MB Creations
-
Compteur de contenus
9 -
Inscrit(e) le
-
Dernière visite
Récompenses de MB Creations
")





-
problème sur découpe cnc avec fusion 360
MB Creations en réponse au topic de MB Creations dans CNC / Graveur laser
bonjour Bon petit retour sur mon problème, problème a moitié résolu une crémaillère fatiguer au niveaux de mon axe y l'axe qui pose problème un léger jeu sur l entrainement que je viens de régler il me reste une légère différence de cote de 0.04mm je vais essayer de le réduire légèrement si j arrive a 0.02 voir 0.01 d'erreur je vais être super contentdes idée ? j'ai déjà régler l'axes avec le produit en croix -
problème sur découpe cnc avec fusion 360
MB Creations en réponse au topic de MB Creations dans CNC / Graveur laser
Merci pour ta réponse non l option surépaisseur et désactiver je ne comprend pas d ou viens l erreur -
problème sur découpe cnc avec fusion 360
MB Creations en réponse au topic de MB Creations dans CNC / Graveur laser
Bonsoir a toi ppac merci pour ta reponse alors j'ai seulement le probleme sur l'axe Y j'ai verifier les autres axes aucun souci j'ai rectifier comme dit avant l 'axes y avec la methode de produit en croix j'ai aussi verifier le gcode apparamement aucun souci l'apaisseur du trais de decoupe ne semble pas avoir de probleme vraiement le probleme arrive quand je travail avec l axe Y la planche a etait solidement fixer donc impossible qu 'elle bouge -
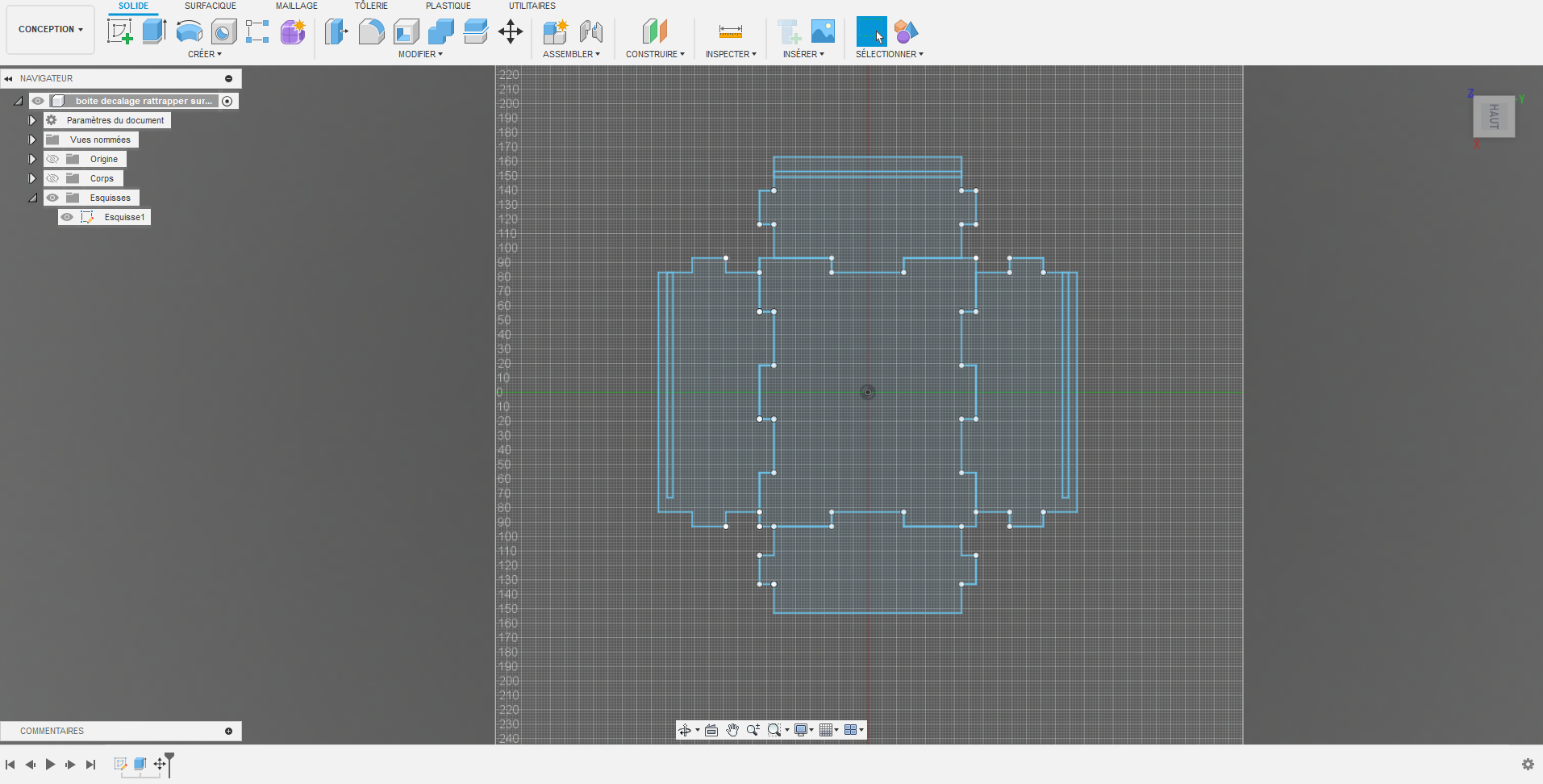
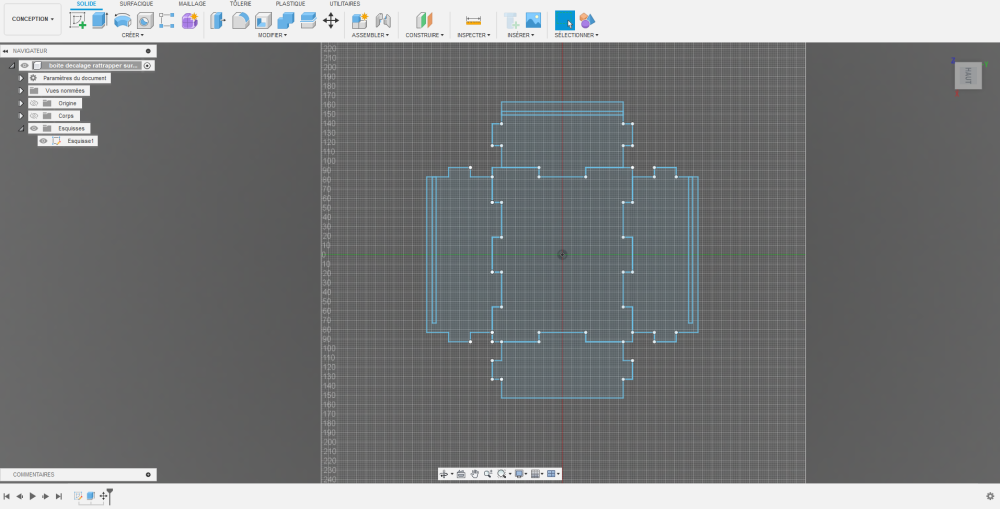
Bonjour a vous, Je viens vous voire car j'ai un problème sur une découpe sur ma cnc auto construite j'utilise grbl 1.1 sur Arduino , j'utilise crémaillère pignon sur l entrainement je viens de vérifier les step/mm en X puis en Y avec la méthode du produit en croix j'utilise fusion 360 pour la modélisation et génération G-code Donc voila mon problème je suis entraide de faire des boites pour mes vis boulon suite a la découpe de la pièce du bas du schéma ci joint, j'ai un problème sur une cote voir pièce ci joint je n'arrive a comprendre pourquoi j'ai un décalage, j ai joint le gcode pour fusion j'utilise simplement un contour2D avec une profondeurs multiple Je vous remercie par avance decoupe boite.txt


-
Cnc autoconstruite reglage pas par mm cremalliere pignon
MB Creations en réponse au topic de MB Creations dans CNC / Graveur laser
Bonjour à vous, Apres plusieurs tests au niveau de l'arbre du moteur je me suis aperçu qu'il ne tourne pas rond donc je suis entrainé de voir si un tourneur peut me refaire soit l'arbre de transmission du moteur soit prolonger l'axe du pignon. Déjà avec une erreur de moins peut-être que je vais arriver à régler cette machine je vous tiens au courant de l'avancer -
Cnc autoconstruite reglage pas par mm cremalliere pignon
MB Creations en réponse au topic de MB Creations dans CNC / Graveur laser
merci pour ta reponse rapide je suis entraine de voire pour deja suprimer le montage coupleur de mon moteur pour avoir un arbre moteur plus grand puis j'ai fait quelque test cela me semble a quelque mm pas trop mal j'ai toujours du decallage au fur et a mesure. Je suis entraine de regarder pour prendre un moteur nema 23 avec encodeur comme cela je vais plus me casser la tete -
Cnc autoconstruite reglage pas par mm cremalliere pignon
MB Creations en réponse au topic de MB Creations dans CNC / Graveur laser
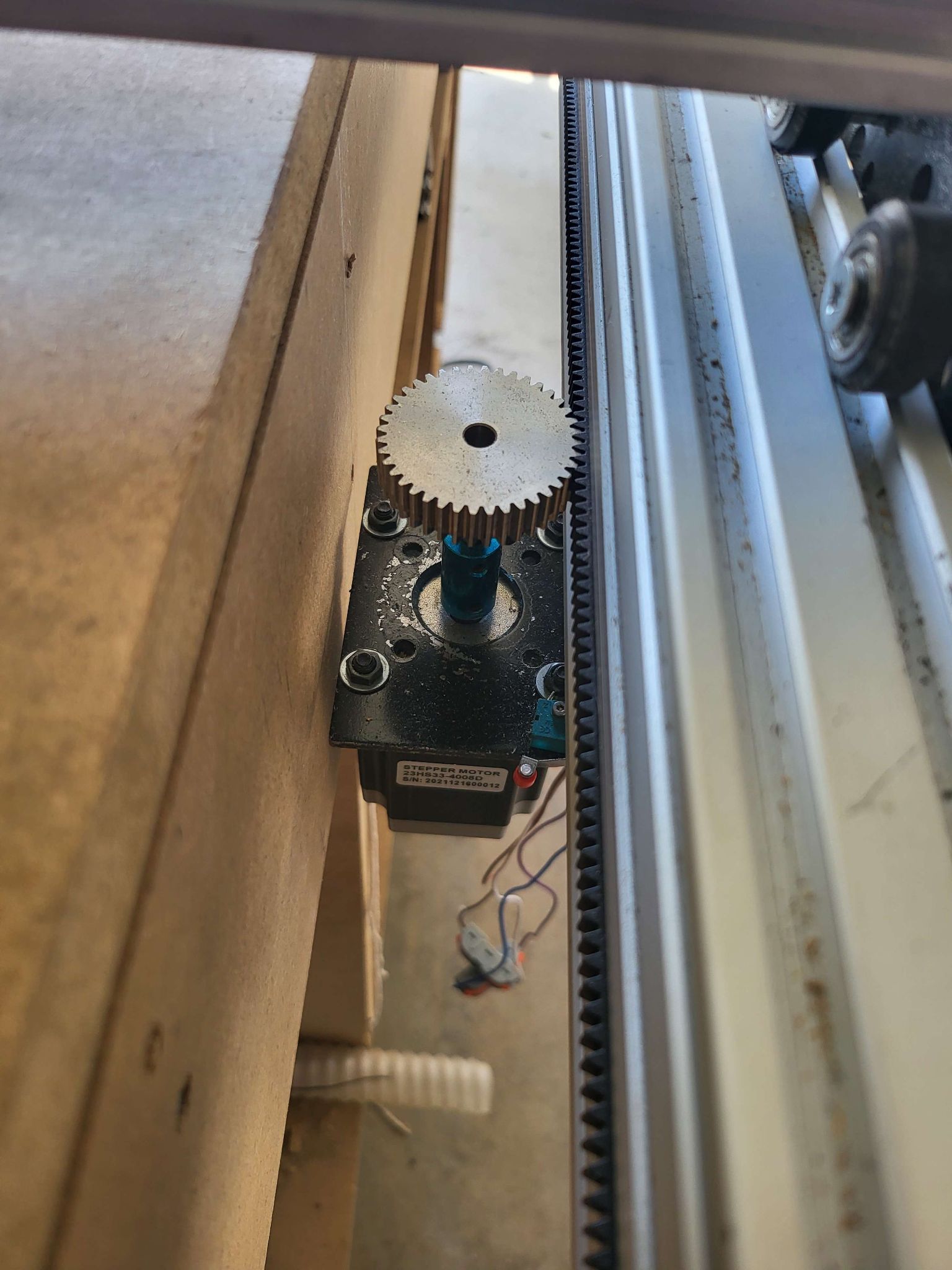
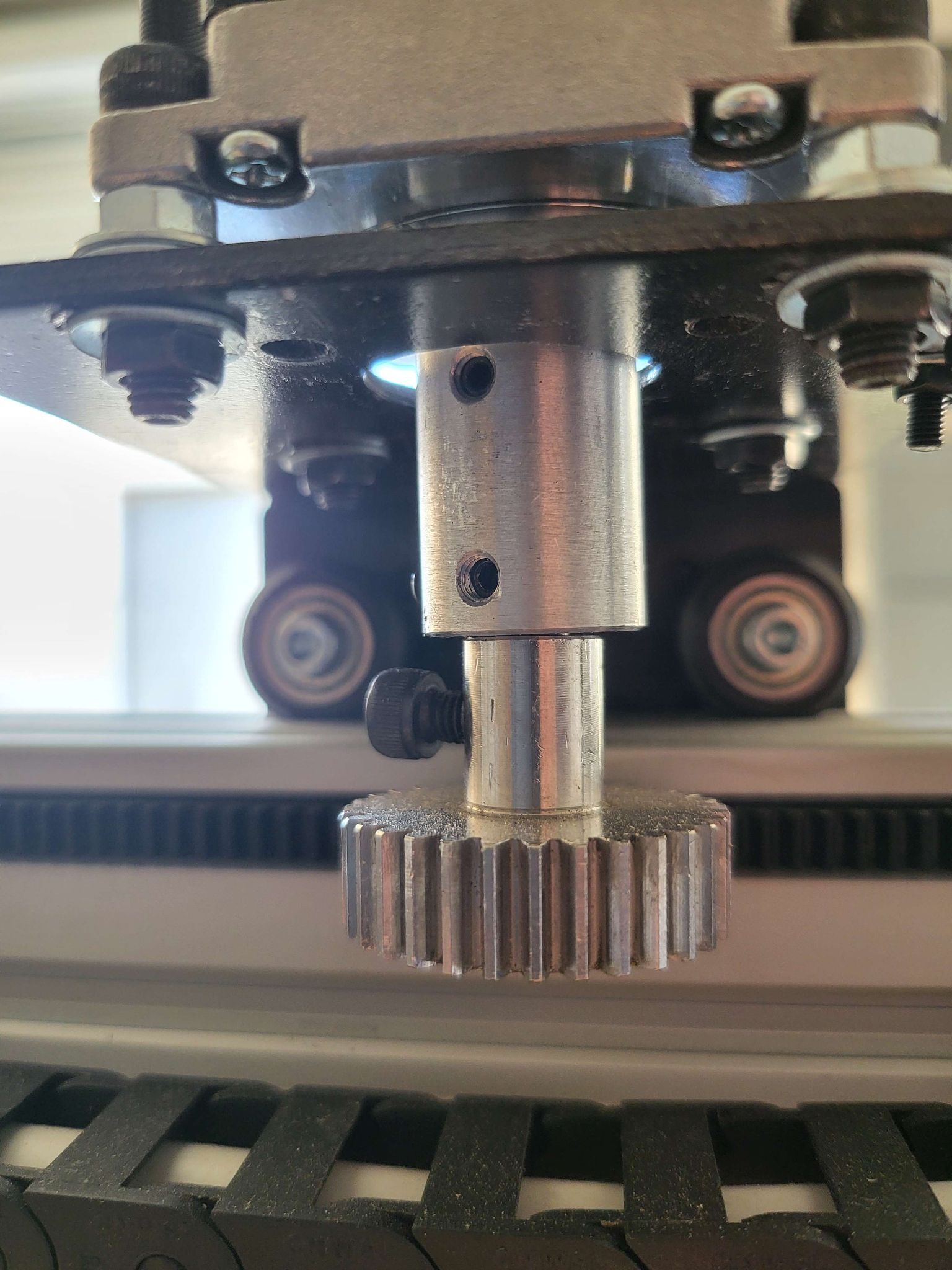
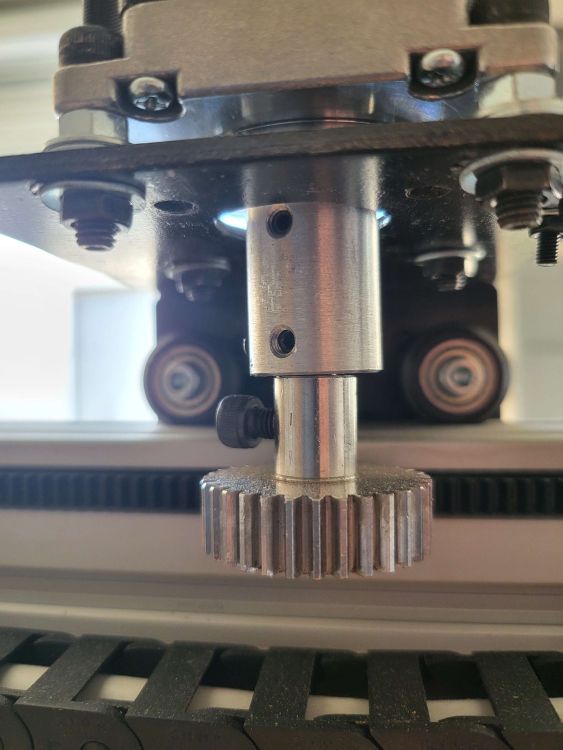
Bonjour, je suis actuellement entraine de faire les testes aucune de tes méthode marches j'ai l impression que je me décale de plus en plus. je pense de plus en plus que le montage sur mon axe X doit y être pour quelque chose ci joint une photo du montage. alors j'explique mon montage: l'arbre de mon moteur étant trop petit pour arriver au niveau de ma cremalliere avec le pignon dessus je suis obliger de le rallonger avec un coupleur + foret car j'ai un arbre qui sort en diamètre 8 et un alésage du pignon en 6.35 donc un petit montage qui doit me jouer des tours dites moi vos avis

-
Cnc autoconstruite reglage pas par mm cremalliere pignon
MB Creations en réponse au topic de MB Creations dans CNC / Graveur laser
Bonjour je te remercie pour ta reponse super rapide, je vais tester les solution que tu me don, je test demain je te fait un retour -
Cnc autoconstruite reglage pas par mm cremalliere pignon
MB Creations a posté un sujet dans CNC / Graveur laser
Bonjour, Suite à la creations de ma cnc, je but sur le reglage de celle-ci j'utilise openbuild control, sur ma cnc j'ai sur l'axe X 2 moteur avec pour entrainement 2 cremalliere plus pignon sur le moteur en direct (j'ai etait obliger de faire un montage car mon moteur sort avec un axe de 8 et le pignon a un alesage de 6.35 donc coupleur plus embout de foret de 6.50) alors pour le calcule je me suis renseigner,(je reste uniquement pour le moment sur l'axe X car l'axe Y sera pareil et l'axe Z avec vis trapezoidale) : - Cremalliere https://www.systeal.com/fr/pignons-et-cremailleres/1834-cremaillere-interne.html - Pignon 40 dents https://www.systeal.com/fr/pignons-et-cremailleres/1838-pignon-40-dents.html - Moteur nema 23 200 pas - Driver 16 micro pas Donc le calcul 200 * 16 = 3200 3.1415 * 40 = 125.66 3200/125.66 = 25.4655 Cette valeur fonction que sur une mesure par exemple je demande 100 mm nikel maintenant si je veux 254mm je vais obtenir 253.5mm ainsi dessuite pour obtenir au final 1mm de decalage sur 400mm, j'ai pas tester plus loin a dire que j'ai une cnc de 2500*1300 je vous remercie part avance de votre aide