flofred3
-
Compteur de contenus
16 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par flofred3
-
Bowden qui se bouche 2 fois sur 3
flofred3 en réponse au topic de Methodes_GP dans Discussions sur les imprimantes 3D
Impressionnant, bravo. -
-
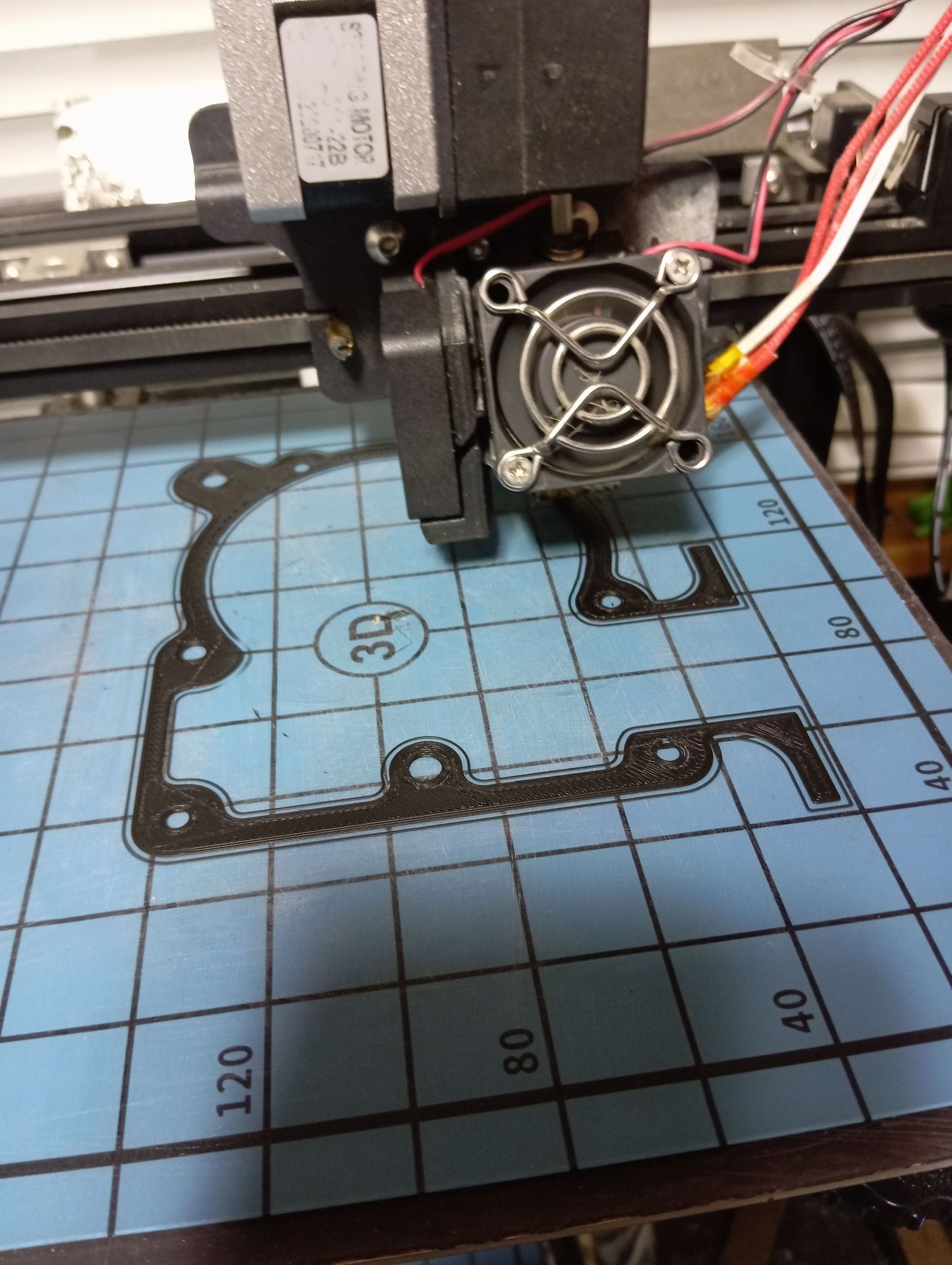
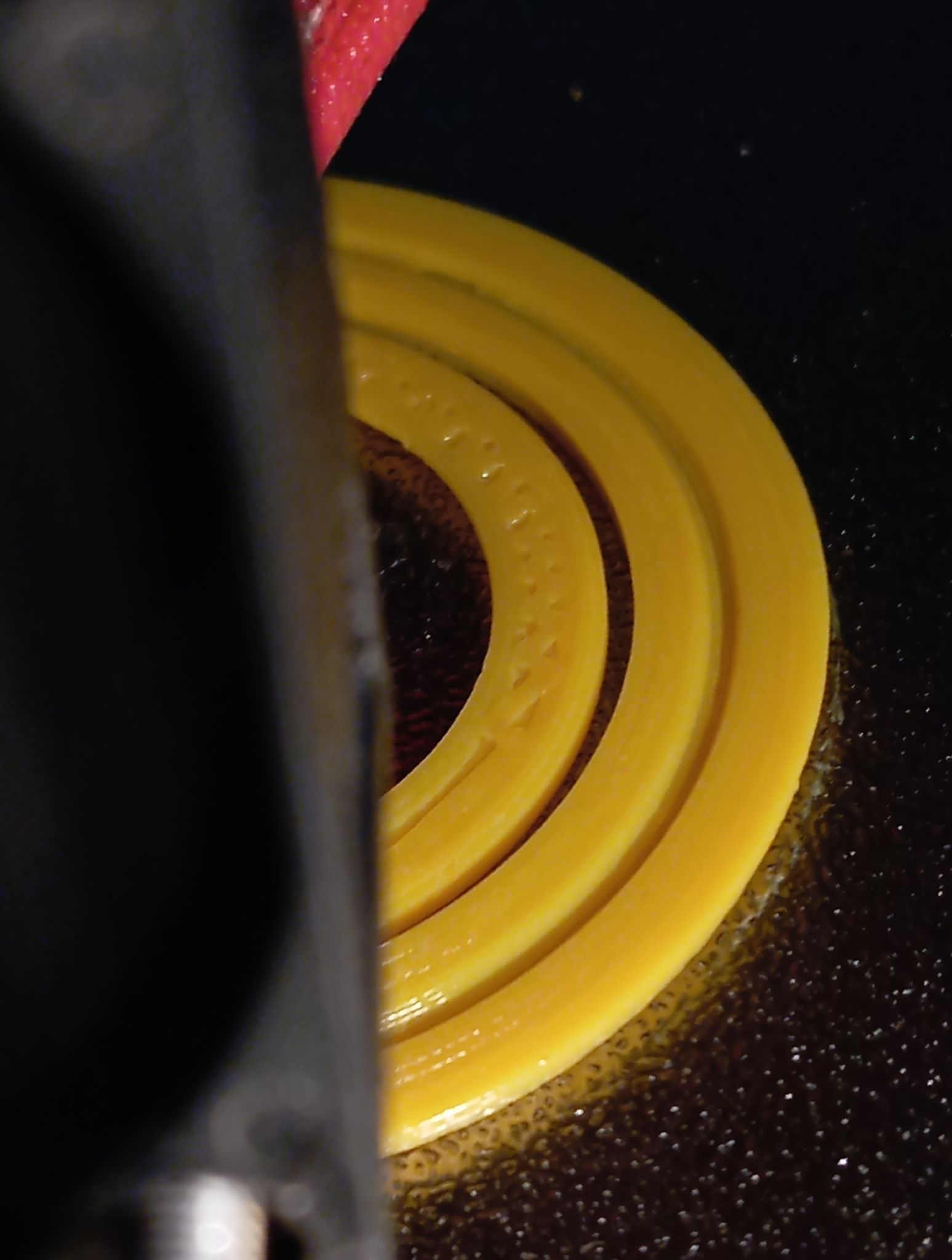
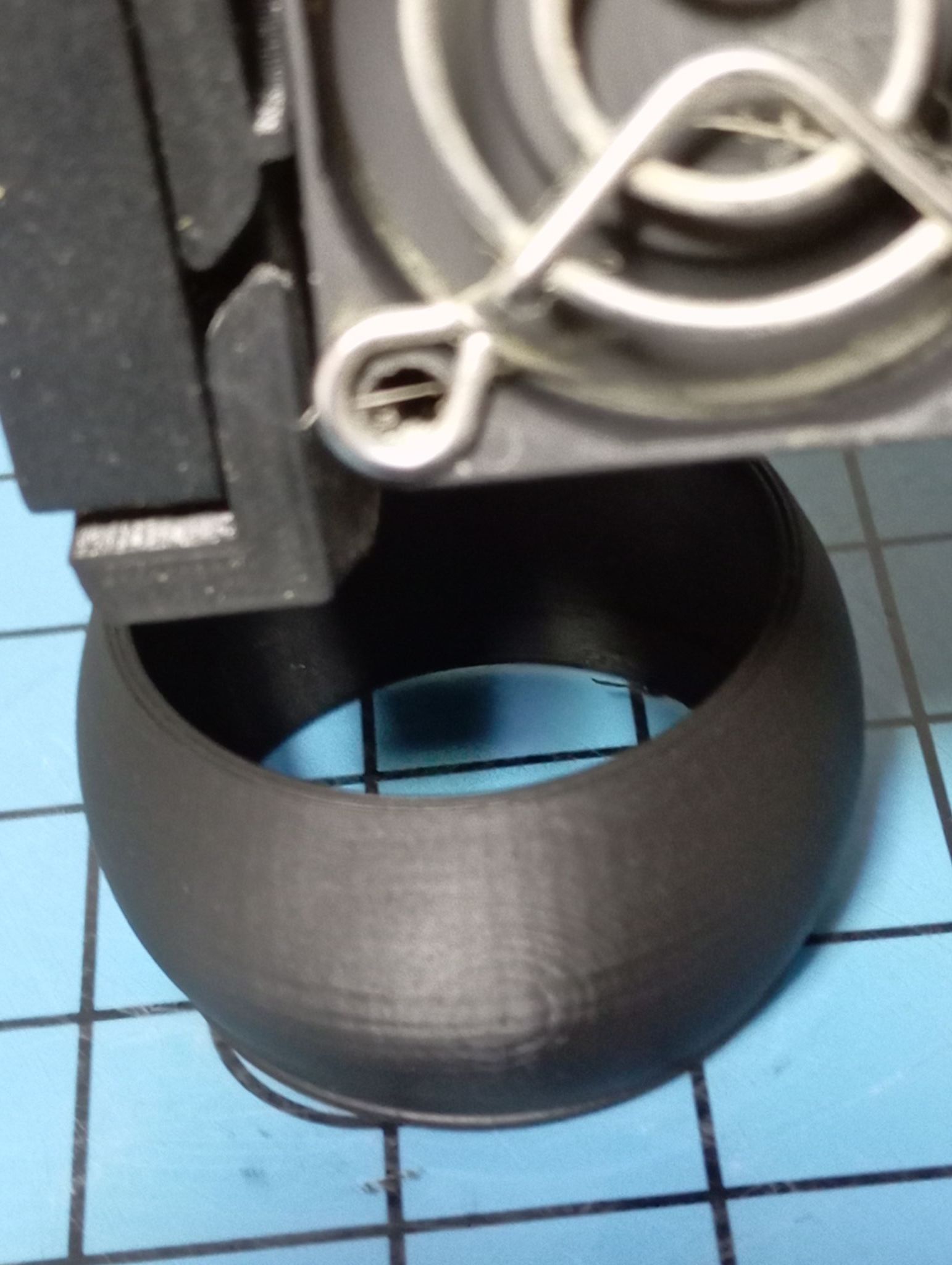
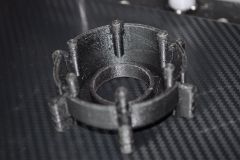
 frein de roue de chariot de golf poussé 10cm de diametre en PLA chargé en carbone (produit chinois 1er prix)
frein de roue de chariot de golf poussé 10cm de diametre en PLA chargé en carbone (produit chinois 1er prix) -
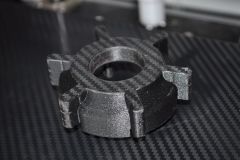
 support bobine sue mon extrudeuse pour le filament PET perso
support bobine sue mon extrudeuse pour le filament PET perso -
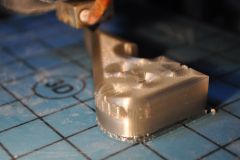
 serre joint parkside, tête refaite en filament PET fabrication perso.
serre joint parkside, tête refaite en filament PET fabrication perso. -
-
Bowden qui se bouche 2 fois sur 3
flofred3 en réponse au topic de Methodes_GP dans Discussions sur les imprimantes 3D
Bonjour,j'ai rencontré (et ça arrive encore) ces problèmes. Il me semble que ça se produit quand le plastique fondu ne s'évacue de la buse pas assez vite et le plastique ramollit dans le refroidisseur ,gonfle en diamètre et se refroidit. Je joue sur plusieurs paramètres, augmenter le diamètre de la buse (avec du 0.8 ça va bien), augmenter la température de la buse pour que le plastique plus fluide passe plus vite, vérifier que le tube en teflon soit bien enfoncé jusqu'au bout pour ne pas créer une "chambre" entre la buse et lui...et bien sur bien nettoyer la buse, ça passe aussi par retirer tout de suite le filament à la fin de l'impression. En tatonnant j'ai fini par produire des dizaines de pièces sans démontage avec plusieurs filaments (pla, chargés en carbone,flexible..) même si certains continuent à me poser problème, comme le pla chargé en bois. Bon courage Fred -
Changement de diamètre de filament, que faire du stock ?
flofred3 en réponse au topic de Clemence dans Discussions sur les imprimantes 3D
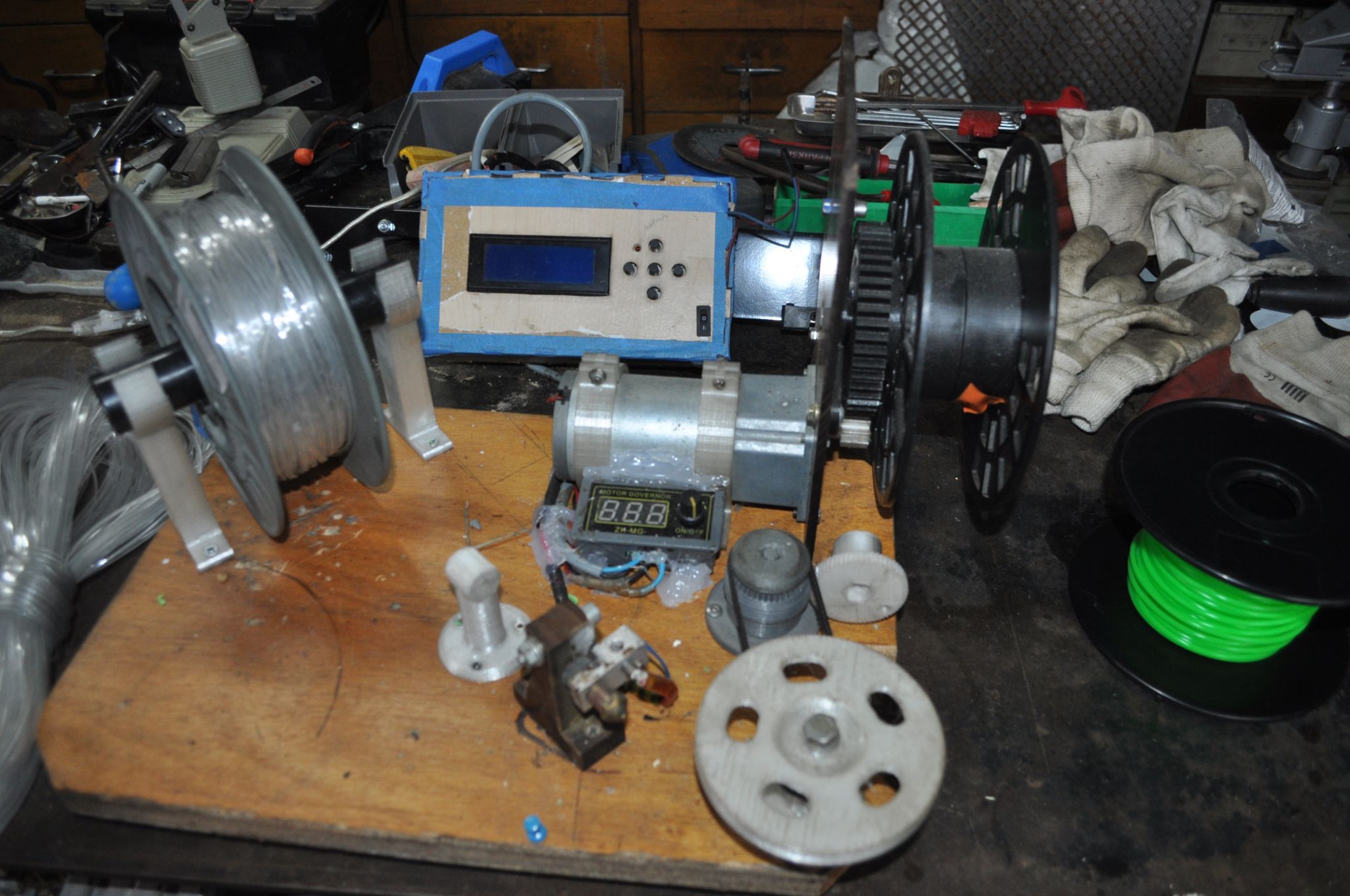
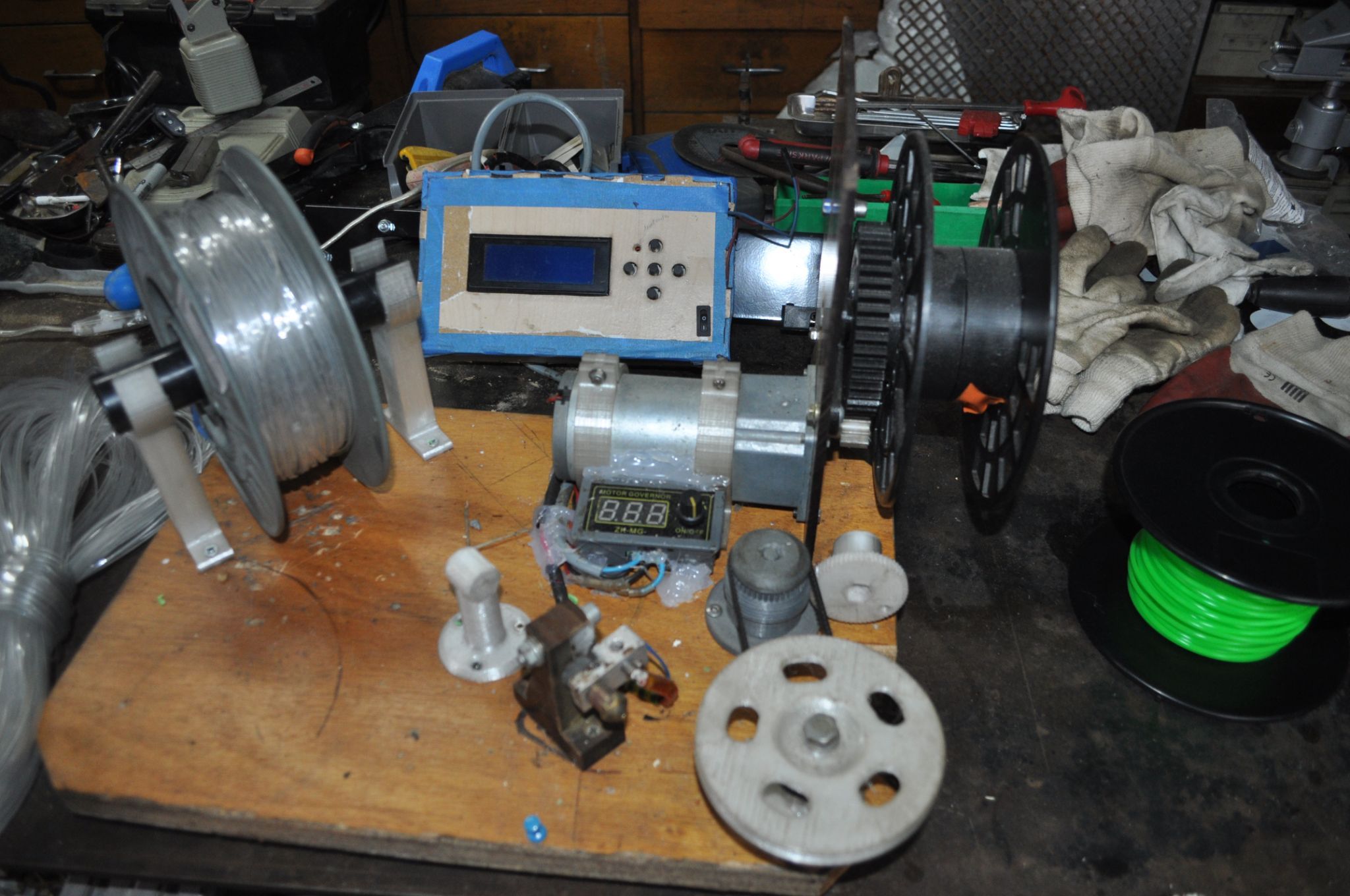
Bonjour, J'ai eu le meme souci que toi et quand j'ai fabriqué ma machine de recyclage de PET pour faire du filament, je me suis aperçu que ça convenait aussi pour réduire du fil de 3 à 1,75, c'est un peu plus difficile, mais ça passe. Sur l'image la bobine verte va y passer.
-
Recyclez-vous, qu'ils disaient!
flofred3 en réponse au topic de pat30 dans Consommables (filaments, résines...)
Au bistrot, les bars qui vendent plusieurs marques de bière ont quelquefois des bières scandinaves qui sont beaucoup en fûts PET. J'en connais un à Chambéry qui m'en avait mis de coté une vingtaine (plusieurs années de ma conso de plastique...). Ces fûts ne sont pas consignés.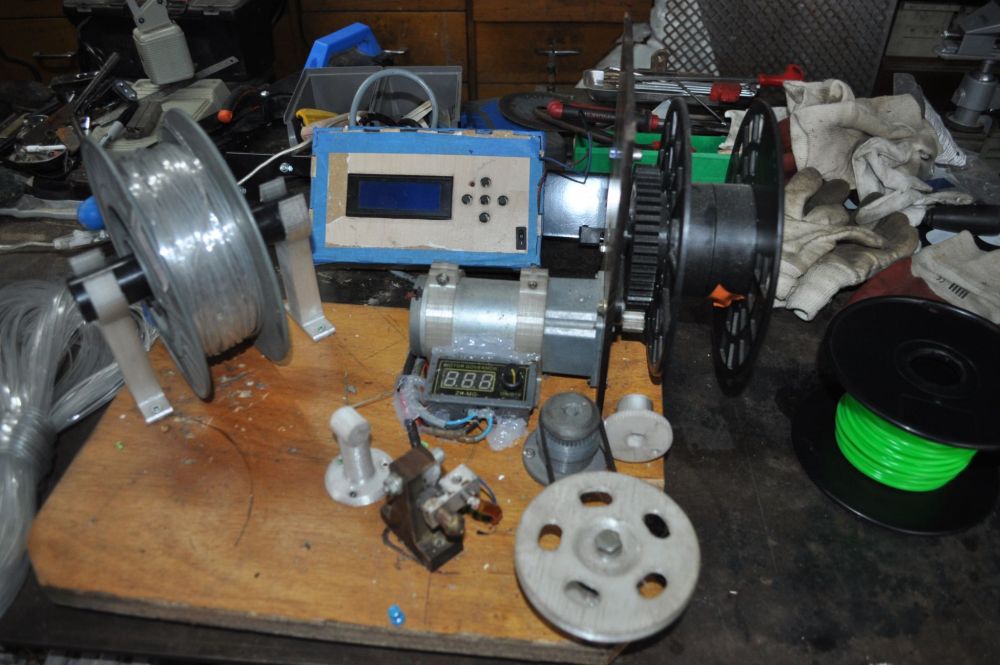


-
Recyclez-vous, qu'ils disaient!
flofred3 en réponse au topic de pat30 dans Consommables (filaments, résines...)
Bonjour à tous -tes Nouveau sur ce forum, avec une petite expérience dans l'impression et cet environnement numerique (CNC, Laser...), je me suis aussi intéressé au recyclage notamment du PET. J'ai fait quelques bouteilles avec des resultats sympas en utilisant des badoit vertes et rouges , mais je ne suis pas satisfait de la faible longueur et n'ai pas réussi à faire des soudures propres, du coup j'ai gardé les bouteilles pour fabriquer des fils plus fins de 1mm et moins à usage de peche, de jardinage ou autre. Pour l'impression j'utilise des fûts de bière pression avec un fût, je tire 2 rubans de 4mm de large (environ 0.5mm d'épais) de 100m de long ce qui me permet d'extruder un fil de 1,75mm suffisamment long pour faire de belles impressions. Avec une Ender 5 aux reglages standards, j'imprime à 250°c lit à 80°C et couches de 0.2mm. images à suivre. à bientôt. -
Bon, c'est bien un problème de firmware, j'en ai mis un autre que j'ai récupéré sur github, configuré par Socrate. Plus de soucis avec le buzzer, mais le sens des déplacements en X et Y inversé. Dans un premier temps je vais permuter les fils 1-3 et 2-4 des moteurs. Ensuite j'aimerai modifier les config du Marlin, mais il faut que j'apprenne! ou bien trouver le Marlin où tout est bon! demain je m’occupe du bl touch!
-
Exact, avec mes fils en 1.75mm, le refroidisseur générique avec le radiateur rouge et son ventilateur permanent convient bien.

-
Bonjour, Excellent article en effet, à garder en archive pour ses références produit. Pour ma part j'ai une expérience plus "bricolo" que cette approche industrielle, n'ayant pas du tout les mêmes impératifs. Sur une Ender 5 pro de Créality, j'ai modifié l'extrudeur en passant à un système direct ( de nombreux modèles adaptables sont disponibles à prix très faible metal ou plastique) on peut même trouver des STL pour les supports sur le net. J'ai eu ensuite tous les problèmes de "bourrage" dans le tube ou dans le refroidisseur bien décrits par Guizboy, du coup j'ai une panoplie fournie en pièces de rechange quand ça arrive et je me fais régulièrement des séances de maintenance. On peut quand même limiter beaucoup l'apparition de ces soucis en prenant quelques précautions comme retirer le fil immédiatement à la fin de l'impression avant qu'il ne refroidisse et en étant hyper attentif aux paramètres d'impression, utilisés dans le slicer ET AJUSTES PENDANT L'IMPRESSION. la vitesse d'extrusion faible 15mm/s max en 1.75 la température 205 à 210 (TPU de base fournisseur chinois...) Le flux de l'extrusion et la vitesses du ventilateur sur la pièce que j'ajuste à chaque fois pendant l'impression à l'œil. Au final avec tout ça on peut faire des choses bluffantes.

-
Bonjour , j'ai eu ça lié à une carte SD bien fatiguée, en chargeant le gcode sur une autre plus de probleme. Flofred
-
Bonjour, Merci pour ton intervention,le fichier utilisé est celui-ci: Ender-5 Pro- Marlin2.0.1 - V1.3.1 - BLTouch - TMC2225.bin issu de ce choix parmis ce qui était proposé ( au pif!) dans le dossier que j'ai pris chez Creality ( le seul pour Ender 5 pro ) : Marlin2.0.1 BLtouch V1.3.1 with-adapter board firmwareTMC2225(temporary. à plus Fred
-
Je viens de monter une carte creality V4.2.7 sur ma ender 5 pro, tout baigne sauf le buzzer de l'afficheur qui crie sans vouloir s'arreter, à quoi cela correspond? je vois aussi que j'ai une temperature de buse affichée négative ! je viens de changer de thermistor, temp affichée correcte 22°c ça buzze toujours pareil.
-
NOUVEAU SUR CE FORUM, j'utilise solidworks , creatware, une ender 5 pro et en laser une atomkraft avec cellule 33w optique avec lightburn.