PrismaPrint3D
-
Compteur de contenus
8 -
Inscrit(e) le
-
Dernière visite
Récompenses de PrismaPrint3D
")



-
Geeetech A10M, amas de filament
PrismaPrint3D en réponse au topic de PrismaPrint3D dans Entraide : Questions/Réponses sur l'impression 3D
Salut, J'ai modifié la température refait une impression mais tu avais encore de la sous extrusion. Donc j'ai fait un produit en croix pour modifier le step/mm au niveau de l'extrudeur, j'avais une valeur de 935 steps/mm et j'ai relancé le même fichier. La j'ai bien eu le benchy, qui était tellement collé lorsque j'ai essayé de le décollé ça à arraché un petit morceau de la surface en plastique, mais à part la rétraction à régler, j'ai eu un beau benchy avec des dimensions correct. Je pense que la valeur de 935 steps/mm est énorme. Par contre il ne parle pas de ressort à régler sur le site de geeetech. Merci beaucoup pour ton aide @vap38 Et pour le plateau, j'ai commandé un plateau en verre microperforé plus qu'à tester. -
Geeetech A10M, amas de filament
PrismaPrint3D en réponse au topic de PrismaPrint3D dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J'ai ressayé un fichier gcode en pièce jointe. (PETG) La première couche RAS elle colle bien, j'ai du mal à l'enlever mais après j'ai plein de peluche. J'ai mesuré la distance de fil, j'ai pris une distance de 13,4cm j'ai demandé à l'extrudeur 10cm et après extrusion il me reste 9,3cm de fil. J'ai regardé les paramètres je suis à 395 steps/mm si j'augmente la valeur va être énorme. 3DBenchy_-_Multi-part_-_Complete_17_shells_-_3DBenchy.com_0.4nozzle_0,20mm_E0PETG_E1ABS_240C_A10M_3h55m.gcode -
Geeetech A10M, amas de filament
PrismaPrint3D en réponse au topic de PrismaPrint3D dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Je n'ai plus le fichier pour le benchy que j'avais. C'est dommage. Et j'ai perdu la carte SD fourni par geeetech avec le chien dessus. Je leur ai envoyé un mail pour leur demandé mais pour le moment aucune réponse. J'ai réglé le plateau et relancé un benchy. J'ai arrêté au vu de l'impression qui se déroulait mal. J'ai réglé le Z-Offset, mais vu l'impression je pense qu'il est trop bas ? Je pense que la GEEETECH A10M est une bonne machine, je ne sais pas juste l'utiliser. Je vais retourner sur mon ANET A8 mdr.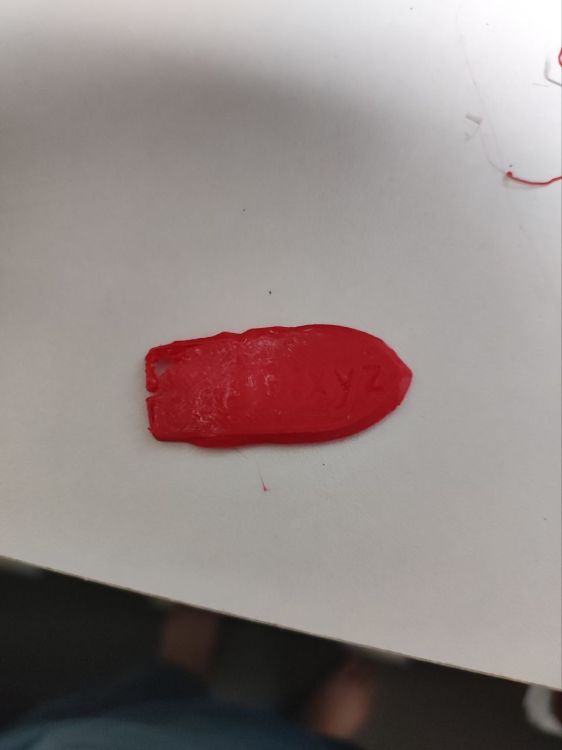

-
Geeetech A10M, amas de filament
PrismaPrint3D en réponse au topic de PrismaPrint3D dans Entraide : Questions/Réponses sur l'impression 3D
Bonsoir, J'ai réussi un benchy en photo avec plein de cheveux d'anges et un peu de sous extrusion par endroit. Sinon depuis rien, je galère avec cette imprimante. Comment vérifier le levier presseur de l'extrudeur ? a+


-
Geeetech A10M, amas de filament
PrismaPrint3D en réponse au topic de PrismaPrint3D dans Entraide : Questions/Réponses sur l'impression 3D
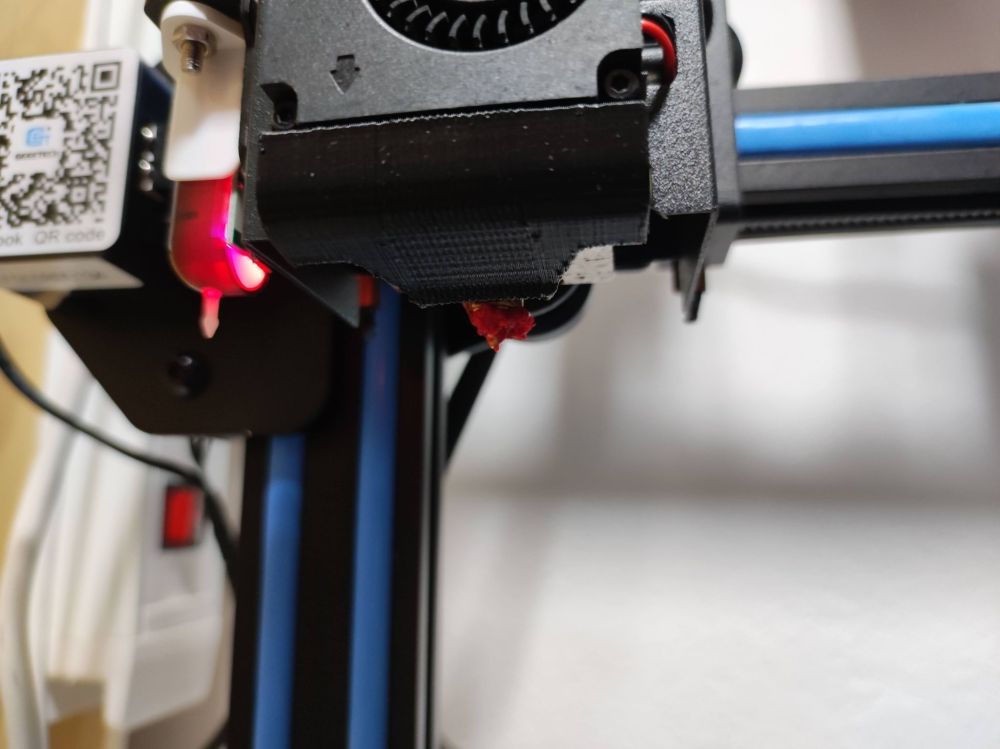
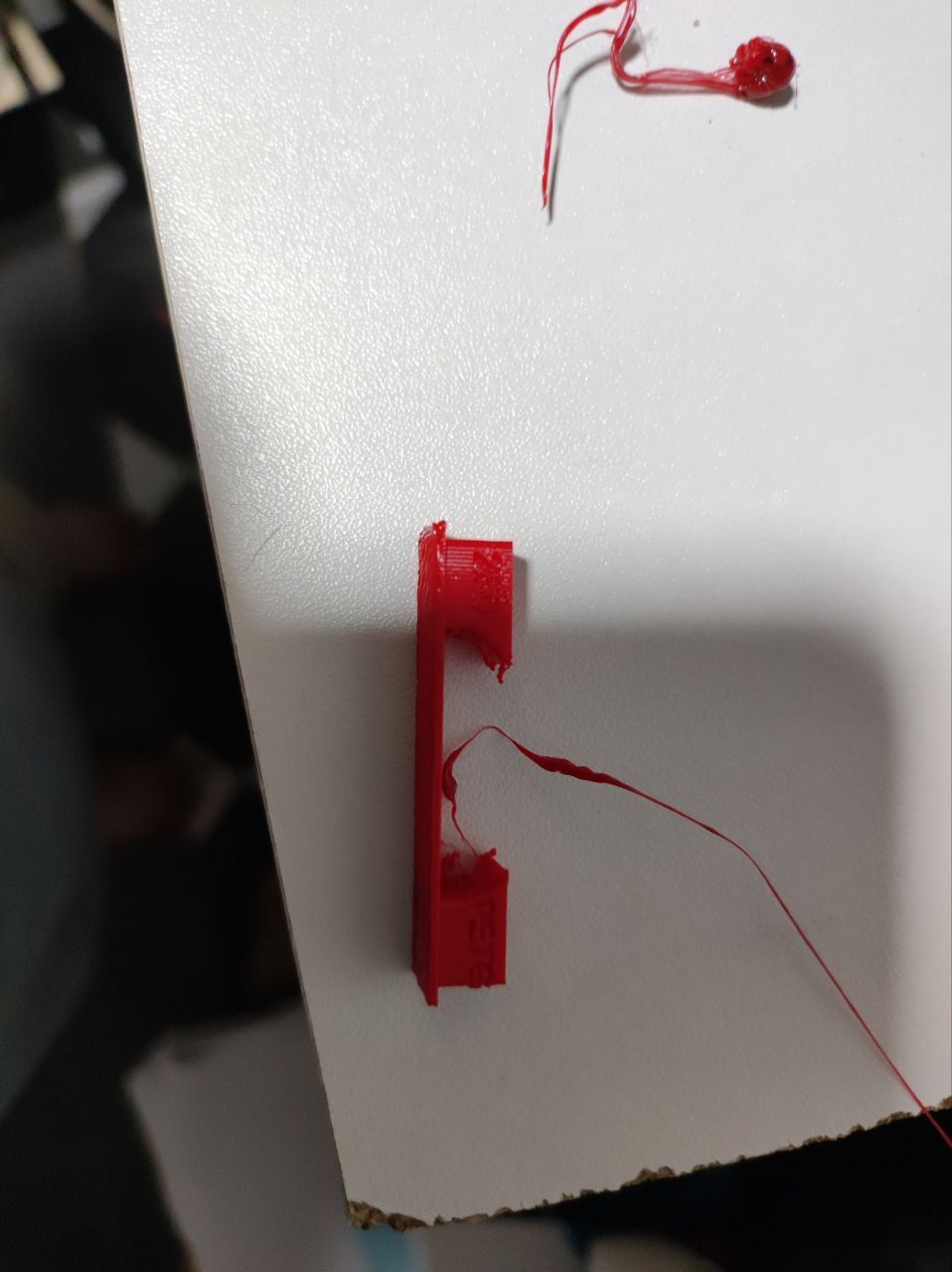
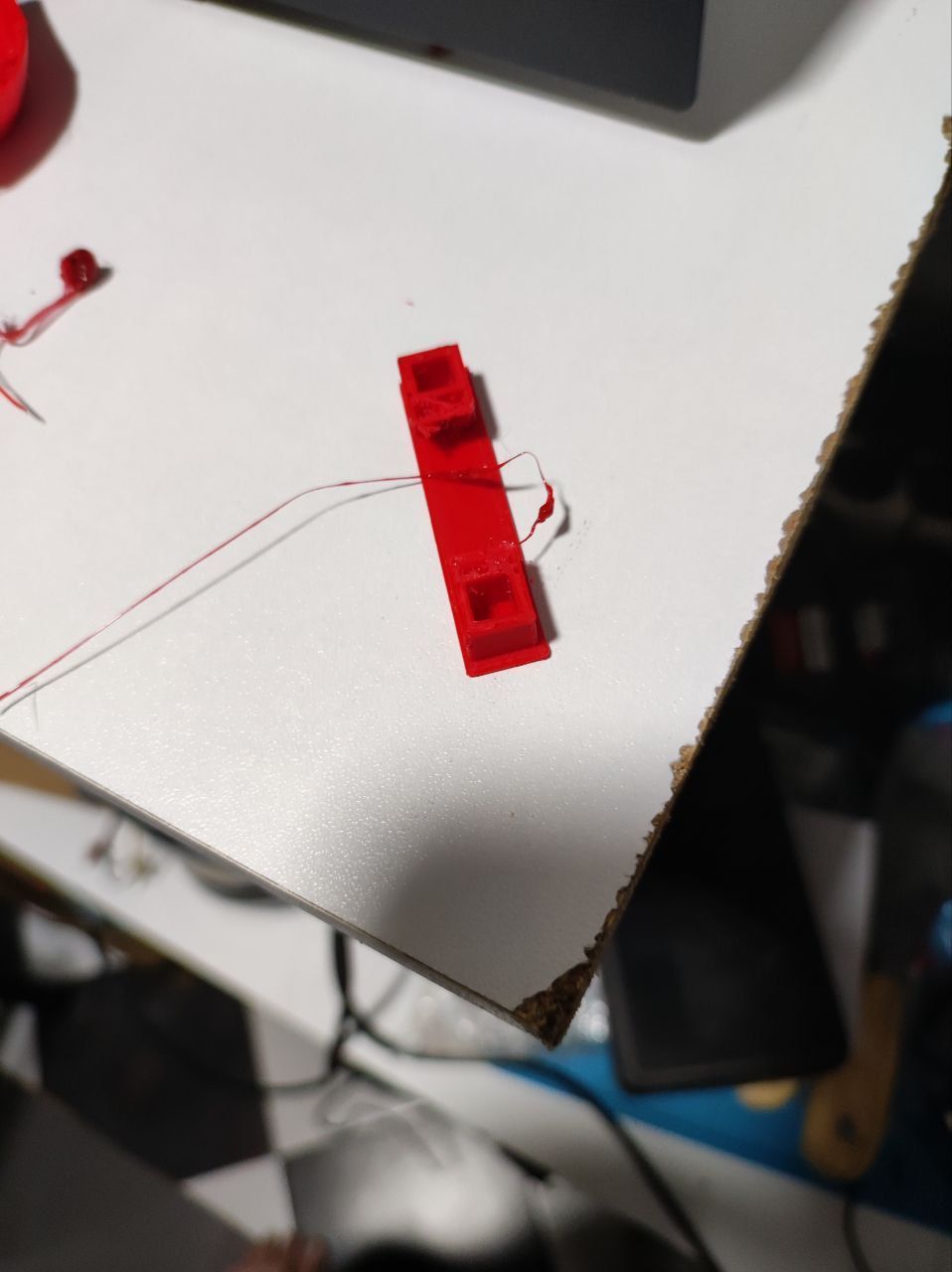
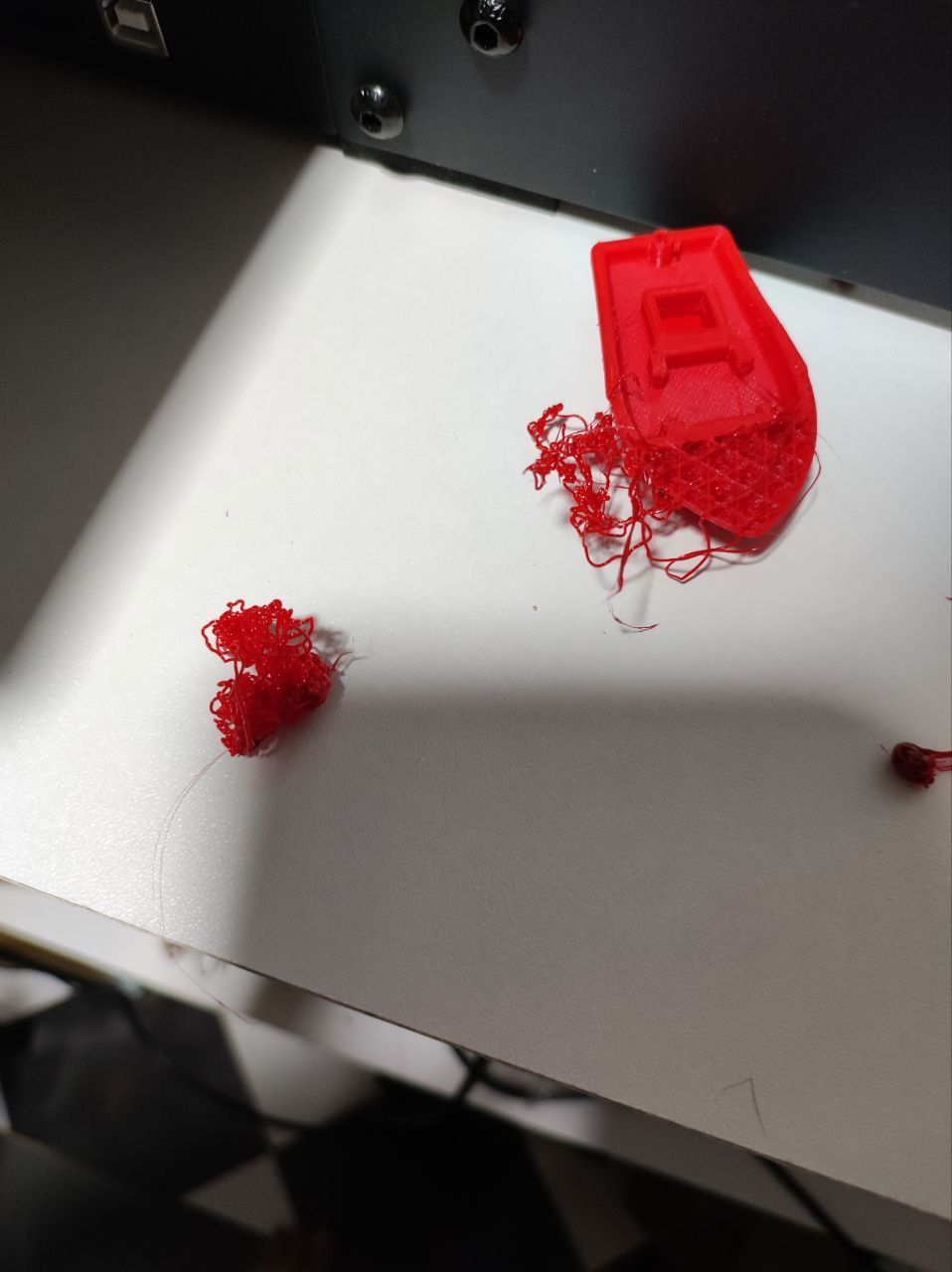
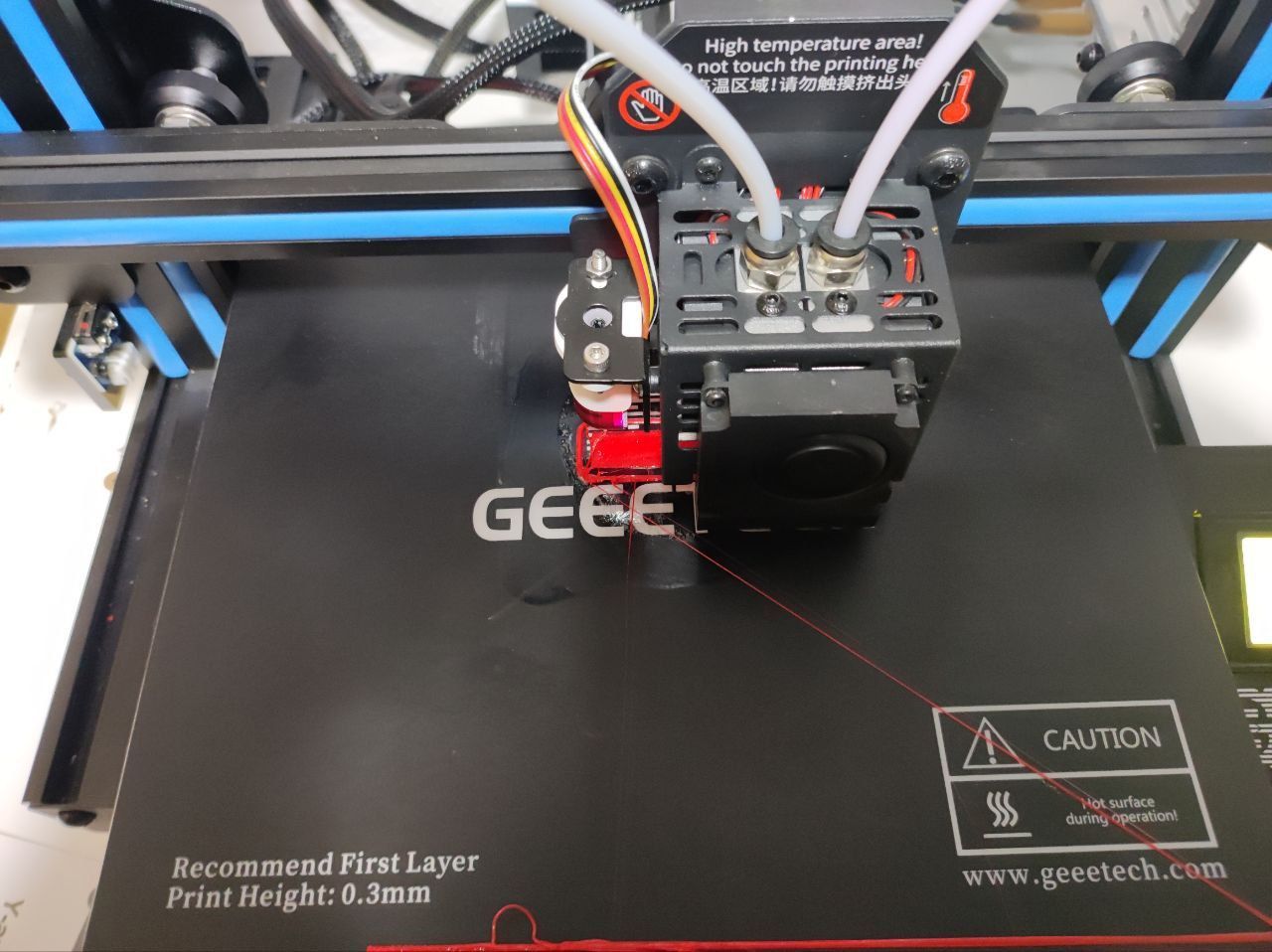
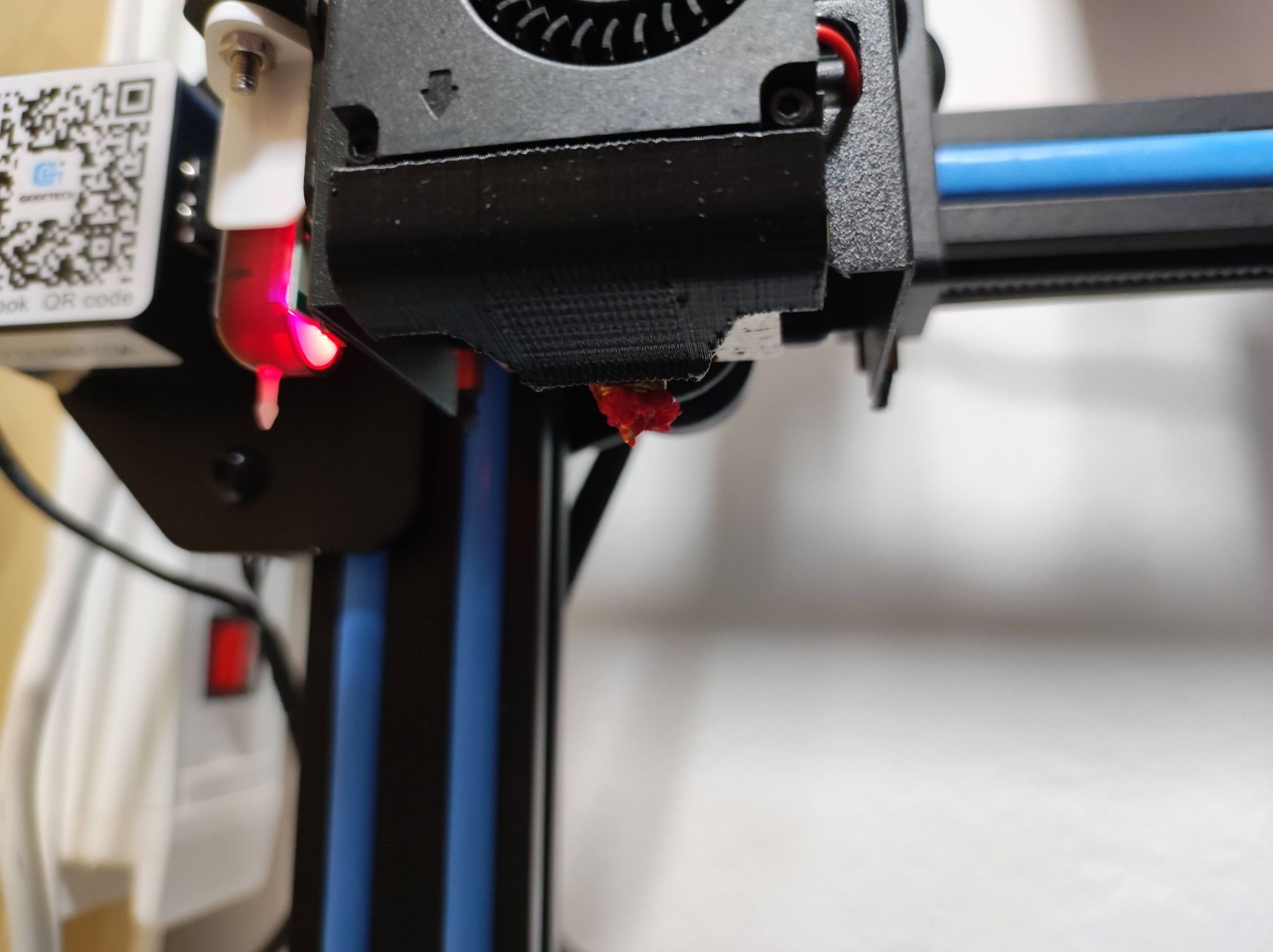
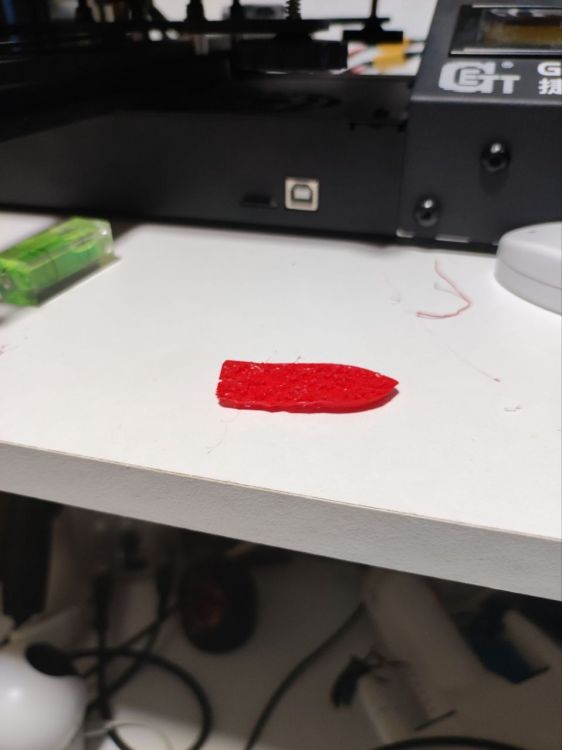
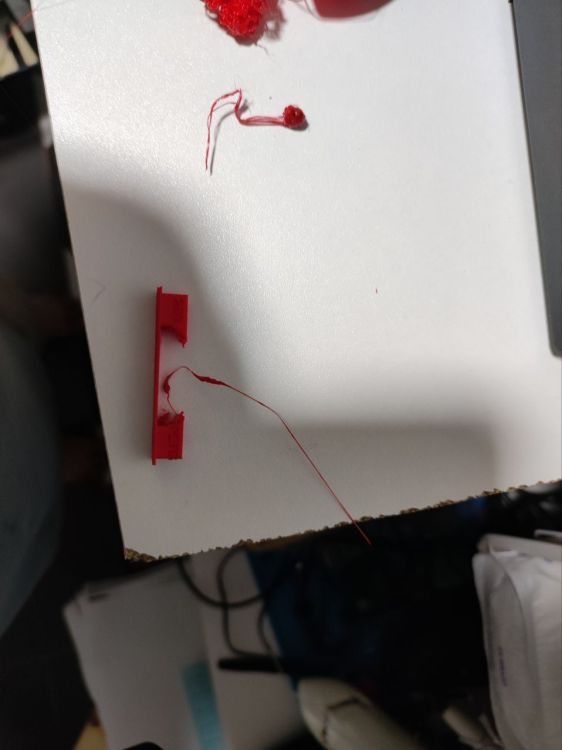
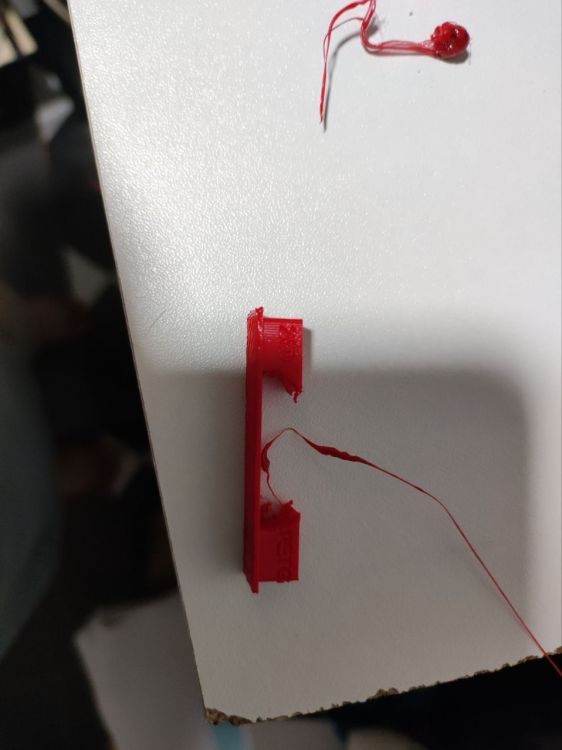
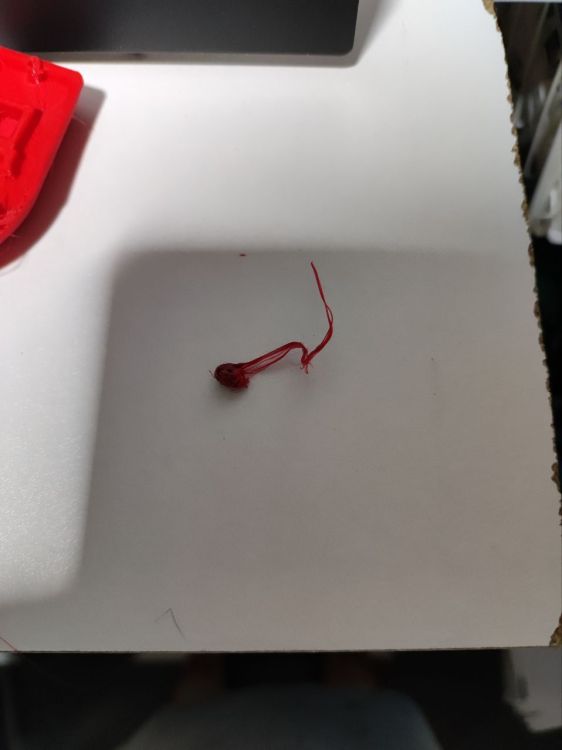
Bonjour, Merci pour ton aide. Je pense que j'avance mais les impressions du jours sont toujours un échec. J'ai tout nettoyé, puis mis du fil dans les deux (c'est vrai que j'avais commencé par un emplacement) et j'en ai extrudé, nickel, du blanc, du rouge et et un mélange de blanc-rouge. J'ai donc relancé ma tour de température mais là elle s'est arrachée. Je me demandé si c'était l'accroche ou l'amas qui se forme sous la buse. J'ai donc lancé un benchy avec beaucoup de laque forte. Et la au bout d'un moment il s'est arraché. Il y a toujours cette formation sur la buse et la tête d'impression d'un amas de filament. La qualité s'améliore on arrive à lire sur la tour de température mais impossible d'aller au bout, la buse va arracher à un moment tout ce qui est dessus à cause de l'amas. Je mets quelques photos de ces impression. @+

-
Geeetech A10M, amas de filament
PrismaPrint3D en réponse au topic de PrismaPrint3D dans Entraide : Questions/Réponses sur l'impression 3D
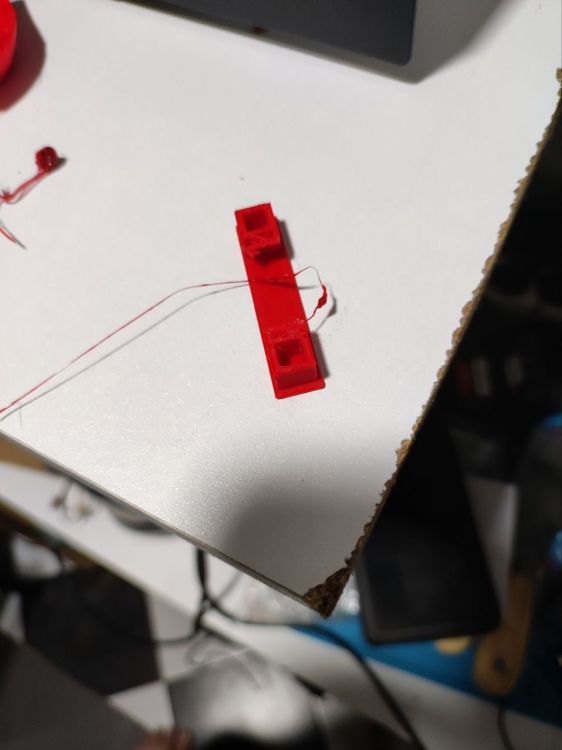
J'ai bien diminuée la rétractation à 3mm. J'ai relancé mais j'ai toujours cette amas de fil qui se forme sur la buse et qui après un certains temps arrache ce qui se trouve sur le plateau. Je mets de nouvelles photos.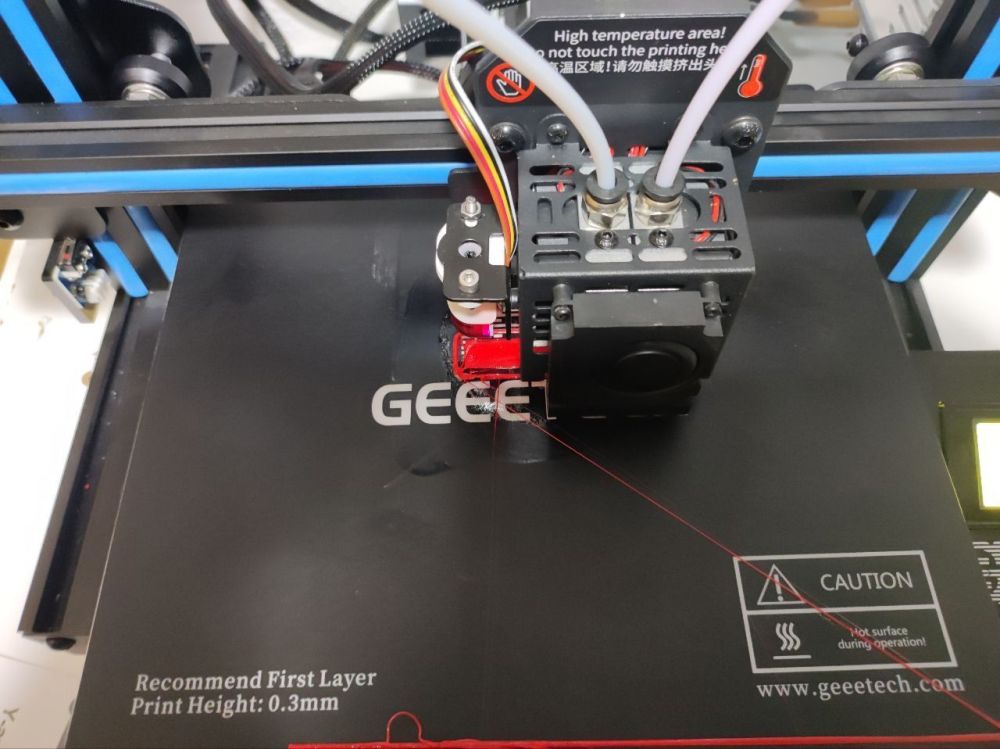




-
Geeetech A10M, amas de filament
PrismaPrint3D en réponse au topic de PrismaPrint3D dans Entraide : Questions/Réponses sur l'impression 3D
@vap38 C'est du PETG pas du PLA d'ou les 220°. Je vais diminuer la rétraction. -
Geeetech A10M, amas de filament
PrismaPrint3D a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
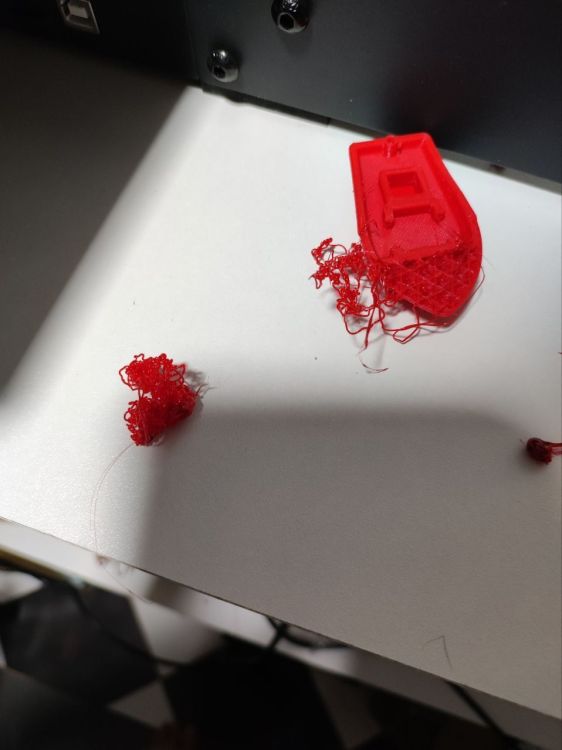
Bonjour à tous, J'ai acheté une geeetech A10M. J'essaye de la calibrer avec une tour de température mais impossible d'imprimer quelques choses de correct. Rapidement j'ai un amas qui se forme sur ma buse. et ça part en cacahuète. J'ai modifié la vitesse de retractation, la longueur de retraction (Je suis à 10mm pour une vitesse de 35mm/s). J'ai la première couche qui tiens bien au plateau et s'imprime bien mais rapidement la catastrophe arrive. Je vous mets en pièces jointe les photos de cette réalisation horrible. Et c'est seulement après 3 minutes d'impression. J'ai mis aussi le Gcode. J'utilise Cura. Avez vous une idée ? Merci à tous Untitled.gcode