Brno
-
Compteur de contenus
50 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Brno
-

modifier un stl (chariot disque dur)
Brno en réponse au topic de louloudu22 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour Dim. Je me propose de faire la modif (à moins que papajds ne me prenne de vitesse ). Juste, j'ai besoin de précisions... "Les pattes de côté" sont probablement les pattes percées qui servent à fixer le caddy. Pour "le dessous", c'est moins clair. S'agit-il du fond, ou une des parois ajourées ? (Message 2) : J'ai le goût de la compétition : Je fais une tentative. (Comment on fait pour poster deux fois de suite sans que les messages soient fusionnés ?) 2x_HDD_caddy_mod1.stl -
Prusa Core One avec système Bondtech INDX : prix enfin dévoilé
Brno en réponse au topic de doudinator dans Prusa Research
Dans le thème du multi-matériaux : J'ai utilisé le mmu3 sur ma MK4S surtout pour imprimer l'interface des supports avec une matière soluble (BVOH), avec des résultats esthétiques très satisfaisants. Bémol : La transition est tellement longue d'un filament à l'autre que la couche en attente refroidit, ce qui altére la liaison entre couches, et donc la solidité de la pièce... Le mmu m'a déçu sur ce point. INDX pourrait me satisfaire. -
modifier un stl (chariot disque dur)
Brno en réponse au topic de louloudu22 dans Entraide : Questions/Réponses sur l'impression 3D
Malgré ma non-maîtrise de Freecad, j'ai appliqué la méthode que je t'ai transmise, et ça marche... J'ajouterais à la procédure : Lors de l'action "Créer une forme à partir d'un maillage" , sélectionne "Coudre la forme" avec le réglage 0,1. Ensuite : Tu crées un objet (un cube ou un cylindre), tu le places sur la partie du caddy que tu veux effacer. Dans le menu de gauche, tu sélectionnes le caddy, puis ton objet (shift clic gauche). Clique sur l'icône "soustraction". Ton caddy sera amputé de la partie commune avec ton objet. Si tu veux progresser dans ta maîtrise de Freecad, je crois que tu peux parvenir à ton objectif. Si ton désir principal est d'imprimer le HD caddy, certains seront ravis de te faire la modif. À+ -
modifier un stl (chariot disque dur)
Brno en réponse au topic de louloudu22 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour. Normalement, tu peux : Nouveau / Fichier > Importer Atelier "Part" (pas Part Design). Créer une forme : Sélectionne l'objet dans l'arbre, puis menu Pièce -> Créer une forme à partir d'un maillage. Affiner la forme : Tu auras un nouvel objet. Sélectionne-le et fais Pièce -> Créer une copie -> Affiner la forme. Convertir en Solide : Pièce -> Convertir en solide. Tu obtiens un objet que tu peux modifier avec des opérations booléennes... J'avais pêché cette méthode sur le web quand je m'essayais à Freecad. Je ne me souviens plus si je l'avais testée. J'ai abandonné Freecad depuis. -
Prusa Core One avec système Bondtech INDX : prix enfin dévoilé
Brno en réponse au topic de doudinator dans Prusa Research
Bonjour. Quelques infos glanées sur reddit concernant les kits "founders edition" et l'INDX en général : - Il semble qu'aucune livraison n'ait encore eu lieu. - Bondtech a demandé aux futurs propriétaires leurs choix de diamètres de buses. - Bondtech a publié un fichier CAO qui permet de préparer l'adaptation au système INDX : https://github.com/BondtechAB/INDX - Les premiers colis devraient être expédiés la semaine prochaine. - Il serait question d'une future version haute-température, la version actuelle étant limitée à 300°C. -
Un an après, je m'occupe de la maintenance de ma Prusa CORE One
Brno en réponse au topic de Kachidoki dans Prusa Research
C'est bien clair que l'usage de l'accéléromètre n'est pas quotidien. C'est la raison pour laquelle une solution simple suffit pour simplifier la procédure. On est bien d'accord : Le prochain usage de l'accéléromètre se fera... Lors de l'adoption de l'INDX ! (Encore hors-sujet, désolé). -
Prusa Core One avec système Bondtech INDX : prix enfin dévoilé
Brno en réponse au topic de doudinator dans Prusa Research
C'est vrai que ça semble shadok. On pourrait le lire ainsi : Jusqu'à 50°C, ça fond pas... C'est ce que ça sous-entend qui peut inquiéter. -
Un an après, je m'occupe de la maintenance de ma Prusa CORE One
Brno en réponse au topic de Kachidoki dans Prusa Research
Bonjour. Il est clair que devoir passer derrière la machine pour brancher le cable de l'accéléromètre n'est pas vraiment optimisé. Certains ont implanté un connecteur en lieu et place du bouchon au fond de la machine, ce qui implique un cable supplèmentaire et ajoute une connexion. Peut-être serait-il possible de substituer ce bouchon par un autre auquel serait clipsé le cable en attente. En cas de besoin, on ôte le bouchon depuis l'intérieur et on tire le cable. J'ai pas encore testé, je jette juste l'idée (un peu hors-sujet, désolé). À+ -
Un an après, je m'occupe de la maintenance de ma Prusa CORE One
Brno en réponse au topic de Kachidoki dans Prusa Research
Salut. Merci de ces infos, Kachidoki. Je viens de transmuer ma MK4S en CORE-One+, aussi suis-je très intéressé par toutes infos concernant la machine. J'adopte ton outil démonte-rivets. À+ -
découper un objet 3D dans un fichier .stl
Brno en réponse au topic de nscheffer dans Dessiner / modéliser en 3D
Je ne connais pas orcaslicer, mais pourquoi ne pas imprimer une pièce après l'autre ? -
découper un objet 3D dans un fichier .stl
Brno en réponse au topic de nscheffer dans Dessiner / modéliser en 3D
Bonjour nscheffer. Ça peut t'aider ? (Séparation réalisée avec blender et ses options de sélection). J'ai des doutes sur le maintien de l'assemblage entre les pièces 2&3. sram_axs-sram_axs_1.stl sram_axs-sram_axs_2.stl sram_axs-sram_axs_3.stl -
Bonjour. Peut-être devrais-tu contrôler la tension des courroies. À+
-
Création moule en TPU pour couler de la résine
Brno en réponse au topic de Delirium6 dans Entraide : Questions/Réponses sur l'impression 3D
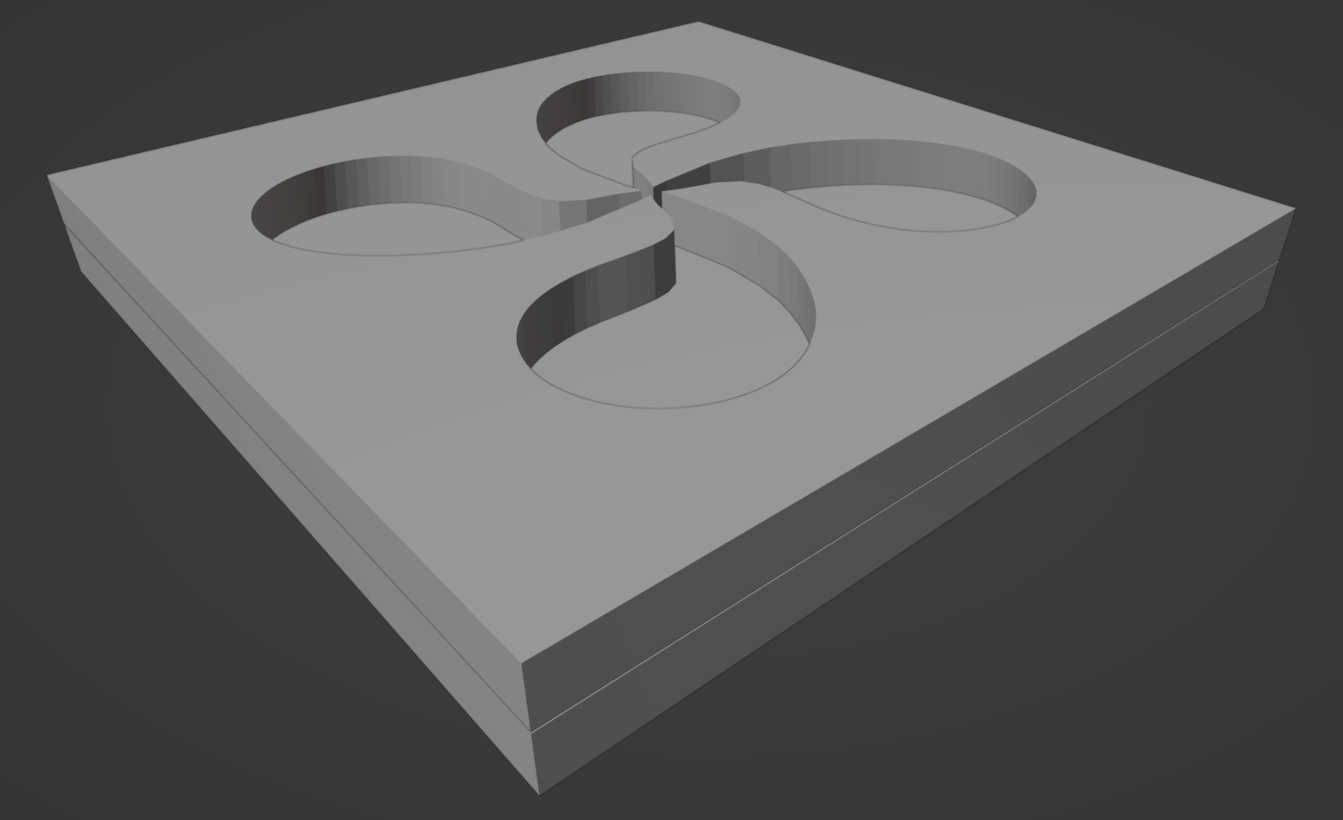
La résine épouse et reproduit fidélement l'état de surface du moule. Avec un moule aux surfaces parfaitement lisses, le travail de finition est réduit à un ponçage fin et un lustrage pour obtenir une surface lisse et transparente. Il me semble (et Funboard29 évoque cette solution) que tu pourrais obtenir une meilleure qualité avec du PLA. Plus facile à imprimer que du TPU, un moule perdu ou démontable devrait être jouable, comme ceci, en deux pièces : En imprimant la partie supérieure en couches très fines, il suffirait d'un simple travail d'enduit-ponçage sur les parties verticales, qui devraient d'ailleurs être imprimées légérement inclinées pour faciliter le démoulage.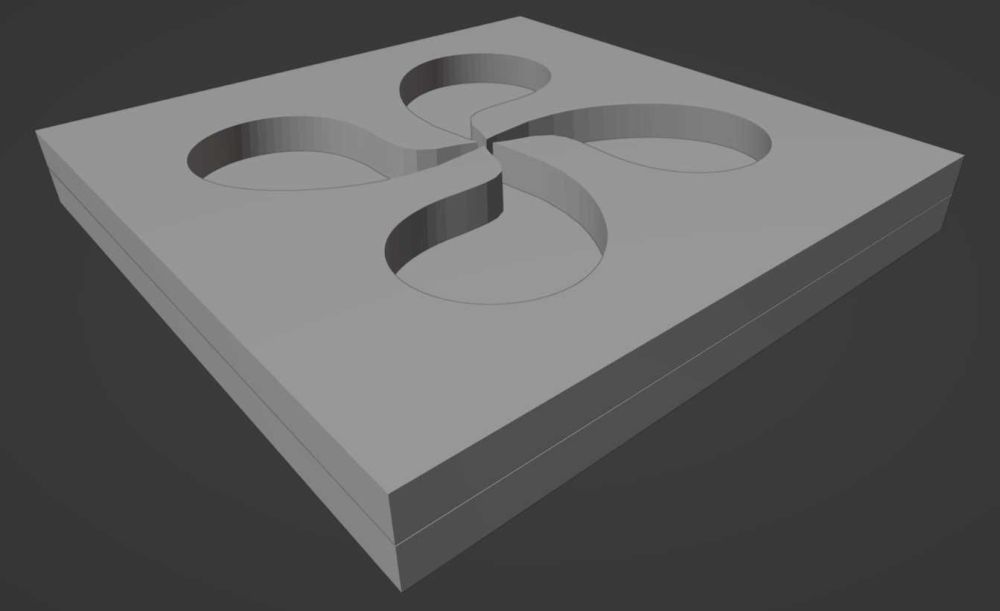
-
Création moule en TPU pour couler de la résine
Brno en réponse au topic de Delirium6 dans Entraide : Questions/Réponses sur l'impression 3D
Je comprends. Quand tu nous rapportes : "Dans tous les cas, je n'arrive pas à démouler la résine (ce n'est pas moi qui l'ai coulée), j'ai l'impression qu'elle adhère au TPU aussi." Ton collègue a-il enduit le moule d'un agent de démoulage avant la coulée ? Même si je n'ai pas testé cette méthode, je pense qu'elle aurait dû fonctionner. Le démoulage en tous cas. Reste qu'à l'instart de Funboard29, je doute que la finition puisse être acceptable et qu'il soit nécessaire de poncer généreusement la pièce finale pour effacer les défauts de surface issus de l'impression du TPU. -
Création moule en TPU pour couler de la résine
Brno en réponse au topic de Delirium6 dans Entraide : Questions/Réponses sur l'impression 3D
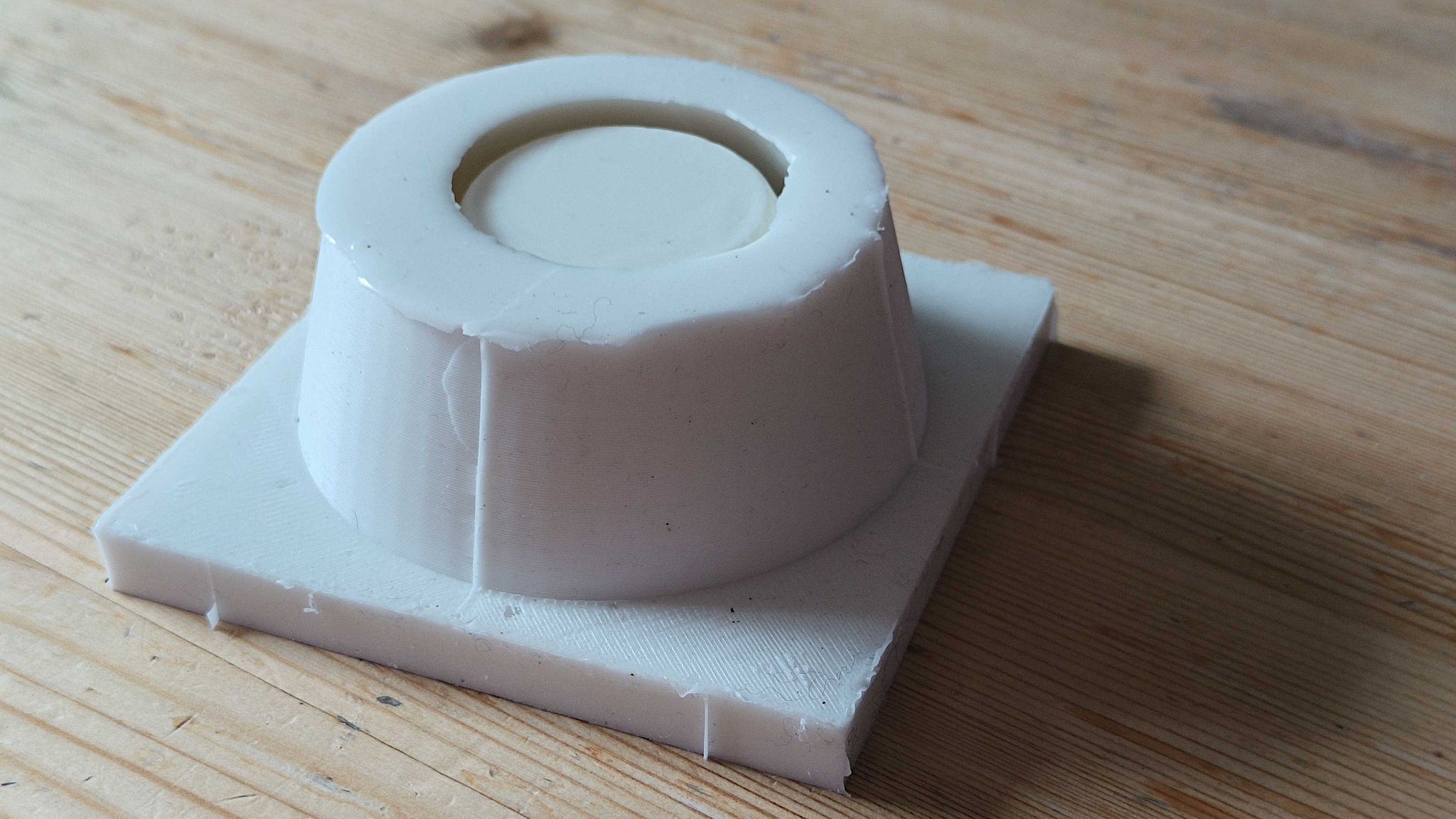
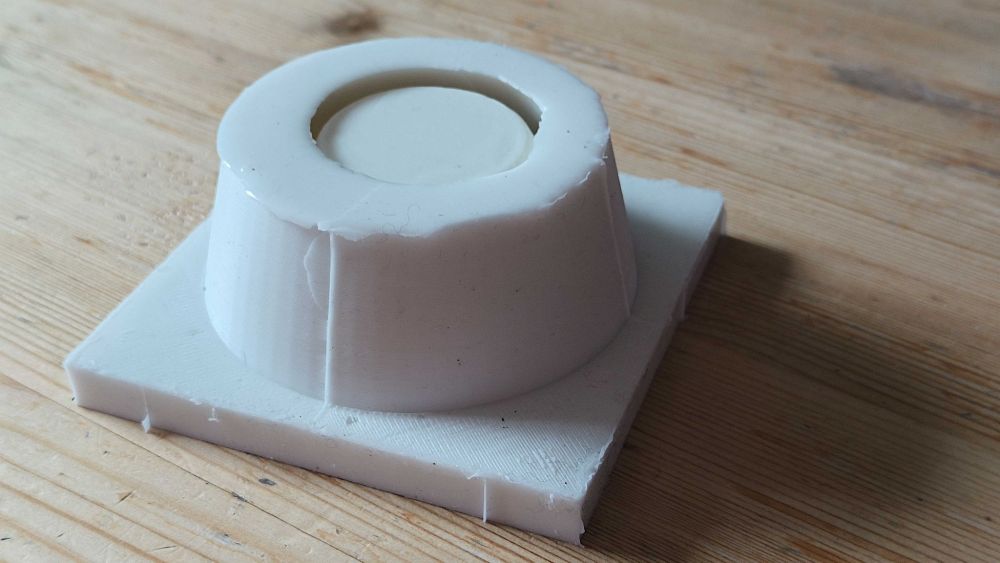
Ce premier essai (vite fait) m'a confirmé les qualités des produits vantées par le vendeur et a validé la méthode de coulage. Pour la prochaine tentative, un gros travail de ponçage doit être appliqué au modèle initial pour obtenir la finition voulue. La pièce finale devra être polishée pour obtenir l"aspect et la transparence du verre. Question bête mais cela serait pareil avec une imprimante résine ? Je ne sais pas s'il existe de la résine translucide pour impression. Même ainsi, je doute qu'on puisse obtenir une transparence correcte à cause des couches successives... Sur le site de resinpro.fr (je ne fais pas de pub, il y a d'autres fournisseurs), il y a des infos intéressantes sur la fabrication de bijoux et autres créations grace à différents types de résine.

-
Création moule en TPU pour couler de la résine
Brno en réponse au topic de Delirium6 dans Entraide : Questions/Réponses sur l'impression 3D
Bjour. J'ai récemment fait ma première coulée en résine epoxy selon cette méthode : - Impression de l'objet en positif, ponçage. - Coulage du moule négatif en silicone+catalyseur. - Coulage de la pièce finale en résine dans le moule silicone. Il est nécessaire d'appliquer un produit de démoulage à chaque coulée. Ça marche très bien. Les produits, adaptés à cette pratique se coulent facilement sans produire de bulles, reproduisent parfaitement la forme moulée (y compris les défauts) . J'ai beaucoup appris sur le web, particulièrement sur : https://www.pascalrosier.com/conseil/exemples/acces.htm. J'ai trouvé la résine epoxy, le silicone et le produit de démoulage chez https://resinpro.fr. J'ai aussi utilisé le silicone pour faire des pièces souples (joints, butée), coulées dans des moules imprimés. -
Salut. J'ai déjà imprimé des pièces en PETG avec des trous verticaux que j'ai taraudés ensuite. Ça a marché, mais c'était du M5, donc peu de matière à retirer. Dans ton projet, ce doit être du M8 ou 10. Il faudrait y aller très doucement avec le taraud. Tu peux faire une pièce de test.
-
pab07 a dit : Pardon ----------------------------------------------------------------- C'est rien. La courroie de l'axe Y te semble-t-elle plus tendue que celle de l'axe X ? Si c'est le cas, détends-la et reprends les tests. Mais attends un peu d'autres avis d'abord...
-
Bjour. Ça, c'est l'axe Z. Pour l'axe Y, c'est le plateau qui va d'avant en arrière. Comme l'a précisé Kachidoki un peu plus haut...
-
Buse 4 au lieu de 2
Brno en réponse au topic de Attafr dans Entraide : Questions/Réponses sur l'impression 3D
Tu peux envisager de doubler la taille de l'objet dans le slicer et rester en 0,4mm... Blague à part, dans le cas d'un objet décoratif, pourquoi pas ? -
decalage vers la droite
Brno en réponse au topic de papycassecroute dans Entraide : Questions/Réponses sur l'impression 3D
Empiriquement, lorsque le chariot est en butée à gauche ou à droite, la courroie doit être tendue, et non pendante ou avachie. Mais la tension de la courroie n'est pas la cause la plus probable de ton souci. Vérifie qu'il n'y a pas de point dur dans le déplacement du chariot. Vérifie que la/les vis qui bride/nt la poulie crantée d'entrainement sur l'arbre moteur est/sont bien serrée/s Vérifie que le ventilateur qui refroidit la carte principale tourne bien. Là, il serait souhaitable que des connaisseurs de la machine se manifestent car je ne peux être plus précis. -
decalage vers la droite
Brno en réponse au topic de papycassecroute dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour - Accélération en X trop importante : Le moteur n'arrive pas à suivre et saute un/des pas, causant un décallage. Si tu n'as pas modifié les paramètres d'accélération, vois du côté de : - Point dur mécanique dans le déplacement en X - courroie très détendue. - poulie mal serrée sur l'arbre moteur. - Problème électrique : mauvais contact, surchauffe du driver (vérifie le ventilateur de la carte). -
Bonjour. Il se peut que cela soit causé par un léger excés de matière extrudée, dû à un débit trop important ou une hauteur de buse insuffisante.
-
Connecteur pneumatique
Brno en réponse au topic de Francois211 dans Consommables (filaments, résines...)
PC4 01 M10 M10 doit indiquer que le filetage est du type ISO, soit 10mm de diamètre pour un pas de 1,5mm. Ce n'est donc pas du BSP comme je l'avais suggéré plus haut un peu trop rapidement. -
Connecteur pneumatique
Brno en réponse au topic de Francois211 dans Consommables (filaments, résines...)
En général, c'est du BSP, ou filetage gaz, dont les dimensions sont en pouce : diamètre 1/8 = 3.175mm diamètre 1/4 = 6.35mm diamètre 3/8 = 9.525mm