HandEmpty
-
Compteur de contenus
13 -
Inscrit(e) le
-
Dernière visite



Récompenses de HandEmpty
")





-
la solution étais simple 500 gr de petg après je me suis rendu compte que mes modèles étaient trop petits, j'avais décoché la case "ralentir pour laisser le temps de refroidir" dans les paramètres filament bambu/orca. Aussi, c'est parce que j'ai joué dans la vitesse volumétrique maximum que j'ai eu des problèmes de calibration du flow, j'ai remis les paramètres par défaut 0.95 en débit et 8 pour la vitesse volumétrique maximale, imprimer un benchie plus gros et voilà.
-
J'avais fait une mauvaise calibration en plus d'avoir un filament humide. On peut passer un sujet en résolut sois même ?
-
 HandEmpty a changé sa photo de profil
HandEmpty a changé sa photo de profil -
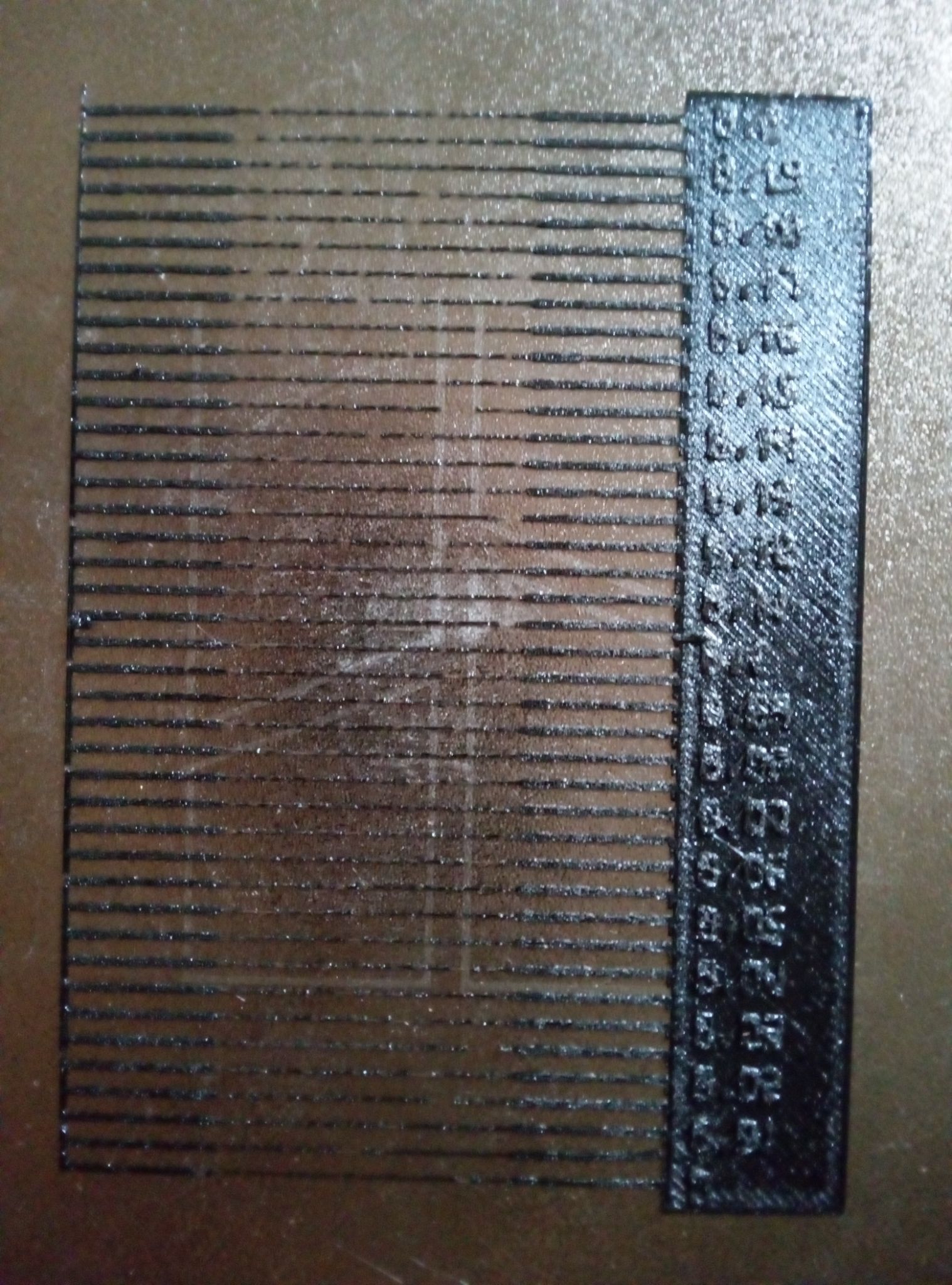
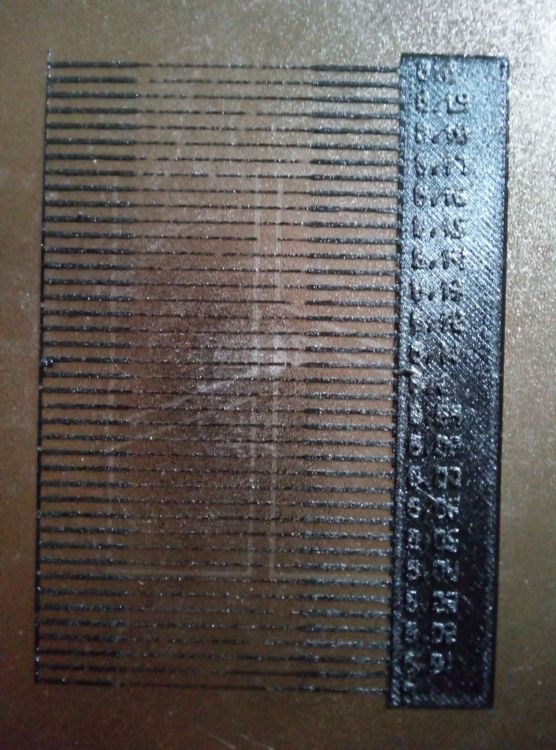
Bonjour Je veux calibrer des profils pour mes buses 0.8 et 0.6, j'ai utilisé Orca slicer et l'onglet calibration. Buse 0.8 avant calibration Buse 0.8 après calibration. J'avais fait sécher le PETG Rosa3d 5h, la température à 220 après avoir fait une tour de température. Ma tour de température. BUSE 0.6 je n'ai pas encore lancer de test avec un modèle pratique. J'ai fait la calibration du débit, même procédure que la 0.8, mais en faisant la calibration du pressure advance aucune ligne n'est bonne, je ne sais pas comment interpréter ce résultat ni quoi faire.



-
J'ai une question qui me préoccupe
HandEmpty a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Salut, Quelqu'un saurait comment Bambu lab fait pour compiler les données de l'accéléromètre en direct ? J'ai une sonde adxl345 et je me demandais en la laissant brancher à la carte si je pouvais lancer une calibration de résonnance comme bambu lab. Je voudrais copier au maximum leurs lancement d'impression sur ma neptune 4 . -
Chrislemire, Tu devrais refaire ton leveling ta première couche devrais être plus écrasé, je n'ai pas de photo sous la main, mais tu devrais trouver des photos de premier layer parfait, tu imprimes avec une forte ventilation, une température légèrement trop basse ou les deux ce qui a causé la délamination. Personnellement, je n'imprime avec le gros ventilateur que quand j'ai des ponts sur une pièce, sinon tu peux avoir des petites lignes plus mat que d'autre, dans le cas où ton PID n'est pas calibré pour le plastique que tu utilises, je ne sais pas faire de paramètre PID pour chaque bobine alors ça me semble plus simple comme ça. Je n'ai fait qu'un seul PID avec la température moyenne de la matière que j'utilise le plus. 0ld-Up, Cura est un slicer d'Ultimaker, se slicer a été fait pour l'environnement de Marlin. Klipper est actuellement l'environnement le plus avancé du marché, il prend en charge le S-curve qui permet une accélération et décélération plus douce des axes, cela réduit les vibrations et améliore la qualité des impression et sa gestion du pressure advance qui surpasse les autres environnements. Il est plein de bonne surprise encore, mais ce sont principalement ces deux points qui nous intéressent. Pour info les machines Ankermake tourne sur un Marlin modifier pars Ankermake, d'où leurs vitesses d'impression qui sont, je crois sont supérieur à Klipper. Celui de Bambu lab est semble t'il un mix des deux Klipper et Marlin dévelloppé par Bambu lab, mais le leur n'est pas open source Orcaslicer est optimisé pour chaque environnement sont seul défaut fasse à cura est qu'il n'offre pas la même flexibilité (cette même flexibilité, qui cause des problèmes à nos impressions, durant l'énorme temps nécessaire pour apprendre à bien utiliser tous les paramètres souvent inutiles que cura, propose) les paramètres liés à Klipper ont fait leur apparition dans la triste version Elegoo cura 4.8.1 et ils ne fonctionnent pas bien avec Klipper dans la version 5.7.1, c'est toujours le cas. Les slicers optimiser pour Klipper te permettent de meilleurs résultats avec une vitesse plus élevée en plus d'être plus simple. Voilà un tuto qui une fois toutes les calibrations faites, améliore grandement la qualité d'impression :
-
Bonjour, Je déconseille d'utiliser cura 4.8, il fonctionne très mal avec Klipper. Cura 5.6 est mieux, mais n'est pas fait pour Klipper. Cura en général (pour le moment) ne fonctionne pas bien avec Klipper. Je vous conseille Orcaslicer vous offriras de bien meilleurs résultats en plus de la simplicité de la préparation de vos fichiers. Pour les paramètres de cura en haut a droit il y a la marketplace > cura setting vous apprendras tout ce qu'il faut savoir sur les paramètres. Faire son bed level avec la macro ou sans ne change rien, il suffit de bien le faire. J'utilise les deux en cas où elle est connectée au réseau ou pas.
-
Fusion 360 "Allow 3D sketching of lines and splines."
HandEmpty en réponse au topic de HandEmpty dans Dessiner / modéliser en 3D
Merci, beaucoup ! A+ -
Fusion 360 "Allow 3D sketching of lines and splines."
HandEmpty a posté un sujet dans Dessiner / modéliser en 3D
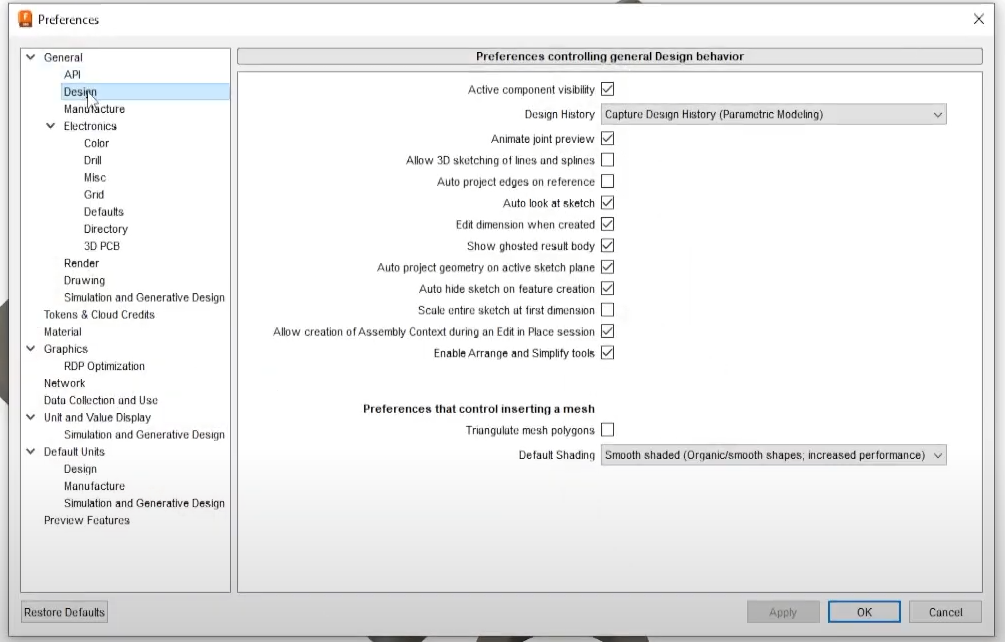
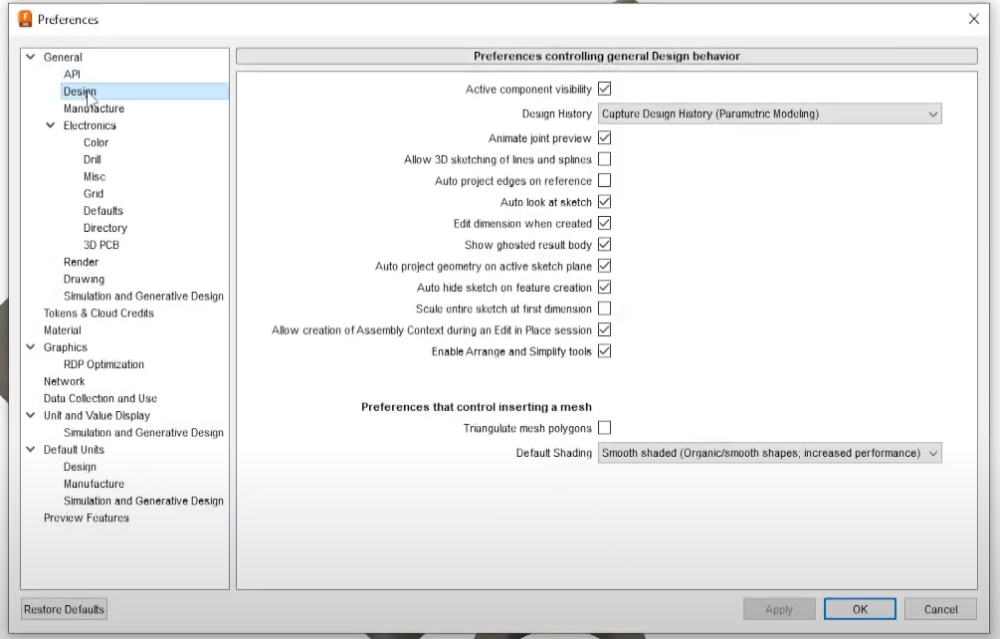
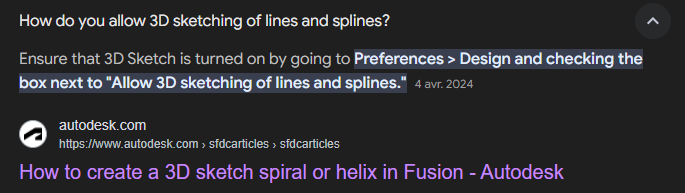
Bonjour, Il y a quelque temps, j'ai eu la possibilité d'activer cette option. "Allow 3D sketching of lines and splines" Après une mise à jour, j'ai perdu l'accès à certaines options. Quelqu'un saurait comment régler mon problème ? Sur les captures : 1 : mon programme fusion 360 2 : Écran d'un youtubeur 3 : un lien qui confirme le chemin d'accès à l'option qui date du 4 mars 2024.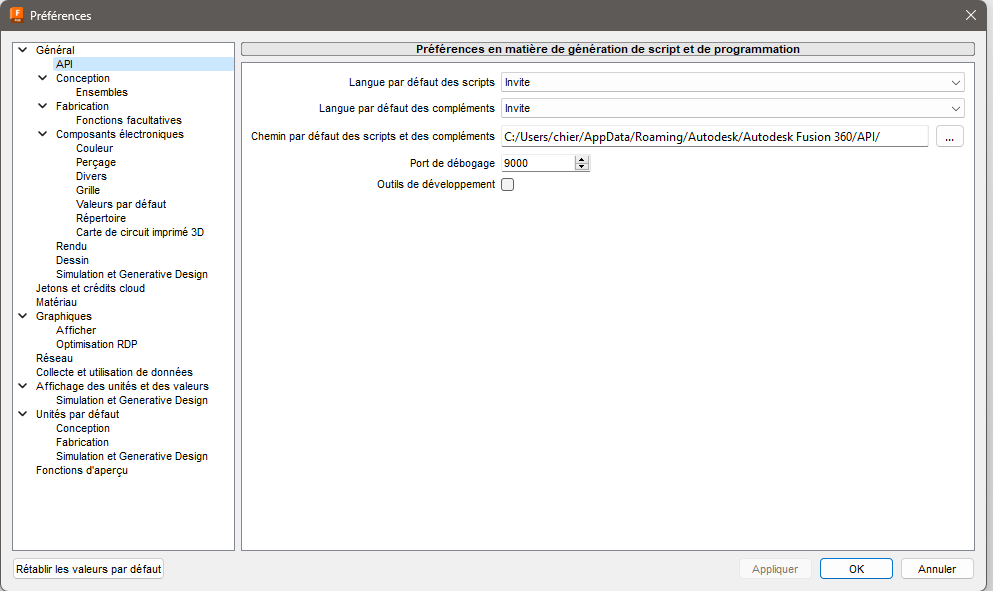
-
prendre des cotes impossibles
HandEmpty en réponse au topic de louloudu22 dans Dessiner / modéliser en 3D
Bonjour, https://www.printables.com/fr/model/422051-milkas-radius-gauge-generator Si le lien est invalide ou supprimé > radius gauge, j'ai trouvé les stl sur printable. Un objet bien utile, si ça peux t'aider. + -
Klipper trouver le probleme
HandEmpty en réponse au topic de HandEmpty dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Aujourd'hui, je vois que je ne vous ai pas aidé a m'aider en vous donnant un gcode d'exemple. Hier, j'ai lancé mon premier print avec klipper, qui s'est bien déroulé ; j'ai lancé un deuxième dans la foulée, mais le z-offset semblait s'être déréglé, j'ai donc recalibré; la buse ne touche toujours pas le plateau, je décide d'aller dormir. Aujourd'hui ; allumant et fesant un G28 l'axe Z ce positionne a -374 donc cogne la buse; le 3d-touch est mort ? En le débranchant l'imprimante redevient fonctionnel mais, j'ai payer le 3d-touch. Pour refaire une calibration, je dois faire un G28, mais avec l'axe Z A -374, je devrais laisser la buse atteindre son point -374 (virtuellement) donc la laissée cogner sur le plateau ? Le chantier START_PRINT est en travaux. Gcode: [gcode_macro START_PRINT] gcode: {% set BED_TEMP = params.BED_TEMP|default(70)|float %} {% set EXTRUDER_TEMP = params.EXTRUDER_TEMP|default(200)|float %} M104 S{EXTRUDER_TEMP} ; start heating extruder M190 S{BED_TEMP} ; wait for bed temperature G28 ; Home LEVEL_BED_ADVANCED MAX_AGE=10 ; probe mesh eventually ... whatever else you want to do before print [gcode_macro END_PRINT] gcode: G91 ; Relative positioning G1 E-3 F1800 ; Retract G1 F3000 Z3 ; Move up G90 ; Absolute pos. G1 X250 Y215; present print # Turn off bed, extruder, and fan M140 S0 M104 S0 M106 S0 SAVE_IF_SET ; SAVE_CONFIG if a mesh was probed in START_PRINT M84 ; Disable steppers [gcode_macro HOME_117] gcode: G28 G0 Z10 X117.50 Y117.50 [bed_mesh] speed: 300 horizontal_move_z: 5 mesh_min: 45, 45 mesh_max: 210, 210 probe_count: 6, 6 mesh_pps: 2,2 fade_start: 1 fade_end: 10.0 fade_target: 0 [bltouch] sensor_pin: ^PA11 control_pin: PA8 X_offset: 35 y_offset: -6 z_offset: 4 stow_on_each_sample:False probe_with_touch_mode:True [safe_z_home] home_xy_position: 110, 110 # Change coordinates to the center of your print bed speed: 50 z_hop: 20 # Move up 10mm z_hop_speed: 5 [stepper_x] step_pin: PE3 dir_pin: PE2 enable_pin: !PE4 microsteps: 16 rotation_distance: 40 endstop_pin: PA15 position_endstop: 0 position_max: 220 homing_speed: 50 [stepper_y] step_pin: PE0 dir_pin: PB9 enable_pin: !PE1 microsteps: 16 rotation_distance: 40 endstop_pin: PA12 position_endstop: 0 position_max: 220 homing_speed: 50 [stepper_z] step_pin: PB5 dir_pin: !PB4 enable_pin: !PB8 microsteps: 16 rotation_distance: 8 position_max: 250 #position_min: -8 endstop_pin : probe:z_virtual_endstop [extruder] max_extrude_only_distance: 100.0 step_pin: PD6 dir_pin: PD3 enable_pin: !PB3 microsteps: 16 rotation_distance: 34.406 # use 23.809 as a base before calibration for a 2s nozzle_diameter: 0.400 filament_diameter: 1.750 heater_pin: PC3 sensor_type: EPCOS 100K B57560G104F sensor_pin: PC1 # tuned for stock hardware with 210 degree Celsius target #control: pid #pid_Kp: 29.056 #pid_Ki: 1.628 #pid_Kd: 129.664 min_temp: 0 max_temp: 250 [filament_switch_sensor filament_sensor] pause_on_runout: True switch_pin: PA4 [heater_bed] heater_pin: PA0 sensor_type: EPCOS 100K B57560G104F sensor_pin: PC0 # tuned for stock hardware with 60 degree Celsius target control: pid pid_Kp: 70.857 pid_Ki: 1.221 pid_Kd: 1028.316 min_temp: 0 max_temp: 110 [heater_fan hotend_fan] pin: PB0 heater: extruder heater_temp: 50.0 [fan] pin: PB1 [mcu] serial: /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0 restart_method: command [bed_screws] screw1: 32.5, 32.5 screw2: 32.5, 202.5 screw3: 202.5, 32.5 screw4: 202.5, 202.5 [printer] kinematics: cartesian max_velocity: 300 max_accel: 3000 max_z_velocity: 5 max_z_accel: 100 [static_digital_output display_reset] # the FSMC touchscreen isn't supported, so we'll just disable it pins: !PC6, !PD13 [include mainsail.cfg] [include macro_bed_mesh.cfg ] #*# <---------------------- SAVE_CONFIG ----------------------> #*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated. #*# #*# [extruder] #*# control = pid #*# pid_kp = 26.017 #*# pid_ki = 1.275 #*# pid_kd = 132.686 #*# #*# [bltouch] #*# z_offset = 1.350 #*# #*# [bed_mesh 220x220] #*# version = 1 #*# points = #*# 0.077500, 0.065000, 0.017500, 0.010000, 0.032500, 0.030000 #*# 0.030000, 0.015000, -0.007500, -0.022500, -0.062500, -0.060000 #*# 0.015000, -0.020000, 0.042500, 0.017500, -0.065000, -0.072500 #*# 0.027500, -0.012500, 0.045000, 0.020000, -0.067500, -0.095000 #*# 0.017500, -0.002500, -0.060000, -0.057500, -0.035000, -0.062500 #*# 0.110000, 0.052500, 0.007500, -0.007500, -0.012500, 0.012500 #*# x_count = 6 #*# y_count = 6 #*# mesh_x_pps = 2 #*# mesh_y_pps = 2 #*# algo = lagrange #*# tension = 0.2 #*# min_x = 45.0 #*# max_x = 210.0 #*# min_y = 45.0 #*# max_y = 210.0 -
Klipper trouver le probleme
HandEmpty en réponse au topic de HandEmpty dans Entraide : Questions/Réponses sur l'impression 3D
De tout cœur merci beaucoup ! J'ai beaucoup avancé aujourd'hui, solutionné le problème; je peux enfin respirer. Puis-je avoir un délai pour garder ce topic ouvert, au cas où j'aurais encore besoin d'être aiguillier ? -
Klipper trouver le probleme
HandEmpty en réponse au topic de HandEmpty dans Entraide : Questions/Réponses sur l'impression 3D
Oui, j'ai soigneusement suivi ces étapes, vous pensez que j'ai un problème de communication entre les appareils ? Merci pour la documentation, j'ai du mal à savoir pars ou je dois commencer. -
Klipper trouver le probleme
HandEmpty a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J'ai récemment installé klipper sur une neptune2 CM: Robin nano 1v3; attirer part la vitesse je ne me suis assez pas documenté sur le fonctionnement de la programmation klipper. Aujourd'hui, je me heurte des difficultés et mon manque d'expérience ne me permet pas de savoir si j'ai un problème mécanique ou simplement le code qui n'est pas fonctionnel ; quand je lance une impression, les axes restent proches de la position zéro, et l'impression démarre sur la position zéro l'axe Z qui cogne pour aller dans les -0, mais ce n'est pas possible. - Voilà mon printer.cfg, vous remarquerez que c'est le printer.cfg d'exemple les lignes que j'avais ajouté étais au nombre de 5 je les ai supprimé parce qu elles n'on eu aucun résultat G28 M190 M109 et les variables de M190 et M109 (je vous jure que ça fait 4 jours que je cherche.); aussi, j'ai copier-coller des START_PRINT plus ou moins modifier pour ma machine chacun de mes tests ce fini avec le même problème d'axe. [stepper_x] step_pin: PE3 dir_pin: PE2 enable_pin: !PE4 microsteps: 16 rotation_distance: 40 endstop_pin: PA15 position_endstop: 0 position_max: 235 homing_speed: 50 [stepper_y] step_pin: PE0 dir_pin: PB9 enable_pin: !PE1 microsteps: 16 rotation_distance: 40 endstop_pin: PA12 position_endstop: 0 position_max: 235 homing_speed: 50 [stepper_z] step_pin: PB5 dir_pin: !PB4 enable_pin: !PB8 microsteps: 16 rotation_distance: 8 endstop_pin: PA11 position_endstop: 0.0 position_max: 250 [extruder] max_extrude_only_distance: 100.0 step_pin: PD6 dir_pin: PD3 enable_pin: !PB3 microsteps: 16 rotation_distance: 34.406 # use 23.809 as a base before calibration for a 2s nozzle_diameter: 0.400 filament_diameter: 1.750 heater_pin: PC3 sensor_type: EPCOS 100K B57560G104F sensor_pin: PC1 # tuned for stock hardware with 210 degree Celsius target control: pid pid_Kp: 29.056 pid_Ki: 1.628 pid_Kd: 129.664 min_temp: 0 max_temp: 250 [filament_switch_sensor filament_sensor] pause_on_runout: True switch_pin: PA4 [heater_bed] heater_pin: PA0 sensor_type: EPCOS 100K B57560G104F sensor_pin: PC0 # tuned for stock hardware with 60 degree Celsius target control: pid pid_Kp: 70.857 pid_Ki: 1.221 pid_Kd: 1028.316 min_temp: 0 max_temp: 110 [heater_fan hotend_fan] pin: PB0 heater: extruder heater_temp: 50.0 [fan] pin: PB1 [mcu] serial: /dev/ttyUSB0 restart_method: command [bed_screws] screw1: 32.5, 32.5 screw2: 32.5, 202.5 screw3: 202.5, 32.5 screw4: 202.5, 202.5 [printer] kinematics: cartesian max_velocity: 300 max_accel: 3000 max_z_velocity: 5 max_z_accel: 100 [static_digital_output display_reset] # the FSMC touchscreen isn't supported, so we'll just disable it pins: !PC6, !PD13 [include mainsail.cfg] Au plaisir de vous lire, durant la journée; je serais devant mon pc sur le forum à 18h-19h afin de facilité les échanges. à bientôt. -
print ("hello world") Que dit une calculatrice à une autre quand elles se disputent ? "Arrête de calculer tes problèmes !" Les calculatrices ne parlent pas