@pascal_lb Oui ma mère m'a bien éducaillé (comme on dit par chez moi)
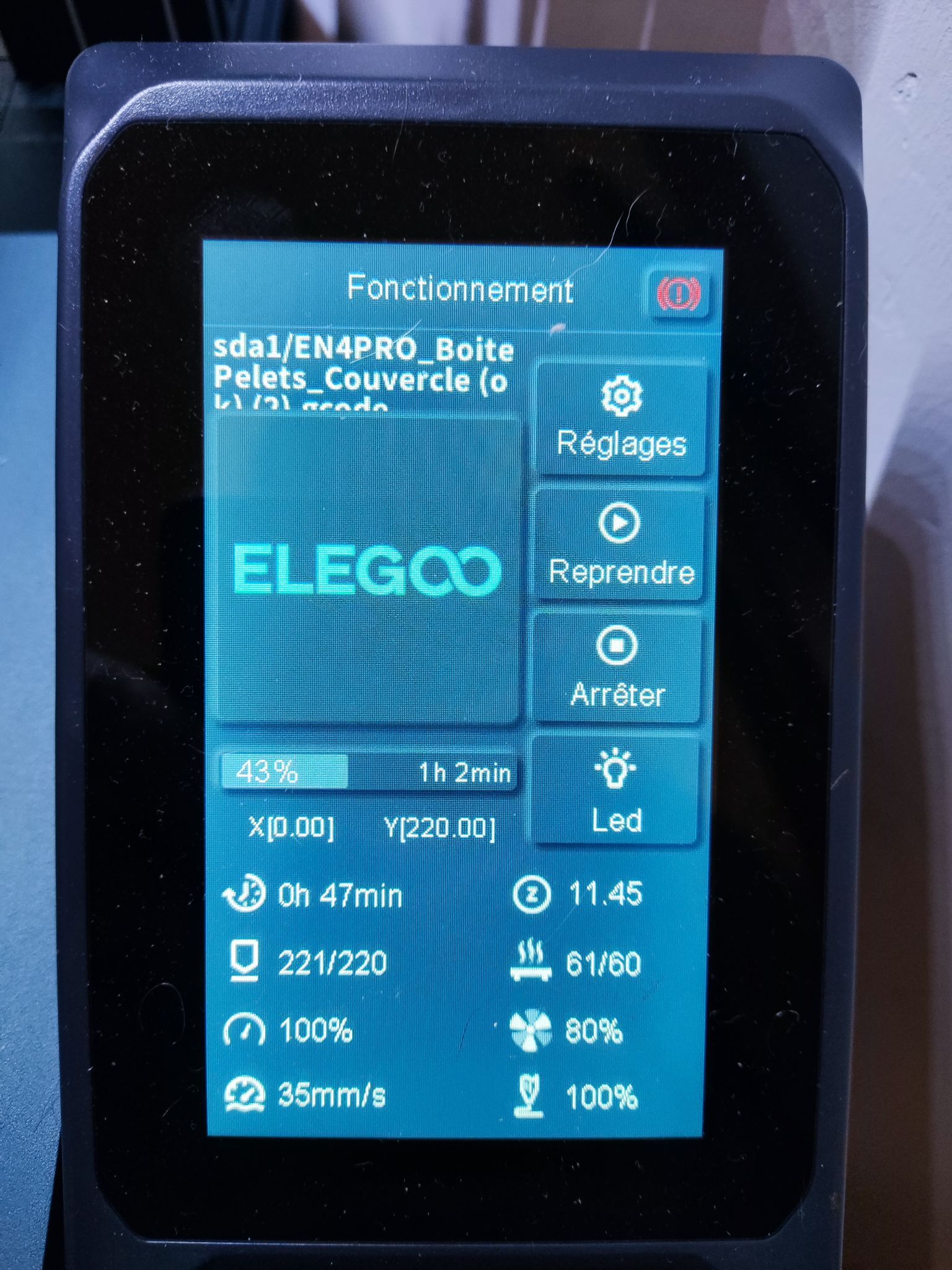
La ventil ne se mets pas en route lors de la (ou les ?) premières couches. Je laisse gérer la machine. (Je crois que c'est par l'intermédiaire du gcode d'ailleurs, donc Cura...)
@Mallozh le plateau se présente comme ... un plateau avec 4 grosses vis aux coins sous le plateau. Je ne sais pas comment vérifier s'il est ou non déformé.
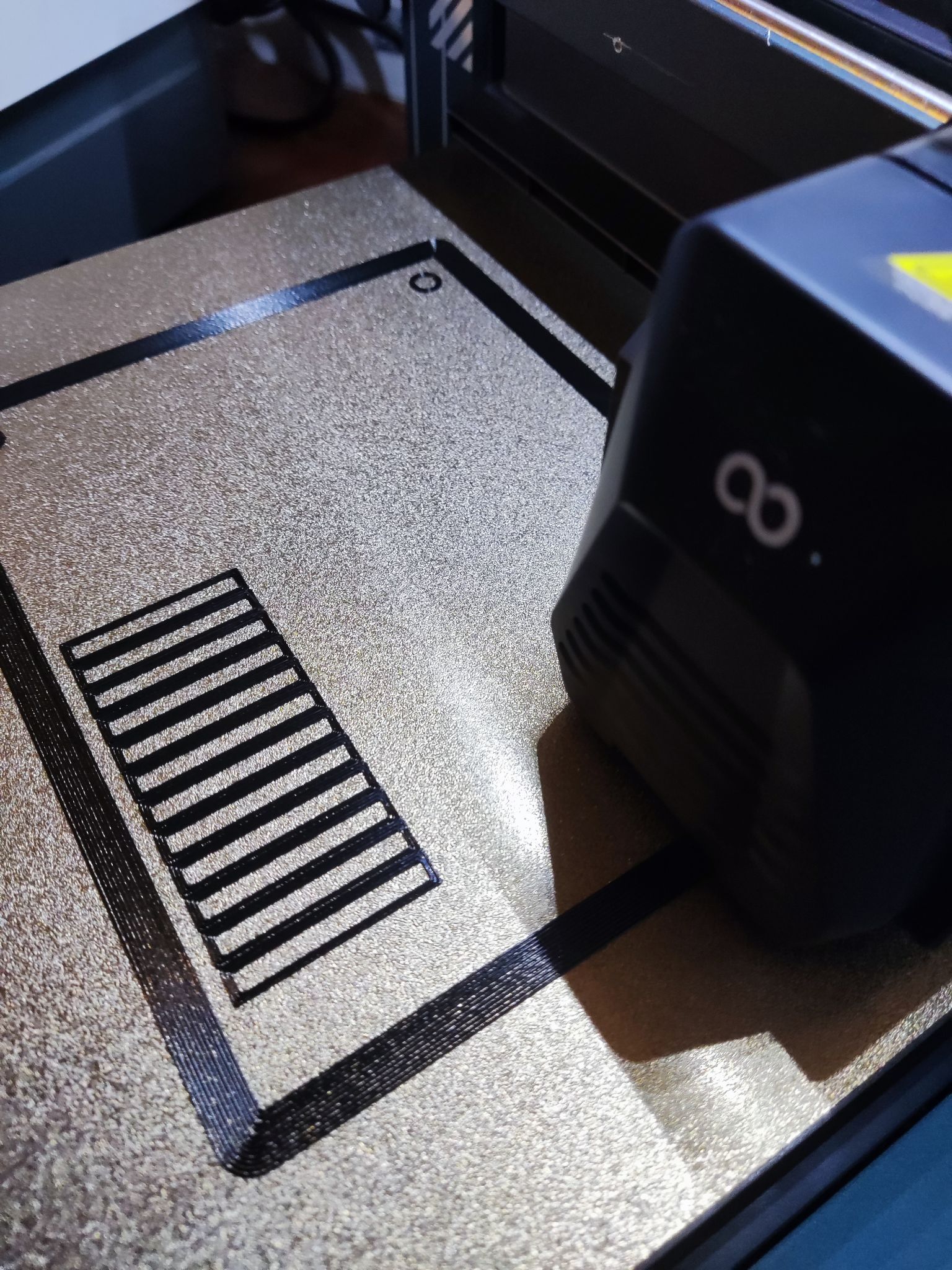
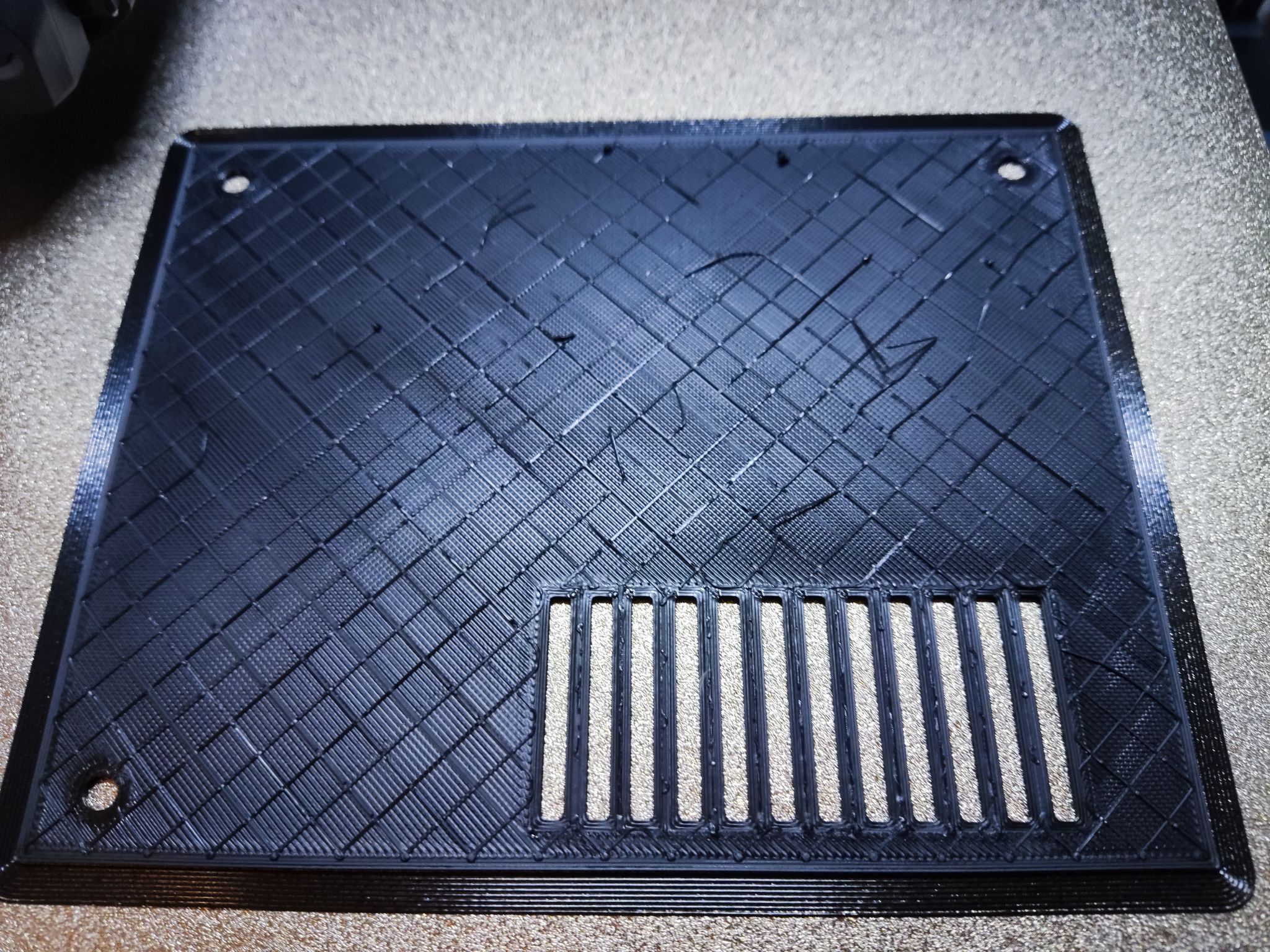
Mais j'ai l'impression que les petites pièces comme le Benchy qui se trouve +/- dans le centre, ça s'imprime bien, mais les grandes pièces comme mon couvercle de boite ou encore l'entonnoir téléchargé sur Thing bah ça ne va plus.
La différence entre ces deux pièces : L'entonnoir ça déconne plutôt dans le haut, mon couvercle plutôt vers le bas (sur les ouvertures pour l'aération d'une alimentation)
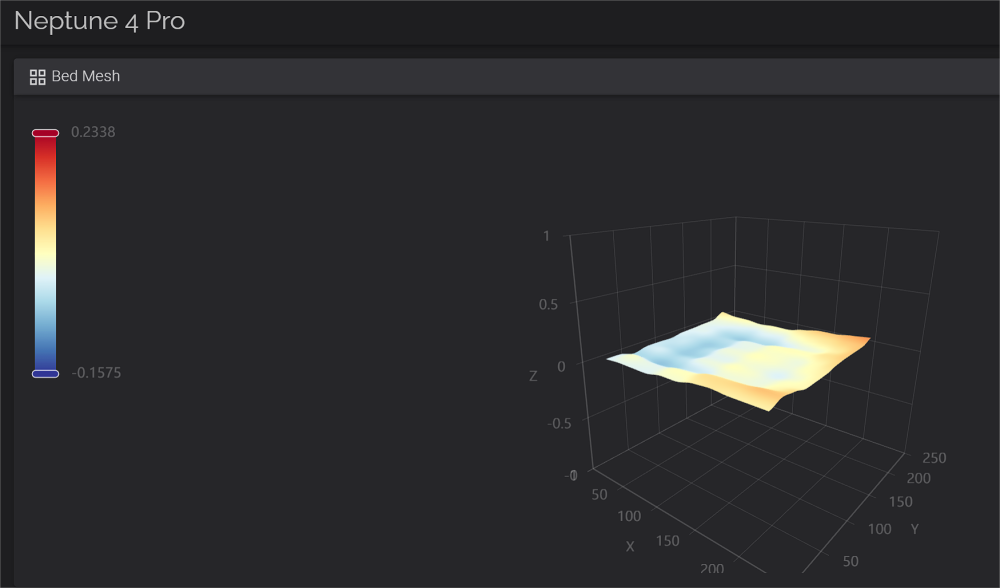
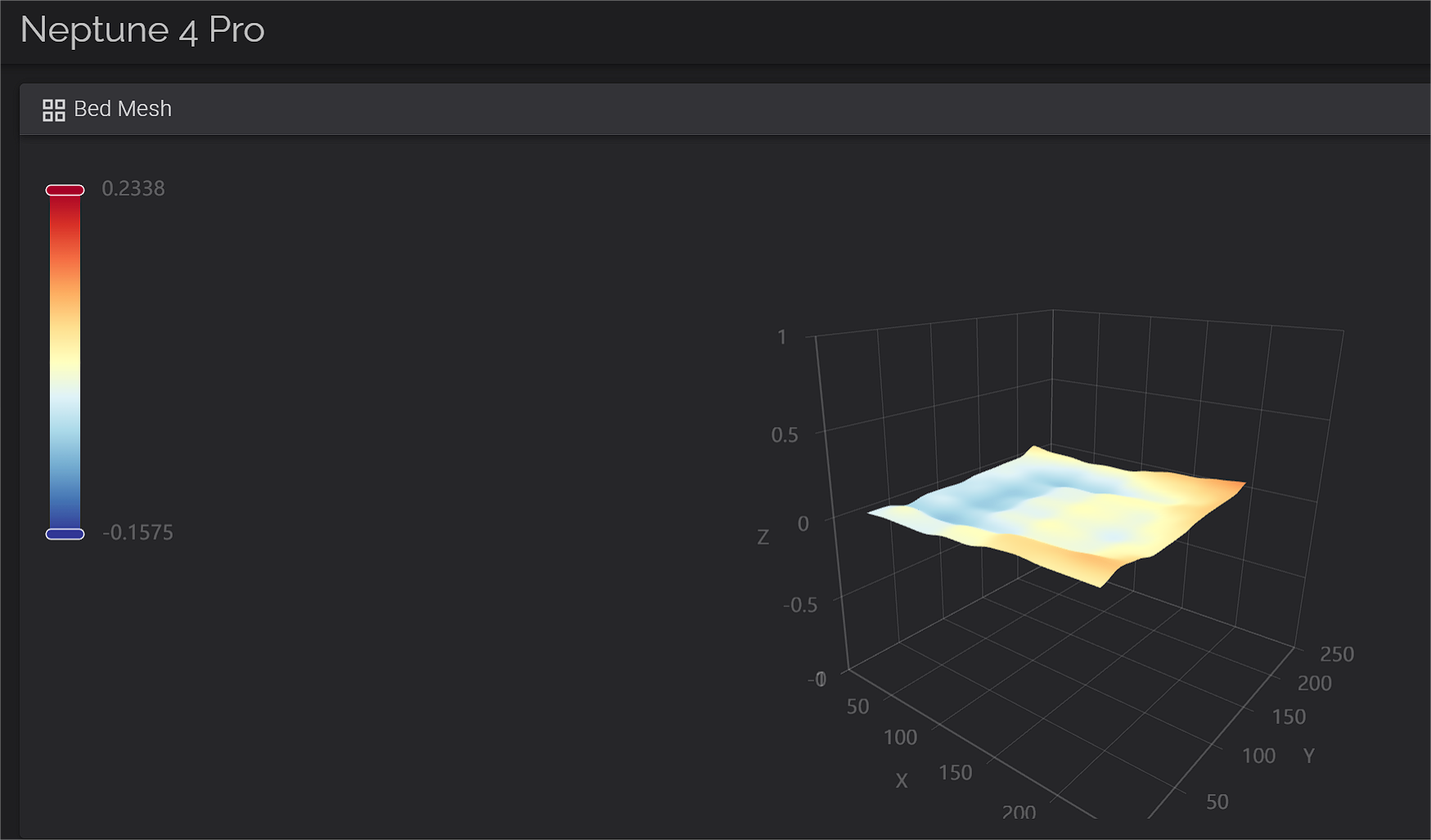
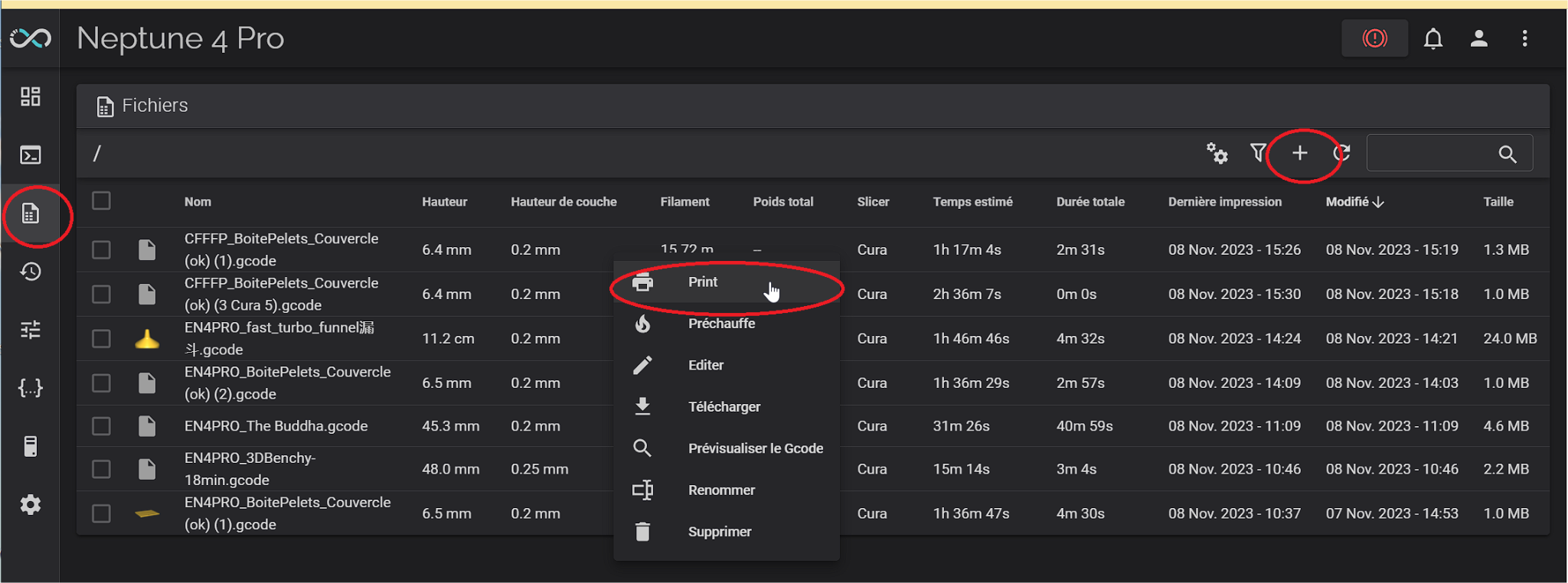
ça c'est le vue disponible dans kipper
et ça le contenu de mon fichier "printer.cfg"
# This file contains common pin mappings for ELEGOO
# boards. To use this config, the firmware should be compiled for the
# stm32f407. When running "make menuconfig", select the 48KiB
# bootloader, and enable "Serial for communication" and select the "on USART1 PA10/PA9"
# See docs/Config_Reference.md for a description of parameters.
[include plr.cfg]
[mcu]
# The hardware use USART1 PA10/PA9 connect to RK3328
serial: /dev/ttyS0
restart_method: command
[stepper_x]
step_pin:PC14
dir_pin:PC13
enable_pin:!PC15
microsteps: 16
rotation_distance: 40
full_steps_per_rotation:200 #set to 400 for 0.9 degree stepper
endstop_pin:PC0
position_min: -8
position_endstop:-8
position_max: 235
homing_speed:50
homing_retract_dist:5
homing_positive_dir:false
step_pulse_duration:0.000002
[stepper_y]
step_pin:PB4
dir_pin:PB3
enable_pin:!PB5
microsteps:16
rotation_distance: 40
full_steps_per_rotation:200 #set to 400 for 0.9 degree stepper
endstop_pin:PB8
position_min: 0
position_endstop:0
position_max:235
homing_speed:50
homing_retract_dist:5
homing_positive_dir:false
step_pulse_duration:0.000002
[stepper_z]
step_pin:PC10
dir_pin:!PA15
enable_pin: !PC11
microsteps: 16
rotation_distance: 8
full_steps_per_rotation: 200
endstop_pin:probe:z_virtual_endstop ## PB12 for Z-max; endstop have'!' is NO
## Z-position of nozzle (in mm) to z-endstop trigger point relative to print surface (Z0)
## (+) value = endstop above Z0, (-) value = endstop below
## Increasing position_endstop brings nozzle closer to the bed
## After you run Z_ENDSTOP_CALIBRATE, position_endstop will be stored at the very end of your config
#position_endstop:-5
position_max: 268
position_min: -5
homing_speed: 8
second_homing_speed: 3
[extruder]
step_pin:PA5
dir_pin:!PA6
enable_pin:!PA4
microsteps:16
rotation_distance: 31.4 #Bondtech 5mm Drive Gears
gear_ratio: 52:10
full_steps_per_rotation: 200 #200 for 1.8 degree, 400 for 0.9 degree
nozzle_diameter: 0.400
filament_diameter: 1.750
min_temp: 0
max_temp: 330
heater_pin: PA7
sensor_type:NTC 100K MGB18-104F39050L32
sensor_pin: PA1
max_power: 1
control :pid
pid_kp : 26.213
pid_ki : 1.304
pid_kd : 131.721
pressure_advance: 0.022
pressure_advance_smooth_time: 0.05
instantaneous_corner_velocity: 10.000
max_extrude_only_distance: 150
max_extrude_only_velocity:5000
max_extrude_only_accel:2000
step_pulse_duration:0.000002
max_extrude_cross_section: 50
[verify_heater extruder]
max_error: 120
check_gain_time:120
hysteresis: 10
heating_gain: 2
[heater_bed]
heater_pin:PB10
sensor_type: NTC 100K MGB18-104F39050L32
sensor_pin: PA0
max_power: 1.0
control = watermark
min_temp: 0
max_temp: 200
[verify_heater heater_bed]
max_error: 120
check_gain_time:120
hysteresis: 10
heating_gain: 1
#fan for printed model FAN0
[fan]
pin: PC9
#fan for hotend FAN1
[heater_fan fan1]
pin: PA8
shutdown_speed: 1
[printer]
kinematics:cartesian
max_velocity: 500
max_accel: 5000
max_accel_to_decel: 4000
max_z_velocity: 20
max_z_accel: 200
square_corner_velocity: 5.0
[input_shaper]
shaper_freq_x: 66.66
shaper_freq_y: 42.05
shaper_type_x: mzv
shaper_type_y: ei
####################################################################
# Homing and Gantry Adjustment Routines
#####################################################################
[idle_timeout]
timeout: 36000
[safe_z_home]
home_xy_position: 141,98
speed: 100
z_hop: 10
z_hop_speed: 5
[gcode_macro G29]
gcode:
BED_MESH_CLEAR
G28
BED_MESH_CALIBRATE
G0 X117 Y126 Z5 F3000
G0 Z0 F300
#####################################################################
# Probe
#####################################################################
[probe]
pin:^PA11
x_offset: -24.25
y_offset: 20.45
z_offset: 0.0
speed: 10.0
samples: 2
samples_result: median
sample_retract_dist: 3.0
samples_tolerance: 0.1
samples_tolerance_retries: 1
[bed_mesh]
speed:120
horizontal_move_z:10
mesh_min:10,21
mesh_max:210,211
probe_count:11,11
algorithm:bicubic
bicubic_tension:0.2
mesh_pps: 4, 4
fade_start: 1.0
fade_end: 10.0
#####################################################################
# LED Control
#####################################################################
[output_pin caselight]
pin: PB7
pwm: false
shutdown_value:0
value:0.0
[output_pin caselight1]
pin: PC7
pwm: false
shutdown_value:0
value:0.0
[gcode_macro FLASHLIGHT_ON]
description: Turn on Hotend LEDs
gcode:
SET_PIN PIN=caselight VALUE=1
[gcode_macro FLASHLIGHT_OFF]
description: Turn off Hotend LEDs
gcode:
SET_PIN PIN=caselight VALUE=0
[gcode_macro MODLELIGHT_ON]
description: Turn on Logo LEDs
gcode:
SET_PIN PIN=caselight1 VALUE=1
[gcode_macro MODLELIGHT_OFF]
description: Turn off Logo LEDs
gcode:
SET_PIN PIN=caselight1 VALUE=0
[filament_switch_sensor fila]
pause_on_runout: True
runout_gcode:
SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1
event_delay: 3.0
pause_delay: 0.5
switch_pin: PA12
########################################
# TMC UART configuration
########################################
[tmc2209 stepper_x]
uart_pin: PB9
run_current: 1.2
hold_current: 0.8
interpolate: True
stealthchop_threshold:99999
[tmc2209 stepper_y]
uart_pin: PD2
run_current: 1.2
hold_current: 0.8
interpolate: True
stealthchop_threshold:99999
[tmc2209 stepper_z]
uart_pin: PC5
run_current: 0.8
hold_current: 0.8
interpolate: True
stealthchop_threshold: 120
[tmc2209 extruder]
uart_pin: PC4
run_current: 0.9
hold_current: 0.5
interpolate: True
stealthchop_threshold: 400
[mcu rpi]
serial: /tmp/klipper_host_mcu
[adxl345]
cs_pin: rpi:None
spi_bus: spidev0.2
[resonance_tester]
accel_chip: adxl345
probe_points:
100, 100, 20 # an example
[force_move]
enable_force_move : true
[virtual_sdcard]
path: ~/gcode_files
[gcode_macro PRINT_START]
gcode:
SAVE_VARIABLE VARIABLE=was_interrupted VALUE=True
G92 E0
BED_MESH_CLEAR
G90
BED_MESH_PROFILE LOAD=default
CLEAR_PAUSE
M117 Printing
[gcode_macro PRINT_END]
gcode:
SAVE_VARIABLE VARIABLE=was_interrupted VALUE=False
RUN_SHELL_COMMAND CMD=clear_plr
clear_last_file
{% set RUN_VELOCITY = printer.configfile.settings['printer'].max_velocity|float %}
{% set RUN_ACCEL = printer.configfile.settings['printer'].max_accel|float %}
{% set RUN_DECEL = printer.configfile.settings['printer'].max_accel_to_decel|float %}
SET_VELOCITY_LIMIT VELOCITY={RUN_VELOCITY} ACCEL={RUN_ACCEL} ACCEL_TO_DECEL={RUN_DECEL}
[pause_resume]
[gcode_macro CANCEL_PRINT]
rename_existing: BASE_CANCEL_PRINT
gcode:
PRINT_END
SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout}
SDCARD_RESET_FILE
M400 ; wait for buffer to clear
G92 E0 ; zero the extruder
G1 E-10.0 F1200 ; retract filament
G91 ; relative positioning
TURN_OFF_HEATERS
M107 ; turn off fan
G1 Z2 F3000 ; move nozzle up 2mm
G90 ; absolute positioning
G0 X0 Y225 F3600 ; park nozzle at rear
M84
[gcode_macro PAUSE]
rename_existing: BASE_PAUSE
gcode:
M400
{% set z = params.Z|default(10)|int %}
{% set e = params.E|default(2.5) %}
SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE={z}
SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=etemp VALUE={printer['extruder'].target}
SAVE_GCODE_STATE NAME=PAUSE
M25
{% if (printer.gcode_move.position.z + z) < printer.toolhead.axis_maximum.z %}
G91
M83
G1 E-{e} F2100
G1 Z{z} F900
{% else %}
SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE=0
{% endif %}
SAVE_GCODE_STATE NAME=PAUSEPARK
G90
G1 X0 Y220 F6000
G1 E{e} F2100
SET_IDLE_TIMEOUT TIMEOUT=86400
[gcode_macro RESUME]
rename_existing: BASE_RESUME
variable_zhop: 0
variable_etemp: 0
gcode:
{% set e = params.E|default(2.5)|int %}
SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout}
G91
M83
G1 E-{e} F900
RESTORE_GCODE_STATE NAME=PAUSEPARK MOVE=1 MOVE_SPEED=100
{% if printer[printer.toolhead.extruder].temperature >= printer.configfile.settings.extruder.min_extrude_temp %}
G1 Z{zhop * -1} F900
G1 E{e+0.5} F900
{% else %}
G1 Z{zhop * -1} F900
{% endif %}
M400
RESTORE_GCODE_STATE NAME=PAUSE MOVE=1 MOVE_SPEED=60
M24
[gcode_macro M109]
rename_existing: M99109
gcode:
#Parameters
{% set s = params.S|float %}
M104 {% for p in params %}{'%s%s' % (p, params[p])}{% endfor %}
{% if s != 0 %}
TEMPERATURE_WAIT SENSOR=extruder MINIMUM={s-4} MAXIMUM={s+20}
{% endif %}
[display_status]
[gcode_macro M84]
rename_existing:M84.1
gcode:
SET_STEPPER_ENABLE STEPPER=stepper_x enable=0
SET_STEPPER_ENABLE STEPPER=stepper_y enable=0
SET_STEPPER_ENABLE STEPPER=stepper_z enable=0
SET_STEPPER_ENABLE STEPPER=extruder enable=0
SET_KINEMATIC_POSITION
[delayed_gcode KINEMATIC_POSITION]
initial_duration:0.2
gcode:
SET_KINEMATIC_POSITION X=110
SET_KINEMATIC_POSITION Y=110
SET_KINEMATIC_POSITION Z=0
[gcode_macro M205]
description: Sets square corner velocity.
Usage: M205 [X<velocity>] [Y<velocity>]
gcode:
{% if 'X' in params or 'Y' in params %}
SET_VELOCITY_LIMIT SQUARE_CORNER_VELOCITY="{
(params.X|default(0)|float, params.Y|default(0)|float)|min}"
{% else %}
SET_VELOCITY_LIMIT
{% endif %}
[gcode_macro M203]
description: Sets maximum velocity.
Usage: M203 [X<velocity>] [Y<velocity>]
gcode:
{% if 'X' in params or 'Y' in params %}
{% set velocity = (params.X|default(params.Y)|float,
params.Y|default(params.X)|float)|min %}
SET_VELOCITY_LIMIT VELOCITY="{velocity}"
{% else %}
SET_VELOCITY_LIMIT
{% endif %}
[gcode_arcs]
####################################################################
# 分区加热相关配置
#####################################################################
[heater_generic heater_bed1]
gcode_id:M105
#使用M105查询温度时使用的ID。
#必须提供此参数。
heater_pin:PC8
max_power:1.0
sensor_type: NTC 100K MGB18-104F39050L32
sensor_pin:PC2
control = watermark
#control = pid
#pid_Kp = 70.591
#pid_Ki = 1.055
#pid_Kd = 1180.632
min_temp:0
max_temp:200
[verify_heater heater_bed1] # 加热块温度容差配置
max_error: 600 # 最大误差
check_gain_time:120 # 容差时间
hysteresis: 10 # 容差温度
heating_gain: 1 # 加热增益
[gcode_macro M191]
gcode:
{% set s = params.S|float %}
{% if params.S is defined %}
SET_HEATER_TEMPERATURE HEATER=heater_bed TARGET={params.S|int}
SET_HEATER_TEMPERATURE HEATER=heater_bed1 TARGET={params.S|int}
TEMPERATURE_WAIT SENSOR=heater_bed MINIMUM={s-4} MAXIMUM={s+10}
{% endif %}
[gcode_macro M190]
rename_existing: M99190
gcode:
{% set s = params.S|float %}
{% if params.S is defined %}
SET_HEATER_TEMPERATURE HEATER=heater_bed TARGET={params.S|int}
SET_HEATER_TEMPERATURE HEATER=heater_bed1 TARGET={params.S|int}
TEMPERATURE_WAIT SENSOR=heater_bed MINIMUM={s-4} MAXIMUM={s+10}
{% endif %}
[gcode_macro M140]
rename_existing: M99140
gcode:
{% set s = params.S|float %}
{% if params.S is defined %}
SET_HEATER_TEMPERATURE HEATER=heater_bed TARGET={params.S|int}
SET_HEATER_TEMPERATURE HEATER=heater_bed1 TARGET={params.S|int}
{% endif %}
[gcode_macro M141]
gcode:
{% set s = params.S|float %}
{% if params.S is defined %}
SET_HEATER_TEMPERATURE HEATER=heater_bed1 TARGET={params.S|int}
{% endif %}
###########################分区加热---END---#########################################
#*# <---------------------- SAVE_CONFIG ---------------------->
#*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated.
#*#
#*# [bed_mesh default]
#*# version = 1
#*# points =
#*# -0.002500, 0.006250, 0.003750, 0.001250, 0.026250, 0.026250, 0.057500, 0.067500, 0.056250, 0.055000, 0.053750
#*# -0.005000, 0.030000, 0.011250, 0.006250, 0.035000, 0.038750, 0.073750, 0.078750, 0.086250, 0.100000, 0.095000
#*# -0.040000, -0.037500, -0.057500, -0.045000, -0.021250, -0.011250, 0.018750, 0.021250, 0.021250, 0.048750, 0.077500
#*# -0.015000, -0.006250, -0.033750, -0.021250, 0.012500, 0.017500, 0.037500, 0.028750, 0.013750, 0.037500, 0.045000
#*# -0.015000, -0.027500, -0.050000, -0.041250, 0.002500, 0.005000, 0.026250, 0.020000, -0.002500, 0.023750, 0.050000
#*# -0.020000, -0.015000, -0.046250, -0.028750, 0.016250, 0.021250, 0.038750, 0.031250, 0.017500, 0.038750, 0.057500
#*# -0.001250, -0.018750, -0.048750, -0.040000, 0.003750, 0.012500, 0.032500, 0.030000, 0.017500, 0.045000, 0.080000
#*# 0.002500, 0.003750, -0.030000, -0.026250, 0.007500, 0.008750, 0.036250, 0.040000, 0.040000, 0.070000, 0.090000
#*# 0.010000, -0.002500, -0.036250, -0.051250, -0.035000, -0.036250, -0.007500, 0.012500, 0.023750, 0.057500, 0.093750
#*# 0.015000, 0.013750, 0.000000, -0.015000, 0.001250, -0.003750, 0.030000, 0.048750, 0.066250, 0.086250, 0.098750
#*# 0.068750, 0.047500, 0.045000, 0.030000, 0.041250, 0.040000, 0.070000, 0.095000, 0.097500, 0.117500, 0.133750
#*# tension = 0.2
#*# min_x = 10.0
#*# algo = bicubic
#*# y_count = 11
#*# mesh_y_pps = 4
#*# min_y = 21.0
#*# x_count = 11
#*# max_y = 211.0
#*# mesh_x_pps = 4
#*# max_x = 210.0




")