Solal
-
Compteur de contenus
15 -
Inscrit(e) le
-
Dernière visite
Récompenses de Solal
")





-
Merci BO105cbs pour ton aide. Le PETG est le 2ème matériau que j'utilise après le PLA. Je ne pensais pas que ce serait difficile. J'ai commandé une housse fermée pour l'imprimante pour mieux maintenir la température autour. Je referai des essais avec les paramètres que tu me conseilles dès que je l'aurai reçue. Utilises tu de la laque pour le PETG? J'imprime sur la face grainée, je ne sais pas si je dois en mettre pour avoir une chance de renforcer l'adhésion. Bonne année à toi et ta famille.
-
Merci à vous tous pour vos réponses. Je vais en tenir compte pour faire de nouveaux essais demain. Bonne soirée
-
J'ai fait un export avec le plugin Settings Exporter, mais il me sort un fichier .json que je ne peux pas joindre. Je ne vois pas comment exporter les paramètres en texte ou en csv.
-
D'accord, je vais réessayer à 0,2. Si tu as le temps de jeter un coup d'oeil aux autres paramètres que j'ai modifiés, vois-tu quelque chose d'autre qui parait anormal ? Sachant que je suis resté entre les fourchettes conseillées, mais bon ...
-
Merci pour vos réponses : ça fait gigantesque 0.4 pour une première couche ... avec une buse de 0.4 descend à 0.2 ou 0.3 pas plus J'ai tenté 0,4 pour la couche initiale après avoir eu plusieurs décollements dès la 1ère couche pour mes premiers essais as tu testé ton filament au préalable (température, coefficient d'extrusion, pressure advance) ? Je n'ai pas fait de tests "organisés", je ne sais pas comment tester ce nouveau filament (pour moi) sur ces 3 paramètres. Existe-t-il des modèles 3D que je pourrais récupérer pour faire ces tests ?
-
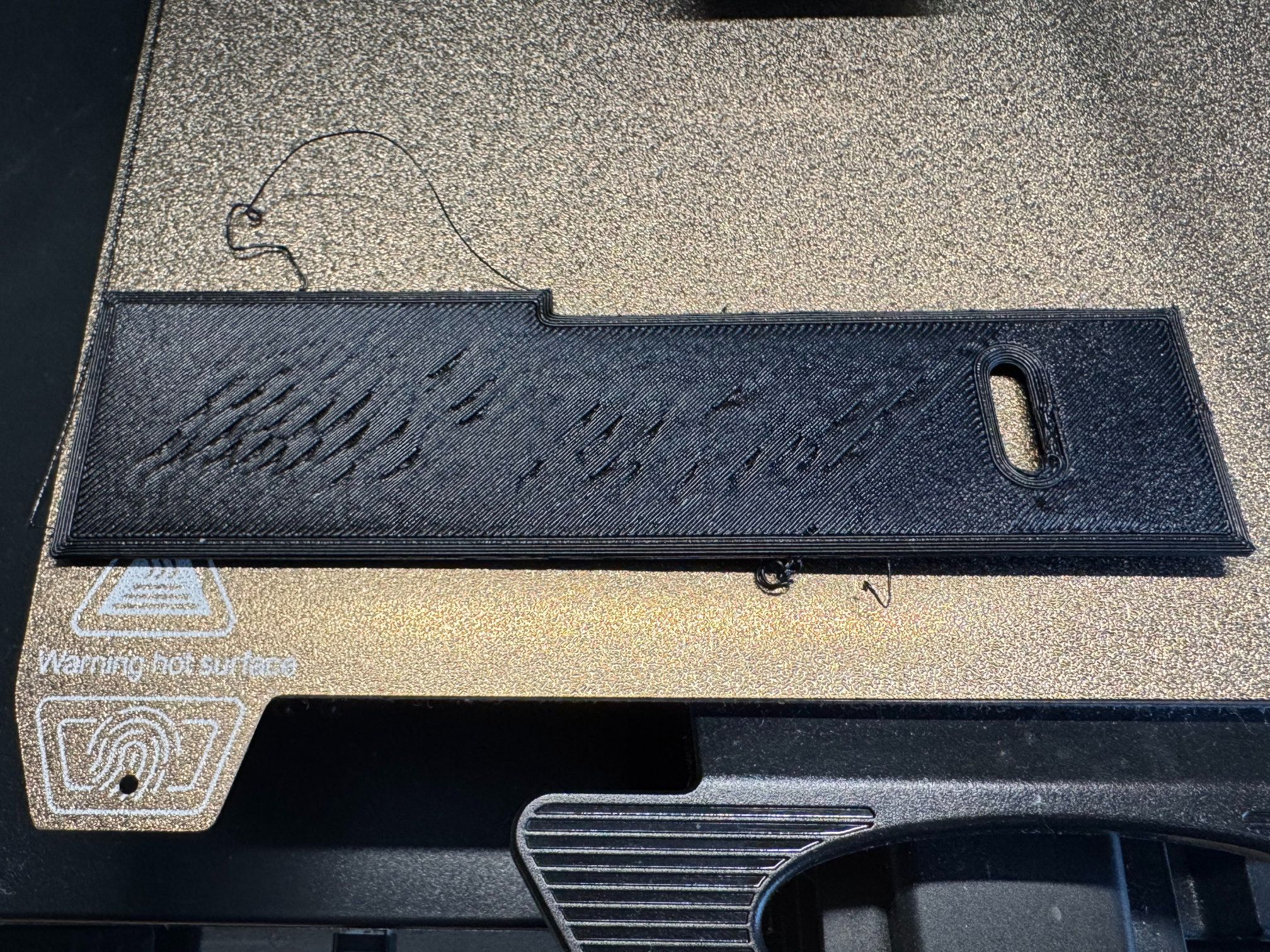
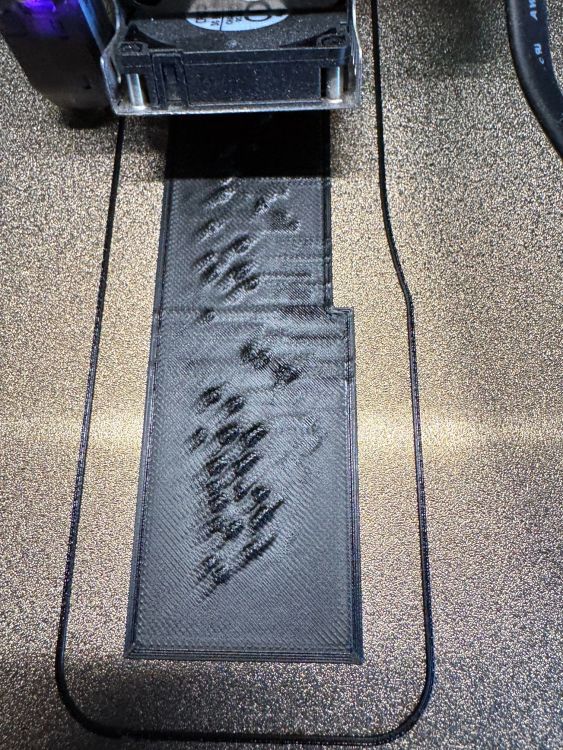
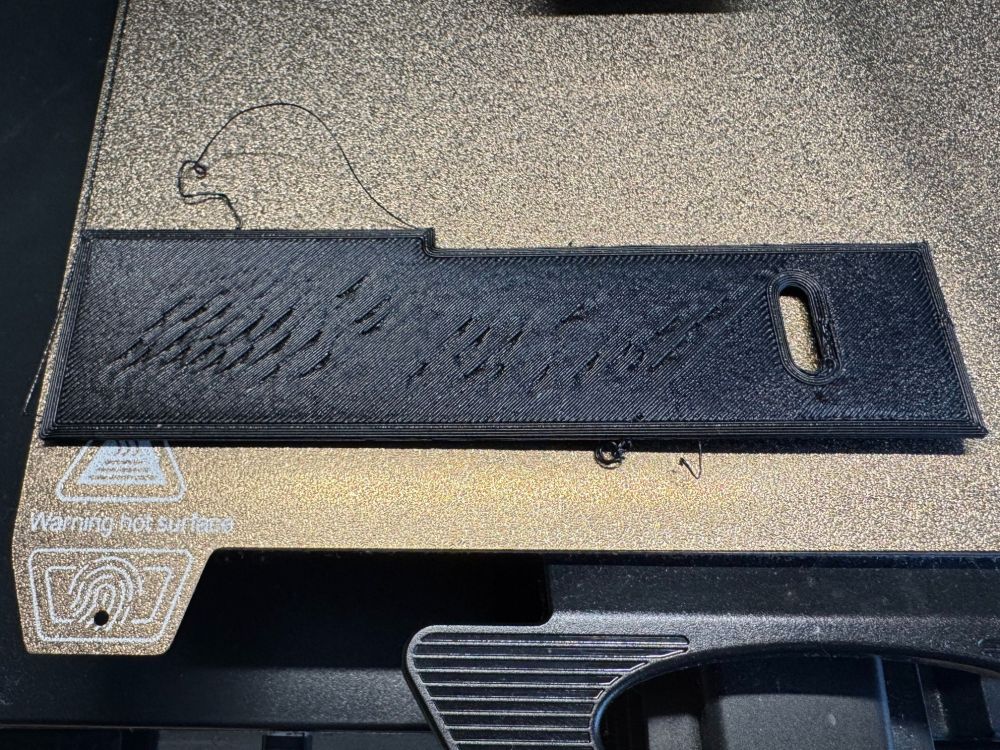
Bonjour, Vous m'avez beaucoup aidé lorsque j'ai démarré mon Ender 3 S1 Pro + Sonic Pad avec du PLA. Tout roulait maintenant. J'ai imprimé des pièces pour mon camping car qui se sont gondolées sous une forte chaleur en été. Je voulais les imprimer avec un matériel plus résistant à la chaleur. Mais j'ai pour l'instant de gros problèmes ne sachant pas comment faire évoluer les paramètres. Ce PETG est donné pour : Température du plan d'impression: 60-90 °C Température d'impression: 220-250 °C Vitesse: 20-200 mm/s Le dernier essai que j'ai fait a été fait avec ces paramètres (sur la face grainée, nettoyée, sans colle), niveau manuel refait juste avant : Hauteur de la couche : 0.2, mais couche initiale : 0,4 (pour améliorer l'adhésion) Epaisseur parois : 1,6 Epaisseur dessus/dessous : 1,6 Température 230 ° passée à 240 à la 4ème couche Température du plateau : 75 ° mais couche initiale 85 ° (toujours pour essayer d'améliorer l'adhésion) Vitesse paroi, couche initiale : 30,0 Je n'ai pas touché au reste en standard quality. Sur les 3 photos : - La 1ère couche a formé des "bulles" pendant l'impression transformées en trous en séchant, mais l'adhésion semblait bonne (photo) - Les 2 suivantes ont été plus régulières en commençant à masquer les trous de la 1ère - Pour la 4 ème je suis passé à 240 ° en me disant que ce serait mieux (photo) A ce moment là, l'ensemble s'est décollé du plateau en commençant par les coins (photo de la 1ère couche retournée après le décollement) Je ne sais pas quoi faire pour essayer de trouver les bonnes valeurs avec ce PETG chargé au carbone. Merci pour votre aide

-
Merci beaucoup Hyoti pour ton aide, je vais tester demain
-
Bonjour, Grâce à vos conseils de départ quand j'ai installé mon matériel, tout allait bien, plus aucun problèmes pour imprimer ce que je conçois (avec Fusion360). Puis d'un seul coup, hier, après une mise à jour du soft du Sonic Pad, les nouveaux fichiers que je génère (avec Cura ou Creality Slicer, idem), ne démarrent plus l'impression quand j'appuie sur PRINT. Dans l'historique du Sonic Pad, quand je lance l'impression d'un ancien fichier, elle démarre parfaitement. Je n'arrive pas à récupérer un de ces anciens Gcode pour le comparer avec les nouveaux que je génère (je ne sais pas si je peux visualiser ceux que j'ai dans l'historique). Je ne sais pas si le problème est lié à la MAJ du Sonic Pad, mais en tout cas, je suis bien bloqué ... Auriez-vous une idée ? Merci pour votre aide
-
Après avoir suivi les très bons conseils que j'ai reçus pour régler les petits problèmes de départ, tout se passe vraiment bien, mis à part 2 problèmes. Je me suis lancé sur des "grandes" pièces, des plaques de 4 mm d'épaisseur, rectangulaires et évidées au centre, de 215x70 ou 100 mm (des cadres de 20 mm de large). Mes problèmes : Les angles commencent à se soulever légèrement et à se déformer en se rétractant quand les plaques atteignent plus de 1 mm d'épaisseur. Au bout de 2-3 heures d'impression, l'ensemble de la plaque se décolle compllèteent et je suis obligé d'annuler l'impression en cours de route. Pour essayer de résoudre le problème, j'ai acheté un stick de "colle" impression 3D. J'ai atteint une épaisseur bien supérieure avant de commencer à voir du décollement qui s'est terminé de la même manière. J'ai utilisé en permanence le côté granuleux du plateau de la Ender 3 S1 pro. Je ne sais pas si je peux utiliser le côté lisse. Est-ce que cela pourrait mieux résister au décollement ? Si j'arrive à supprimer les décollements complets, y a-t-il un moyen d'éviter ces petites déformations des angles ? Une précision, j'utilise maintenant du PLA + avec une température de plateau de 75 ° (les températures conseillés par le fabricant sont de 70 à 80°). Une fois de plus, merci pour votre aide
-
Merci beaucoup hyoti, formidable comme aide !
-
Encore merci pour vos réponses. Effectivement, cela me donne plein de pistes d'amélioration. Mon plateau était à 60°, en respectant les valeurs par défaut de Creality pour le PLA. Lorsque j'ai demandé s'il ne fallait pas augmenter la température du plateau pour la première couche (puisqu'il j'ai vu un paramètre pour le faire dans Cura), c'est parce que je croyais que le plateau plus chaud (à 70°) permettrait une meilleure adhérence, mais c'est peut-être complètement l'inverse. En fait, je n'ai pas encore lu d'infos sur l'interaction entre la température du plateau et le filament. Je viens de commander de l'IPA et j'ai également reçu un stick de laque que je n'ai pas encore testé. J'ai vu comment créer une bordure, pas de problème. J'ai également trouvé comment modifier la vitesse de la 1ère couche, mais pas le débit. J'ai vu que tu me conseilles d'essayer (hioty) une vitesse de 25 à 30 mm/s pour la 1ère couche. Je vois que la vitesse par défaut est de 20 mm/s. Cela veut-dire qu'il faut augmenter la vitesse pour améliorer l'adhérence ? Et je n'ai pas procédé à la calibration de mon extrudeur. Je n'ai pas encore vu d'informations la-dessus. Je vais chercher comment faire.
-
Bonjour, Comme je suis assez proche du but, est-ce l'un d'entre vous pourrais me donner des pistes pour corriger le problème que j'ai eu sur la face inférieure du jeton (le B qui est déformé), alors que la face supérieure me paraît vraiment très bien ? Les photos sont précises, prises avec un bon objectif macro. Merci pour votre aide
-
Rien ne vaut des photos pour expliquer le problème que je vois sur la face inférieure (le B style $). Que pourrais-je faire pour améliorer la (ou les ?) premières couches ?


-
Merci beaucoup pour ta réponse. J'ai suivi tes conseils en modifiant progressivement le z-offset de -0.05 en -0.05, en faisant l'essai sur le jeton Ender livré avec la machine. Au départ, ce la se décollait rapidement. Au fur et à mesure des essais, j'en ai fait 4, soit -0.2 d'écart, le jeton s'est imprimé jusqu'à la fin sans problème. Première impression réussie ! Un détail, les couches supérieures finales (mot "Ender") sont impeccables, par contre les premières couches du bas (le B genre $) ne sont pas parfaites. J'ai vu que dans Cura il y avait un paramètre pour modifieu la température du plateau pour la première couche. Je vais essayer de la mettre à 70° pour voir si cela change quelque chose.
-
Bonjour à tous, Ce sont mes tout premiers essais en impression 3D. Mes soucis : - Je ne sais pas si c'est un problème, mais, après avoir un peu souffert pour comprendre comment faire le premier réglage manuel du plateau, je me retrouve avec une correction de l'axe Z à -3.25. Je peux laisser comme ça, ou il vaut mieux que je remonte les 4 coins ? - J'ai commencé l'impression par le "test de réglage plateau" de l'extension "calibration shapes". Pas mal parti, mais très mauvaise adhérence. J'ai dû arrêter en cours de route. J'ai utilisé le petit rouleau de PLA blanc livré avec l'imprimante et les températures par défaut (60° pour le plateau et 200° pour la buse). Je me demande s'il faut augmenter la température du plateau pour que l'adhérence soit bonne (j'ai aussi commandé un stick de colle). - Puis j'ai essayé de lancer l'impression du cube de calibration. Il s'est décolé du plateau après avoir atteint 2 ou 3 mm de hauteur, donc arrêt aussi Autre problème, l'arête de la base a un congé (disons d'un mm), elle n'est pas à angle droit. Est-ce aussi un problème de températures vous pensez ? Merci pour votre aide François