Toucan
-
Compteur de contenus
22 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Toucan
-
Nickel, alors ! La graisse à 2,49€ graisse autant qu'un WD40 plus cher, j'imagine ? Peut-être juste moins polyvalente.. Pour info, le bruit est un peu revenu sur mes ventilos, je pense donc les changer. Au bout d'un an d'utilisation intensive, je ne trouve pas ça déconnant. Toucan
-
Aucun souci remarqué après une journée d'impressions. Les axes sont désormais très silencieux, tout glisse bien ! Toucan
-
Merci @Lorenzo78 pour ta réponse J'utilise effectivement de la graisse pour les boules des bras, mais j'avoue galérer un peu pour graisser les chariots, donc le spray peut s'avérer intéressant. Retour d'expérience demain, Toucan
-
Bonsoir à tous, Aujourd'hui, je me suis procuré du lubrifiant au silicone en aérosol (celui-ci) pour graisser les ventilos de ma FLSUN SR (méthode employée ici). Le résultat est plus que concluant, ils ne font plus un bruit. Selon vous, ce type de lubrifiant est-il adapté au graissage des chariots et rails des trois axes ? Merci de vos lumières, Toucan
-
Bonsoir @Toad3 ! Saurais-tu expliquer pourquoi prusaslicer gèrerait mieux cette question ? (Je suis novice, j'utilise cura car prusaslicer me fait peur mais tout le monde a l'air d'en dire du bien) Merci de tes lumières Toucan.
-
C'est impec, merci @pommeverte !! J'ai réduis le diamètre de 20mm de chaque côté, ça devrait être suffisant
-
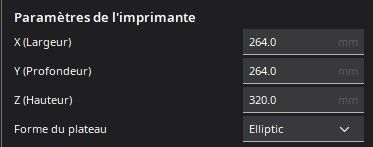
Merci beaucoup @pommeverte , je vais tester ton code ! Bien sûr, mais je préfère éviter tout risque avec mon nouveau fan duct, pour l'instant. D'ailleurs, est-ce qu'il peut être pertinent de réduire la zone imprimable sur son slicer dès lors qu'on installe des upgrades qui peuvent gêner ?
-
Salut à tous et joyeuses pâques ! J'aimerais faire sauter le demi-cercle de purge du g-code de démarrage sous Cura (car je vais installer un fan duct imposant et je n'ai pas envie qu'il tappe dans les fixations du plateau de la SR). Y a-t-il un risque à supprimer toutes les lignes rouges ? Pour m'aider à visualiser le gcode, j'ai utilisé un simulateur de g-code, mais ça ne m'aide pas beaucoup... Le g-code de démarrage : G21 ; millimeter units G90 ; absolute coordinates M82 ; E absolute M140 S{material_bed_temperature_layer_0} M104 S{material_print_temperature_layer_0} M190 S{material_bed_temperature_layer_0} M109 S{material_initial_print_temperature} G28 ; home axis M420 S1 ; enable mesh leveling ; Lower nozzle and move to start position G1 Z150 G1 X-130 Y0 Z0.4 F3000 ; Extrude about 40 mm by printing a 90 degree arc G3 X0 Y-130 I130 Z0.3 E40 F2700 ; Retract and move nozzle up G92 E0 G1 E-1.5 F1800 G0 Z0.5 G1 E0 F300 Merci de votre aide Toucan
-
Merci pour ta réponse complète. Je teste tout ça durant le week-end de trois jours qui arrive, et je te tiens au courant. Juste la vitesse :)
-
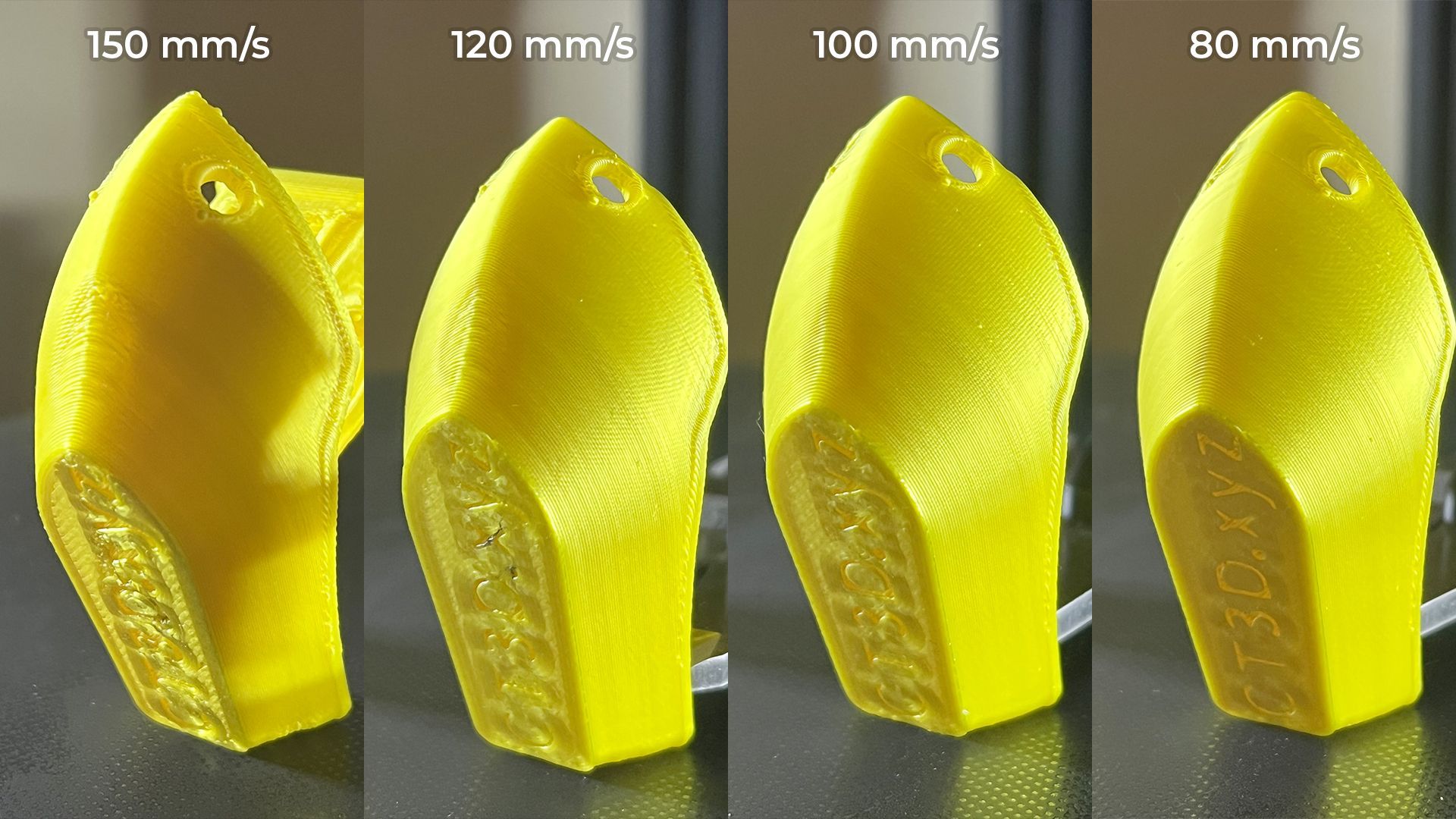
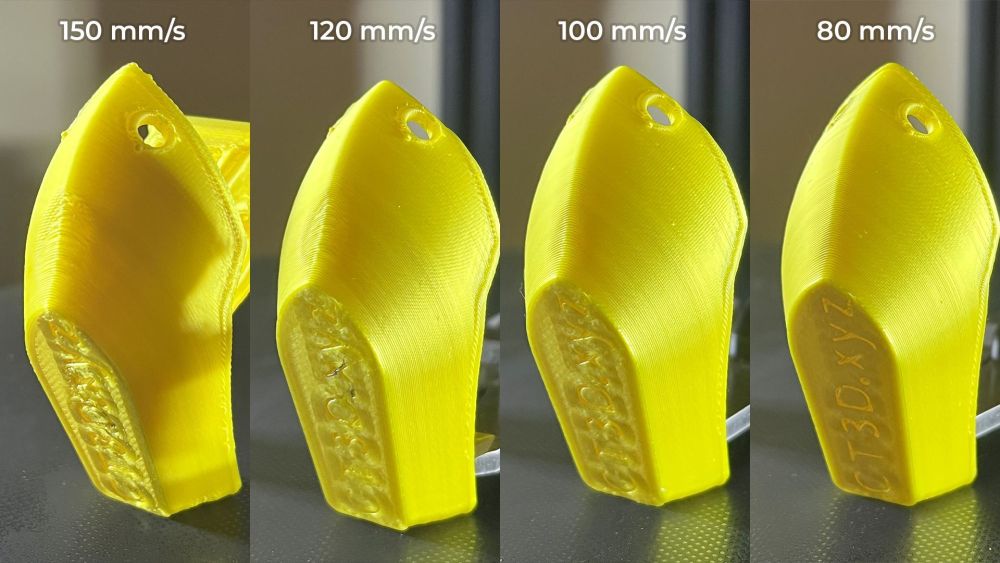
Bonsoir, J'ai fait trois autres tests à 120, 100 et 80 mm/s. Naturellement, le plus lent est le plus propre. Un peu dommage pour une Super Racer...
-
Merci pour ta réponse ! Je n'ai pas eu le temps de retester un benchy plus lentement. J'essaye de le faire les jours prochains Il me semble aussi que ça pourrait venir de la chaussette en silicone qui obstrue un peu l'arrivée d'air. Je testerai ta piste et posterai le résultat ici.
-
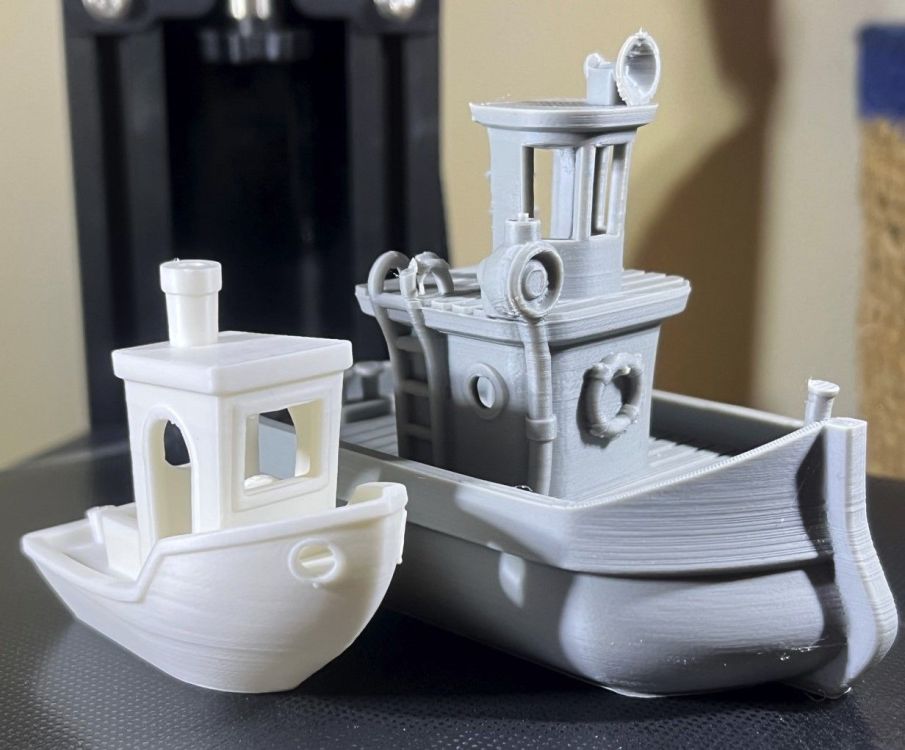
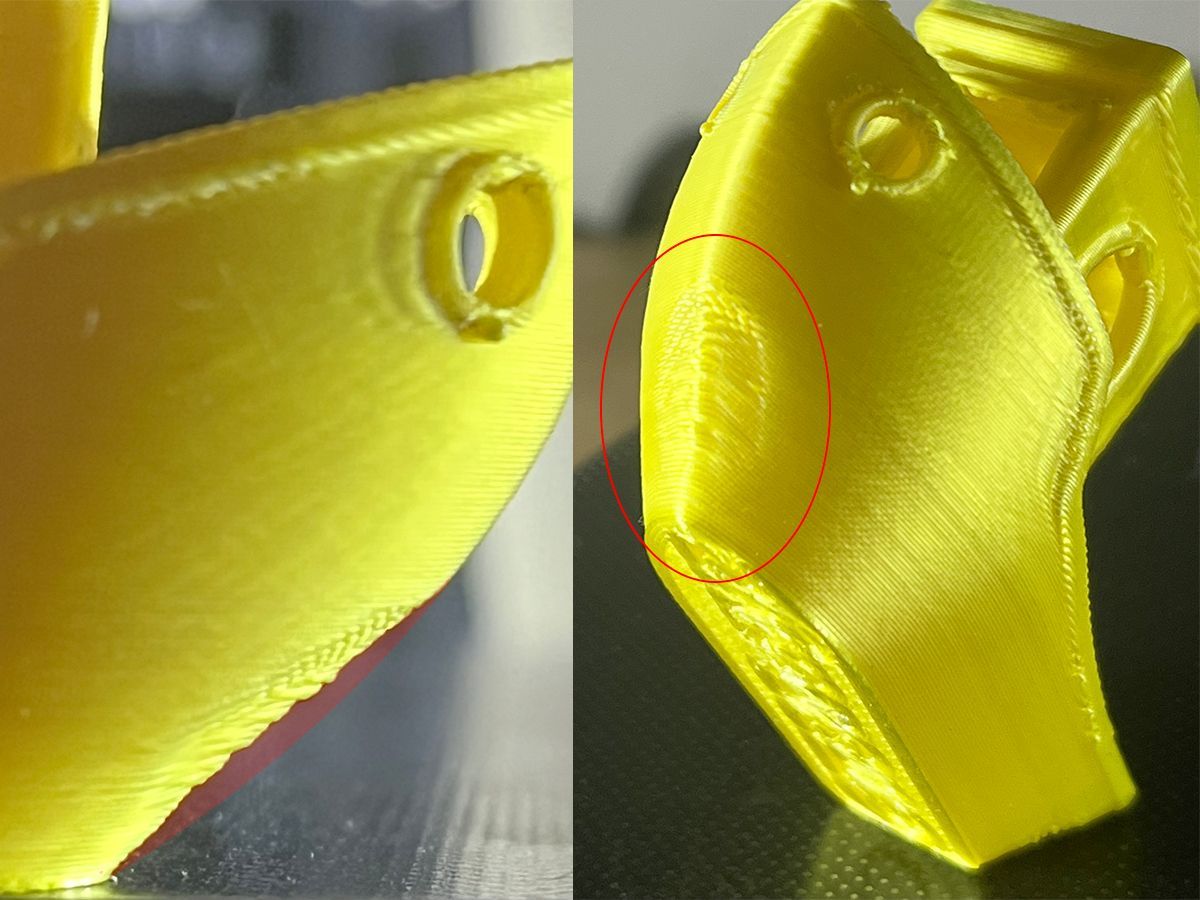
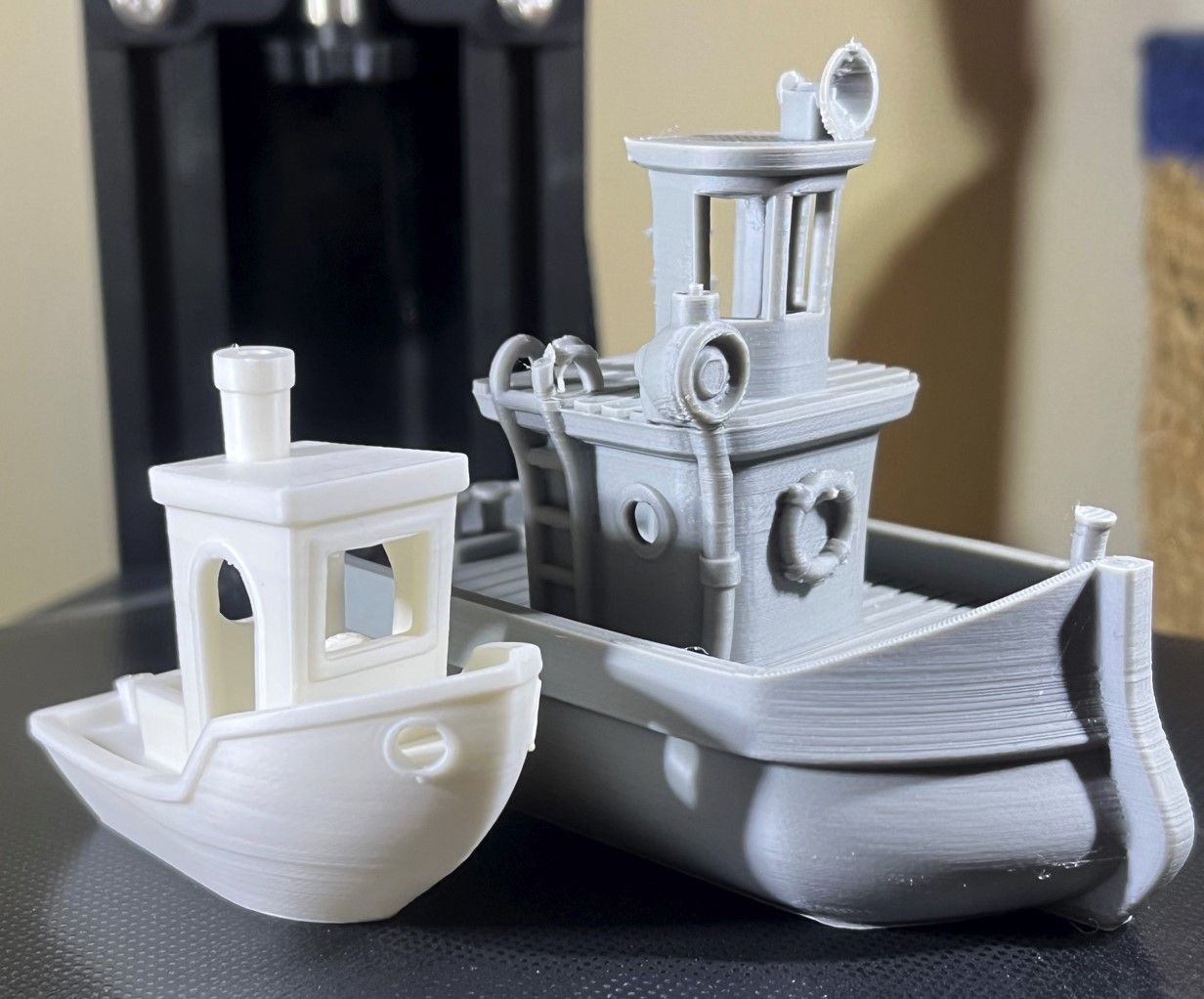
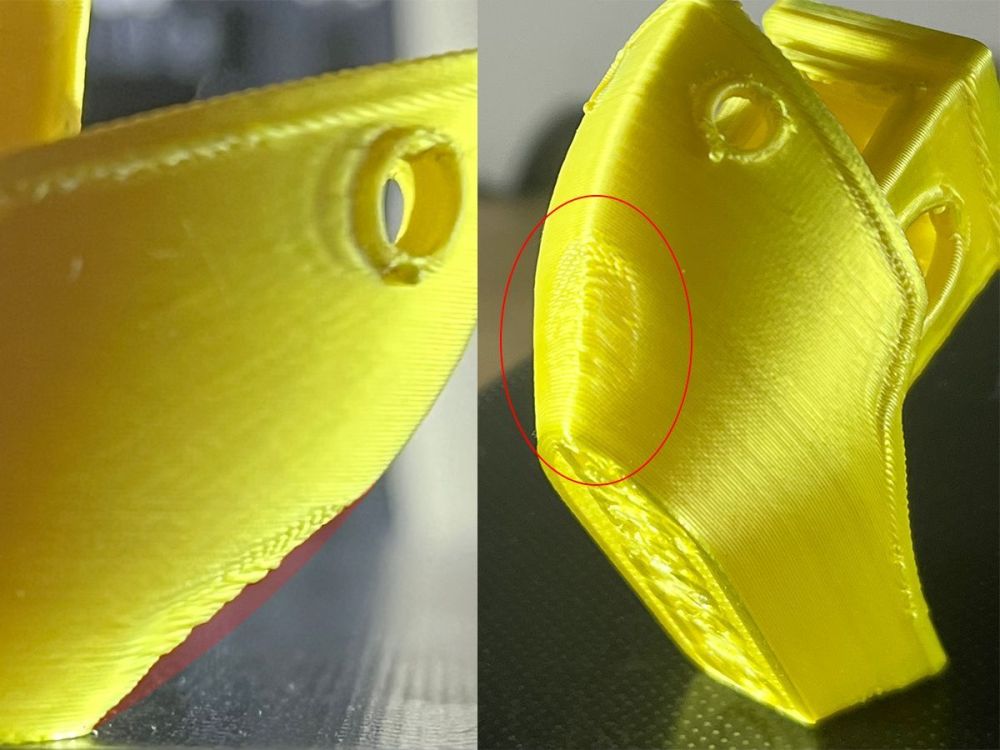
Bonsoir à tous ! Depuis un moment, mes petits benchys révèlent un défaut au niveau de la coque (outre le ghosting que je n'ai jamais réussi à supprimer). M'est avis qu'il s'agit d'un souci de refroidissement. Est-ce que ce genre de souci vous est déjà arrivé ? Pardon pour le manque d'info, je ne me rappelle plus à quelle température avait été imprimé ce benchy. Merci d'avance pour votre aide Edit : Sur l'image de gauche, la partie en rouge a été rajoutée sur Photoshop pour se rendre compte du profil original du benchy.
-
J'ai l'honneur de t'annoncer que ton analyse fut bonne @PPAC! Il s'agissait effectivement d'un fil mal enfiché dans son connecteur... c'est parfois si bête ! Merci pour votre aide et désolé de vous avoir dérangé. J'ai l'impression d'avoir appelé les pompiers pour rien ^^
-
Bonsoir @PPACet merci pour ta réponse rapide ! Je parle bien des deux petits ventilateurs qui viennent souffler sur la buse (ventilateurs de matériau ?). Pardon, mon niveau de connaissance est très bas pour l'instant. Effectivement, le M106 est présent après le layer 1, à une vitesse de 255 : "M106 S255". Seulement, les ventilateurs ne se réveillent pas pour autant. Voici le gcode complet en pj. Merci de ton aide ! attache.gcode
-
Bonsoir à tous, Je me suis aperçu, ce soir, que mes ventilos de buse ne se lancent plus lors du démarrage d'une impression. Cependant, ils fonctionnent lorsque je les active via le menu "ventilateur" de l'écran LCD. Ils sont très bruyants en vitesse moyenne (128) soit dit en passant. Ci-joint un début d'un gcode, j'imagine que ça ne vient pas de là.. ayant essayé avec de vieux gcodes du temps où les ventilos fonctionnaient encore. Je ne sais pas s'il s'agit d'un souci hardware ou software et si une restauration des paramètres usine peut régler tout ça (si je pouvais éviter, ce serait top). Merci de votre aide Toucan. debut-de-gcode.txt
-
Salut @thx4 ! Observes-tu une certaine isolation phonique avec ce genre de tente de culture avec la FLSUN SR ? Je serai ravi d'avoir ton retour d'expérience, Toucan
-
Je te rejoins complètement là-dessus , c'est d'ailleurs ce que j'ai fait lors de ma tentative de résolution de problème en réglant mes trois systèmes de tension à 83,7mm, avec une petite pige en PLA.
-
Hello ! Merci à vous deux pour vos réponses. Je testerai vos valeurs ce week-end.
-
Merci beaucoup @Toad3pour ces infos ! Je testerai à 56Hz En revanche, aurais-tu la mesure au centième de millimètre ? Ou s'agit-il de 8,20cm En tout cas, merci de ton aide, je testerai ça demain ! J'y connais pas suffisamment en imprimante 3D pour te dire.. mais à première vue, je pense à la courroie..
-
Quel est ton souci ? Ce serait adorable de ta part !! Je suis preneur de la distance entre ton support du plateau et le bas de ton système de courroie (en rouge sur mon super montage)

-
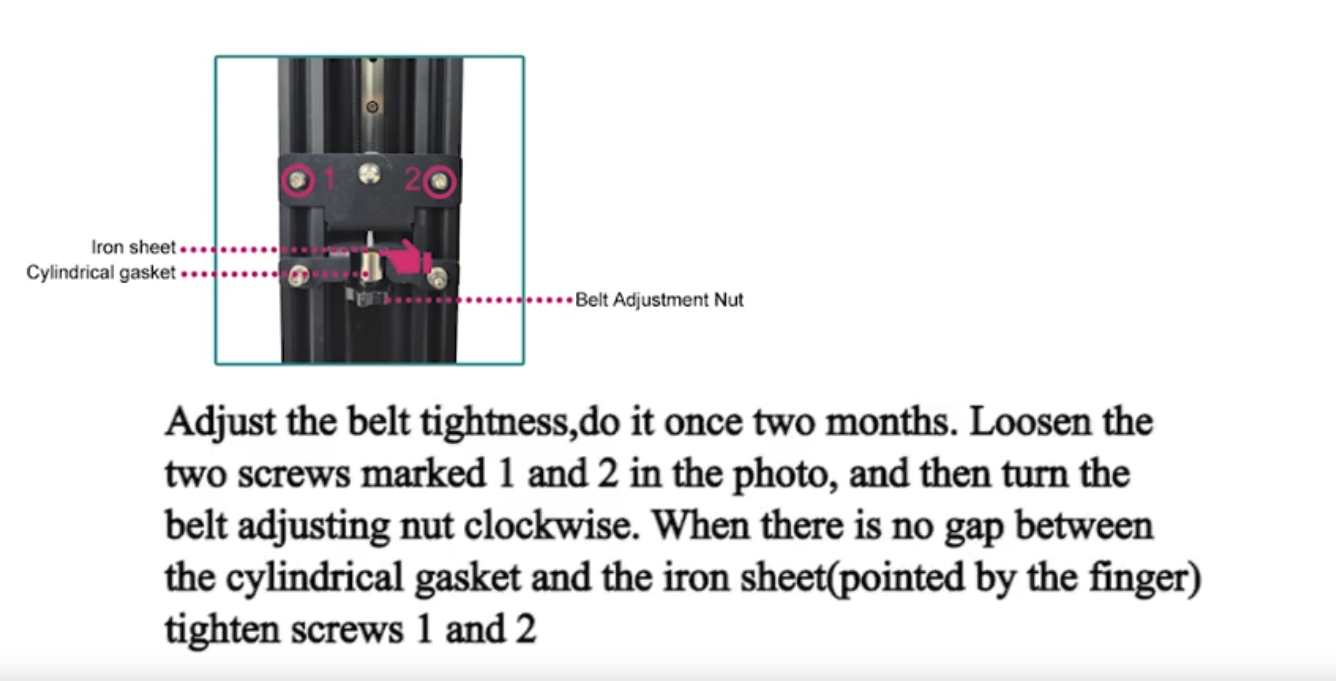
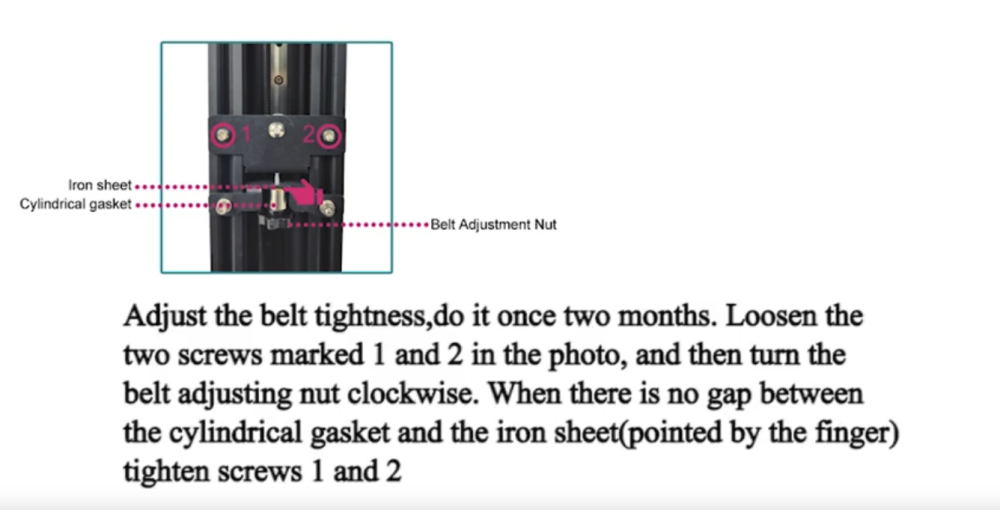
Salut @Toad3, Je pense que nous avons effectivement le même souci. Bien que le système de tension de courroie ait pu être déréglé, la fréquence 56hz ou 60hz des courroies atteste d'une bonne tension (ou en tout cas, égale à ses deux autres axes). Alors, pourquoi le problème persiste ? A vrai dire, cela commence à me rendre fou. Dans la vidéo de FLSUN "How to adjust the belt tightness of SR", je n'ai pas compris l'intérêt mécanique du "cylindrical gasket (=joint cylindre) "Adjust the belt tightness, do it once two months. Loosen the two screws marked 1 and 2 in the photo, and then turn the belt adjusting nut clockwise. When there is no gap between the cylindrical gasket and the iron sheet (pointed by the finger) tighten screws 1 and 2." Soit en bon français : "Ajustez l'étanchéité de la ceinture, faites-le une fois tous les deux mois. Desserrez les deux vis marquées 1 et 2 sur la photo, puis tournez l'écrou de réglage de la courroie dans le sens des aiguilles d'une montre. Lorsqu'il n'y a pas d'espace entre le joint cylindrique et la tôle (pointée du doigt), serrer les vis 1 et 2." Est-ce que celui-ci est bien vissé collé contre la paroi en métal ? Il faudrait qu'on puisse avoir accès aux cotes d'usine pour visser les vis du bas comme à l'origine. Mais où trouver cette info ? Peut-être que quelqu'un n'ayant jamais touché à ces vis, pourrait nous donner la hauteur exacte de ces trois systèmes de tension de courroie, afin qu'on essaye de s'en rapprocher au maximum ? Ce serait super cool
-
Bonsoir, Je me permets de solliciter votre aide car j'ai un petit souci depuis quelques temps avec ma Flsun SR (je démarre tout juste dans l'impression 3D.. je l'ai depuis 1 mois). Et une mauvaise manip en serait certainement la cause ... Un morceau d'emballage est resté coincé derrière les vis du système de tension de la courroie. Je n'ai pas trouvé mieux que de desserrer les deux vis du dessous. Aïe.. Ouille.. Quelle erreur je n'avais pas fait là... Depuis, l'imprimante fait des petits bruits de cliquetis par moments, des grincements (comme si les courroies étaient trop tendues) et de légers décalages de couches (voir photo ci-contre). Je ne peux imaginer que ces problèmes ne sont pas dû au fait que j'ai potentiellement modifié un réglage fait en usine. Pour tenter de réparer mes bêtises, voici les réglages effectués les uns après les autres (et répétés par la suite, en vous passant les différents étalonnages plateau), sans que je n'observe d'amélioration : J'ai revissé les 2 vis du bas de chaque système de tension de courroie à la même hauteur (83,7mm) par rapport à la base métallique du bed de l'imprimante. Tension des courroies classique (Tuto de FLSUN) Tension des courroies à 60Hz (Tuto de Dennis Gignac) Calibration Delta G33 (Tuto de Bricol'3D) PID Buse (Tuto de Bricol'3D) PID Plateau (Tuto de Bricol'3D) Étalonnage de l'extrudeur sur 10cm (Tuto de Bricol'3D) Je vous serai très reconnaissant pour vos contributions, quelles qu'elles soient, qui me seront d'une grande aide, Toucan