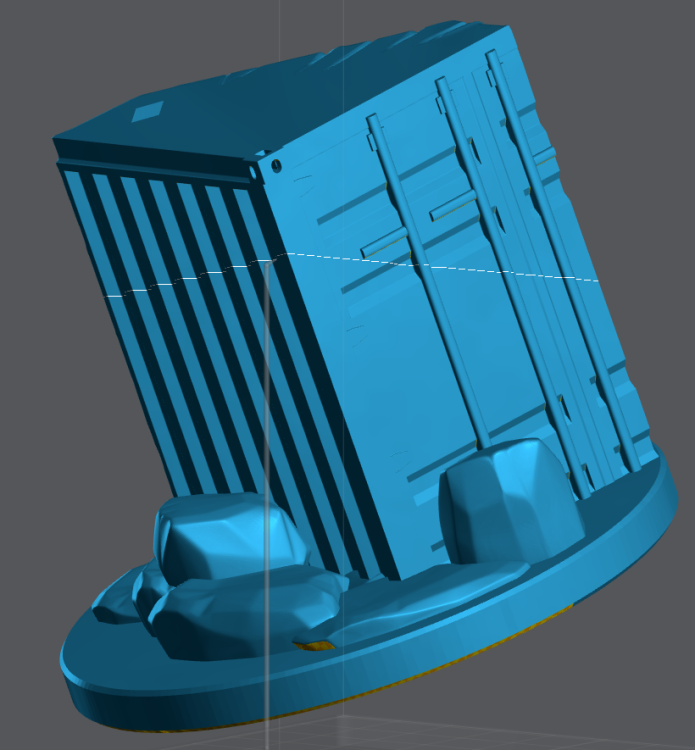
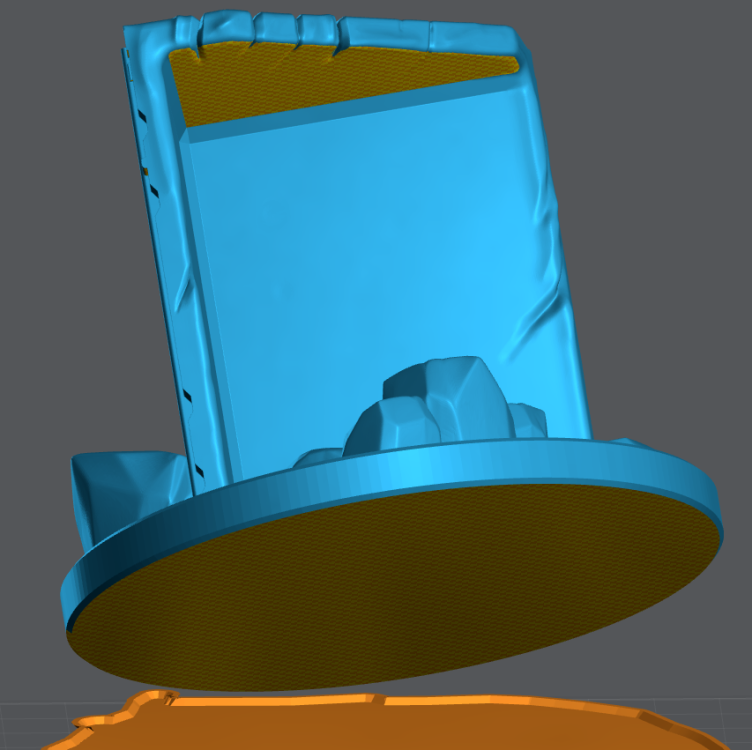
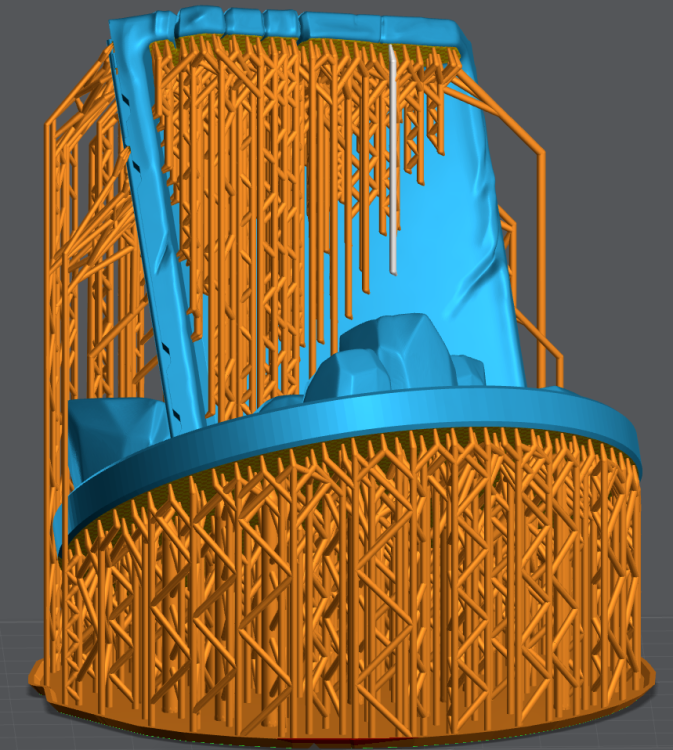
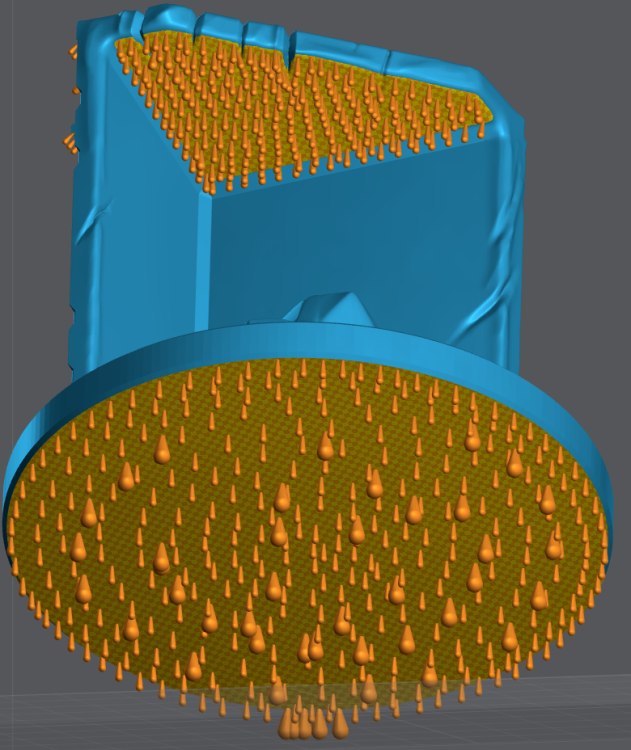
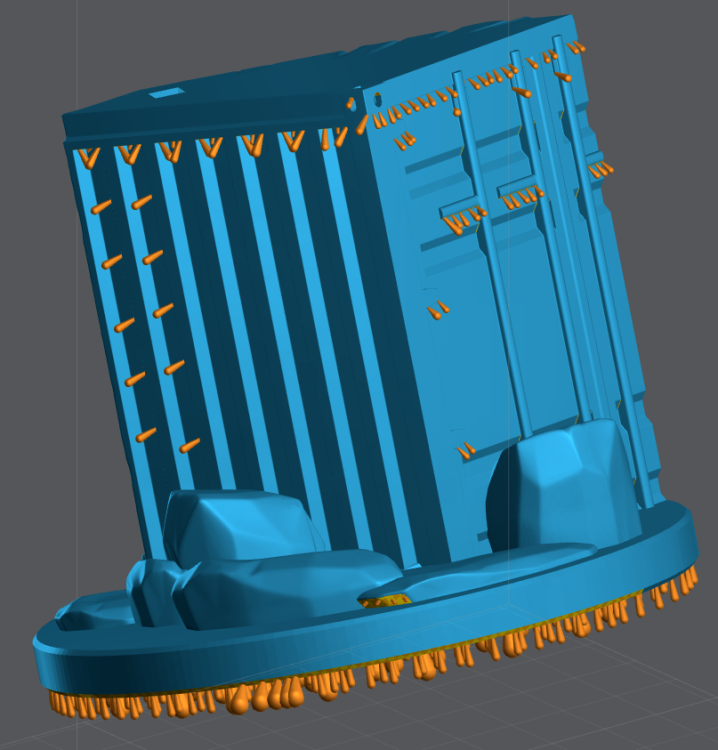
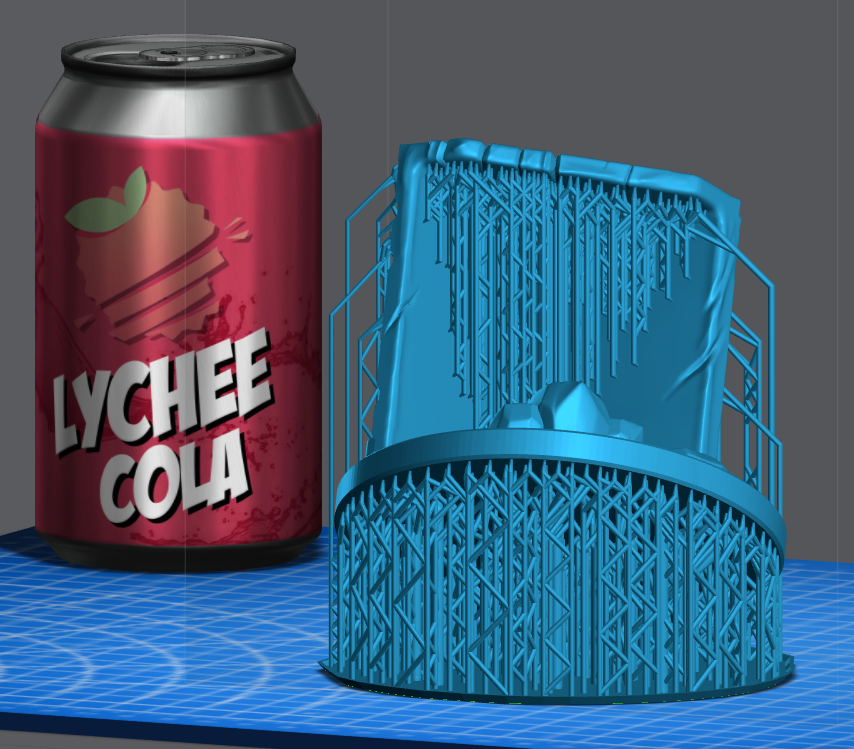
Sur mon dernier message, il s'agissait d'une génération automatique de Lychee. Là je suis en train de retravailler ça, j'ai supprimé les supports extérieurs pour les refaire, j'ai complété les supports de la base, et je vais ajouter des supports pour la partie haute. (J'ai fait le réglage des supports automatiques en densité "normale", et supports "Light". Je mettrai une capture lorsque je penserai avoir fini pour avoir un nouvel avis ^^ Voilà, je suis finalement reparti de zéro, j'ai essayé de faire comme mon 1er essai, mais avec des supports moins denses et sans utiliser les supports auto. Concernant les supports externes, j'en ai ajouté sur les zones avec la grille jaune/orange, et également à d'autres endroits pour le maintiens.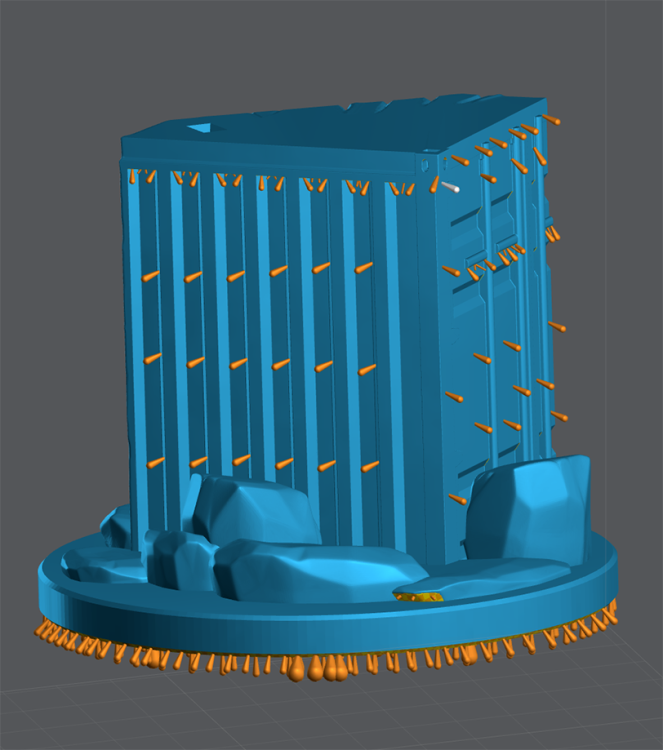
-
Conseils supports impression résine
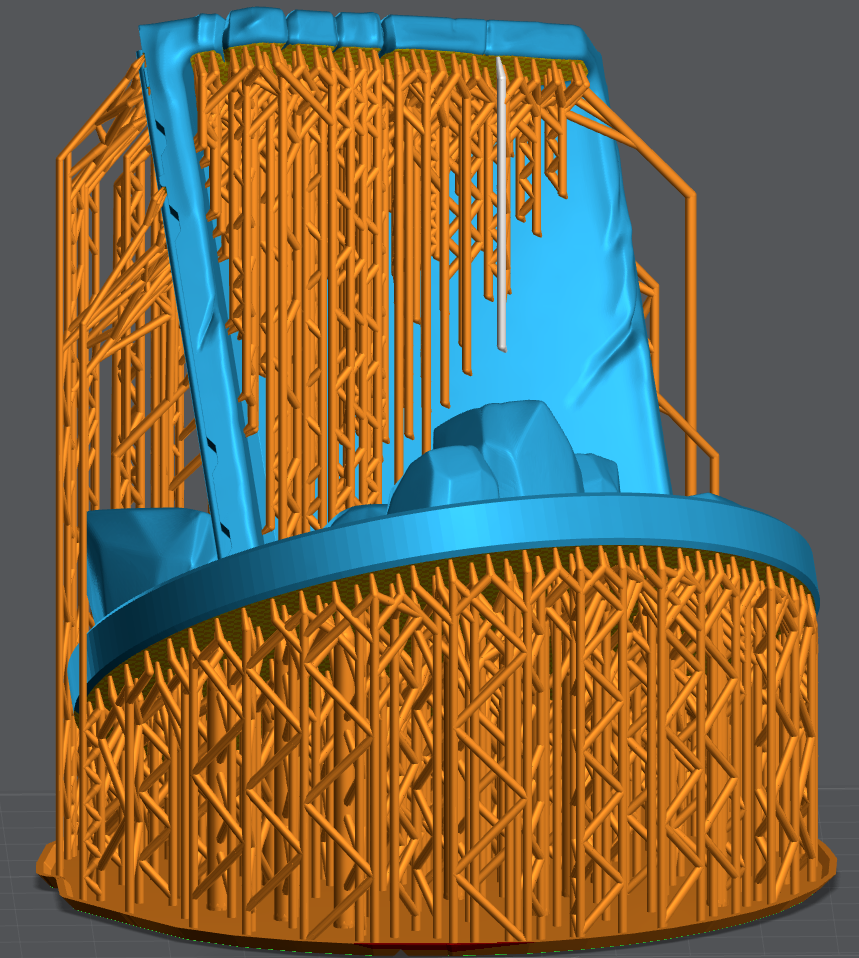
Nhibel en réponse au topic de Nhibel dans Entraide : Questions/Réponses sur l'impression 3D
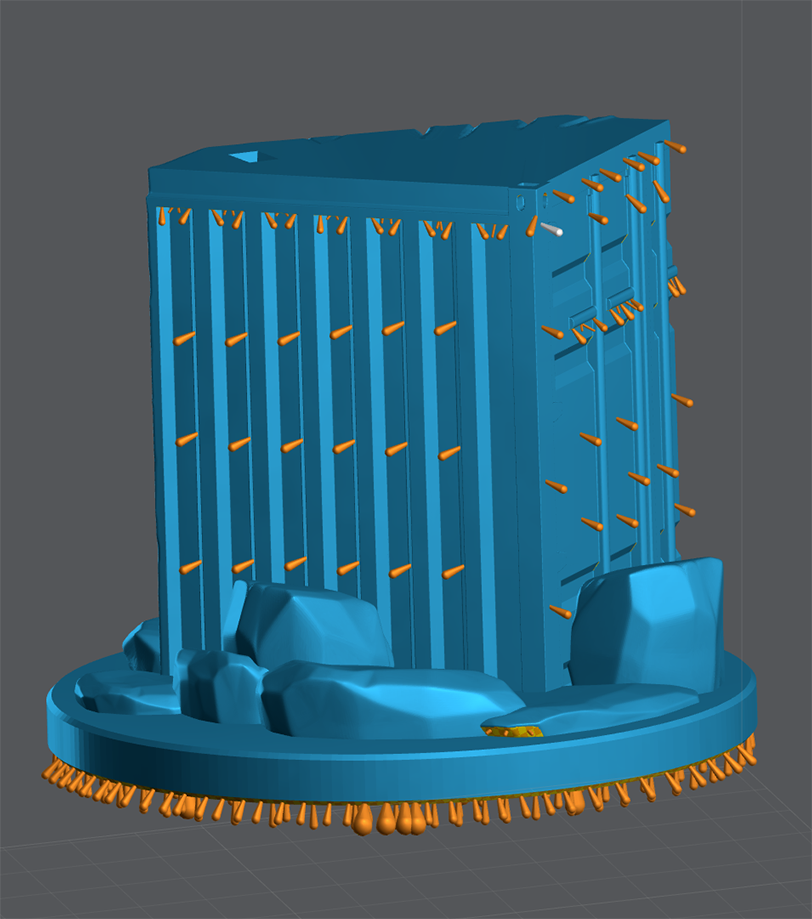
Je me disais bien que j'en avais peut-être un peu trop mis ^^ Pour la base par exemple, est-ce qu'il est important de suivre tout le contour avec des supports ? Là j'en ai mis beaucoup, car sur une précédente impression (figurine en plusieurs partie), j'ai eu du warping parce que j'avais (je pense) mal positionné les supports, et ça m'a posé problème pour assembler les pièces entre elles. Du coup je me demande si il faut que je reprenne mon schéma actuel, mais avec des supports plus espacés, ou bien si je revois complétement mon pattern ^^ Voilà ce que me propose Lychee en supports automatique, je pense partir de cette base, faire le contour de la base si besoin, et ajouter quelques supports au niveau des espaces vides sur la partie supérieur. Pour les parois extérieurs, là je sais pas encore trop si il faut retoucher ou pas ^^"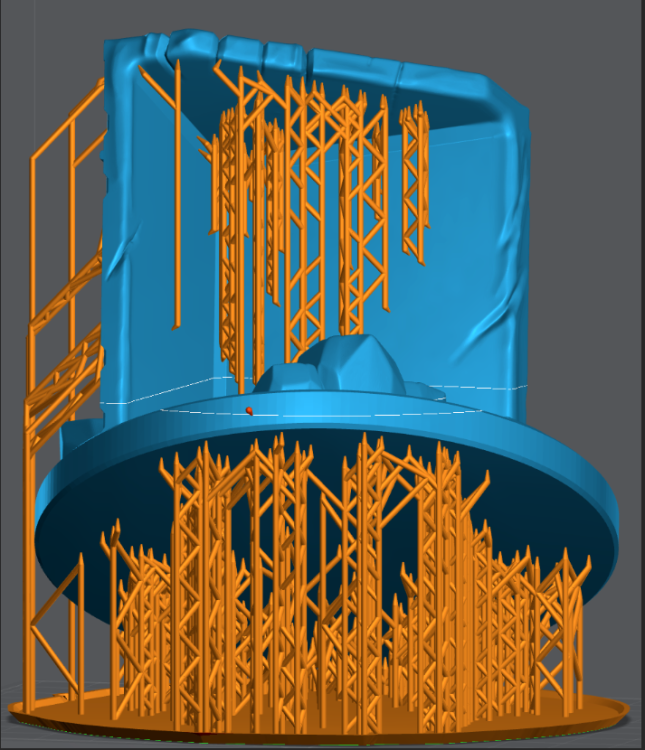
-
Conseils supports impression résine
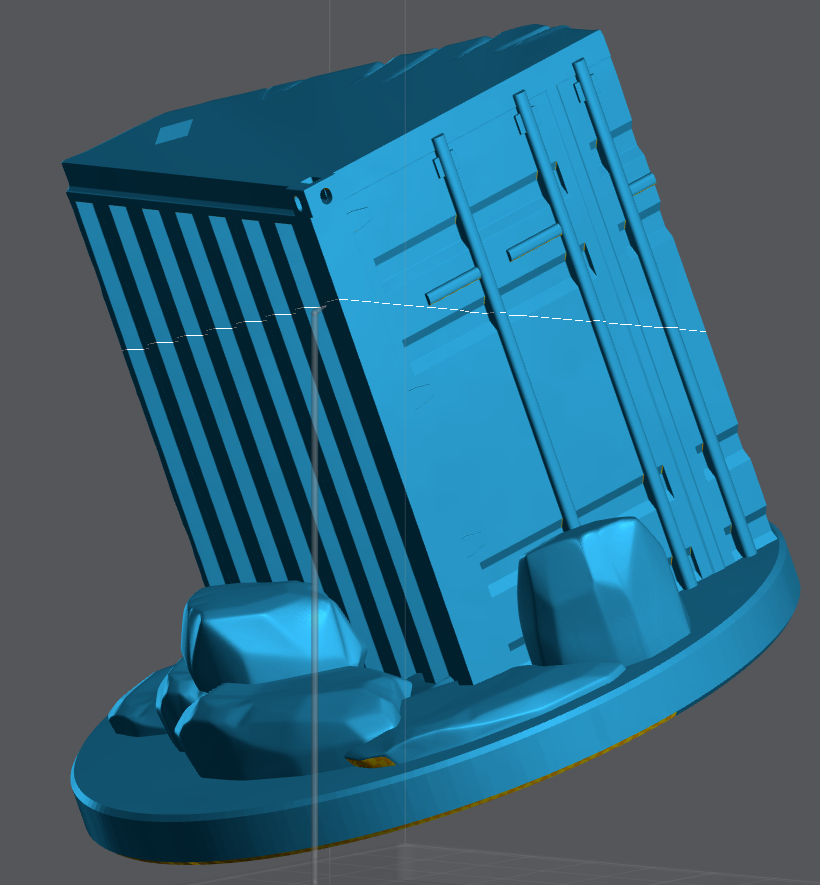
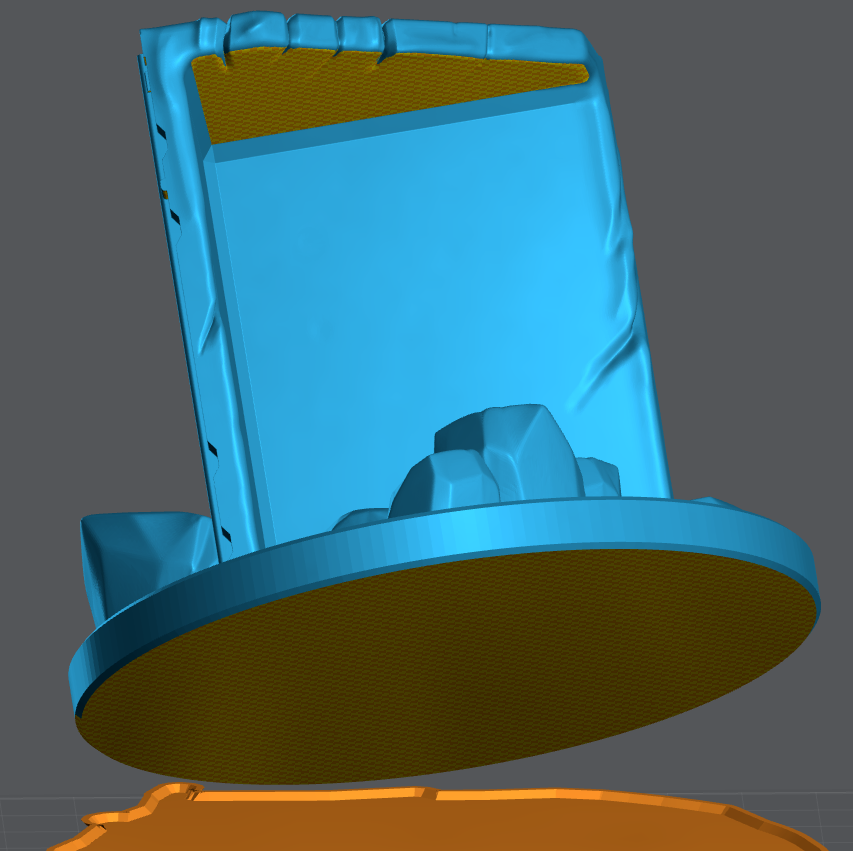
Nhibel a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Hello ! J'ai acquis il y a peu une imprimante résine (Anycubic Photon M3), et je débute dans ce type d'impression. J'aimerai imprimer une figurine en plusieurs parties, et je suis en train de m'occuper du socle. J'ai placé tous les supports, mais j'aimerai avoir des conseils pour savoir si je m'y prends bien (trop ou passez, bien placés ou non...) J'ai l'impression d'en avoir trop mis sur la partie du haut (mais vaut ptêt mieux trop que pas assez ^^ En tout cas y en a tellement que ça fait ramer le logiciel) Merci d'avance pour vos conseils Ci-dessous quelques captures, et également mon fichier d'impression (fichier lychee slicer) : https://drive.google.com/file/d/10dDmU1lwxwOQRXOdTNaCCviR72Q_sYUk/view?usp=sharing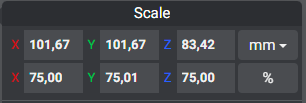

-
Aide sur les supports
Nhibel en réponse au topic de Nhibel dans Entraide : Questions/Réponses sur l'impression 3D
Me reste plus qu'à tester ça (dès que j'aurai reçu ma nouvelle bobine ) Merci, c'est top ! -
Aide sur les supports
Nhibel en réponse au topic de Nhibel dans Entraide : Questions/Réponses sur l'impression 3D
Hello ! Super sympa d'avoir fait ça ! Mais je vais passer pour un relou (pas trop j'espère ), je modèle que je souhaite imprimer est celui-ci : https://www.thingiverse.com/thing:2419427 Je garde ton modèle modifié de côté, ça fera un petit ajout sympa à offrir -
Aide sur les supports
Nhibel en réponse au topic de Nhibel dans Entraide : Questions/Réponses sur l'impression 3D
Ok Je vais essayer de tester des valeurs autour de 60 pour voir si j'arrive à avoir au moins les dents soutenues. J'ai aussi trouvé un remix de cette figurine, avec quelques conseils pour les supports, je vais tester ça : https://www.thingiverse.com/thing:5637214 (ma 1ère tentative était déjà avec des supports arborescents, je les ai pas trouvé faciles à enlever C'est en luttant pour les enlever que j'ai fini par casser la figurine ^^) -
Aide sur les supports
Nhibel en réponse au topic de Nhibel dans Entraide : Questions/Réponses sur l'impression 3D
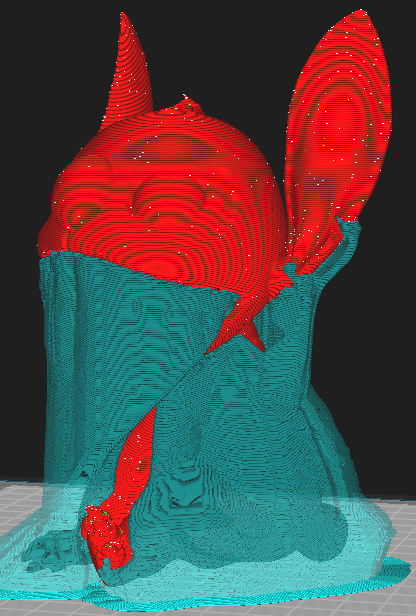
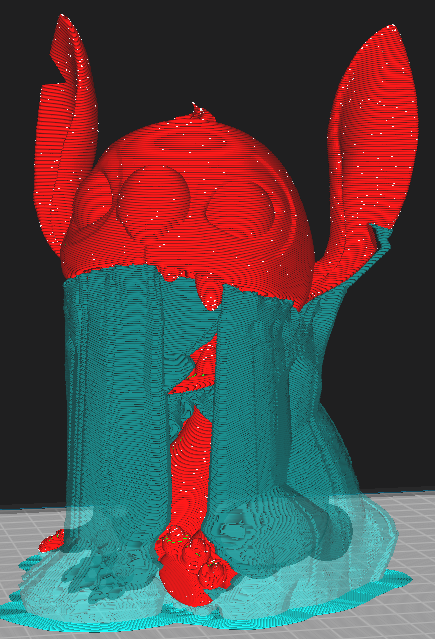
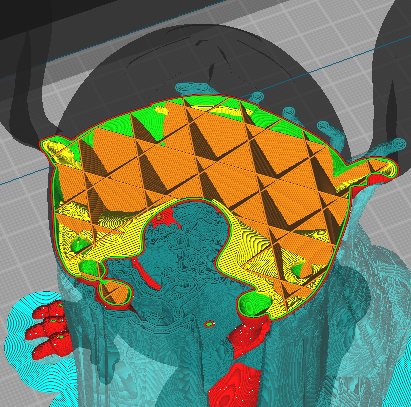
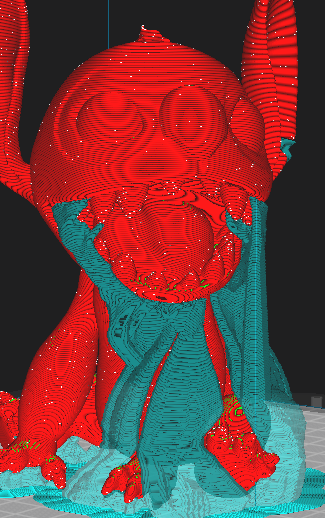
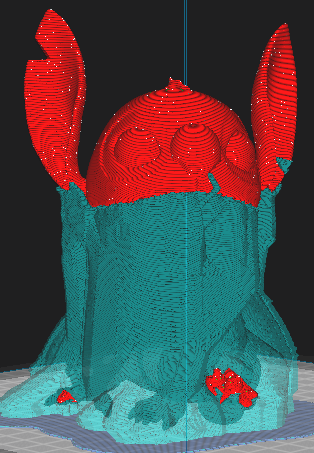
Je sais pas trop quoi mettre comme réglage en fait, voilà ce que ça donne si je mets les supports avec plateau : Support Overhang angle : 50 (je pense que là ça sera le même problème qu'avec des supports partout) Support Overhang angle : 60 (Ici deux dent ne sont plus soutenues et l'intérieur de la bouche est rempli de supports qui seront compliqués à enlever :/) Support Overhang angle : 70 (Plus assez de supports) Du coup je sais pas trop comment m'y prendre... Je pense que je vais essayer de trouver un modèle moins compliqué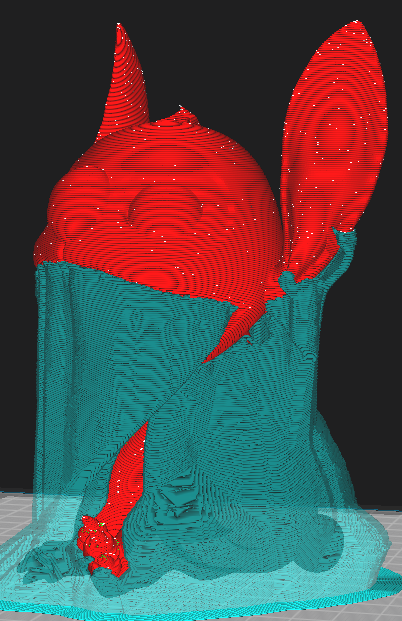
-
Aide sur les supports
Nhibel en réponse au topic de Nhibel dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour ta réponse ! J'avais bien fait une impression avec supports arborescents, mais il y a plusieurs couches de supports qui ont été générées les unes devant les autres, et vraiment galères à enlever Je ne connaissais pas le réglages de la distance Z des supports, en me renseignant j'ai vu qu'une bonne technique était d'utiliser le double de la résolution d'impression (j'ai imprimer en 0.08, donc 0.16 pour la distance Z) je testerai ça Mais je suis pas sur que ça règle tous les problèmes, par exemple l'intérieur de la bouche était rempli avec le support, là aussi impossible à enlever... A voir si d'autres astuces permettront une meilleur impression, sinon je vais devoir opter pour un modèle plus simple -
Aide sur les supports
Nhibel a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
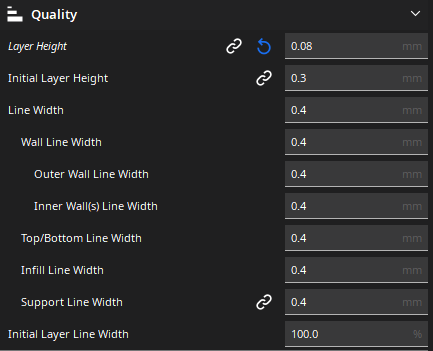
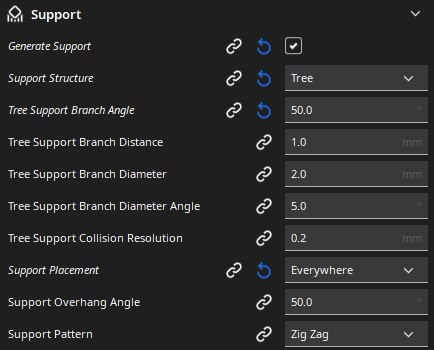
Salutations ! Voilà, en prévision d'un cadeau de Noël, j'ai voulu imprimer une figurine sur ma Anycubic Kobra, en top qualité. J'ai donc utilisé une résolution de 0.08, vitesse 45.0, un brim pour l'adhésion, et un support de type tree (voir captures) Une fois l'impression finie (50h), j'ai malheureusement rencontré quelques problèmes... 1. Le brim est impossible à enlever, j'ai beau forcer, c'est collé 2. Le support est extrêmement dur à enlever. J'ai cassé la figurine en forçant... Je me suis retrouvé avec trop de supports, qui ont bien fait leur taf, mais trop rigide et qui collent trop à la figurine. Je vais donc pouvoir relancer l'impression, mais cette fois j'aimerai mieux que tout se passe bien ^^ Est-ce que vous auriez des conseils pour améliorer mes réglages et avoir des supports qui font bien leur travail et moins compliqués à retirer ? J'ai déjà utilisé des supports normaux sur d'autres impressions, mais souvent la qualité d'impression de la zone supportée est pas top (un peu comme lorsque qu'il n'y a pas de support et que ça imprime dans le vide, mais en moins pire) ci-dessous les réglages utilisés (dites moi si besoin de plus d'infos) : D'avance merci pour vos retours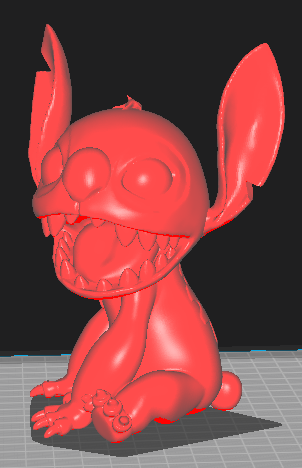

-
Questions pour améliorer la solidité d'une impression
Nhibel en réponse au topic de Nhibel dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour ces conseils ! En effet je m'étais dis après-coup que la hauteur de couche était sans doute trop grande. La prochaine fois je testerai également l'impression en biais, je n'avais pas pensé à cette solution Encore merci, je n'hésiterai pas en cas de nouvelles questions -
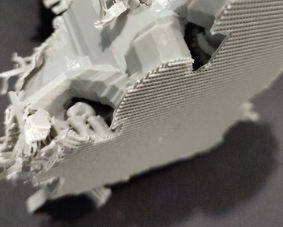
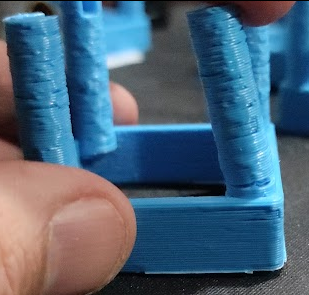
Hello ! je viens de terminer l'impression de plusieurs pièces de ce modèle : https://www.thingiverse.com/thing:5563822, avec comme imprimante une Anycubic Kobra. J'aurai quelques questions pour améliorer mes futures impressions, mais déjà une photo du résultat : Comme on le voit, l'impression des "colonnes" est assez grossière avec pas mal de disparités, est-ce qu'il y aurait des options dans CURA pour améliorer ça, ou bien c'est quelque chose de "normal" ? En option, j'avais mis une valeur de 0.4 pour le Layer Height, 20% pour l'Infill, en mode Cubic. Sinon ces pièces sont très fragiles, j'ai appuyé un tout petit peu trop fort en ponçant, et ça c'est tout de suite cassé : Est-ce qu'il y aurait aussi une option pour améliorer ça ? Merci d'avance pour vos retours !

-
Hello ! J'ai depuis peu une imprimante 3D : Anycubic Kobra. Encore débutant, je m'en sers principalement pour imprimer des pièces pour certains jeux de mon fils, quelques objets pratiques pour la maison, et enfin parfois des figurines (même si je prévois pour ses dernières de m'acheter une imprimante résine) A+ Nhibel