


LilYoda
-
Compteur de contenus
179 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par LilYoda
-

Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
LilYoda en réponse au topic de MrMagounet dans Artillery
Non, pas particulièrement dégradée. Mais sur les détails, ma SWX4+ n'a jamais été extraordinaire. Je n'ai jamais réussi à imprimer de petits détails. Mais pour le type de pièces que j'imprime (plutôt de la grosse pièce sans énormément de détails), je m'en accommode, je dirais. Je me posais juste la question en remarquant récemment ce jeu, pour voir si ça pouvait être une des causes du manque de précision sur les petits détails. J'ai regardé, au niveau de la sortie de la buse, ça se traduit par un mouvement d'environ 1mm le long de l'axe Y, ce qui me paraissait beaucoup. -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
LilYoda en réponse au topic de MrMagounet dans Artillery
J'ai démonté complètement le chariot, et je n'ai rien trouvé qui permettrait de régler le jeu. Pas de vis de réglage qui "serrerait" le système. Du coup, je l'ai remonté tel quel, et j'ai toujours le jeu. Mais ça ne me parait pas très propre, en effet... -
Merci du tuyau. Moi aussi sur la SW X4 j'avais 0.95 en flow avec le PETG. Mais les prints articulés avaient souvent les pièces qui se soudaient. Avec ce modèle, j'ai réduit le flow à 0.85, et du coup, les pièces articulées fonctionnent. Très surprenant!
-
Oui, sans doute. Je suppose qu'avec une Bambu et des filaments Bambu qui s'identifient en RFID c'est pas nécessaire, mais sur une Klipper open comme la U1, il faut en passer par là. Et pour les autres réglages? J'avoue que je n'ai pas capté dans les vidéos que j'ai vues ce qui est automatique.
-
Du coup, c'est quoi les calibrages qui restent à faire à la main par rapport à ceux gérés en auto par l'imprimante? tour de température? flow? max flowrate? Pressure advance?
-
Sidewinder X4 PLUS : pas de dépose de fil sur le plateau
LilYoda en réponse au topic de Clément_le_Bricoleur dans Artillery
Effectivement, l'ABS est plus difficile à imprimer. Je te conseille de commencer par du simple filament PLA, ou PLA+ Cela dit, je ne pense pas que ce soit le seul problème. Il y a un réglage à faire sur l'imprimante qui s'appelle le "Z-offset" Il faut régler la hauteur de la buse, avec une fine feuille de papier (généralement fournie avec l'imprimante, mais sinon une bête feuille A4 doit marcher) J'ai pas de guide détaillé, mais la chaine de Mitsu3D content pas mal d'infos. Commencer par les tutos les plus anciens: https://www.youtube.com/@mitsu3d/videos?view=0&sort=dd&shelf_id=2 -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
LilYoda en réponse au topic de MrMagounet dans Artillery
Dites, j'ai remarqué ce jeu sur le chariot de l'axe X. Est-ce normal? Ca me fait quand même un mouvement de près d'un millimètre au niveau de la buse -
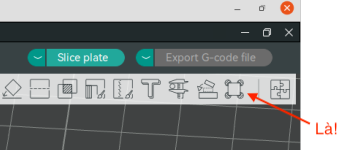
Il me semble que sur la dernière version d'orcaslicer, il y a directement un bouton pour ajouter des "brim ears", sans avoir à ajouter un objet spécifique
-
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
LilYoda en réponse au topic de MrMagounet dans Artillery
Oui c'est celle là Pareil, je ne vois rien pour régler la tension de celle-ci -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
LilYoda en réponse au topic de MrMagounet dans Artillery
OK j'ai beau chercher, je ne vois pas cette vis... Quelqu’un aurait-il une photo montrant où serait la vis de réglage de cette courroie? -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
LilYoda en réponse au topic de MrMagounet dans Artillery
Du coup je me pose une question: la courroie en haut de l'axe Z, qui relie les 2 moteurs du Z entre eux: il faut régler sa tension aussi ou pas? Et si oui, elle se règle comment? -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
LilYoda en réponse au topic de MrMagounet dans Artillery
Est-ce que tu pourrais poster ta macro M600 complète STP? -
Toi, il ne vont pas t'envoyer leur multi-filament à tester, je sens (si il sort un jour)
-
Il y a une option dans Orca pour que la jupe soit prolongée jusqu'en haut du modèle. Ca s'appelle "draft shield", je crois Peut être à essayer? (j'ai jamais fait moi même, donc si ça se trouve ça sert à rien)
-
Pour ceux hésitant encore, à 539€ avec l'AMS, Bambu solde la P1S: https://eu.store.bambulab.com/fr/products/p1s A dimensions égales, probablement plus intéressant que cette M1, finalement.
-
J'ai pris des triangle labs là: https://trianglelab.net/products/t-volcano-plated-copper-nozzle?VariantsId=10031 J'ai les meilleurs résultats avec celles là. J'ai aussi des hardened steel de chez Artillery, mais en fait, je n'en ai pas l'usage, car j'ai pas encore essayé de filaments avec fibres de carbone ou de verre
-
Rayé la buse avec les aiguilles? Ce qui créerait de petites aspérités qui choppent le filament. Si tu as une buse de rechange, essaie juste de changer la buse, voir si le problème persiste
-
C'est pas faux. J'ai lu sur Rinkhals (je ne sais plus sur quel fil de discussion ici). Ca ressemble plus à un jailbreak d'un système fermé qu'une vraie ouverture, AMHA Merci pour le lien vers la Qidi Qmax4. Je l'ajoute à ma liste... En plus celle ci est Klipper+Multifilament qui sèche et chauffe pendant l'impression
-
Pour le prix final, tu as peut être raison... Je me tâte toujours pour la prochaine FDM J'ai écarté la Artillery M1+ car la M1Pro semble catastrophique, et ils n'ont toujours pas sorti le système multi-filament qui devait sortir en Septembre) Pour l'instant, je me tâte encore entre (à volume équivalent, je ne suis pas intéressé par des volumes plus petits comme la K2 ou K2Pro): - Creality K2+ combo 1249€. Pros: le système a l'air assez ouvert. Cons, le bac multi-filament ne chauffe ou ne sèche pas (sauf à faire une modif un peu hardcore) - BambuLabs H2S 1399€. Pros: multi-filament qui sèche. Cons: la plus chère. Système qui me semble plus fermé que Creality. Le système multi-filament ne peut pas chauffer/sécher en même temps que l'impression (c'est très con, je trouve moi aussi) - Cette Artillery Kobra S1 Max 749€. Pros: bac multi-filament qui sèche même pendant l'impression. Cons: système totalement fermé (pas de Klipper)
-
Le prix "public", après les précommandes est de 999€. Donc oui, un peu moins onéreux qu'une H2S ou une K2+ (qui sont plutôt dans les 1300€, de mémoire), mais pas non plus moitié prix. Sur cette imprimante, j'aime bien l'ACS qui permet de chauffer et sécher le filament pendant l'impression (ce qui n'est apparemment pas possible sur H2S ou K2+). J'aime beaucoup moins l'OS fermé. J'ai pris goût au bidouillage de Klipper avec ma SWX4+ J'ai jusqu'au 24 Novembre pour me décider si je fais une bêtise ou pas
-
Et dire qu'en plus ils devaient sortir un système multi-filament pour cette imprimante. Ils n'en parlent plus nulle part de ça, si?
-
Firmware officiel artillery genius pro m600
LilYoda en réponse au topic de Nurgletorus dans Artillery
Pas possible de le retrouver via internet archive? -
Ça m'a l'air un peu trop écrasé. Peut être augmenter la hauteur de la première couche, et/ou re-régler le Z-offset? EDIT: oups, pardon, je n'avais pas vu que plein d'autres avaient déjà répondu. Si quelqu'un peut effacer mon essage?
-
Bah si tu l'as déjà commandée, essaie la. Ca risque de te coûter plus cher de la renvoyer. Si elle marche, ça te fera un spare. Et si elle ne marche pas, ça te donnera un justificatif pour réclamer un remboursement
-
Non. Et ce n'est pas le même que celui sur la tête d'origine (j'en avais un paquet en stock aussi) Pour l'instant, l'imprimante est remisée, je suis en train de refaire le bureau dans lequel elle était installée, donc je n'imprime plus


