Chercher dans la communauté
Résultats des étiquettes.
-
Si intéressé me contacter exclusivement par MP, je ne suis pas abonné au sujet. # FABtotum version consumer assembled Outil multifonctions impression 3D, scan 3D, découpe extrusion 3D. Neuf & fonctionnel 925€ Tous les détails techniques sur : https://www.indiegogo.com/projects/fabtotum-personal-fabricator#/ https://opentotum.github.io/fabtotum.com-backup/index.html Similaire à : ZMorph VX Dobot MOOZ Snapmaker XYZPrinting da Vinci 1.0 Pro 3 in 1 Winbo Super Helper SH155L
-
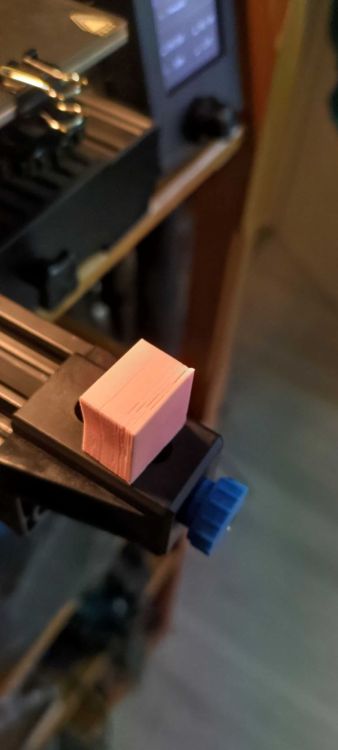
Bonjour à tous. Je sèche un peu sur un problème de qualité d'impression sur une de mes X Max 3. Il y a comme un banding, mais incliné, touchant plusieurs couches. La déformation est nettement perceptilble et pour la mise en peinture ça va être coton. C'est une impression en PLA (r PLA de FormFutura) en 100 microns. J'utilise ce matériau depuis de nombreuses années et c'est la première fois que j'ai ce phénomène. La machine a été tunée (tension des courroies, input shaping, shake n' tune) et a produit des pièces de haute qualité à 60 microns avec le matériau de fin Avril au 10 mai. Mécaniquement la machine a l'air en bon état et a produit des pièces pour ce modèle sans défauts, mais avec une autre bobine du même filament. C'est peut être un souci lié à la bobine en question avec en plus des difficultés d'extrusion (heatcreep et blocage de la tête au final). J'ai changé la hotend complète et refait le PID, vérifié les refroidissements .... Température plateau 60°C, hotend à 235°C pour une MVS de plus de 20 mm3/s, machine ouverte devant et au dessus. Je pense à de la vibration, vu que la piste température d'extrusion est surtout avec un banding bien horizontal. Merci pour vos conseils. J'oubliais, les vitesses sont toutes en dehors de la plage critique entre 70 et 110 m/min et les périmètres ne sont pas ralentis sur les overhangs. Slicing avec Orca 2.3

-
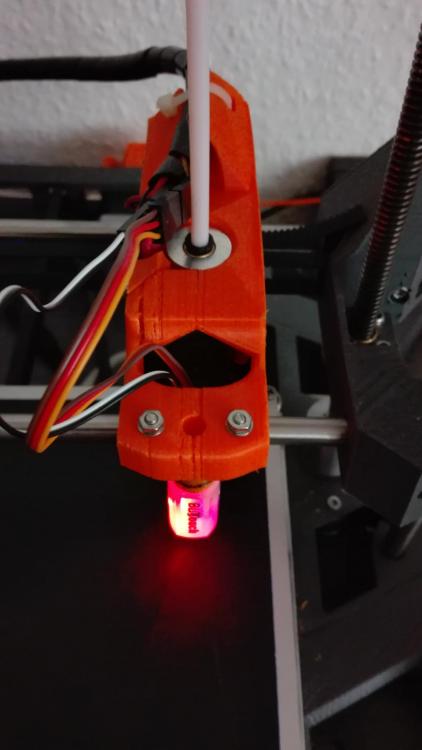
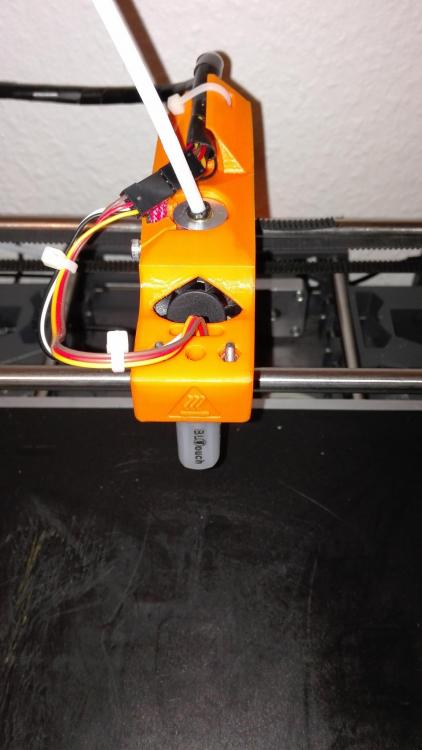
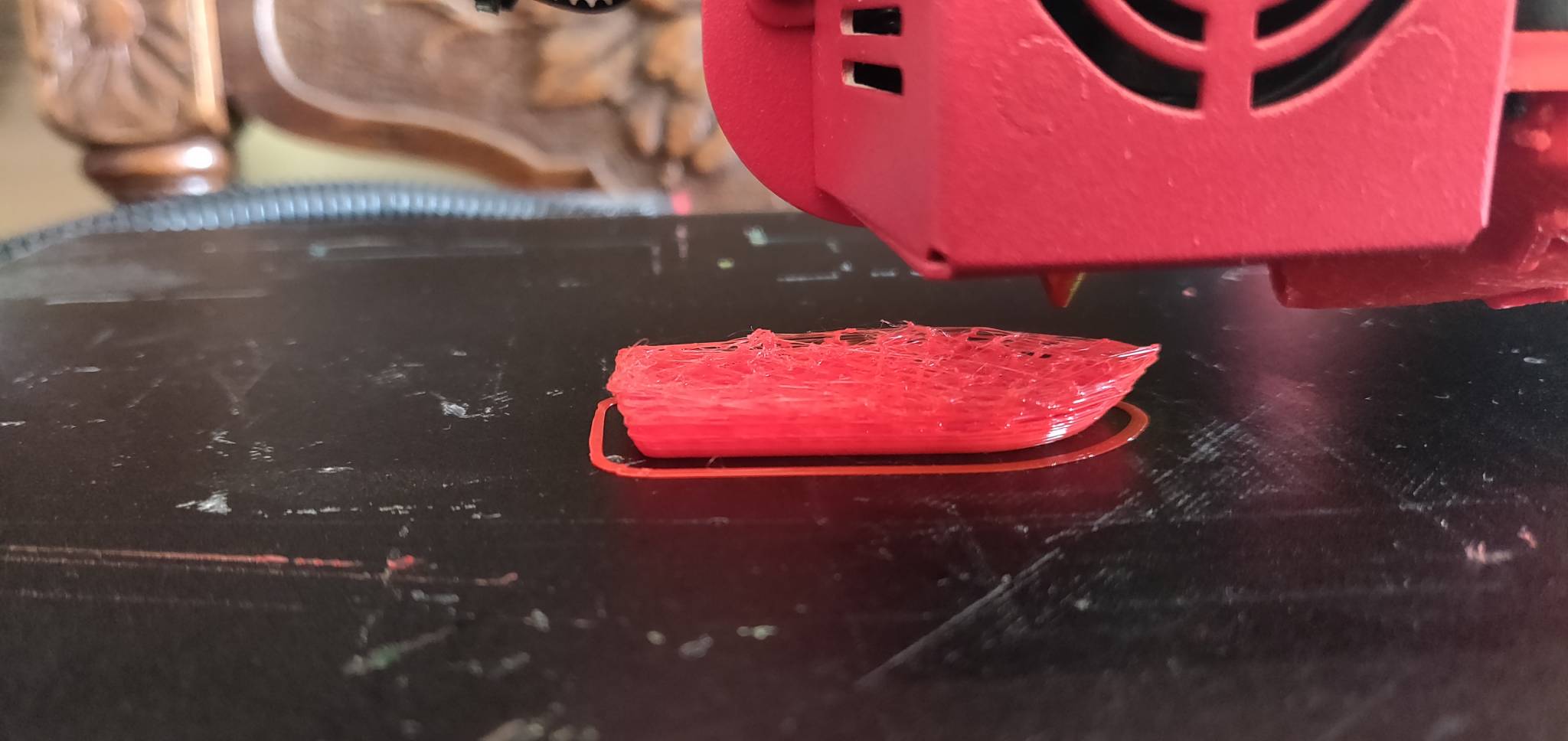
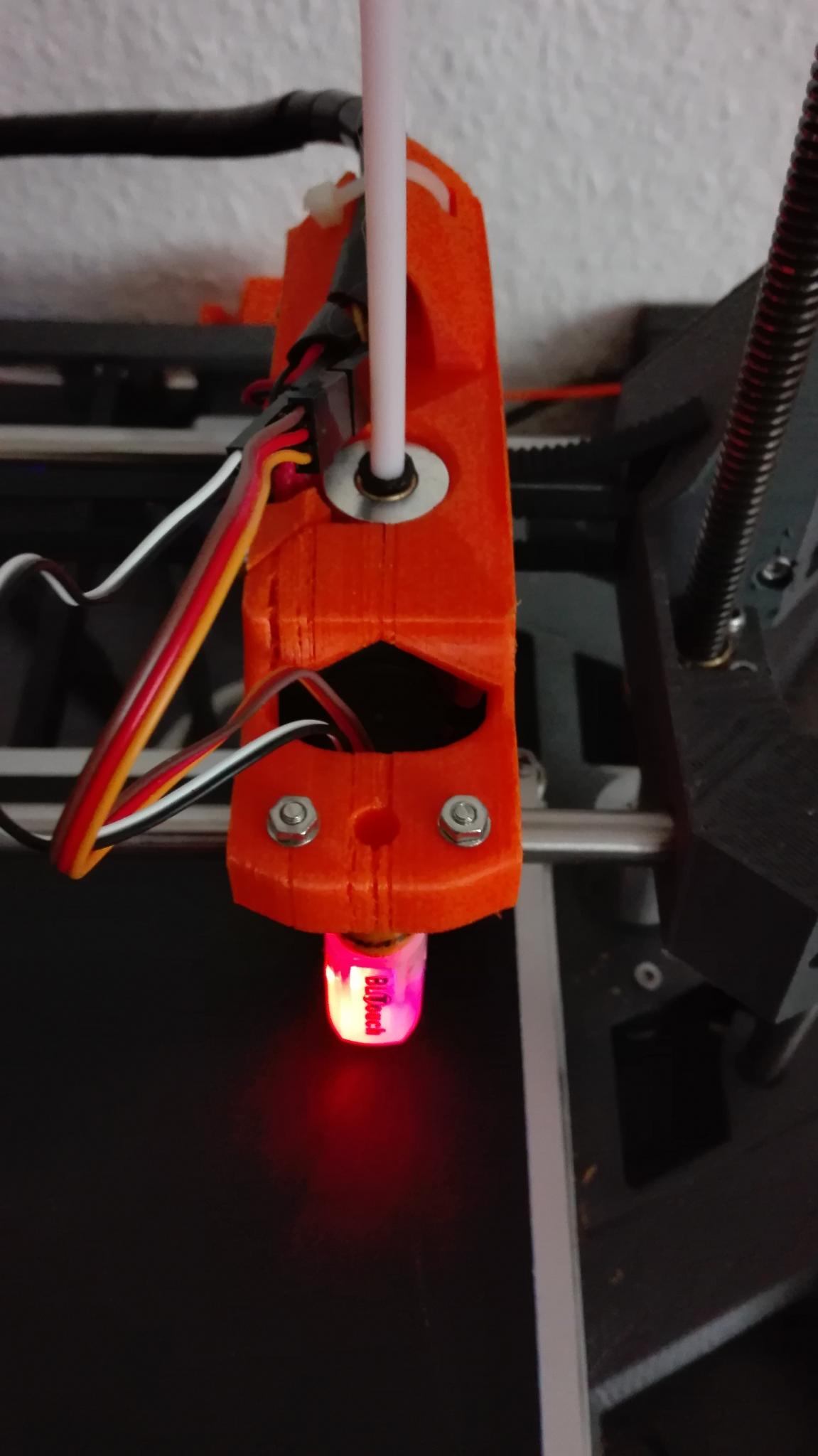
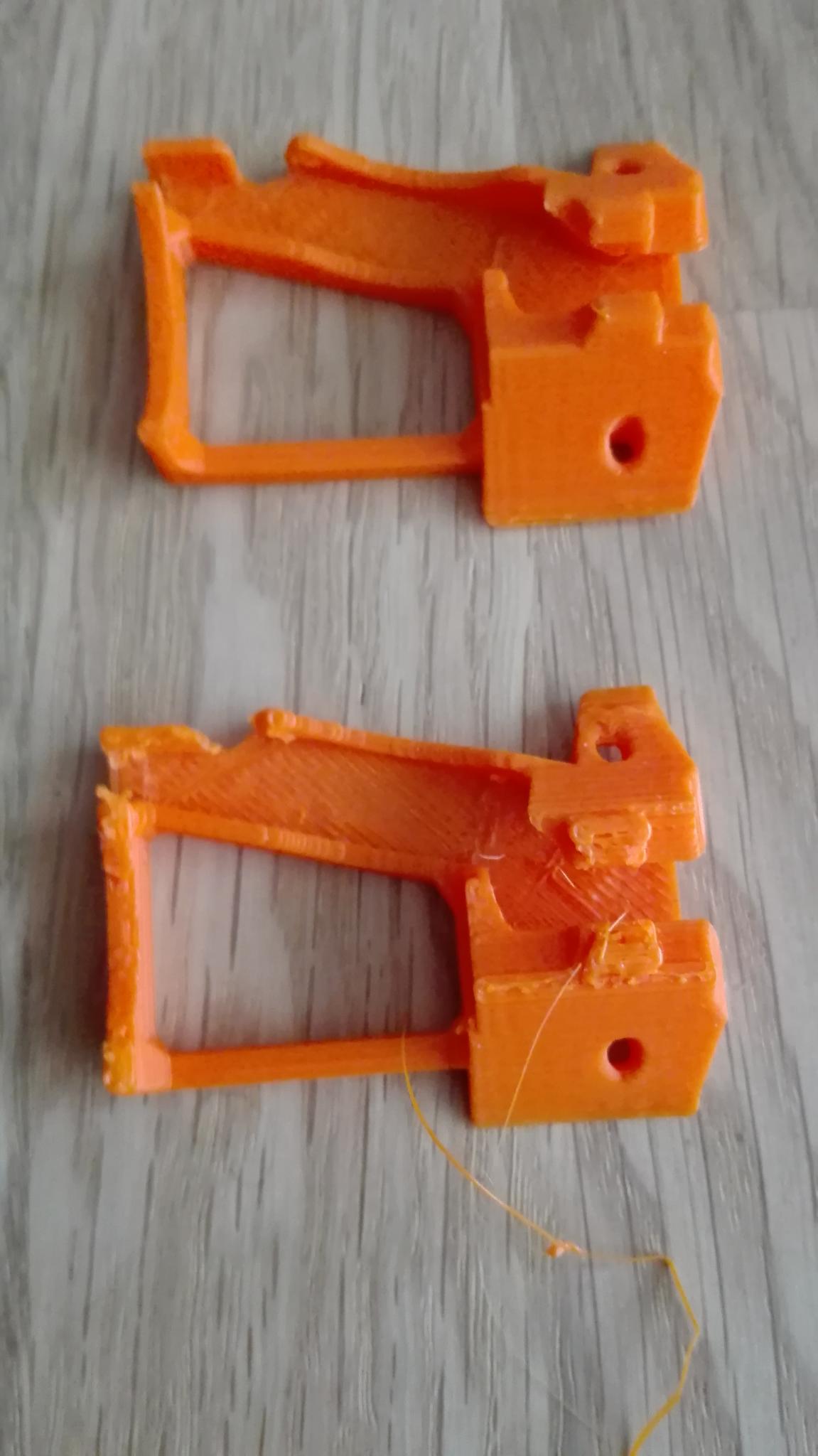
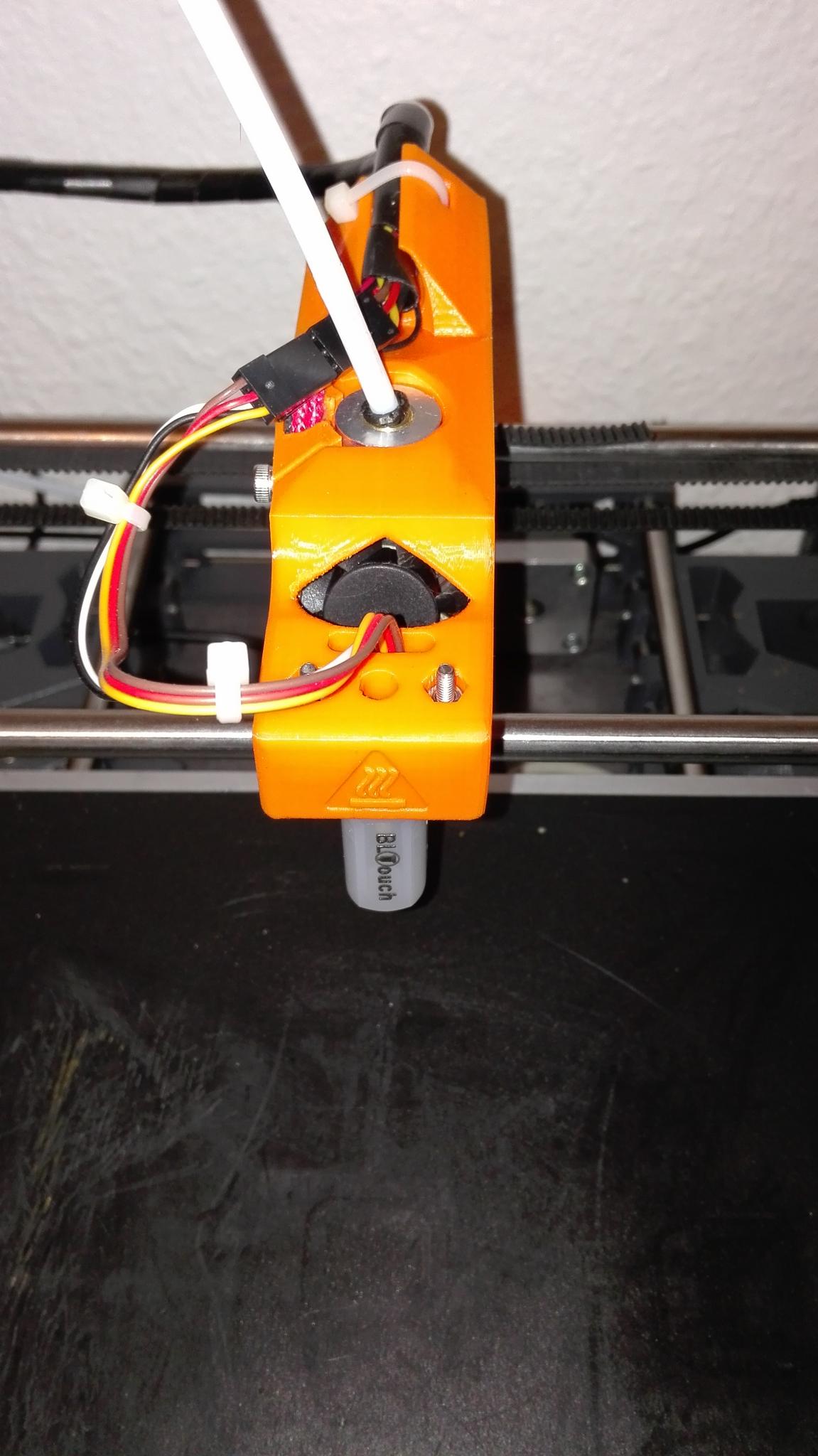
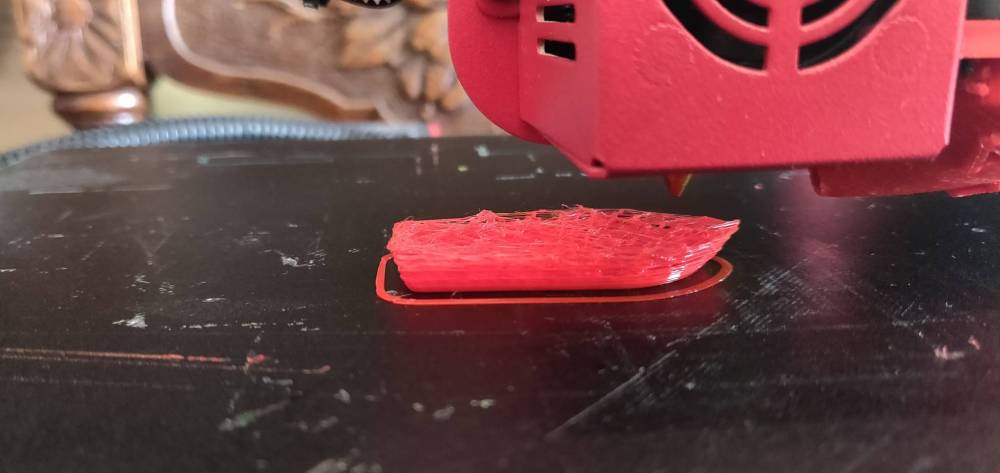
Bonjour à tous, Je dispose d'une Cr10s-Pro V1 depuis quelque années maintenant. Voila que ce qui devait arriver arriva, le capteur capacité à rendu l'âme. J'avais longtemps hésité à le remplacer par un Bl-touch mais maintenant je n'ai plus le choix. Je me suis renseigné et j'ai donc commandé un Bl-touch adapté (je crois). Lien Amazon BL-touch C'était pas ma première réparation mais j'avoue que j'ai plutôt galéré sur celle-ci Pour l'installation j'ai suivi des tutoriels (voir liens) plutôt biens fais, et j'ai du Flasher la carte mère et le LCD. Lien 1 / Lien 2 / Lien 3 Depuis quand j'ai relancé la première impressions j'ai eu de gros problèmes d'impressions (voir PDF photos). Sur les premières couches du premier print j'ai d'abord pensé à un problème de température qui faisait un peu baver l'impression. Quand je suis revenu au bout d'une heure, je ne pouvais que constater le carnage . J'imagine que cela vient d'un problème de débit pendant l'impression, c'est un paramètre que je ne modifie jamais d'habitude. J'ai donc modifié (sous cura 5.7.2) le débit de 100% à 90%, presque aucune différence. Je n'ai pas pris en photo parce que j'ai arrêté assez vite. Ensuite j'ai lancé avec un débit à 50% et c'était un peu mieux. Finalement j'ai imprimé avec 15% de débit, pour voir, et la j'étais en sous extrusion. Mon problème est effectivement un probleme de débit, mais jouer autant sur le paramètre ne me semble pas normal et je pense que le problème se cache ailleurs. J'imagine que cela n'est pas lié directement au Bl-touch mais plutôt au Flash du Firmware. Je ne sais pas du tout ou chercher mais je me suis rendu compte que le moteur tournait anormalement vite pendant l'impression et non pendant la fonction Feed quand j'ai changé de filament. Je joins le dossier du Flash, il faut ouvrir le fichier marlin.ino sur Arduino IDE pour accéder au code. Connaissez vous un sujet qui traite déjà de ce problème ou est ce que vous avez des idées de ce que je pourrai essayer faire pour calibrer le moteur E ou le tester, le régler, ou autre? Merci pour votre aide. Images impression débit.pdf Marlin.zip
-

Probleme d'extrusion de matiere sur mon alfawise u30 Pro
ledoc a posté un sujet dans Alfawise / Longer3D
Bonjour a tous, j'ai un soucis sur mon alfawise que j'ai beaucoup de mal a résoudre, ça fait plus d'un mois que mon imprimante est a l’arrêt . L'impression se passe très bien, puis au bout d'un moment (3 ou 4mm), du manque de matiere, pour enfin terminer avec l'imprimante qui ne sort plus rien de la buse. L'extrudeur ne claque pas, et tourne bien, mais le filament ne rentre plus. Si j'unload le PLA, il sort niquel. J'ai beau démonter la buse, le coldend, tout nettoyer comme c'est expliqué sur le forum, mais toujours le même symptôme. "Avant tout allait bien, et maintenant, ca va plus", tiens, j'ai déja entendu ca quelque part. J'avais déja changé de buse, et de tube ptfe (un capricorn). Vous auriez pas une idée ? Merci
-

problème FLSUN V400 - Problème d'extrusion après quelques couches
PhoenixizFire a posté un sujet dans FLSUN 3D
Bonjour, Mon problème est simple mais je ne sais pas comment le fixer. J'ai acheté une V400 neuve il y'a quelques mois, assemblée il y'a peu et je n'ai pas pu en faire grand chose. La première impression du cube de calibrage s'est bien passée, et après ça, toutes mes tentatives d'impression ont le même problème : Au bout de quelques couches, le filament arrête de sortir de la buse. Je suis obligé de le re-extruder hors impression pour être certain qu'il repasse convenablement, et puisse attaquer un nouveau démarrage. Le problème a lieu a peu près au même moment de l'impression, à moins d'un centimètre de hauteur finie. J'utilise Cura 5.4.0. J'avais aussi essayé avec Prusa Slic3r, mais rien n'a changé. J'ai essayé de réduire la distance de rétraction en passant à 0,4 puis 0,2, mais rien ne change. J'ai essayé de varier la température (PLA 195-210, imprimé normalement à 210, essayé à 220 et 200, aucun changement. Fin si, à 220 rien ne sortait du tout, ça a du se boucher, mais en forçant j'ai débloqué la situation. Preuve étant, j'ai lancé la 200 après et le résultat est revenu comme avant). Je ne sais plus vraiment quoi faire, et j'ai des commandes de clients en attente que je ne peux pas résoudre pour l'instant.. Donc si quelqu'un a des pistes, je suis preneur. Si besoin d'infos supplémentaires ou photos, je pourrais fournir tout ça Merci ! -
Bonjour et merci de me lire Le moteur de l'extrudeur tourne dans un sens puis dans l'autre en boucle. Ce n'est pas bouché et ça fonctionnait très bien la dernière fois. J'ai déjà eu ce problème et ça s'était résolu par miracle, je n'ai jamais compris comment après avoir entièrement démonté la partie électronique... Une idée ?
-
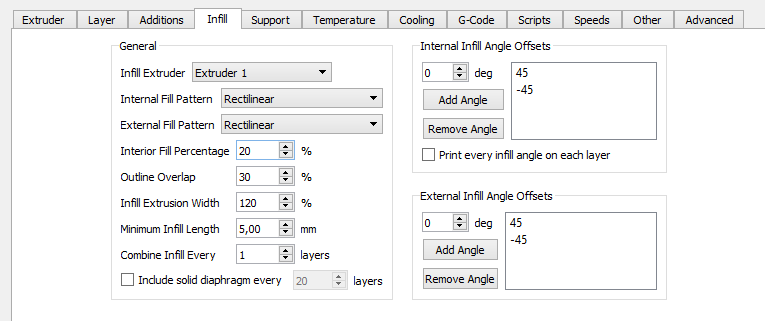
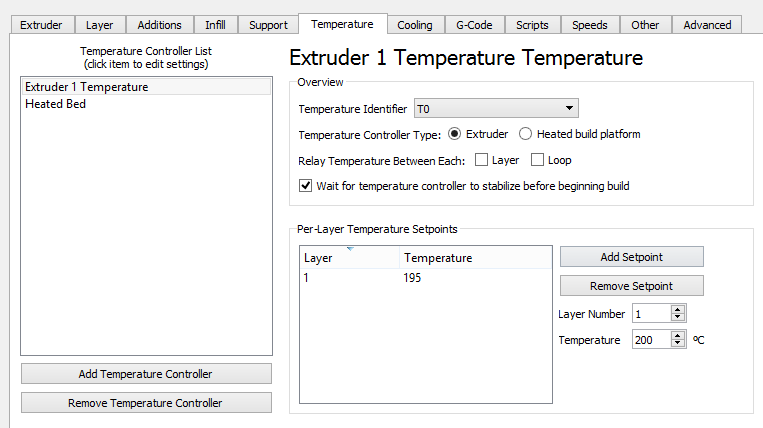
Bonjour à toutes et à tous, Le flow est un réglage qui sert à compenser l'expansion du filament en raison de sa fusion. En clair le volume de filament qui entre dans l'extrudeur n'est pas identique à celui qui sort, car quand il fond, il gonfle. A :: D'abord il faut calibrer l'extrudeur. On commence par calibrer les steps_per_unit de sont extudeur en fonction de la mécanique présente sur la machine. Se référer à ce tutoriel. Une fois que c'est fait, on fait une marque sur le filament à 150mm de l'entrée de l'extrudeur On demande une extrusion de 100mm On mesure ce qui reste, et on fait une règle de 3 sur les Steps Per Unit de l'extrudeur pour connaitre la valeur approchante. ex. #define DEFAULT_AXIS_STEPS_PER_UNIT {3200/40,3200/40,3200/1.25,12800/22.9041} ... la valeur à changer est en rouge On modifie la valeur existante par la valeur calculée on recommence à l'étape 2 jusqu'à ce que 100mm demandé = 100mm extrudé à tous les coups. B :: On fait le test du "thin wall" ou (paroi mince) On imprime un cylindre ou un cube avec la fonction "vase en spirale" de votre logiciel de tranchage On mesure l'épaisseur des parois obtenues avec un pied à coulisse digital ou un micromètre On ajuste le "flow" (toujours avec une règle de trois) dans son logiciel de tranchage (paramètres filament) et on en imprime un nouveau pour tester On réitère à partir du point 1 jusqu'à ce que la paroi fasse l'épaisseur souhaitée, c'est à dire celle de sa buse +10% C :: Le choix de température d'extrusion (s'effectue à chaque nouveau rouleau de filament) On imprime une tour de température selon l'objet (il y en a plein sur thingiverse pour tous matériaux : http://www.thingiverse.com/thing:915435,) suivez la procédure décrite dans les instructions de l'objet ou suivez le tutoriel de Freedam Vous aurez une idée de la fourchette de température idéale pour ce filament sur votre machine Beau c'est bien, mais beau et solide/étanche c'est mieux. On imprime un test à casser : http://www.thingiverse.com/thing:35088 et l'on vérifie, dans cette fourchette, à quelle température précisément on obtient la meilleure cohésion entre les couches. On sauvegarde la bonne température dans un nouveau fichier de préférences filament sur notre logiciel de tranchage. C :: Le test de validation des réglages Si tout est bien réglé, vous devriez pouvoir emboiter et déboiter ces 2 pièces sans souci : https://www.thingiverse.com/thing:342198 Bon calibrage ++JM
- 120 réponses
-
- 12
-

-

-
- calibration
- steps
- (et 7 en plus)
-
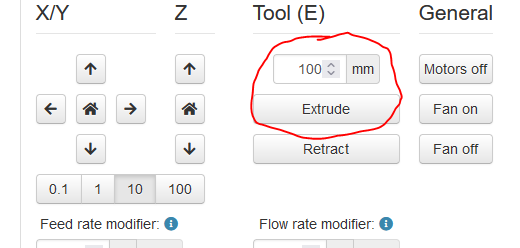
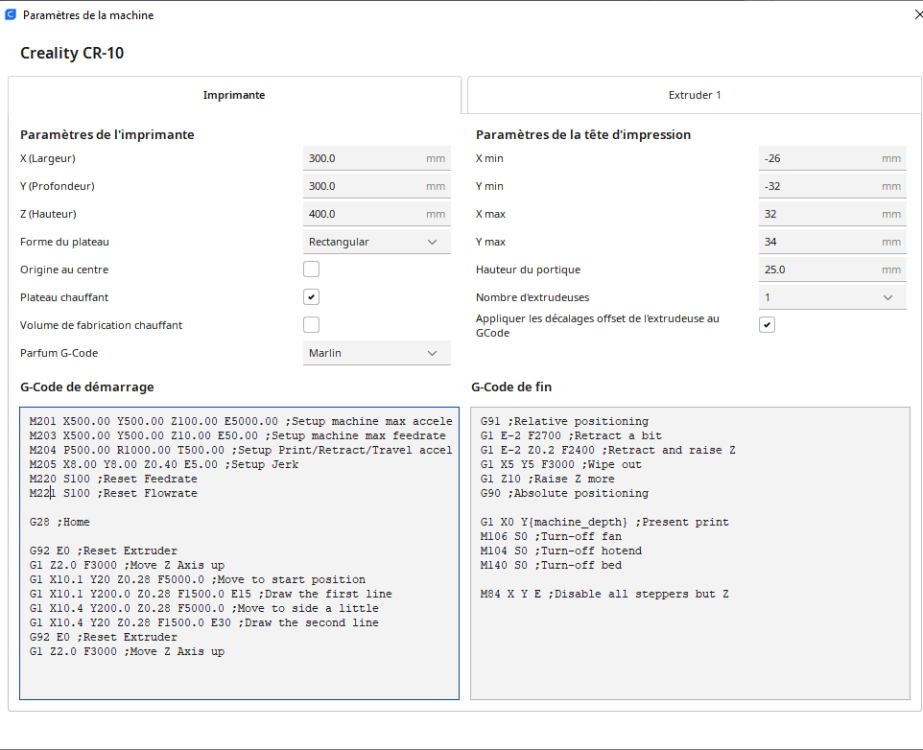
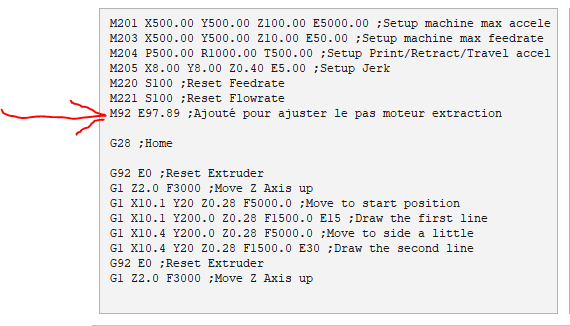
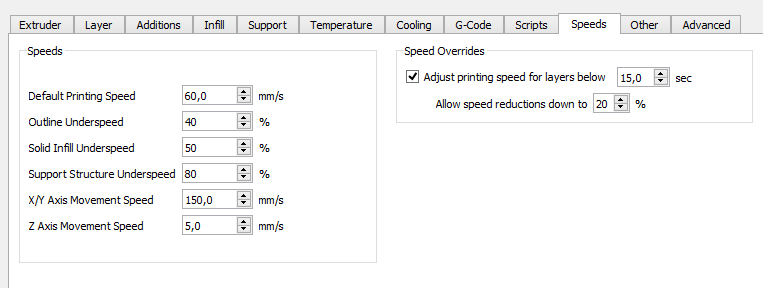
Réglage de l'extrusion Nota : pour ce qui est des réglages de l'imprimante, d'une façon générale, je vous conseille de partir du tuto de @fran6p Ici Il donne aussi d'autres conseils très intéressants sur le réglage de l'imprimante. Ci dessous, m'étant un peu cassé les dents sur le sujet, je ne vais qu'ajouter quelques réflexions sur un problème que j'ai eu : Mesure de l'extrusion réel . Pourquoi mesurer l'extrusion en la déclenchant via la touche extrusion sur octoprint ne marche pas toujours. Le réglage de l'extrusion consiste à faire en sorte que lorsque le Gcode demande à ce que le fil sorte de par exemple 1 mm , et bien mécaniquement, le fil sorte vraiment de 1 mm. Ce que l'on trouve classiquement, et c'est effectivement ce qu'il faut faire, est de marquer le fil à 12 cm de l'entrée, de l'extruder de 10 cm et de voir ce qu'il reste entre cette marque et l'entrée. Perso, je l'ai fait avec un petit morceau de scotch et en prenant la tige filetée comme référence. Rien de nouveau donc. Par contre attention, en déclenchant cette extrusion dans Octoprint : Je n'ai obtenu qu'un déplacement de l'ordre de 60 mm au lieu des 100 mm demandés. D'où en apparence une grosse erreur d'extrusion, pourtant mes impressions n'était pas si mauvaises que cela. Le problème, est que Octoprint déclenche l'extrusion avec une vitesse de 300 (on peut le voir dans son onglet "terminal" après avoir lancé l'extrusion. Gcode G1 E suivi de la valeur de l'extrusion F suivi de la vitesse du déplacement Et quand on regarde la roue dentée qui fait avancer le fil, on voit qu'elle tourne nettement plus vite que lors d'une impression. Sur mon imprimante, elle tourne trop vite pour pouvoir expulser le fil normalement. Le fil est trop freiné par son passage dans la buse. Il faut donc utiliser un autre moyen pour faire cette extrusion, mais à une vitesse de 120 (mm/mn) par exemple. Pour cela, dans l'onglet terminal d'octoprint, on va taper les séquences de Gcodes relevés plus haut dans le terminal, mais en changeant la vitesse. Soit : G91 M83 G1 E100 F120 M82 G90 Les code G91 etc sont à rentrer au clavier dans la case à gauche de send, avant de cliquer sur send. Si vous n'utilisez pas octoprint, vous pouvez vous faire un fichier d'impression comportant ces gcodes et le lancer en déclenchant son impression. En ce cas, il y a des Gcodes à ajouter pour faire chauffer la buse. Ou vous pouvez télécharger ce fichier (ajustez la température de la buse à votre fil) : GcodePourChauffePuisExtraction100mm.gcode qui contient : M109 S180 ; fait chauffer la buse à 180. Valable pour du PLA, à vous d'adapter G91 ; pour être en mode déplacement relatif. Sans doute pas nécessaire vu le M83 qui suit, pas testé sans. M83 ; This command is used to override G90 and put the E axis into relative mode independent of the other axes. G1 E100 F120; Extrusion de 100mm avec une vitesse de 120 mm par mn =2mm/s M82 ; This command is used to override G91 and put the E axis into absolute mode independent of the other axes. G90 ; pour se remettre en mode déplacements absolus. Même réflexion que ci-dessus pour G92 M104 S0 ; coupe le chufage de la buse. Intégration de la mesure pour faire correspondre l'extrusion théorique et l'extrusion réel Solution n° 1 directement dans l'imprimante (mauvaise solution pour mon imprimante car ne le garde pas en mémoire). Dans l'exemple ci-dessus, On a constaté un déplacement de 96 mm au lie des 100 mm demandés. Il faut donc que j'augmente d'un facteur de 100/95= 1.053 la valeur d'avancement du fil par rapport à ce que l'imprimante fait actuellement. Je peux le faire de 2 façons différentes. La première, via l'interface de l'imprimante. Sur ma CR10, je fais Control/motion/Esteps./mm et je constate que ce nombre de pas du moteur par mm est ben celui par défaut pour cette imprimante soit 93 Si j'augmente ce nombre de pas du moteur lorsqu'on lui demande d'avancer le fil d'un mm, le déplacement du fil sera plus important. très exactement, dans mon exemple où on a vu qu'il faut que l'on augmente ce déplacement dans un facteur de 100/95, je vais remplacer les 93 par défaut par 93 x 100/95 = 97.89 en fait, on fiat tourner la molette pour obtenir le chiffre le plus prés de 97.89. Chez moi le chiffre le plus près est 97.8 Solution n° 2 directement dans votre slicer (ici : cura, mais aussi Octoprint...) Dans le slicer, on a la possibilité d'ajouter automatiquement de GCodes en début d'impression. (préférences / configurer cura / imprimante / paramètres de la machine. Vous avez aussi cette possibilité dans octoprint (non encore testé) : Le GCode qui nous intéresse est M92 - Set Axis Steps-per-unit Concrètement dans notre exemple où on souhaite passer cette valeur à 97.89 on va utiliser ce GCode M92 E97.89 (attention un point, pas une virgule pour les décimales) en l'ajoutant ici


.PNG.0df04c5acffd45aee80c9ad156c19221.PNG)




-
Bonjour, après être tombé sur votre forum j'ai pensé que se serait le bon endroit pour trouver des solutions à mon problème. J'ai depuis plusieurs mois une Ender 3 V2 et jusqu'à présent j'ai toujours réussi à avoir de très bonnes impressions. Mais depuis quelques semaines j'ai un souci qui et apparu. Au cour de mon impression de façon aléatoire l'extrusion as des ratés et je ne comprend pas pourquoi j'entends régulièrement des bruit légers de claquement provenant de la buse. Pense t que c'était l'humidité j'ai acheté un boîtier chauffant pour sécher le filament avec le quel je peut imprimer en ème temps mais rien n'y fait. Je précise que l'extrudeur à été changé pour un double roue dentée et que ces soucis on commencé après le jour où j'ai installé le BL TOUCH et mis à jour le firmware de l'imprimante vous pourrez voir un exemple de mon souci sur les photos ce son les manques en plein milieux des pièces. Merci d'avance pour votre aide.
-
Bonjour, Je dispose d'une imprimante 3d type cartésienne, avec - les 3 axes (Nema 17) commandés par une Ramps 1.4 (alimentation 12V 10A) montée sur une Arduino Mega (connecté par USB) avec 4 drivers DRV8825, les 3 nema 17, 3 fins de course et un écran LCD L’imprimante répond correctement au commandes gCode et - un extrudeur argile (Nema 34 avec moto-réducteur - alimentation 12V 30A 360W) commandé par un driver DM860T relié à une Arduino Uno connecté par USB, L’imprimante et l’extrudeur fonctionnent séparément ! Ce qui revient à avoir une extrusion continue, non pilotée par le programme… Quel montage adopter pour piloter ensemble les 3 axes et l'extrudeur à partir du même firmware (marlin, repetier, Cura, ou autres) avec une alimentation unique ? Merci pour votre aide
-
Bonjour à tous, Autant la semaine dernière, j'étais content de moi et de ma toute première pièce, autant aujourd'hui je suis en déprime totale.... Le fil avec le quel j'avais fait ma première pièce était celui donné avec l'imprimante. Je l'ai laissé pendant la semaine et aujourd'hui je m'aperçois que le fil était cassé à l'entrée du moteur de l'extrudeur et que la buse était bouchée en tentant de le faire avancer. Rien ne coulait... Pas de problème, je démonte le tube bowden et là le filament cassé à l'intérieur en mille morceaux. J'ai passé 1/2h à tout enlever. Une fois ça fait, je fait passer un nouveau filament que j'avais acheté sur aliexpress pour pousser le restant dans la buse en faisant fondre le tout en chauffant la buse à 250°C. Rien ne sortait !!! J'ai été obligé de démonter la tête entièrement pour m'apercevoir que le fil blanc étant encore en mille morceaux à l'intérieur de la tête + un gros bouchon impossible à fondre. Après ça, j'ai passé un foret de 4 dans le tube du refroidisseur qui était bouché lui aussi. En suite, je passe mon nouveau filament, impeccable, ça coule mais c'est pas top, les fils sont vraiment plus fin que le filament blanc et les épaisseurs qui sortent de la buse varient quand on déroule... Je décide de calibrer l'extrudeur et fait les mesures de sorties et là, je ne sais plus quoi faire... J'ai fait sortir le fil par pas de 10mm et de 1mm. Aucune valeur n'est identique. A température de 217°c j'obtiens par pas de 10mm les sorties suivant: Fil à 100mm du détecteur de filament cassé puis ensuite par pas de 10mm : 100-82(8)-73.5(8.5)-65(8.5)-56(9)-50(6)-42(8)-36.5(5.5)-31(5)-23(8)-18.5(4.5)-11(7.5) Les valeurs entre parenthèses sont les sorties pour 10mm demandées. J'ai appuyé 11 fois sur l'écran, j'aurais dû avoir 110mm de sortie et je n'ai eu que 100-11=89mm, le tout non constant. Le Ødu fil extrudé était de 0.53mm (j'ai une buse de 0.4) Ensuite je fais le test avec des pas de 1mm : 65-64-63-61-60.5-59.5-58-?-56.5-56-55-54.5-53-52.5-52-51. J'ai appuyé 15 fois sur l'écran, j'aurais dû avoir 15mm de sortie et j'ai eu 65-51=14mm. Le Ødu fil extrudé était de 0.23mm Autant dire qu'avec ces valeurs, je ne peux pas dire comment régler mon moteur... J'ai quand même décidé de faire des tests d'impression avec mon nouveau fil et la c'est la catastrophe. Rien n'adhère au plateau au début et après c'est la merde. Ce soir j'ai redémonté la buse et je vais la laisser dans l'acétone toute la nuit. Je pense à fil de très mauvaise qualité. j'ai essayé les T°C de 200 à 230°, mon plateau à 50° et même poussé l'extrusion à 130%, rien à faire. Ca sent le fil qui ne fond pas.



-
Bonjour, Je suis depuis peu propriétaire d'une Geeetech A10. Cependant, je n'ai pas encore réussis a sortir la moindre impression. J'ai de gros problème de sous extrusion : Lors de mon premiers essais (le gcode de test fournis avec imprimante) le filament ne sortait pas. Au bout de plusieurs essais j'ai enfin eu du filament qui sortait lors de l'impression, mais très peu. j'ai tout de même laisser l'impression se poursuivre. Au bout de 30min environs, j'ai entendu des cliquetis en provenance du stepper d'entrainement du filament. peu de temps après le filament ne sortait plus de la buse. j'ai donc stopper l'impression, le résultat est a gauche sur la photo : Le filament avais été rongé par le moteur entrainement du filament. j'ai débouché ma buse et retenté plusieurs extrusion manuelle et des impressions a es températures différente et avec un PLA différent dans les limite du PLA que j'utilise (190-220°C), a chaque fois se fut un échec, au bout d'un moment le moteur d'extrusion forçais. a chaque fois, lorsque je sortait le filament de la tête, on pouvais clairement voir qu'il avais été pousser en force dans la buse, il se courbe comme un ressort : J'ai finalement fini par réussir a imprimer quelque chose sans que le filament ne force mais il a fallu que je monte la température jusqu’à 250°C, et même la l'impression est loin d’être correcte (le cube a droite sur la première photo). Comme on le vois, toujours des problèmes de sous extrusion. Cependant, lors de cet impression la première couche c'est imprimer sans aucun soucis: J'ai également pus remarquer, après avoir essayer d'imprimer sans succès (et quand le filament a forcer), lorsque je chauffe a nouveau la buse a température de fonte, du filament sort de la buse sans que du filament soit avancer dedans par le moteur (comme si une boule de filament forcé par les précédent essais sortait en fondant). D’où peut venir se problème ? 250°C est beaucoup trop normalement pour du PLA, cependant c'est la seule température a laquelle j'ai réussis a imprimer quelque chose. est-ce un problème de lecture de la thermistance ? doit-je essayer d’augmenté encore la température ? la buse ne me semble pas bouchée, je peut y enfiler un outil de débouchage même a faible température.


-
Bonjour à tous, je viens d’acquérir une Geetech A20M, c’est l’imprimante qui permet dès impression bi-colorés ou dégradées. Je l’ai montée et j’ai réussi à faire l’impression d’essai (le chien). J’ai pu lancer quelques impressions 4 ou 5, mais depuis hier, je rencontre un énorme problème qui ne me permet plus d’imprimer quoi que ce soit. Voici ce qui se passe, quand je lance une impression, les différentes étapes s’effectuent normalement: préchauffage du plateau, préchauffage du filament et l’impression semble démarrer sans problème... le hic c’est que le filament ne sort pas immédiatement de la buse et lorsqu’il commence à sortir, c’est déjà un petit amas de filament qui vient se coller à la buse. Donc, le filament sort vraiment de manière aléatoire et il n’adhère pas au plateau. Donc impossible de faire une impression. En plus, le filament vient se coller à la buse qui est donc pleine de plastique à chaque essai. La buse peut-elle être obstruée ou y a-t-il autre chose selon vous. Tout à très bien marché jusqu’à présent. Je suis débutant et je ne suis pas très doué de mes mains, j’ai peut-être fait une boulette quelque part. Merci de votre aide, geoffroy
-

ventilo extrusion ne fonctionne pas sur Longer LK4pro
standyphon a posté un sujet dans Alfawise / Longer3D
bonjour Je possède une Longer LK4pro qui depuis le début a le ventilo de la buse d'extrusion qui ne fonctionne pas. ce qui provoque régulièrement des bouchages de buse: > Je souhaiterais savoir s'il y a un moyen sans démonter de vérifier si c'est le ventilo qui est hs ou bien la carte d'alimentation ? -

Quelle valeur adopter pour le paramètre "Multiplicateur d'extrusion"
sonata31 a posté un sujet dans Prusa Research
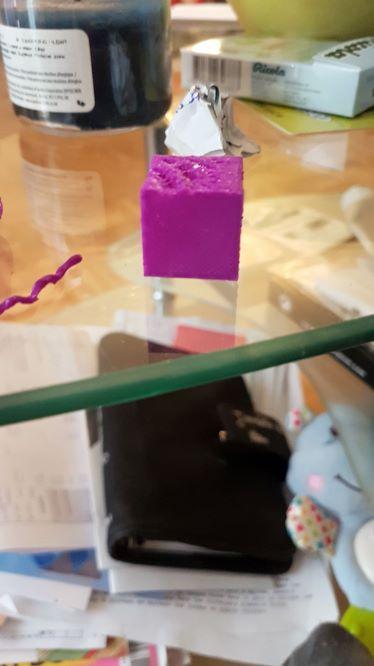
Hello Afin de déterminer une bonne valeur pour le paramètre "Multiplicateur d'extrusion" j'ai d'abord utilisé le "Visual Method Cube" J'ai ainsi déterminé une valeur de 0,96 Avec cette valeur j'ai imprimé le "Precision Method Cube" La moyenne des mesures m'ont donné une valeur de 1,02 Avec cette valeur j'ai de nouveau imprimé le "Precision Method Cube" La moyenne des mesures me donnent une valeur de 0,938 Quelle valeur adoptée au final : 0,96 ou 1,02 ou 0,938 ? Merci pour votre aide Louis -

simplify3d Sur extrusion au début des périmètres
joyeufetar a posté un sujet dans Paramétrer et contrôler son imprimante 3D
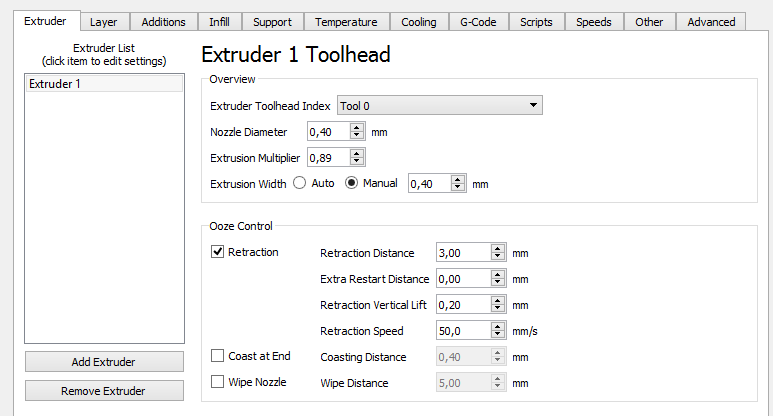
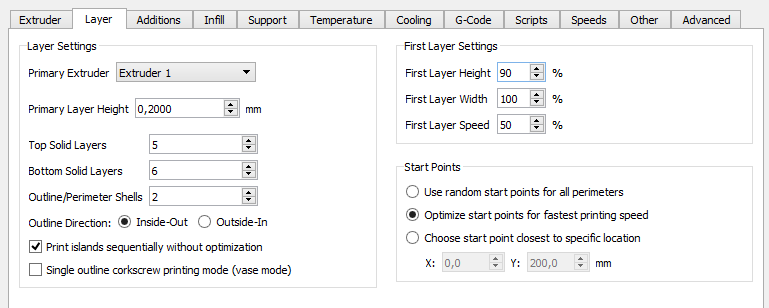
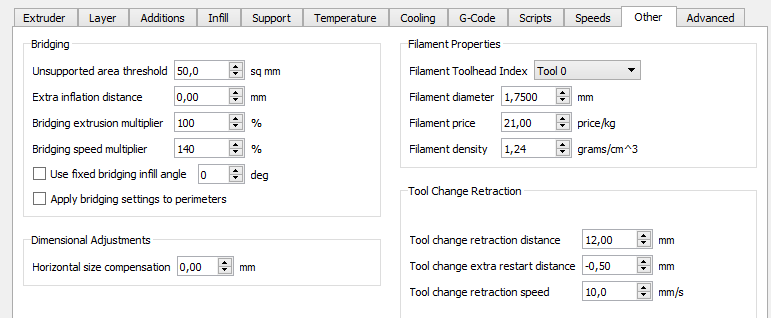
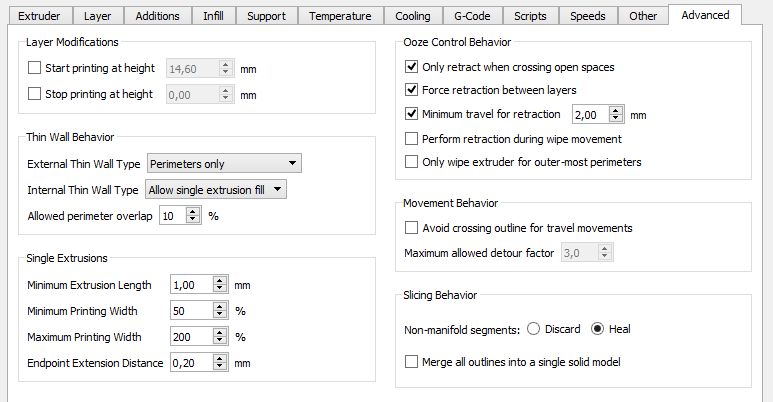
Salut à tous, Voila, j'ai un soucis avec S3D. J'ai "l'impression" qu'il sur-extrude à chaque début de paramètre, et cette sur-extrusion à tendance à s'estomper petit à petit au fur et à mesure de l'avancement du périmètre des extérieurs des pièces. J'avais déjà passé énormément de temps à tester différents paramètres mais impossible de changer quoique ce soit, le défaut est toujours présent et ne s'estompe absolument pas. J'avais au final abandonné le soft pour Cura qui lui ne m'a absolument pas fait apparaître ce défaut et qui me donne de belles pièces au final. Mais bon, comme je n'aime pas rester sur un échec, et comme je trouve quand même que le rendu est plus propre sur S3D, je recommence à essayer de résoudre ce soucis. Donc déjà, voila à quoi ressemble mon problème : Le défaut apparaît à chaque début de couche et s'estompe petit à petit pour recommencer à la couche suivante... Mes steps sont corrects, comme mon extrusion multiplier (j'utilise d'ailleurs les mêmes paramètres sous Cura et aucun soucis) : Buse de 0.4 et extrusion multiplier à 0.89 pour du PLA. J'ai réglé l'extrusion width en fixe à la taille de ma buse, c'est comme ça que j'obtiens les meilleurs résultats, mais même en repassant en mode auto (donc à 0.48), pas de changement à part me générer une légère sur extrusion globale... Niveau rétraction, mon imprimante étant en bowden, je suis à un retract de 3mm à la vitesse de 50mm/s avec un v-lift de 0.2mm (la aussi, pas de soucis sous Cura). J'ai tenté de diminuer l'extrusion multiplier à l’extrême, mais bizarrement, ça ne semble rien changer sur la pièce... Je suis descendu à 0.8 (donc 9% de moins), j'aurais du voir un changement... J'ai essayé de jouer avec l'extra restart distance, mais j'ai beau l'augmenter (négativement je précise), à part finir par me créer des trous dans les pièces, ça ne change rien... Idem, j'ai essayé de faire des rétractions non stationnaires, pas de changement. J'ai même essayé de supprimer la rétractation pour voir, mais le défaut est toujours la. Je précise que le soucis apparaît peu importe le filament utilisé (testé sur plusieurs couleurs et marques différentes). Du coup, ma question est d'ou peux venir ce soucis et comment le résoudre ? Si c'est lié à la rétraction, pourquoi est ce que ça fonctionne sous Cura dans ce cas la ? Et en fonction, sur quel paramètre je peux jouer pour tenter d'améliorer les choses ? Si ça peut aider, voila les paramètres que j'ai actuellement sous S3D : Merci d'avance, Cordialement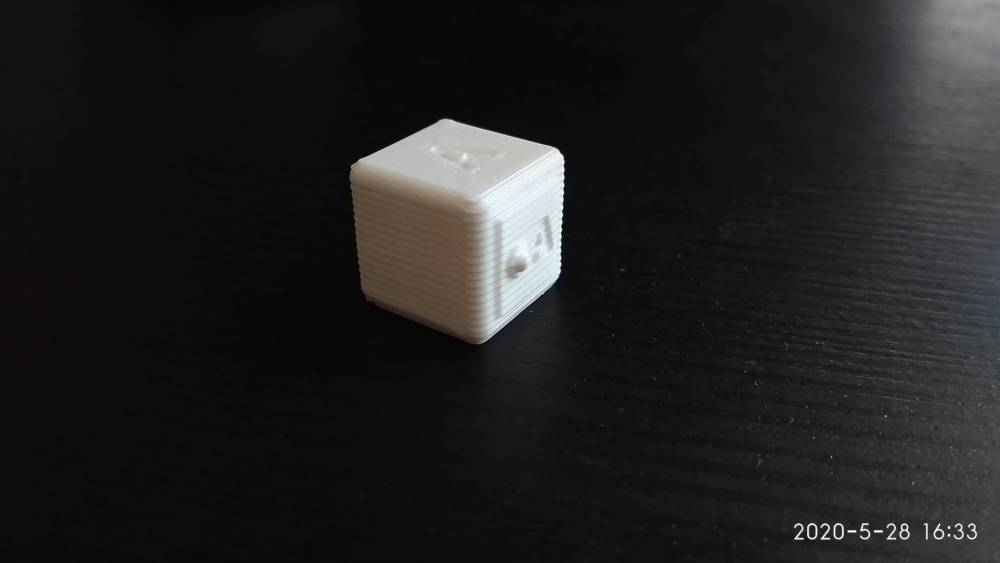
-

[Résolu] Problème d'extrusion avec du PETG
Oriel a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour ! Je viens chercher de l'aide sur ce forum car j'ai cherché toutes les solutions mais rien n'y fait. Voici mon problème: Je possède deux bobines de PETG (de la marque dailyfil). Avec la première bobine, j'ai réalisé des impressions sans avoir de problèmes majeurs. Une fois celle-ci terminée, j'ai voulu utiliser la deuxième. Seulement, lorsque je lançais l'impression, l'imprimante réalisait les 3 ou 4 premières couches normalement puis plus rien ne sortait de la buse. Je me suis dis que cela était peut-être dû à un noeud dans la bobine, et effectivement, elle bloquait à partir d'un certain endroit. J'ai donc réenroulé la bobine (pauvre de moi c'était long ;-;). Mais j'ai encore un problème similaire. Autre précision: j'ai imprimé une pièce avec du PLA et ca fonctionnait très bien. Si quelqu'un à une idée d'où vient le problème et de comment le résoudre, je lui serait reconnaissant Merci d'avance ! -
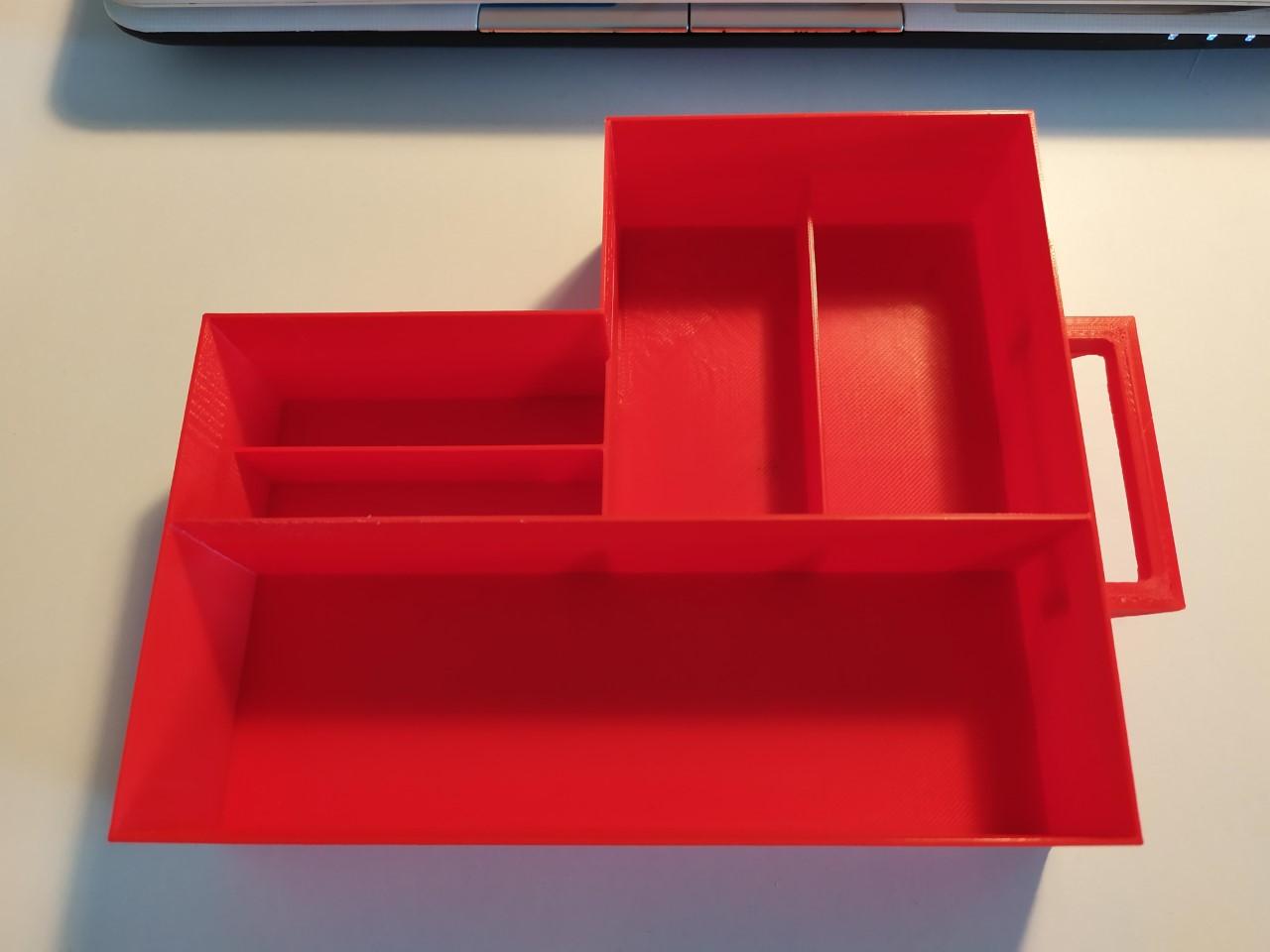
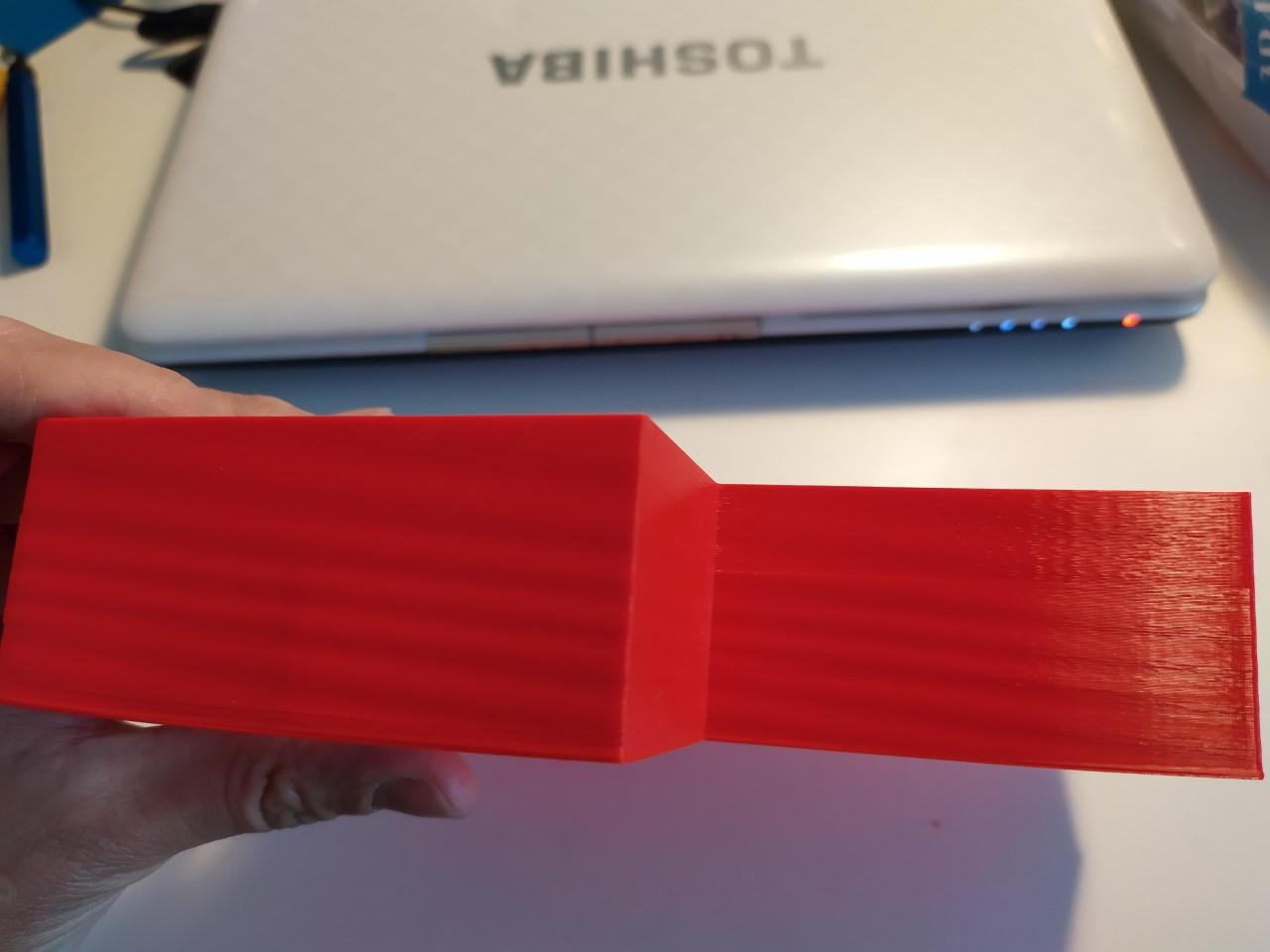
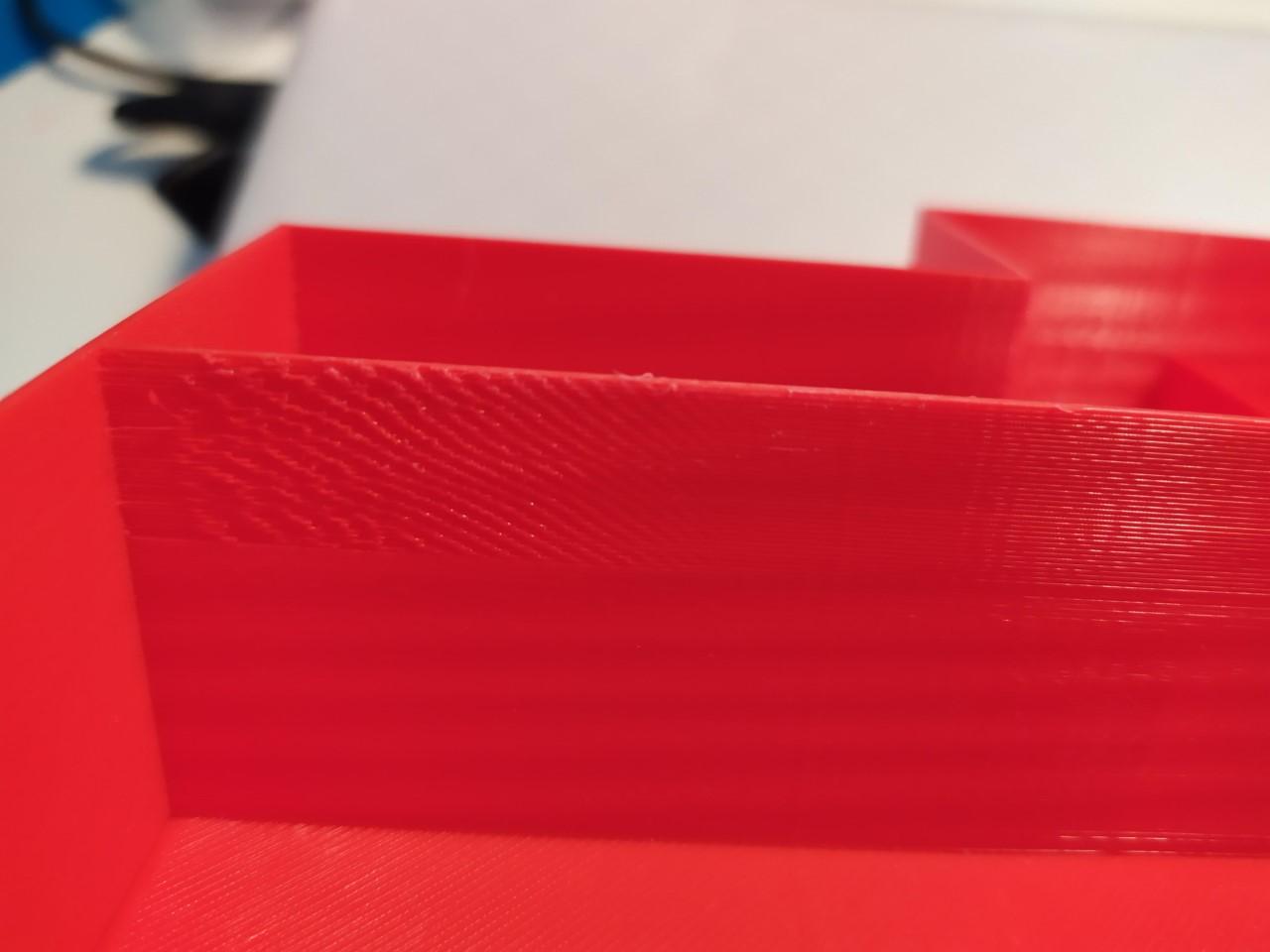
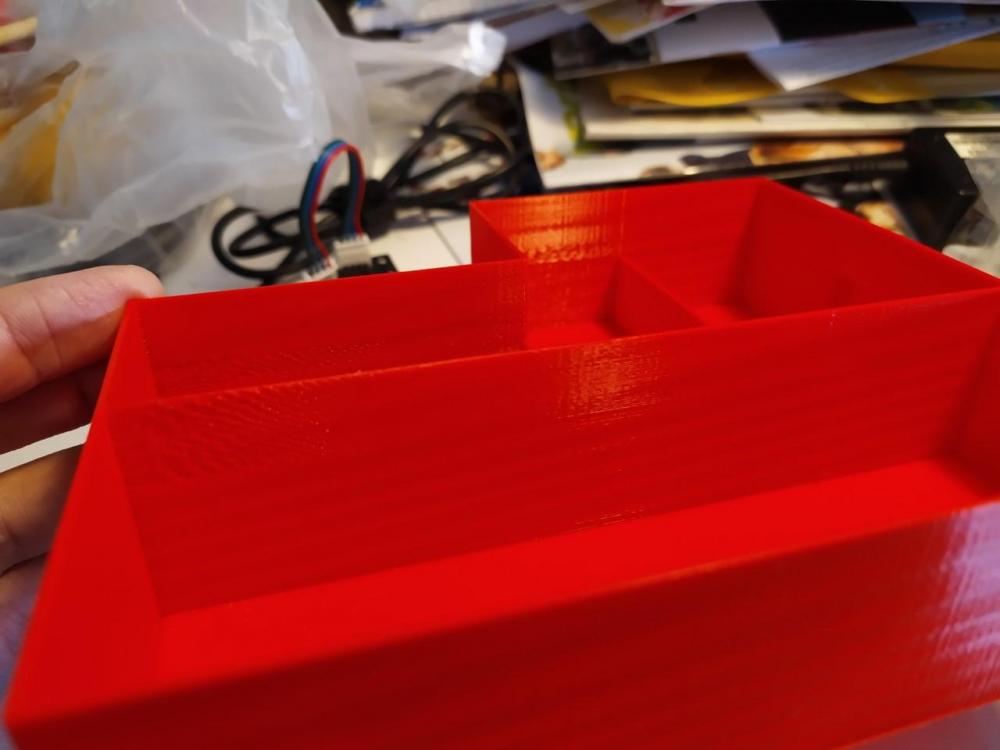
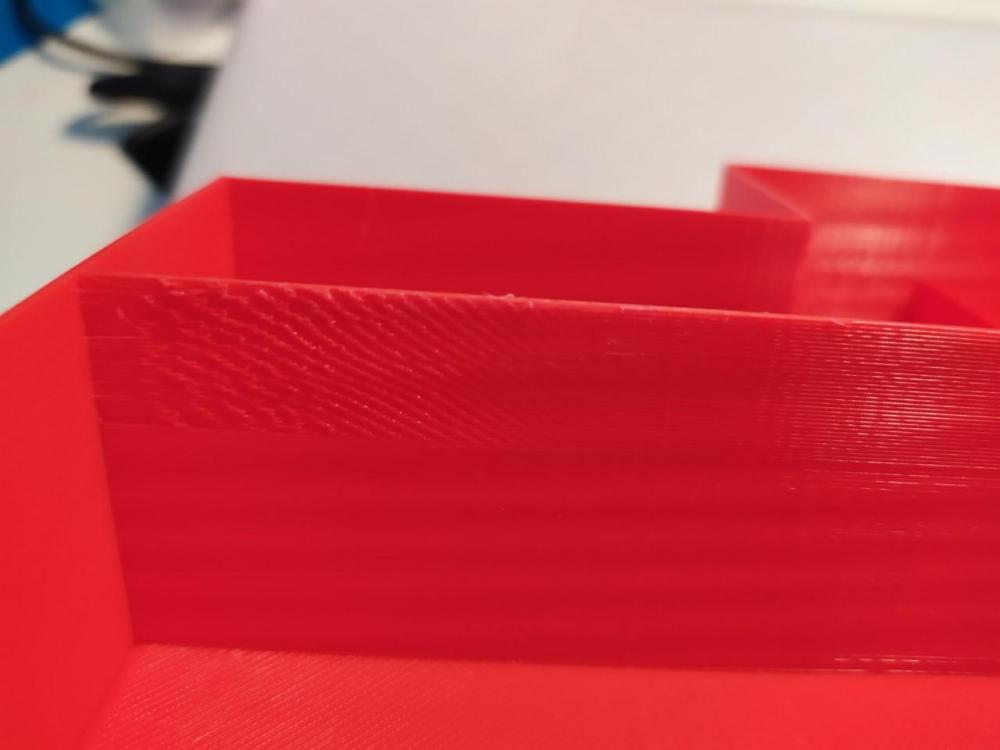
 Bonjour à tous, Je suis débutant dans l'impression 3D et j'aurais besoin de vos conseils. Je me suis lancé pour la 1ere fois dans l'impression d'une pièce de grosse taille (un tiroir de rangement :https://www.thingiverse.com/thing:3612338 ) J'utilise une Alfawise U30 (avec buse 0,4mm) sur laquelle j'ai déjà monté des TL smoothers et un filament PLA rouge de la marque ICE (temperature d'impression 183°). La pièce a été imprimé dans le sens montré dans la première photo. Voici les 3 problèmes visibles, jamais détectés avant pendant impression de petites pièces. 1. Vagues sur les parois verticales Les vagues sur les parois verticales sont présents et sur l'axe X et sur l'axe Y et ne sont pas parallèles au plateau, elle semblent comme "monter" de la gauche vers la droite, ce qui me laisse penser qu'il ne s'agit pas vraiment de "wobble". Quelle est la cause de ce problème ? La tige filetée de l'axe Z qui n'est pas droite ? j'ai un coupler souple en alu d'origine. 2. Parois verticales partiellement pas lisses En cours d'impression, les parois verticales ne sont plus lisses, il y comme un effet "peau d'orange". Aucun changement de vitesse ou température de la buse a été fait. Quelle est la cause de ce problème ? Problème d'extrusion ? 3. Décalage sur la parois vertical en présence de support Au début de l'impression du support pour la poignée du tiroir, il est apparu un décalage sur la parois verticale, ce qui a provoque une sorte de rebord. Ce rebord est visible à droite de la poignée mais pas à gauche (d'où commençait le trait d'impression). Une fois terminé l'impression de la poignée, tout est revenu normal et aligné en laissant une bande décalée horizontale au centre la paroi vertical. Quelle est la cause de ce problème ? Problème de réglages dans le slicer ? j'utilise Cura 4.3.0. Merci d'avance à tous ce qui voudront m'aider à mieux comprendre les secrets de l'impression 3D. Cordialement.
Bonjour à tous, Je suis débutant dans l'impression 3D et j'aurais besoin de vos conseils. Je me suis lancé pour la 1ere fois dans l'impression d'une pièce de grosse taille (un tiroir de rangement :https://www.thingiverse.com/thing:3612338 ) J'utilise une Alfawise U30 (avec buse 0,4mm) sur laquelle j'ai déjà monté des TL smoothers et un filament PLA rouge de la marque ICE (temperature d'impression 183°). La pièce a été imprimé dans le sens montré dans la première photo. Voici les 3 problèmes visibles, jamais détectés avant pendant impression de petites pièces. 1. Vagues sur les parois verticales Les vagues sur les parois verticales sont présents et sur l'axe X et sur l'axe Y et ne sont pas parallèles au plateau, elle semblent comme "monter" de la gauche vers la droite, ce qui me laisse penser qu'il ne s'agit pas vraiment de "wobble". Quelle est la cause de ce problème ? La tige filetée de l'axe Z qui n'est pas droite ? j'ai un coupler souple en alu d'origine. 2. Parois verticales partiellement pas lisses En cours d'impression, les parois verticales ne sont plus lisses, il y comme un effet "peau d'orange". Aucun changement de vitesse ou température de la buse a été fait. Quelle est la cause de ce problème ? Problème d'extrusion ? 3. Décalage sur la parois vertical en présence de support Au début de l'impression du support pour la poignée du tiroir, il est apparu un décalage sur la parois verticale, ce qui a provoque une sorte de rebord. Ce rebord est visible à droite de la poignée mais pas à gauche (d'où commençait le trait d'impression). Une fois terminé l'impression de la poignée, tout est revenu normal et aligné en laissant une bande décalée horizontale au centre la paroi vertical. Quelle est la cause de ce problème ? Problème de réglages dans le slicer ? j'utilise Cura 4.3.0. Merci d'avance à tous ce qui voudront m'aider à mieux comprendre les secrets de l'impression 3D. Cordialement.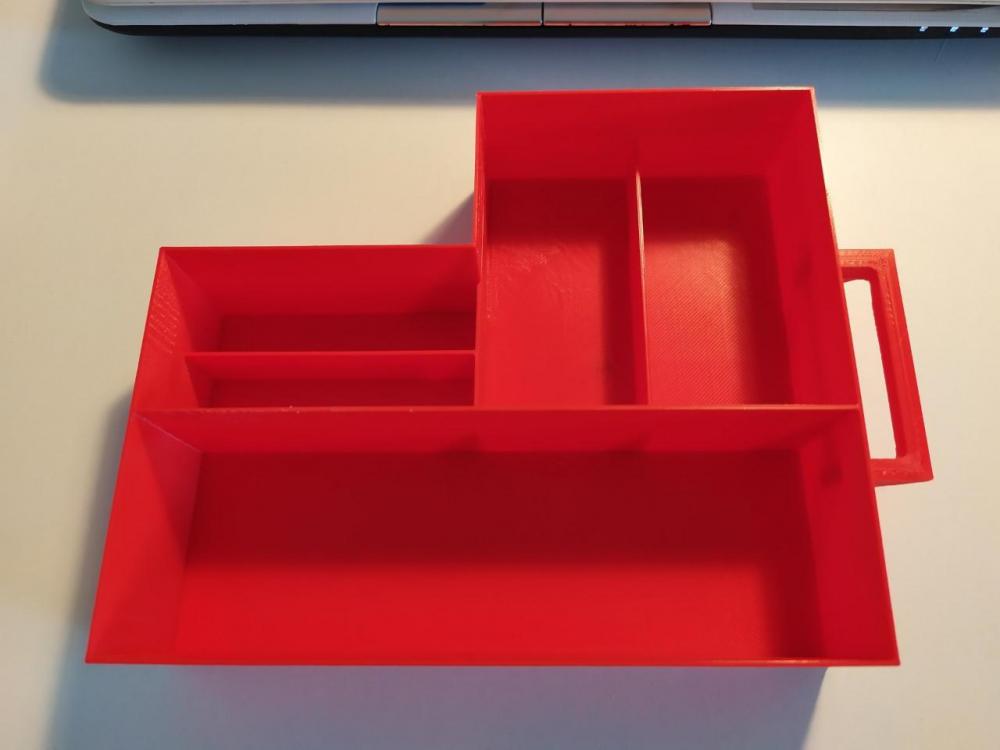




-
Bonjour à tous, Je pratique mon alfawise U20 depuis 8 mois et j'ai constaté une dégradation de la qualité depuis que j'utilise CURA 4.1. Je ne sais pas si c'est un hasard mais je galère à avoir une bonne qualité. J'ai plein de petits blops sur mes surfaces verticales, et des morceaux de couches qui manquent (voir photos plus loin). Ce que j'ai déjà essayé : changement de buse, grand nettoyage buse + coprs de chauffe, impression de la ligne extérieur en premier (c'est un peu mieux). Je pensais que ça venait de l'extrudeur, j'ai installé un titan original E3D, il est calibré aux petits oignons mais rien à faire. En imprimant plusieurs fois la même pièce, je me suis rendu compte que c'est les mêmes défauts au même endroit à chaque fois. Par exemple le gros bout de couche qui manque à gauche du trou du bas... Ma question : est-ce que ça peut venir de CURA ou est-ce qu'il faut que je continue à chercher du côté de la ligne d'extrusion ? Merci d'avance pour vos avis éclairés.
-

Alfawise U20 : problème extrusion en début d'impression
Eyesen a posté un sujet dans Alfawise / Longer3D
Bonjour tout le monde, J'ai un problème au début de mes impressions, 1 fois sur 4 ça fonctionne bien mais sinon à chaque débuts d'impressions la buse fait un point dans l'angle en bas à gauche et vient dans l'angle en haut à droite laisser couler du filament au dessus du plateau sans arrêt, elle n'imprime donc rien.. Pour informations j'utilise Cura 3.6.0 avec les paramètres de la CR-10 et j'ai formaté la carte sd pensant que ça venait de là mais non.. -
Bonjour, j'ai acheter une CR10 il n'y a pas si longtemps, elle marche très bien et faite de très belle pièce sauf que je n'ai pas réussi a corriger ce problème de stringing. je vois le fillament se retirer au niveau de l'extrudeur mais j'ai tout de même ce probleme l'un d'entre vous saurait comment régler ce problème? merci d'avance
-
Bonjour, je suis en train d'imprimer une pièce ayant la forme d'un disque de 8cm de rayon, une belle pièce lors de l''impression de la première couche, j'ai été obligé de descendre à 45% du flow normal pour obtenir une première couche sans sur-extrusion. Ca me semble pas beaucoup, non ? pour la suite des couches je continue pour l'instant à 80% et ça a l'air de bien se passer. J'attend de passer à la partie remplie à 20% pour remonter à 95%. Philippe
-
Salut, Depuis hier, j'ai un soucis lors de mes impressions. En fait il y a toujours un endroit lors de l'impression ou il n'y a presque pas de filament qui sort donc ca fait un trou. J'ai d'abord cru à une sorte de bouchage, j'ai donc nettoyé et même changé de buse, mais sans effet, puis je me suis dit que c'était peut être mon fichier 3D perso qui avait un problème, alors j'ai imprimé la petite grenouille test, et pareil... Bref, je me suis alors rendu compte d'une chose, c'est qu'en fait l'avance du fil semble "bugger", en effet, toujours au même endroit, la roue crantée avance puis recule plusieurs fois pendant quelques seconde pour reprendre ensuite une avance normale, et ce sur toutes les couches. Une idée d’où cela peut venir ?
-

Creality cr10 problème de température
Jmgill a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous et possesseur d'une creality cr10.☺ J'ai depuis quelques jours un problème de température sur ma tête d'impression, en effet je n'arrive pas à monter à la température correcte. Si je demande 220 degrés et que je mesure avec une sonde de température directement sur la tête je n'en n'ai même pas 180 pour arriver péniblement à 200 degrés je dois la mettre à 260 or le jour avant tout fonctionnais bien d'où cela peut-il venir ? Y aurait-il un étalonnage à refaire ? Ya t'il moyen de reseter la commande de l'imprimante ou de lui réinjecter le programme de base ? (Et ou le trouver ? )Histoire d'écraser celui-là et lui rendre ces bon paramètres ? La machine est d'origine et aucun flashage de carte n'a été fait. Merci. -
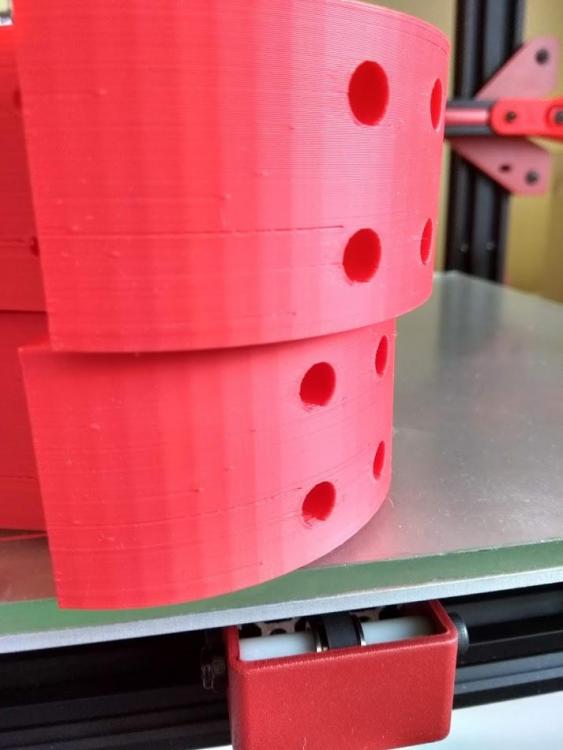
Bonjour à tous, j'enfonce peut être une porte ouverte, mais je n'ai vu cette solution nulle part, et il serait bon d'essayer cela avant de se lancer dans des modifications. Le problème : En fait j'ai changé pas mal de choses en quelques semaines, à savoir, le slicer en passant de Cura by Dagoma, le firware de la machine, et de bobines de filament. En changeant de bobine de filament pour une bobine de 2,3 kg d'octofiber, et en voulant imprimer une pièce tranchée avec Cura (2.5.0) au bout de quelques couches j'avais l'extrudeur qui commencait à claquer et parfois, par finir par se boucher. Voilà par exemple le résultat sur une pièce : On peut voir le manque de matière. Je me suis dit que c'était peut être la bobine de 2,3 kg que l'extrudeur n'arrivait pas à entraîner. J'ai donc décidé de ré-enrouler le filament sur un noyau de 750 gr, mais toujours le même problème. J'ai remis une bobine d'octofiber gris de 750 gr qui fonctionnait à merveille avant , mais toujours le même souci. j'ai mesuré le diamètre, des filaments, 1,75 ! Par contre, avec le filament ICE, j'ai imprimé 3 x 15h sans problème. Pensant à un problème matériel j'ai commandé des roulements, un mk 7, du tube téflon et j'ai arrêté d'imprimer. Et là je me suis mis à réfléchir : que se passe-t-il s'il y a trop de matière ? ben la buse se rempli et l'extrudeur se met à claquer ! Je me suis dit, je vais mettre le diamètre du filament à 1, 74 dans le slicer ! Et là, miracle, plus aucun claquement ! : Après et avant sur une petite pièce : Et sur une grande pièce : En voulant vérifier les températures utilisées pour chaque filament dans Cura by Dagoma, quelle ne fut pas ma surprise de constater que le Chromatik et l'octofiber étaient paramétrés avec un diamètre de 1,74 dans CbD ! Toute cette longue prose pour vous inciter , si vous utilisez un slicer autre que Cura by Dagoma et du filament Chromatik ou Octofiber et que vous rencontrez des problèmes d'extrusion, à modifier le diamètre du filament à 1,74 dans votre slicer avant toute modification. Désolé si tout cela a déjà été dit, je referme la porte ouverte. Steam