


Yam71
-
Compteur de contenus
17 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Yam71
-
Les périmètres ( dans prusaslicer) ou murs ( dans cura ) c'est ceci: "Lors de l'impression 3D, le nombre de murs se réfère au nombre de couches extérieures ou coquilles qui sont imprimées autour de la pièce" Plus tu mets un nombre important plus la pièces est rigide.
-
Salut Désolé peux être une question bête, mais tu imprimes avec combien de périmètre ?
-
Temps d'impression me semble bien long
Yam71 en réponse au topic de Steed66 dans Entraide : Questions/Réponses sur l'impression 3D
ok, donc pour exemple moi en 0.2 et 15% dans prusasclier, je suis un peu en dessous des 10h d'impression avec une neptune 4 pro, après je vois que pour les parois tu n'es pas en 250 mm/s moi je dois être sur 200 mm/s -
Temps d'impression me semble bien long
Yam71 en réponse au topic de Steed66 dans Entraide : Questions/Réponses sur l'impression 3D
Salut, Alors il y beaucoup de paramètres que tu ne donnes pas, notamment dans quel sens tu veux l'imprimer, la hauteur de couche. Si c'était moi je ne chercherai pas à l'imprimer en un seul bloc pour avoir une bonne qualité, la seule face satisfaisante pour être en contact avec le plateau est celle avec les ouvertures ronde, mais à cause de la "grille" à l'arrière ça devient pas terrible, bref je me demande bien comment tu veux faire du coup. -
Problème Warping en Impression PLA
Yam71 en réponse au topic de Naehu dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, La solution qui a été le plus efficace pour moi sur ma vieille ender 3 est un plateau en verre,évidemment avec une hauteur buse/plateau impeccable, nettoyer à l'alcool avec un chiffon qui ne peluche pas. J'ai pu imprimer sans caisson dans mon garage avec courant d'air sans warping. Pour moi avant toute chose un test d'impression de calibration de 1ère couche est obligatoire afin de pouvoir affiner les réglages fait auparavant avec la feuille et avoir quelques choses de vraiment propre visuellement. En espérant que tu arrives à régler car moi ça m'a rendu fou un moment... Lien utile si jamais=>https://help.prusa3d.com/fr/article/calibration-de-la-premiere-couche-i3_112364 -
Difficultés d'impression PETG ender 3v2 Direct drive
Yam71 en réponse au topic de @hotpiaf dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, je suis d'accord avec @PPAC, la buse est peut être trop proche du plateau, les températures de buse/plateau sont bien supérieure pour l'impression PETG le calibrage de l'imprimante ne peut pas être identique a celui pour le PLA. Pour moi il faut tout refaire propre, faire un calibrage de la distance buse/plateau avec les températures du PETG, test d'impression 1ère couche, calibré l'extrudeur si nécessaire. -
Reproduire une pièces d'un appareil HS
Yam71 en réponse au topic de Yam71 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, Voici la pièces final en ABS imprimé sur une Neptune 4 pro en caisson fermé Creality, pour ceux que ça pourrait intéresser voici un petit retour d'expérience: j'ai eu quelques soucis d'adhérence que j'ai résolu avec le process suivant ( sur PEI ), application de colle en bâton ( celle fourni avec l'imprimante) sur plateau froid, en 2 couches successive appliqués dans un sens différent, pour imprimer une pièces supplémentaire je refais le process du départ. L'achat d'un dryer sunlu S2 à aussi aider mais je ne serais pas dire dans quelle mesure. J'ai insérer l'écrou en chauffant celui ci, pas de difficultés pour cette partie. Je pense que mécaniquement la pièces tiendra le coup car c'est vraiment solide par contre il n'y a pas de roulement sur cette petit machine et l'échauffement des pièces lors d'une mise en marche prolongée est assez importante ( l'axe de la lame est brulant). Je pense que dans l'avenir j'essayerai de l'imprimer en Nylon car le challenge me tente bien, certains type peux a priori résister à 135°c Merci pour vos retours et aides, c'est plaisant! Excellente journée PS: si j'y pense je reviendrai donner des nouvelles de la dite pièces : )


-
Reproduire une pièces d'un appareil HS
Yam71 en réponse au topic de Yam71 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour @Alchimiste_M Je l'ai justement insérer dans un trou plus petit en chauffant et c'est parfait, je ne vois pas ce que le collage apporterait de plus pour le moment! ( et je n'ai pas de colle epoxy^^) J'ai pu imprimer nickel hier en abs avec une bobine toute neuve sortie de son sachet, 1 jours après son déballage j'ai des soucis d'adhérence, je pense que c'est à cause de l'humidité qui est entrée dans la bobine pendant la nuit Édit: j'ai acheté le sunlu dryer S2, je vais attendre de le recevoir pour relancer ma pièce afin de voir si il y a vraiment une différence. -
Reproduire une pièces d'un appareil HS
Yam71 en réponse au topic de Yam71 dans Entraide : Questions/Réponses sur l'impression 3D
oui en effet j'ai vu cela hier et j'ai pas trouvé d'information précise sur la différence de solidité entre une pièce traitée et non traitée mais par logique ça devrait en effet renforcer la liaison -
Reproduire une pièces d'un appareil HS
Yam71 en réponse au topic de Yam71 dans Entraide : Questions/Réponses sur l'impression 3D
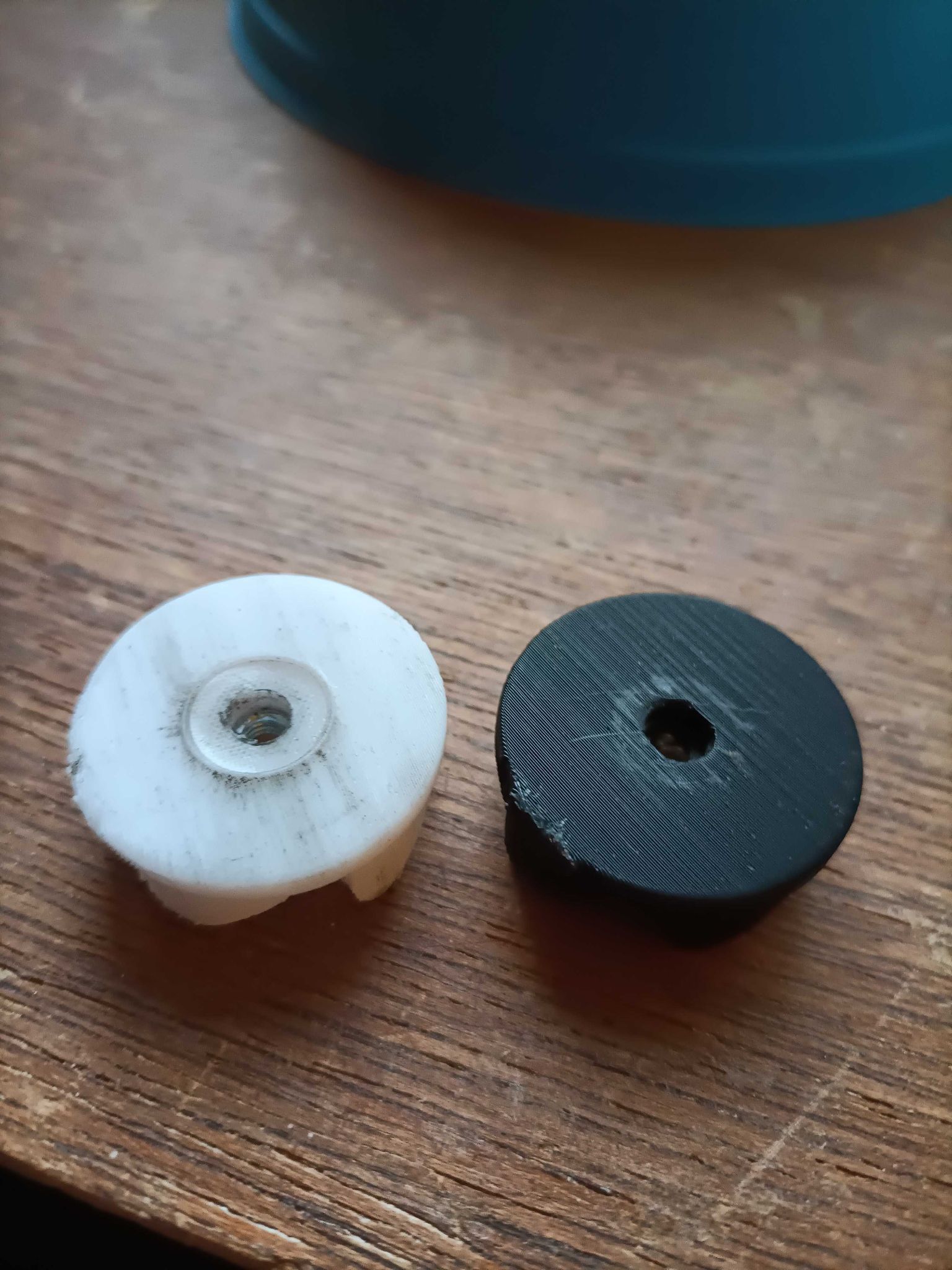
j'ai imprimé ma pièce en ABS sans aucune difficultés et je pense que c'est le bon filament, je n'avais pas pensé à la friction entre le joint et la pièces,le PETG ne résiste pas à la chaleur qui en résulte ( en noir l'ABS et en blanc le PETG utilisé chacun une fois sur la machine), l'ABS n'a pas bougé . Pour plus de solidité j'ai imprimé les pièces debout pour que la force exercé par le moteur sur les dents ne soit pas dans le sens des couches, j'ai insérer l'écrou en chauffant celui ci. Pour la pièce final je vais diminuer la hauteur des couches pour avoir une meilleure liaison inter-couche et augmenter un peu la température d'extrusion ce qui aura le même effet ! J'ai lu qu'on pouvait recuire aussi l'ABS, a voir... Ensuite la dernière question sera combien de temps la pièce va résister

-
Reproduire une pièces d'un appareil HS
Yam71 en réponse au topic de Yam71 dans Entraide : Questions/Réponses sur l'impression 3D
merci pour les idées, j'ai commandé quelques écrou carrés déjà ce qui va améliorer les choses et je pourrais ensuite évaluer la meilleur solution Juste pour commencer par la base, donc le filament, j'hésite à tester l'abs, j'ai le filament mais je n'ai jamais imprimé celui ci , ça pourrait être l'occasion -
Reproduire une pièces d'un appareil HS
Yam71 en réponse au topic de Yam71 dans Entraide : Questions/Réponses sur l'impression 3D
J'ai imprimé ma pièces en petg, la pièce en elle même est extrêmement solide, assez pour supporter l'effort mécanique sur les dents. N'ayant pas d'écrou M4 carré sous la main j'ai essayé avec un écrou normal, j'ai broyé des amandes et ça ne fonctionnera qu'une fois... La difficulté va se trouver au niveau de l'effort de l'écrou sur la pièce, même avec un écrou carré je ne suis pas certains que ça fonctionne bien longtemps, le logement de l'écrou va se déformer sous la contrainte, prendre du jeu et à nouveau la lame ne sera plus entraînée Je regarde du côté du filament nylon mais , ou comme le disais pat30, c'est peut être impossible avec une impression 3d d'avoir la solidité nécessaire.thumb.jpg.2a77f053a6cdba782d911d51220753c7.jpg)
-
Reproduire une pièces d'un appareil HS
Yam71 en réponse au topic de Yam71 dans Entraide : Questions/Réponses sur l'impression 3D
merci beaucoup pour vos retours, j'ai fait la pièce hier rapidement mais celle de cults à l'air bien aussi, merci pour la recherche car je n'y avais pas pensé mais j'étais aussi parti dans l'optique d'un petit challenge personnel sur la modélisation Je suis en train d'imprimer la mienne donc à suivre, je vous mets un GIF afin que vous puissiez comprendre comment fonctionne le tout !
-
Reproduire une pièces d'un appareil HS
Yam71 en réponse au topic de Yam71 dans Entraide : Questions/Réponses sur l'impression 3D
si j'arrive à quelques choses pas de soucis ! j'ai commencé la pièce, autre petit soucis dont je viens de m'apercevoir, comment être le plus précis possible pour centrer l'écrou -
Reproduire une pièces d'un appareil HS
Yam71 en réponse au topic de Yam71 dans Entraide : Questions/Réponses sur l'impression 3D
pour le coup j'ai ce qu'il faut, je peux aussi voir pour re-design ma pièces pour la rendre plus solide, ça va être intéressant ! -
Reproduire une pièces d'un appareil HS
Yam71 en réponse au topic de Yam71 dans Entraide : Questions/Réponses sur l'impression 3D
merci pour ce retour et les idées, oui c'est bien la pièce au centre en laiton, lorsqu'on la vis sur la partie filetée de la lame on arrive plus à serrer, la pièce continue de tourner à l'infini et donc l'hélice n'est plus entraîné, avec un écrou M4 sur la partie filetée de l'hélice ça fonctionne bien. Ok pour le petg, je viens juste d'apprendre à l'imprimer donc ça peu se tenter, l’accélération de cet engin est assez brutale donc ça fait un peu peur : ) J'ai cru comprendre que le nylon est le plus résistant mécaniquement mais je ne sais pas encore l'imprimer et je n'ai que PLA/PETG/ABS à disposition -
Reproduire une pièces d'un appareil HS
Yam71 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Le pas de vis de cette pièce est HS, il s'agit d'une pièce d'un petit broyeur a café électrique, les dents sont prises par une autre pièces en plastique relié au moteur, il y a donc beaucoup de contraintes mécaniques sur les petites dents. Ma question: est ce envisageable d'imprimer une pièce capable de supporter les contraintes mécaniques ou est-ce peine perdu ? J'ai une elegoo neptune 4 pro. Merci d'avance pour ceux qui me donneront leurs avis : )







.jpg.7d54ce34740e0b6b0734217532d9f25b.jpg)

