Padawan3d
-
Compteur de contenus
12 -
Inscrit(e) le
-
Dernière visite
Récompenses de Padawan3d
")





-
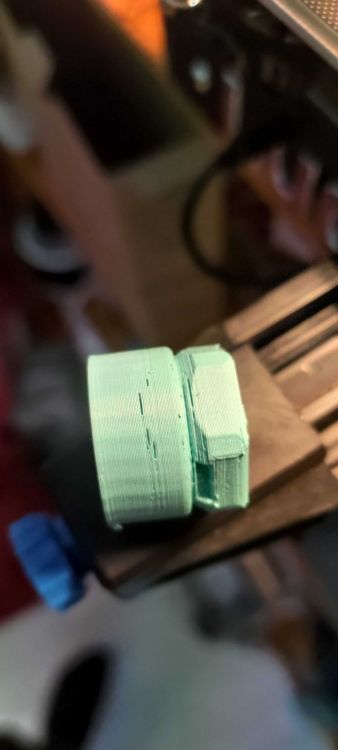
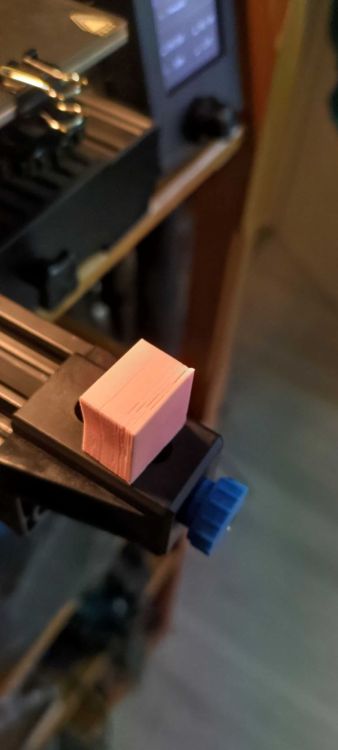
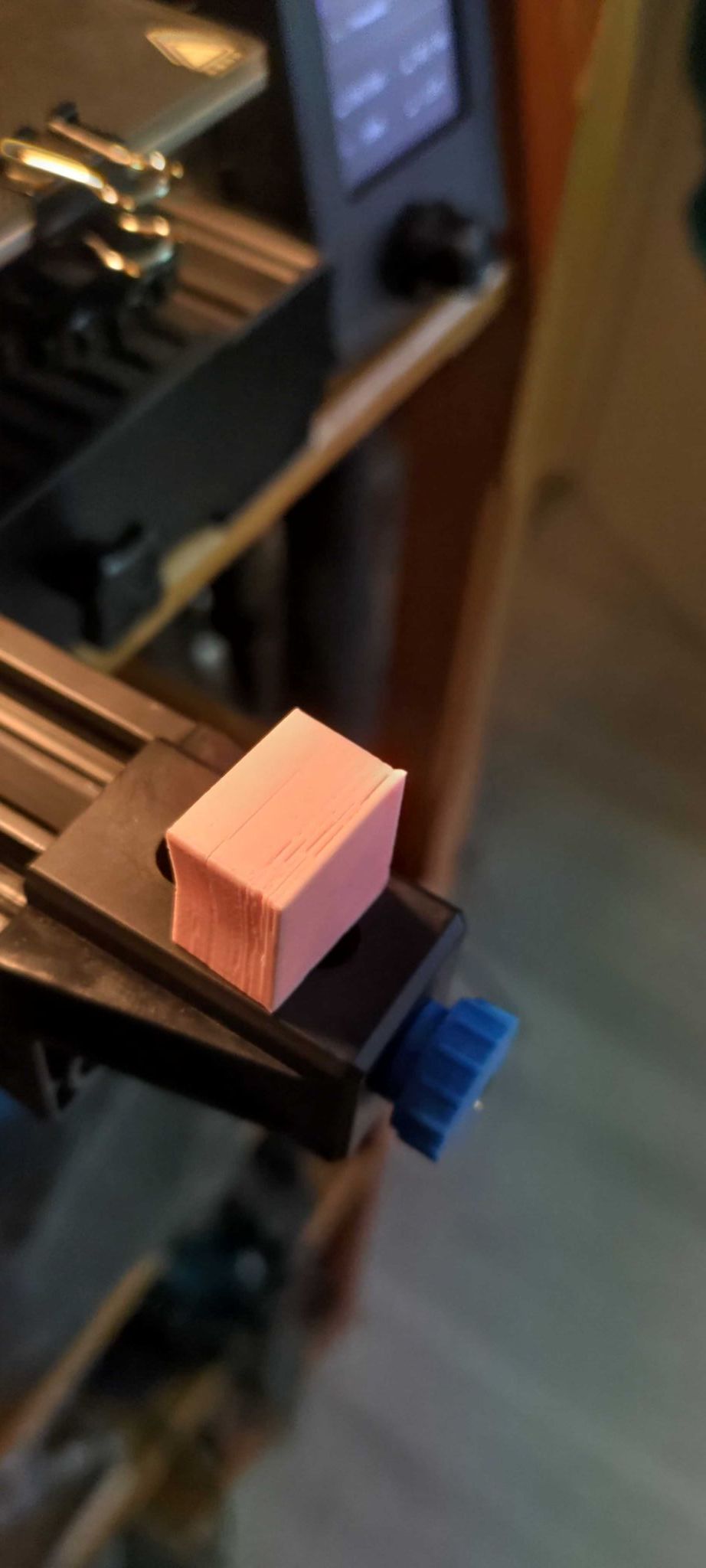
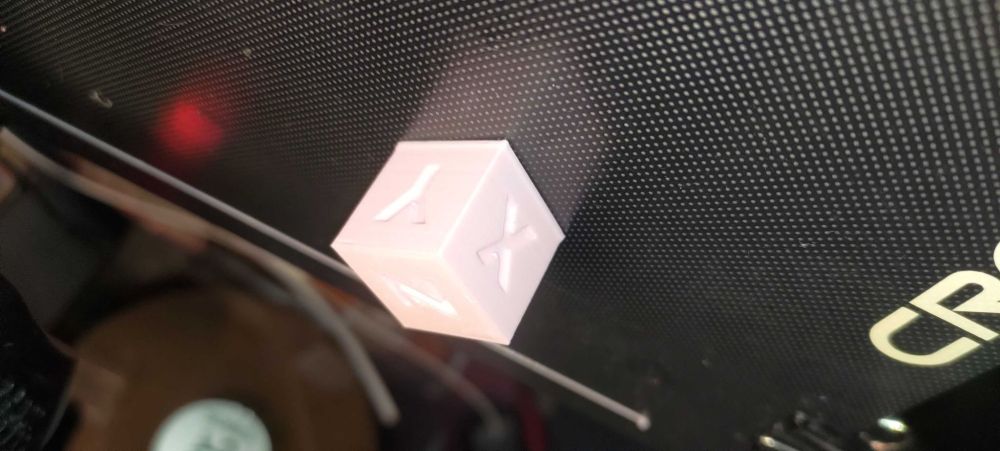
Effectivement contrôle largeur de la paroi 0.50 pour 0.40 demandé ils y avais bien un problème vu que mon débit était excessif je suppose que mon état de surface était du au fait que les couches venaient baver sur la précédente a chaque fois on voit clairement la différence de qualité BDE source entre les deux cubes en tout cas merci je vais enfin terminer mon dernier cadeau pour Noël vaut mieux tard que jamais

-
C'est bon a savoir en tout cas merci pour ta réponse j'attend la fin de mon print et je vais voir pour le paramétrage de la largeur de ligne
-
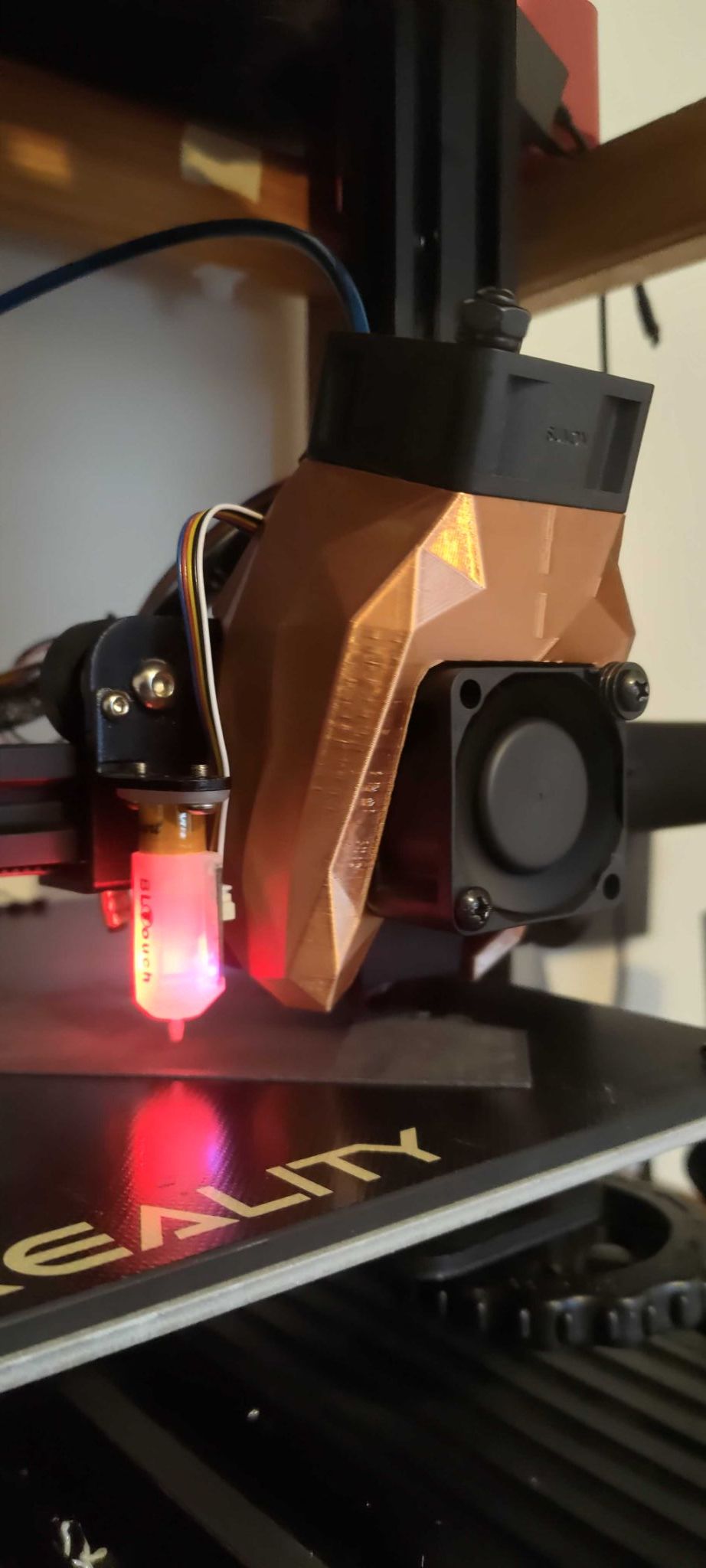
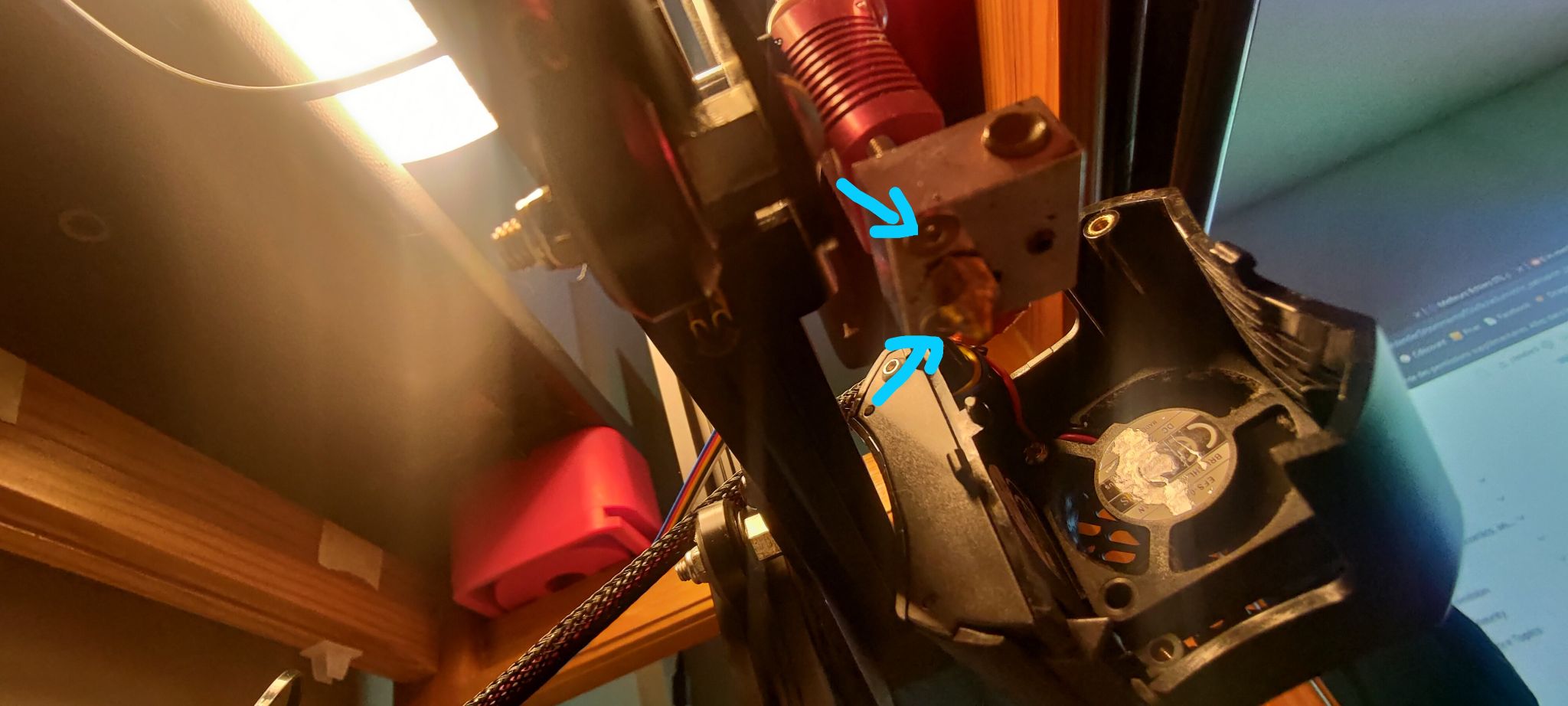
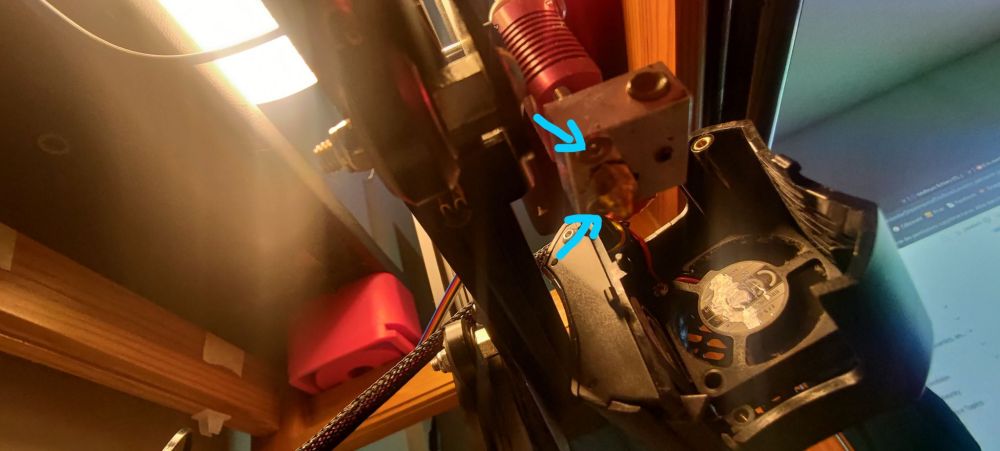
Merci pour ta réponse alors non je n'ais pas calibré la largeur de ligne concernant les axes j'ai vérifié et de ce côté là tout a l'air correct Je vais essayer de suivre le tuto que tu m'as donné et je verrais bien et il possible qu'au niveau de la chauffe j'ai aussi un dérèglement ? Car parfois j'ai l'impression d'avoir les symptômes d'une température trop haute alors que je ne suis qu'à 185 degrés je précise que entre temps j'ai remplacer les ventilateurs d'origine par le système en photo mais le souci existait déjà avant. Je t'ai également joint un résultat d'une impression avant que le souci n'apparaisse le résultat était très lisse ( avec étirage en fin d'impression)


-
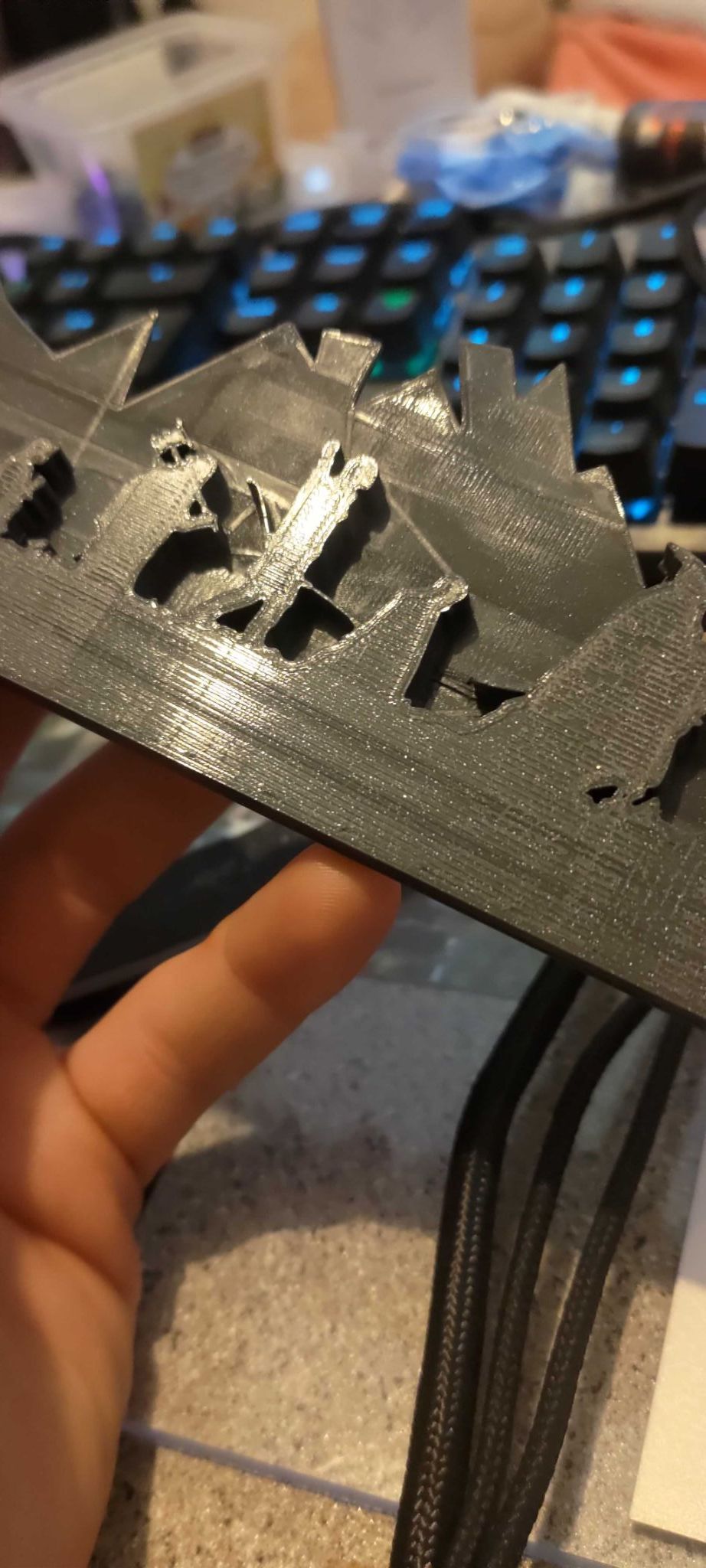
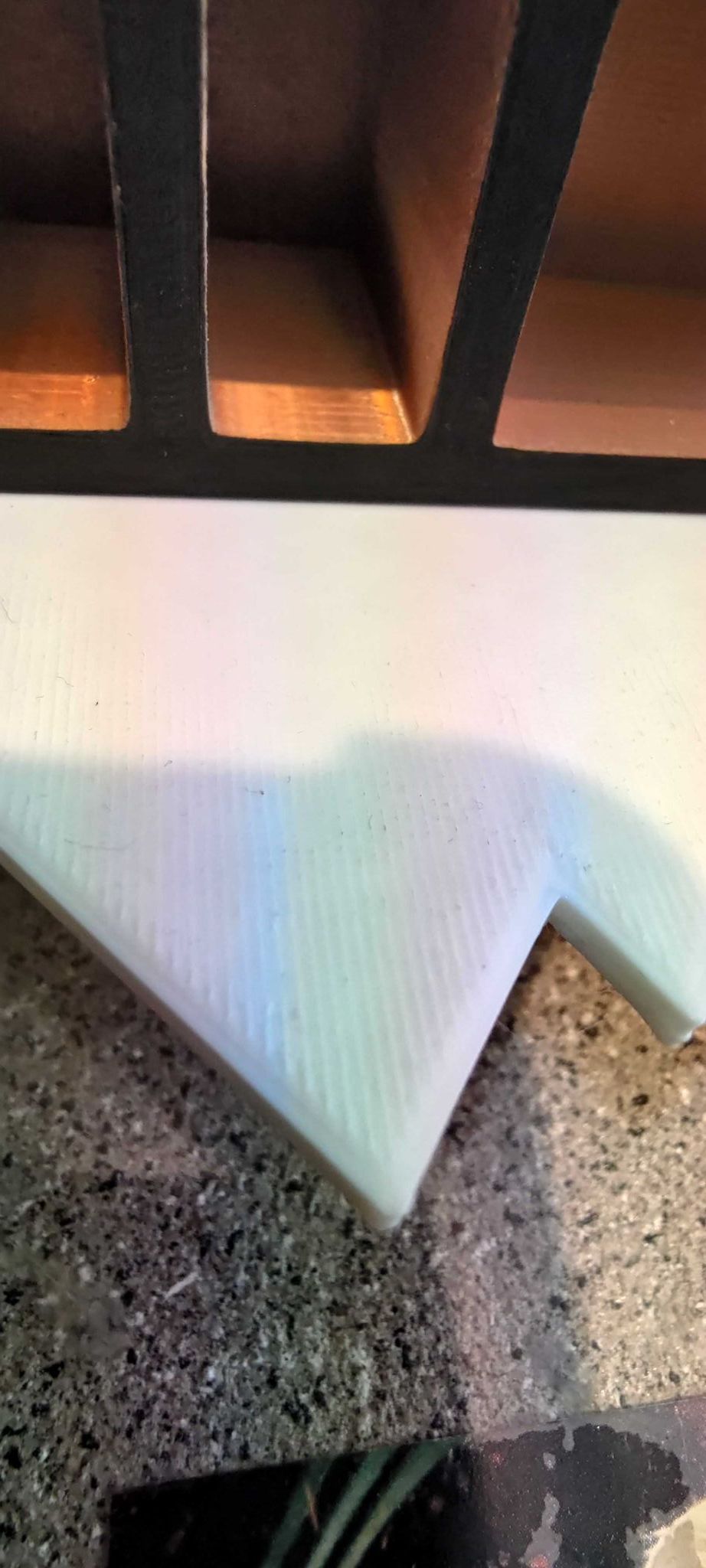
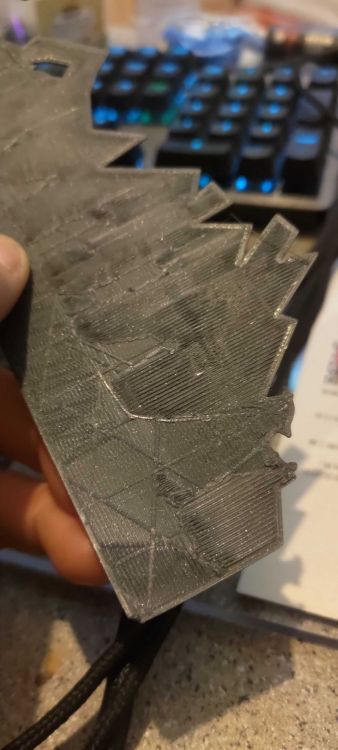
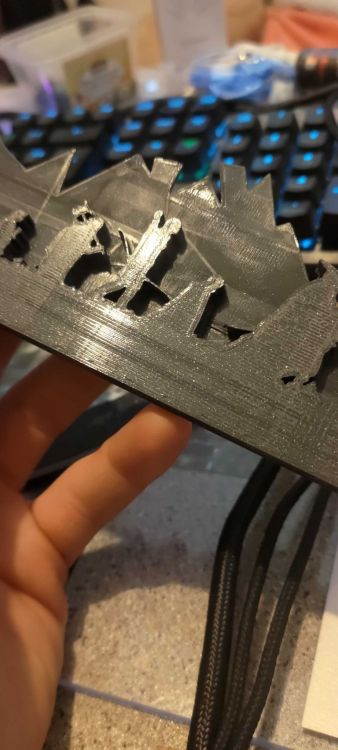
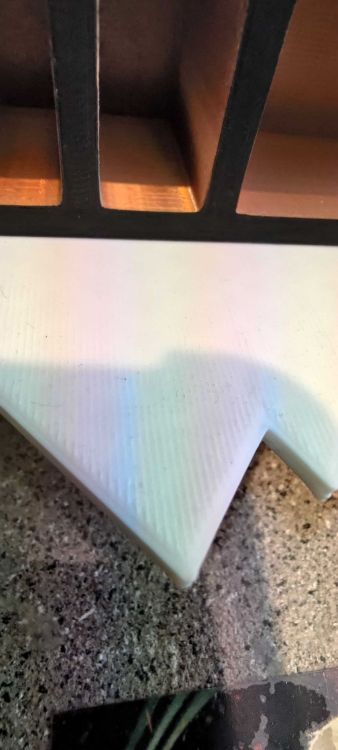
Bonjour, J'ai décider de créer ce sujet car après des jours à tout tester et à chercher une solution sans succès je commence à être à cour d'idées. Jai déjà depuis quelques semaines remarqué que les premières couches ne son pas top les 2 ou 3 premiers millimètres ne sont pas propres intérieurement mais c'est sans incidence sur l'impression de grandes pièces extérieurement ce n'est pas visible ( voir photo ) Sauf que dans la confection de certains cadeaux de Noël l'un d'eux comprend deux pièces qui font quasiment la taille du plateau mais assez fines et la...... problème impossible d'obtenir une surface propre sur le dessus de la pièce qui est plate même avec étirage ( problème visible sur les deux premières photos ) Le problème et que ce motif en sillons et présent sur les surfaces pleines au dessus et en dessous et du coup également sur la surface finale. Actuellement j'ai déjà testé : Temperature impression ( 180 à 215 ) calibration extrudeur réglage du lit ( nivellement) Reglage Z offset ( bl touch ) deux bobines différentes réglage excentriques tout et bon et les températures n'ont rien changer au problème. si quelqu'un à une idée je suis preneur merci d'avance pour votre aide.

-
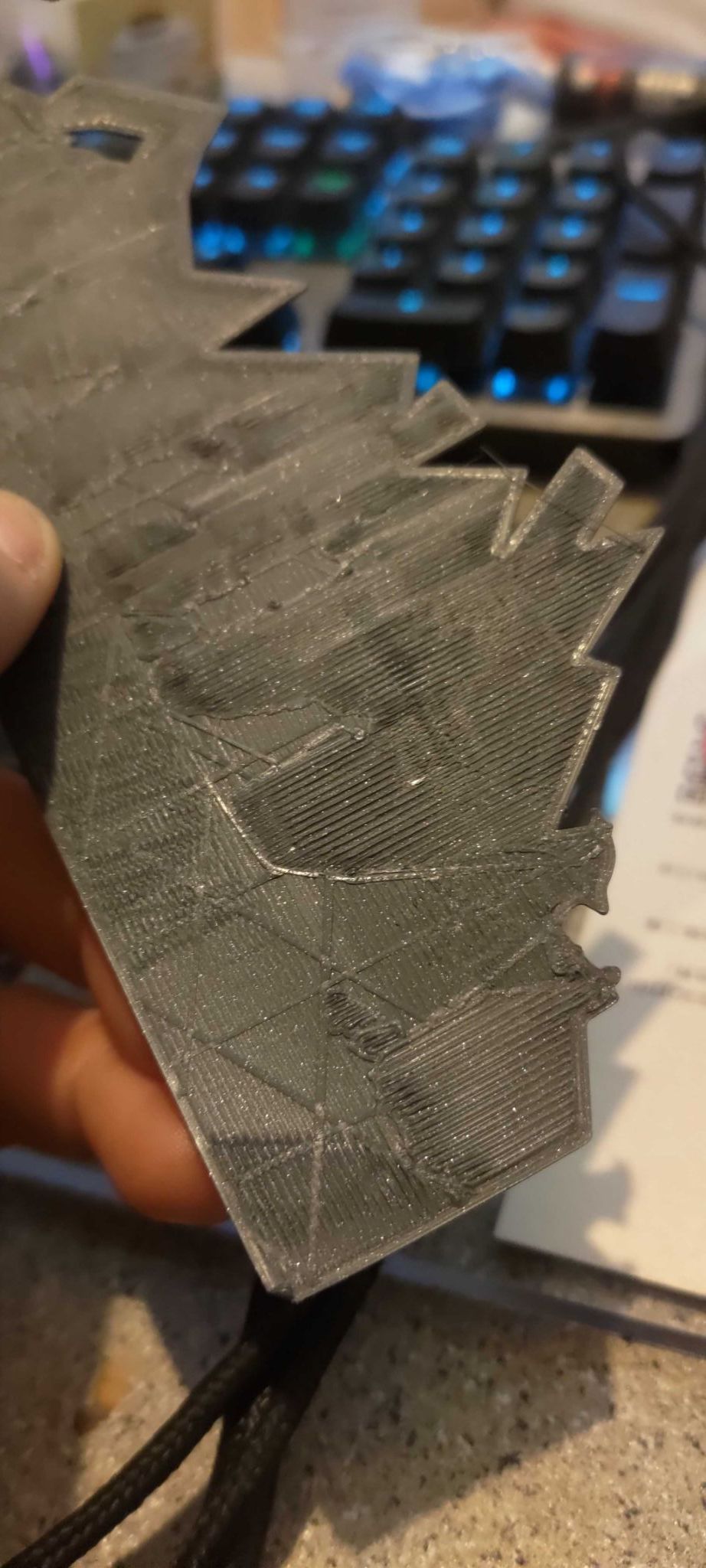
Bonsoir, suite à vos conseils j'ai pu parfaitement imprimer jusque là malheureusement je suis face à un souci impossible d'imprimer correctement des pièces de faible épaisseur la surface et rugueuse l'impression et striée et je ne parvient pas à corriger ce défaut. J'ai contrôlé : Offset Z du bl touch Calibration extrudeur nivellement plateau serrage de tout les portiques et excentriques et le mouvement fluide des axes tension courroies Hotend pas de bouchon et différentes températures testées PLA et PLA+ de 185 à 210 malgré tout sa rien a faire si vous avez une idée merci d'avance car bien évidemment c'est au moment de terminer mon dernier cadeau de Noël avec l'imprimante que ce souci arrive. je précise que sur les deux photo la pièce noire la fonction étirage était activée.

-
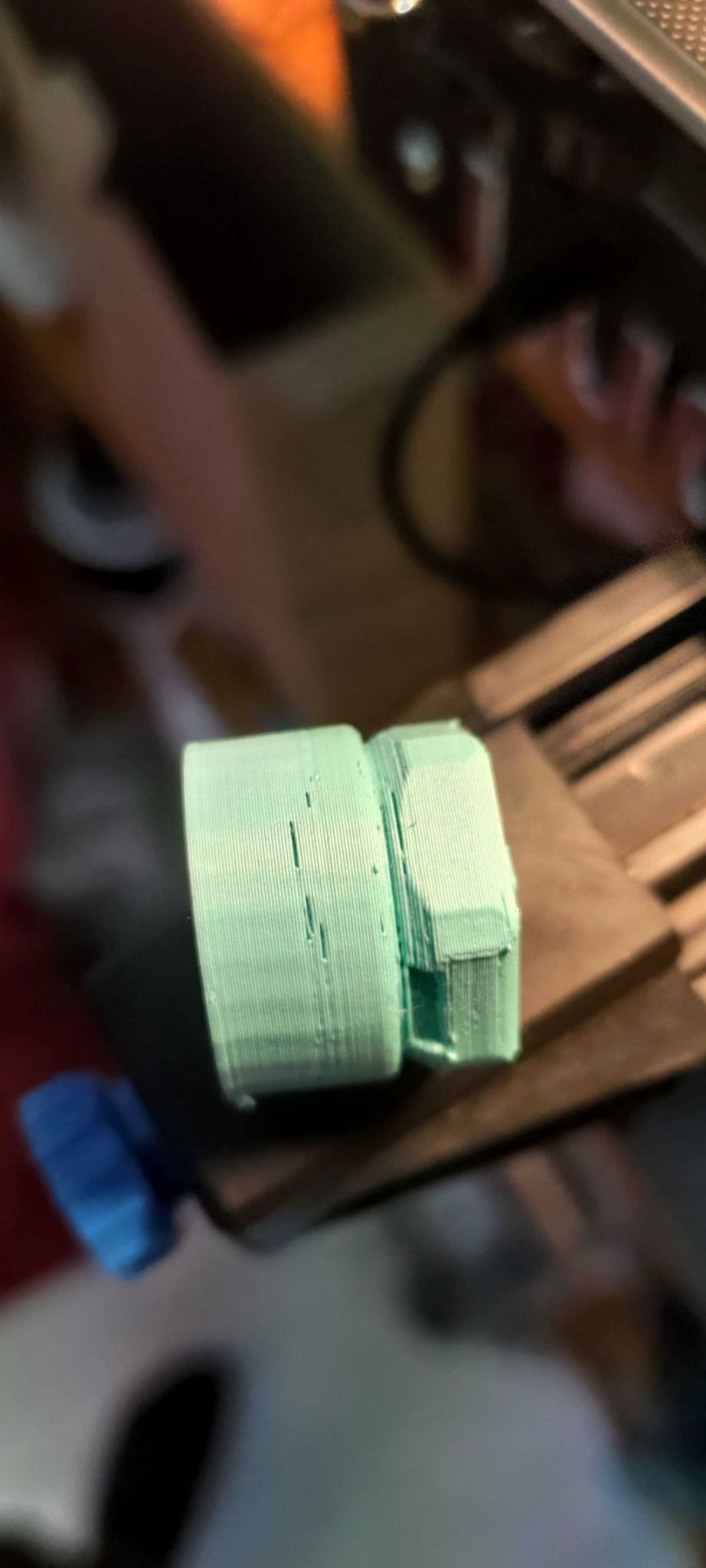
Je vient de tout remonter j'ai relancer l'impression d'un cube de test et apparemment sa as l'air d'aller j'entends encore les petit claquement on dirais des bruit que ferais un fil humide d'après ce que j'ai pu lire sur le net mais c'est claquement et petits manques surviennent surtout sur des zones intérieures sur les motif de remplissage maintenant ( les endroit on extrude peu de temps entre chaque retract. Es ce que cela peut venir du filament ? J'ai 3 bobines polymaker polyterra PLA et les trois me font se genre de chose en imprimant avec une autre bobine de pla marque Creality ou du petg Ariane plast aucun souci c'est bruits se font beaucoup plus rare et je n'ais que de très rares manques ou défaut sur les pièces. Effectivement c'est bien mieux grâce à toi j'ai à nouveau une machine qui tourne correctement merci beaucoup Seul défaut relevé première couche nickel et les couches d'après semblais baver mais que sur la phase de remplissage pas sur le contour.
-
Après vérification accompagné de la titi's procédure j'ai pu constater deux choses de une les deux vis de fixation du corps de chauffe n'étaient pas correctement fixés ce dernier a bougé dans j'ai dévisser la buse ( j'avais au préalable démonté le cache autour du bloc chauffe radiateur pour bien tout checker et ensuite le filame t que j'ai ressortit a gonfler car une partie et remonté par le tube ptfe.

-
Je vais vérifier tout sa et le calibrage de l'extrudeur je l'avait refait après la mise a jour
-
Pour l'extrudeur oui j'avais vu ce souci du coup j'avais commandé la version avec une rondelle en plus qui du coup évite le frottement et avec un petite goutte d'huile de temps en temps je n'ais jamais et le moindre souci. Je vais checker la méthode de verification que tu m'as envoyé concernant la buse oui je l'ai démonté cet après midi et je n'ais rien vu de suspect hormis un tout petit peut de matière dans le bout du tube téflon.
-
J'ai vérifié au niveau du méplat la vis de fixation et bien dessus. J'ai testé l'extrudeur en lui demandant de pousser 200 mm de filament dans le vide a vitesse assez élevé et aucun bruit aucun raté. Effectivement l'extrudeur je l'ai calibré quand je l'ai installé actuellement la nouvelle valeur et de 139.8 pas/mm et le test des 100 demandés 100 poussés et correct. J'ai en revanche constater que le dernier cube test que j'ai lancé en impression était beaucoup plus propre
-
Salut alors non l'extrudeur n'est pas endommagé j'ai remplacé celui d'origine par un double pignon entièrement en métal des le départ quand j'ai eu l'imprimante.

-
Bonjour, après être tombé sur votre forum j'ai pensé que se serait le bon endroit pour trouver des solutions à mon problème. J'ai depuis plusieurs mois une Ender 3 V2 et jusqu'à présent j'ai toujours réussi à avoir de très bonnes impressions. Mais depuis quelques semaines j'ai un souci qui et apparu. Au cour de mon impression de façon aléatoire l'extrusion as des ratés et je ne comprend pas pourquoi j'entends régulièrement des bruit légers de claquement provenant de la buse. Pense t que c'était l'humidité j'ai acheté un boîtier chauffant pour sécher le filament avec le quel je peut imprimer en ème temps mais rien n'y fait. Je précise que l'extrudeur à été changé pour un double roue dentée et que ces soucis on commencé après le jour où j'ai installé le BL TOUCH et mis à jour le firmware de l'imprimante vous pourrez voir un exemple de mon souci sur les photos ce son les manques en plein milieux des pièces. Merci d'avance pour votre aide.